2.2 Wire Ropes
20
1 2.2 Wire Ropes 1. Rope drives The rope drives are widely used where a large amount of power is to be transmitted, from one pulley to another, over a considerable distance. It may be noted that the use of flat belts is limited for the transmission of moderate power from one pulley to another when the two pulleys are not more than 8 metres apart. If large amounts of power are to be transmitted, by the flat belt, then it would result in excessive belt cross-section. The ropes drives use the following two types o f ropes : 1. Fibre ropes, and 2. Wire ropes. The fibre ropes operate successfully when the pulleys are about 60 metres apart, while t he wire ropes are used when the pulleys are upto 150 metres apart. 2. Fibre Ropes The ropes for transmitting power are usually made from fibrous materials such as hemp, manila and cotton. Since the hemp and manila fibres are rough, therefore the ropes made from these fibres are not very flexible and possesses poor mechanical properties. The hemp ropes have less strength as compared to manila ropes. When the hemp and manila ropes are bent over the sheave, there is some sliding of the fibres, causing the rope to wear and chafe internally. In order to minimize this defect, the rope fibres are lubricated with a tar, tallow or graphite. The lubrication also makes the rope moisture proof. The hemp ropes are suitable only for hand operated hoisting machinery and as tie ropes for lifting tackle, hooks etc. The cotton ropes are very soft and smooth. The lubrication of cotton ropes is not nec essary. But if it is done, it reduces the external wear between the rope and the grooves of its sheaves. It may be noted that the manila ropes are more durable and stronger than cotton ropes. The cotton r opes are costlier than manila ropes. Notes : 1. The diameter of manila and cotton ropes usually ranges from 38 mm to 50 mm. The size of the rope is usually designated by its circumference or ‘girth’. 2. The ultimate tensile breaking load of the fibre ropes varies greatly. For manila ropes, the average value of the ultimate tensile breaking load may be taken as 500 d 2 kN and for cotton ropes, it may be taken as 350 d 2 kN, where d is the diameter of rope in mm. 3. Advantages of Fibre Rope Drives The fibre rope drives have the fo llowing advantages : 3.1 They give smooth, steady and quiet service. 3.2 They are little affected by out-door c onditions. 3.3 The shafts may be out of strict alignment. 3.4 The power may be taken off in any direction and in fractional parts of the whole amount. 3.5 They give high mechanical efficiency.
-
Upload
rfelippe8733 -
Category
Documents
-
view
245 -
download
0
Transcript of 2.2 Wire Ropes

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 1/20
1
2.2 Wire Ropes
1. Rope drives
The rope drives are widely used where a large amount of power is to be transmitted, from one
pulley to another, over a considerable distance. It may be noted that the use of flat belts is limited
for the transmission of moderate power from one pulley to another when the two pulleys are not
more than 8 metres apart. If large amounts of power are to be transmitted, by the flat belt, then it
would result in excessive belt cross-section.
The ropes drives use the following two types of ropes :
1. Fibre ropes, and
2. Wire ropes.
The fibre ropes operate successfully when the pulleys are about 60 metres apart, while the wire
ropes are used when the pulleys are upto 150 metres apart.
2. Fibre Ropes
The ropes for transmitting power are usually made from fibrous materials such as hemp, manila
and cotton. Since the hemp and manila fibres are rough, therefore the ropes made from these fibres
are not very flexible and possesses poor mechanical properties. The hemp ropes have less strength
as compared to manila ropes. When the hemp and manila ropes are bent over the sheave, there is
some sliding of the fibres, causing the rope to wear and chafe internally. In order to minimize this
defect, the rope fibres are lubricated with a tar, tallow or graphite. The lubrication also makes the
rope moisture proof. The hemp ropes are suitable only for hand operated hoisting machinery and as
tie ropes for lifting tackle, hooks etc.
The cotton ropes are very soft and smooth. The lubrication of cotton ropes is not necessary. But
if it is done, it reduces the external wear between the rope and the grooves of its sheaves. It may be
noted that the manila ropes are more durable and stronger than cotton ropes. The cotton ropes are
costlier than manila ropes.
Notes :
1. The diameter of manila and cotton ropes usually ranges from 38 mm to 50 mm. The size of the
rope is usually designated by its circumference or ‘girth’.
2. The ultimate tensile breaking load of the fibre ropes varies greatly. For manila ropes, the average
value of the ultimate tensile breaking load may be taken as 500 d2
kN and for cotton ropes, it may
be taken as 350 d2
kN, where d is the diameter of rope in mm.
3. Advantages of Fibre Rope Drives
The fibre rope drives have the following advantages :
3.1 They give smooth, steady and quiet service.
3.2 They are little affected by out-door conditions.
3.3 The shafts may be out of strict alignment.
3.4 The power may be taken off in any direction and in fractional parts of the whole amount.
3.5 They give high mechanical efficiency.

