
2012 LEAN TOOLBOX 20120322 4 ASQNNsec1
29
Toolbox Quexx International Ltd. 1
Transcript of 2012 LEAN TOOLBOX 20120322 4 ASQNNsec1
Toolbox
Quexx International Ltd.1

LEAN Toolbox
Quexx International Ltd.2
Definitions
is a systematic approach
ofeliminating waste
so every step adds value
for the Customer.
is a part of TOYOTA WAY. It is a production systembased on the philosophy of the complete elimination of all waste from all aspects of product creation in pursuit of
the most efficient production method.
"The key to the Toyota Way and what makes Toyota stand out is not any of the individual elements. What is important is having all the elements together as a system.
It must be practiced every day in a very consistent manner —not in spurts."Taiichi Ohno

LEAN Toolbox
Quexx International Ltd.3
Toyota's 14 Management Principles of Lean Manufacturing*1. Base your management decisions a long-term philosophy, even at the expense of
short-term financial goals. 2. Create continuous process flow. 3. Use pull systems to avoid overproduction. 4. Level out workload. 5. Get quality right the first time. 6. Standardization for continuous improvement and employee empowerment. 7. Use visual controls, so no problems are hidden. 8. Use only reliable, thoroughly tested technology - serves your people and process. 9. Grow leaders who thoroughly understand the work done by your company. 10. Develop exceptional people and teams
who follow your company's philosophy. 11. Respect your extended network of suppliers and
partners by challenging them and helping them improve. 12. Go see for yourself in order to understand the situation. 13. Make decisions slowly by considering all options;
implement them rapidly. 14. Become a lean organization through
relentless reflection and continuous improvement.*Jeffery Liker‘ "The Toyota Way"
14 Principles
Heijunka Standard Work Kaizen
Stability
JidokaStop process and fix problems
Separatepeople from machines
Continuous Flow
Takt Time
Pull System
Just‐in‐TimeHighest Quality – Lowest Cost – Shortest L/T
LEAN Toolbox
Quexx International Ltd.4
Five core beliefs and values shared by all Toyota team members who, at every level, are expected to apply these values in their daily work and relations with others:
Genchi Genbutsu ‐ go to the source to find the facts to make correct decisions, build consensus and achieve goals.
Kaizen ‐ continually improve. No process can ever be declared perfect, there is always room for improvement.
Challenge – embrace challenge, maintain a long‐term vision and meet all challenges with the courage and creativity needed to realise that vision.
Teamwork ‐ stimulate personal and professional growth, sharing opportunities for development and maximising individual and team performance
Respect ‐ respects others, make every effort to understand others, accept responsibility and do your best to build mutual trust.
The TOYOTA WAY – Core Values

7Supplier
Integration
7Supplier
Integration
LEAN Toolbox
Quexx International Ltd.5
Process ( ) <> Time ( )
LEANFocus
LEANTools
and Techniques
WEEKSCurrentValue Stream
FutureValue Stream
ProcessValue StreamMapping
ProcessValue StreamMapping4
Muda7 Wastes
4Muda
7 Wastes
CustomerFocusCustomerFocus
6Poka-yoke
Mistake Proofing
6Poka-yoke
Mistake Proofing
ProcessCycleTaktPitch
ProcessCycleTaktPitch
85SWorkplaceOrganization
85SWorkplaceOrganization
3Kaizen
ContinuousImprovement
3Kaizen
ContinuousImprovement
11SPC 11SPC
14A3 Report
14A3 Report
ProcessMetricsProcessMetrics
10JIT
Kanban
10JIT
Kanban
DAYS
7PDCA7PDCA
15Gemba
Go & SeeManagement
15Gemba
Go & SeeManagement
1StrategicPlanning
1StrategicPlanning
13HeijunkaProcessLevelling
13HeijunkaProcessLevelling5
7 Tools 57 Tools
ProcessFlowProcessFlow
2LEANDesign
2LEANDesign
12Andon VisualControls
12Andon VisualControls
9Jidoka
Autonomation
9Jidoka
Autonomation

LEAN Toolbox
Quexx International Ltd.6
Hoshin – KanriManagement‐by‐Policy HOSHIN
POINTINGDIRECTION
KANRI
PLANNING
CONTROL
MANAGEMENT
LONG‐TERMPOLICY
VISION
TARGET AND MEANS
HOSHIN KANRI
MANAGEMENT BY POLICY
MANAGEMENT BY TARGETS AND MEANS
MANAGEMENT BY POLICY DEPLOYMENT
STRATEGY ‐ define approach which will support strategic objectives
OBJECTIVES ‐ define measurableparameters for key strategic areas
MEASURES – establish metrics of performance necessary to achieve objectives

LEAN Toolbox
Quexx International Ltd.7
MBP – Key Elements
BUSINESSDEFINITION
VISION
MISSION
THEME
OBJECTIVES
MEASURES
STRATEGY
SHORT‐TERM PLAN
MID‐TERM PLAN
LONG‐TERM PLAN
DIRECTION
STRATEGY
PLANNING
ACTION

LEAN Toolbox
Quexx International Ltd.8
PCP ‐ Process Control Plan
HOWS Design
Features
HO
W –
Des
ign
Feat
ure
#1
HO
W –
Des
ign
Feat
ure
#2
HO
W –
Des
ign
Feat
ure
#3
HO
W –
Des
ign
Feat
ure
#4
HO
W –
Des
ign
Feat
ure
#5
HO
W –
Des
ign
Feat
ure
#6
HO
W –
Des
ign
Feat
ure
#7
HO
W –
Des
ign
Feat
ure
#8
HO
W –
Des
ign
Feat
ure
#9

LEAN Toolbox
Quexx International Ltd.9
3P Definition … a part of LEAN Design. It includes:‐ QFD‐ design reviews at each stage‐ post‐start up and post‐mortem‐ cross‐functional team approach‐ de‐bugging of design and systems
3P Basicsmultiple alternatives for each
process stepevaluated against defined criteria,
e.g., takt time, cost. LEAN design principles followed
Design – 3P (Production Preparation Process)
Stage 1: DesignPlanning
Stage 3: DesignVerification
Stage 4: DesignValidation
DesignReviewStage 2: Design
andDevelopment
DesignTransfer
DesignInput
DesignOutput
DesignProcess
DesignChanges
Product
CustomerNeeds
DesignRecords
DesignPlan
DesignResearch

LEAN Toolbox
Quexx International Ltd.10
Definition:Kaizen = uninterrupted, ongoing incremental improvement
Key focus areas:people are the most important assetsinvolve everybodygather and analyze quantitative evidenceidentify opportunitiesconsider risks and benefitsgradually eliminate wastekeep improving
Kaizen ‐ Principles
Go and See Gemba MgmtCustomer Focus
New Product Devel’tTQC
Employee Empowerment5S Workplace and Discipline
StandardizationJIT and KanbanAutomation / AutonomationError‐proofingProductivity ImprovementTPM
Kaizen

LEAN Toolbox
Quexx International Ltd.11
Muda = WasteMUDA:Muda = waste, doesn't add value or is unproductive
Transport (moving products that are not actually required to perform the processing)
Inventory (components, WiP and finished product not being processed)
Motion (people or equipment moving or walking more than is required to perform the processing)
Waiting (waiting for the next production step)Overproduction (production ahead of demand)Overprocessing (resulting from poor tool or product design
creating activity)Defects (the effort involved in inspecting
for and fixing defects)
TIMWOODOther forms of Waste:
Unused or underutilized human skillsMissed customer demand, requirements or expectations
LEAN Toolbox
Quexx International Ltd.12