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 2/20
2
4. Sheave for Fibre Ropes
The fibre ropes are usually circular in cross-section as shown in Figure 1(a). The sheave for the fibre
ropes, is shown in Figure 1(b). The groove angle of the pulley for rope drives is usually 45°.
The grooves in the pulleys are made narrow at the bottom and the rope is pinched between the
edges of the V-groove to increase the holding power of the rope on the pulley. The grooves should
be finished smooth to avoid chafing of the rope. The diameter of the sheaves should be large to
reduce the wear on the rope due to internal friction and bending stresses. The proper size of sheave
wheels is 40d and the minimum size is 36d , where d is the diameter of rope in cm.
Note : The number of grooves should not be more than 24.
5. Wire Ropes
When a large amount of power is to be transmitted over long distances from one pulley to
another (i.e. when the pulleys are upto 150 metres apart), then wire ropes are used. The wire ropes
are widely used in elevators, mine hoists, cranes, conveyors, hauling devices and suspension
bridges. The wire ropes run on grooved pulleys but they rest on the bottom of the *grooves and are
not wedged between the sides of the grooves.
The wire ropes are made from cold drawn wires in order to have increase in strength and
durability. It may be noted that the strength of the wire rope increases as its size decreases. The
various materials used for wire ropes in order of increasing strength are wrought iron, cast steel,
extra strong cast steel, plough steel and alloy steel. For certain purposes, the wire ropes may also be
made of copper, bronze, aluminium alloys and stainless steels.
6. Advantages of Wire Ropes
The wire ropes have the following advantages as compared to fibre ropes.
6.1 These are lighter in weight,
6.2 These offer silent operation,
6.3 These can withstand shock loads,
6.4 These are more reliable,
6.5 These are more durable,
6.6 They do not fail suddenly,
6.7 The efficiency is high, and

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 3/20
3
6.8 The cost is low.
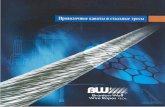
7. Construction of Wire Ropes
The wire ropes are made from various grades of steel wire having a tensile strength ranging
from 1200 to 2400 MPa as shown in the following table :
The wires are first given special heat treatment and then cold drawn in order to have high
strength and durability of the rope. The steel wire ropes are manufactured by special machines. First
of all, a number of wires such as 7, 19 or 37 are twisted into a strand and then a number of strands,
usually 6 or 8 are twisted about a core or centre to form the rope as shown in Figure 2. The core
may be made of hemp, jute, asbestos or a wire of softer steel. The core must be continuously
saturated with lubricant for the long life of the core as well as the entire rope. The asbestos or soft
wire core is used when ropes are subjected to radiant heat such as cranes operating near furnaces.
However, a wire core reduces the flexibility of the rope and thus such ropes are used only where
they are subjected to high compression as in the case of several layers wound over a rope drum.
Wire ropes are made from cold-drawn wires that are first wrapped into strands; the strands are
then wrapped into helices about a core or central element, which is usually hemp or pulp, Figure 3.
Often, the central element is an independent wire rope core (IWRC). Other factors that may make
the IWRC preferred include: high temperature that may ruin a hemp core, its 7.5% greater strength,
and the smaller elongation under load. The rope is made with either: a regular lay, in which the
wires and strands are twisted in opposite directions, Figure 3(a); or lang lay, in which the wires and
strands are twisted in the same direction, Figure 3(b); the wires and strands may form either right-
hand or left-hand helices. All wire rope was originally non-preformed, the wires and strands being
twisted and bent into place, resulting in high stresses in a straight unloaded rope. At this time, most

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 4/20
4
wire ropes are preformed, the individual strands having been mechanically shaped ahead of time
into the helical configuration they have in the rope. Preformed ropes are more flexible and spool
easier.
8. Classification of Wire Ropes
According to the direction of twist of the individual wires and that of strands, relative to each
other, the wire ropes may be classified as follows :
8.1 Cross or regular lay ropes. In these types of ropes, the direction of twist of wires in the strands is
opposite to the direction of twist of the stands, as shown in Figure 3(a). Such type of ropes are
most popular.
8.2 Parallel or lang lay ropes. In these type of ropes, the direction of twist of the wires in the strands
is same as that of strands in the rope, as shown in Figure 3(b). These ropes have better bearing
surface but is harder to splice and twists more easily when loaded. These ropes are more
flexible and resists wear more effectively. Since such ropes have the tendency to spin, therefore
these are used in lifts and hoists with guide ways and also as haulage ropes.
8.3 Composite or reverse laid ropes. In these types of ropes, the wires in the two adjacent strands
are twisted in the opposite direction, as shown in Figure 3(c).
Note: The direction of the lay of the ropes may be right handed or left handed, depending upon
whether the strands form right hand or left hand helixes, but the right hand lay ropes are most
commonly used.
9. Designation of Wire Ropes
The wire ropes are designated by the number of strands and the number of wires in each
strand. For example, a wire rope having six strands and seven wires in each strand is designated by 6
× 7 rope. Following table shows the standard designation of ropes and their applications:

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 5/20
5
The following remarks indicate something of the uses of the different types, any one of which
may have a wire rope core (IWRC).
6 x 7, Figure 2(a), being made of heavy wire, provides maximum resistance to abrasion and
wear; would be 7 x 7 with IWRC; used for haulages, rigging, guard rails.
6 x 19, Figure 2(b), being a compromise of flexibility and wear resistance is one of the most
popular styles; a good general purpose rope. Special constructions are designed for good wear by
having larger wires on the outside, and for good flexibility by having small wires in the inner layer.
Uses, including all the various cross sections: scraper and shovel cables, draglines, logging ropes,
haulage, hoists.
6 x 37, Figure 2(c), is an extra-flexible rope and therefore useful where abrasion is not sever and
where relatively sharp bends must be tolerated. Used for winch lines, hawsers, overhead cranes,
and hoists.
10. Properties of Wire Ropes
The following tables show the properties of the various types of wire ropes. In these properties,
the diameter of the wire rope (d ) is in mm. (d = Dw ).

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 6/20
6

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 7/20
7
The regular materials for wire rope are high-carbon, with most rope made of improved plow
steel (IPS), which has an ultimate tensile strength of u between 240 and 280 ksi, the higher values
applying to the smaller wires. Several other grades of steel are used: plow steel (PS) (210 < u < 240
ksi); mild plow steel (MPS) (180 < u < 210); traction (180 < u < 190 ksi); iron, with lower carbon
(about 0.1%) content (u < 100), useful in undemanding situations; very-high-strength (VHS) (280 <

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 8/20
8
u < 340 ksi), for the premium jobs, about 15% stronger in rope form than IPS; and also used for a
reason are galvanized wire ropes in various grades of steel, phosphor bronze, stainless steel.
The strength of the rope is always less than the sum of the strengths of the wires, and is
commonly stated in tons of force to break, Table 7. Other information in Table 7: the weight per
foot of length of rope w ; the minimum permissible sheave diameter Ds; the desirable minimum
sheave diameter; the approximate wire diameterDw for the style of rope in which all wires have the
same diameter; the cross-sectional area of metal in each rope Am; and the modulus of elasticity E r of
the rope.
11. Diameter of Wire and Area of Wire Rope
The following table shows the diameter of wire (d = Dw ) and area of wire rope (A) for different types
of wire ropes:
12. Factor of Safety for Wire Ropes
The factors of safety for wire ropes based on the ultimate strength are given in the following table.

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 9/20
9
13. Wire Rope Sheaves and Drums
The sheave diameter should be fairly large in order to reduce the bending stresses in the ropes
when they bend around the sheaves or pulleys. The following table shows the sheave diameters for
various types of wire ropes:
However, if the space allows, then the large diameters should be employed which give better
and more economical service. The sheave groove has a great influence on the life and service of the
rope. If the groove is bigger than rope, there will not be sufficient support for the rope which may,
therefore, flatten from its normal circular shape and increase fatigue effects.
On the other hand, if the groove is too small, then the rope will be wedged into the groove and
thus the normal rotation is prevented. The standard rim of a rope sheave is shown in Figure 4(a) and
a standard grooved drum for wire ropes is shown in Figure 4(b).

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 10/20
10
For light and medium service, the sheaves are made of cast iron, but for heavy crane service
they are often made of steel castings. The sheaves are usually mounted on fixed axles on antifriction
bearings or bronze bushings.
The small drums in hand hoists are made plain. A hoist operated by a motor or an engine has a
drum with helical grooves, as shown in Figure 4(b). The pitch (p) of the grooves must be made
slightly larger than the rope diameter to avoid friction and wear between the coils.
14. Wire Rope Fasteners / Fittings for Wire RopeThe various types of rope fasteners are shown in Figure 5. The splices in wire ropes should be
avoided because it reduces the strength of the rope by 25 to 30 percent of the normal ultimate
strength.

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 11/20

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 12/20
12
Where the numerator is approximately the available strength left to carry an external load F t ; F u
= NF t + F b.
The trouble with the conventional design procedure as described is that it is not in accord with
the manner in which most wire ropes fail. It is a static approach, whereas, if the rope is continually
flexed, failure would be expected to be a fatigue failure (except as abrasion may wear out a rope).Drucker and Tachau found that the sum of the stresses due to bending, b = EDw /Ds, and due to the
load, = F / Am had only a fair correlation with fatigue failure (6 x 7 ropes not included), and that the
limit of this total stress was about 60 to 70 ksi. However, they found a better correlation with the
bearing pressure per square inch of projected area of the rope on the sheave, p = 2F t /(Dr Ds), Figure
6, where the contact angle is taken as 180 degrees. Fatigue failure seemed to be well predicted by
the ratio p/u (plotted against number of bending cycles to failure in Figure 7, where u is the
ultimate strength of the wires. Introducing a design factor N, dividing both sides of the pressure
equation by u and solving for Dr Ds, we get
uu
t sr
p
NF DD
2
Where an appropriate value of p/u is taken from Figure 7. We note that indefinite life may be
obtained when p/u ≤ 0.0015 and that p/u may be much greater than this if only a limited life is
needed, but as usual a design factor should be used to be on the safe side.
To avoid an excessive rate of wear (abrasion), Roebling recommends limiting the pressure p for
6 x 19 ropes as follows: on cast-iron sheave, 500 psi; on cast steel, 900 psi; on manganese steel,
2500 psi.

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 13/20
13
Example No. 1
For a mine hoist, the cage weighs 5900 lb., the cars 2100 lb., and the load of coal in the car 2800 lb.;
one car loaded loaded at a time on the hoist. The drum diameter is 5 ft., the maximum depth is 1500
ft. It takes 6 sec. to accelerate the loaded cage to 3285 fpm. Decide on a grade of wire and the kind
and size of rope on the basis of (a) a life of 5
102 cycles and N = 1.3 against fatigue failure, (b)static consideration (but not omitting inertia effect) and N = 5. (c) Make a final recommendation. (d)
If the loaded car can be moved gradually onto the freely hanging cage, how much would the rope
stretch? (e) What total energy has the rope absorbed, fully loaded at the bottom of the shaft?
Neglect the rope’s weight for this calculation. (f) Compute the pressure of the rope on the cast-iron
drum. Is it all right?
Given:
Cage weight = 5900 lb
Cars weight = 2100 lb
Load of coal = 2800 lb
Ds = 5 ft
L = 1500 ft
Accelerating time = 6 sec
Speed accelerated = 3285 fpm
Fatigue life = 2 x105
Fatigue design factor = N = 1.3
Static design factor = N = 5
Required:
(a) a life of 5
102 cycles and N = 1.3 against fatigue failure,
(b) static consideration (but not omitting inertia effect) and N = 5.
(c) Make a final recommendation.
(d) The rope stretched
(e) Total energy has the rope absorbed.
(f) Pressure of the rope.
Solution:
kipslbW h 81080010280021005900 .,

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 14/20
14
212
12596
60
13285
fps
fpm
t
v v a .
sec
sec
min
aW wL
W wLF hht
232.
Assume 6 x 19 IPS,
ft lbDw r
261.
kipsDkipsDwL r r
2242
1000
150061 ..
861308310421232
12591
232
22...
.
.
.
r r ht DDW wL
aF
(a) Fig. 17.30, 2 x 105 cycles
00280.us p
uu
t sr
ss p
NF DD
2
in ft Ds 605
r s DD 45
inDr 33145
60.
max
use inDr 4
11
kipsF t 671886134
11083
2
...
ksi su 231
604
1100280
6718312
.
..
Use Plow Steel, 6 x 19 Wire Rope, inDr 4
11 .
(b)t
bu
F
F F N
s
w b
D
EDs
inDDr w
083750
4
1106700670 ...
inDs 60
ksi E 00030,
ksi sb 87541
60
08375000030.
.,
2
2
26250
4
114040 inD A r m ...

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 15/20
15
kips AsF mbb 1726625087541 ...
5N
tonskipsF NF F bt u 765952119172667185 ....
2538
4
11
7659
22.
.
r
u
D
F
Table AT 28,
Use IPS, 6 x 19, 2538422
.r
u
D
F
(c) Recommendation:
6 x 19, improved plow steel, inDr 4
11
(d)r m E A
FL
lbF 490028002100
psi E r 6
1012
in ft L 000181500 ,
in761110126250
000184900
6.
.
,
(e) lbinF U 80028761149002
1
2
1,.
(f) 00280.us p
ksi su 231
psi p 864600023100280 .,.
For cast-iron sheave, limiting pressure is 500 psi
psi psi p 5008646 . , not al right.
16. Traction Drives
The friction between the sheave and rope is often used as a driving force; for example, if shaft B,
Figure 8, is driven by a motor (likely via a speed reduction), if W represents the load and CW
represents the counterweight, and if load W is moving up (not) limiting friction), with negligible
centrifugal effects, as would be likely on hoists, elevators, etc., is
f e
F
F
2
1
Find F 1 and F 2 only by free bodies of W and CW, including inertia. Some values of f in equation
for this application are:
Iron or steel sheave: greasy rope, 0.07; wet rope, 0.085; dry rope, 0.12

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 16/20
16
Wood-lined sheave: greasy rope, 0.14; wet rope, 0.17; dry rope, 0.235
Rubber- or leather-lined sheave; greasy rope, 0.205; wet rope, 0.4; dry rope, 0.495.
Example No. 2
A traction elevator has a maximum deceleration of 5 fps2
when being braked on the
downward motion with a total load of 10 kips. There are 5 cables that pass twice over the
driving sheave. The counterweight weighs 8 kips. (a) Compute the minimum coefficient of
friction needed between ropes and sheaves for no slipping. Is a special sheave surface
needed? (b) What size 6 x 19 mild-plow-steel rope should be used for N = 4, including thebending effect? (Static approach.) (c) What is the estimated life of these ropes (N = 1)?
Solution:
2058 fpsa .
(a) kipsF 101
kipskipsF 6232
05818
2
.
.
3
f e
F
F
2
1
3
6
10 f e
05420. f
Special sheave surface is needed for this coefficient of friction,§17.21.
(b)t
bu
F
F F N

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 17/20
17
kipsF t 25
10
s
mw b
D
AEDF
Table AT 28, 6 x 19, MPS
r w DD 0670.
r s DD 45 2
40 r m D A .
psi E 6
1030
kipsD
D
DDF r
r
r r b
2
26
871745
4006701030.
..
kipsDtonsDF r r u
226432
2
8717644
22r r DD
N.
inDr 41640.
use inDr 16
7
(c) inDD r s 2016
74545
uu
t sr
ss p
NF DD
2
kipsF t 2 each rope
MPS, ksisu
195
01.N
195
201220
16
7
us p
.
00230.us p
Expected life, Figure 17.30, 3 x 105 bending cycles.

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 18/20

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 19/20
19
16 Catorce, Mark Joseph C. 4A 1920 9200 1925 6.35 200000 1.42 5
17 Dawal, Cherry Mae L. 4A 1915 9150 1920 6.34 150000 1.4 5.5
18 De Guzman, Mar B. 4A 1910 9100 1915 6.33 200000 1.38 6
19 De Luna, Rhea Ann D. 4A 1905 9050 1910 6.32 150000 1.36 5
20 Don, Kristopher Glenn D. 4A 1900 9000 1905 6.31 200000 1.34 5.5
21 Donato, Rodrigo Jr. B. 4A 1895 8950 1900 6.3 150000 1.32 6
22 Espidido, Brian B. 4A 1890 8900 1895 6.29 200000 1.3 5
23 Gargar, Kevin B. 4A 1885 8850 1890 6.28 150000 1.5 5.5
24 Gaveria, Gerhard-german A. 4A 1880 8800 1885 6.27 200000 1.48 6
25 Imperial, Anabelle B. 4A 1875 8750 1880 6.26 150000 1.46 5
26 Lee, Cyrene A. 4A 1870 8700 1875 6.25 200000 1.44 5.5
27 Llanderal, Merced P. 4A 1865 8650 1870 6.24 150000 1.42 6
28 Lleva, Jose Marlu T. 4A 1860 8600 1865 6.23 200000 1.4 5
29 Lorilla, Jayford J. 4A 1855 8550 1860 6.22 150000 1.38 5.5
30 Madrilejos, Janine Marie Y. 4A 1850 8500 1855 6.21 200000 1.36 6
31 Margallo, Francis B. 4A 1845 8450 1850 6.2 150000 1.34 5
32 Morasa, Jun Ed Rey R. 4A 1840 8400 1845 6.19 200000 1.32 5.5
33 Oribiada, Cyberg Joseph L. 4A 1835 8350 1840 6.18 150000 1.3 6
34 Rodrigueza, Mark Joseph N. 4A 1830 8300 1835 6.17 200000 1.5 5
35 Rustria, Ian Gregor A. 4A 1825 8250 1830 6.16 150000 1.48 5.5
36 Sabanal, Mark Joseph H. 4A 1820 8200 1825 6.15 200000 1.46 6
37 Straubhaar, Jeody M. 4A 1815 8150 1820 6.14 150000 1.44 5
38 Torre, Jayson B. 4A 1810 8100 1815 6.13 200000 1.42 5
39 Triumfante, Dan Dominic A. 4A 1805 8050 1810 6.12 150000 1.4 5.5
40 Uy, Ben Bryan A. 4A 1800 8000 1805 6.11 200000 1.38 6
41 Vargas, Gary V. 4A 1795 7950 1800 6.1 150000 1.36 5
42 Vargas, Ma. Arafel B. 4A 1790 7900 1795 6.09 200000 1.34 5.5
43 Verdad, Cezar Ian L. 4A 1785 7850 1790 6.08 150000 1.32 6
44 Abellano, Baby Jean T. 4B 1780 7800 1785 6.07 200000 1.3 5
45 Alano, Daryl P. 4B 1775 7750 1780 6.06 150000 1.5 5.5
46 Atacador, Gerald B. 4B 1770 7700 1775 6.05 200000 1.48 6
47 Atacador, Jerome A. 4B 1765 7650 1770 6.04 150000 1.46 5
48 Balcueva, Irvy Jr. B. 4B 1760 7600 1765 6.03 200000 1.44 5.5
49 Balcueva, Justine Marie B. 4B 1755 7550 1760 6.02 150000 1.42 6
50 Bercasio, Jayson B. 4B 1750 7500 1755 6.01 200000 1.4 5
51 Bermas, Romy James B. 4B 1745 7450 1750 6 150000 1.38 5.5
52 Bien, Henry V. 4B 1740 7400 1745 5.99 200000 1.36 6
53 Binos, Michael R. 4B 1735 7350 1740 5.98 150000 1.34 5
54 Botin, Warren E. 4B 1730 7300 1735 5.97 200000 1.32 5.5
55 Brutas, Allan III B. 4B 1725 7250 1730 5.96 150000 1.3 6
56 Burce, Ramil B. 4B 1720 7200 1725 5.95 200000 1.5 5

7/29/2019 2.2 Wire Ropes
http://slidepdf.com/reader/full/22-wire-ropes 20/20
20
57 Copino, Romnick B. 4B 1715 7150 1720 5.94 150000 1.48 5.5
58 Custodio, Ruel C. 4B 1710 7100 1715 5.93 200000 1.46 6
59 Decano, Jed Francis F. 4B 1705 7050 1710 5.92 150000 1.44 5
60 Dioneda, Joebert B. 4B 1700 7000 1705 5.91 200000 1.42 5.5
61 Erestain, Kevin Michael J. 4B 1695 6950 1700 5.9 150000 1.4 6
62 Escarcha, Avi Ben R. 4B 1690 6900 1695 5.89 200000 1.38 5
63 Granado, Kennan S. 4B 1685 6850 1690 5.88 150000 1.36 5.5
64 Imperial, John Carlo B. 4B 1680 6800 1685 5.87 200000 1.34 6
65 Lopez, Arnold M. 4B 1675 6750 1680 5.86 150000 1.32 5
66 Lorente, Ronnel M. 4B 1670 6700 1675 5.85 200000 1.3 5.5
67 Loveriza, Dalton Anthony A. 4B 1665 6650 1670 5.84 150000 1.5 6
68 Macanip, Fermin II L. 4B 1660 6600 1665 5.83 200000 1.48 5
69 Malagueno, Gerard B. 4B 1655 6550 1660 5.82 150000 1.46 5.5
70 Maloloy-on, Mark Joseph B. 4B 1650 6500 1655 5.81 200000 1.44 6
71 Marano, Mark Anthony G. 4B 1645 6450 1650 5.8 150000 1.42 5
72 Mascarinas, Rome Jes G. 4B 1640 6400 1645 5.79 200000 1.4 5.5
73 Morada, Maria Dadel L. 4B 1635 6350 1640 5.78 150000 1.38 6
74 Nabata, Arwin M. 4B 1630 6300 1635 5.77 200000 1.36 5
75 Navea, Mark Paul A. 4B 1625 6250 1630 5.76 150000 1.34 5.5
76 Nierva, Fiel M. 4B 1620 6200 1625 5.75 200000 1.32 6
77 Ortile, Jayson M. 4B 1615 6150 1620 5.74 150000 1.3 5
78 Quinto, John Kevin M. 4B 1610 6100 1615 5.73 200000 1.5 5.5
79 Reforsado, Al Nino S. 4B 1605 6050 1610 5.72 150000 1.48 6
80 Roque, Charis-ann B. 4B 1600 6000 1605 5.71 200000 1.46 5
81 Tabifranca, Mark Jessam M. 4B 1595 5950 1600 5.7 150000 1.44 5.5
82 Tolon, Alyssa Marie B. 4B 1590 5900 1595 5.69 200000 1.42 6
83 Verdida, Ralph A. 4B 1585 5850 1590 5.68 150000 1.4 5
84 Zubeldia, John Paulo C. 4B 1580 5800 1585 5.67 200000 1.38 5.5
85 Baloloy, Gerald B. 1575 5750 1580 5.66 15000 1.36 6
86 Thomas, Hubert 1570 5700 1575 5.65 200000 1.34 5
87
88
89
90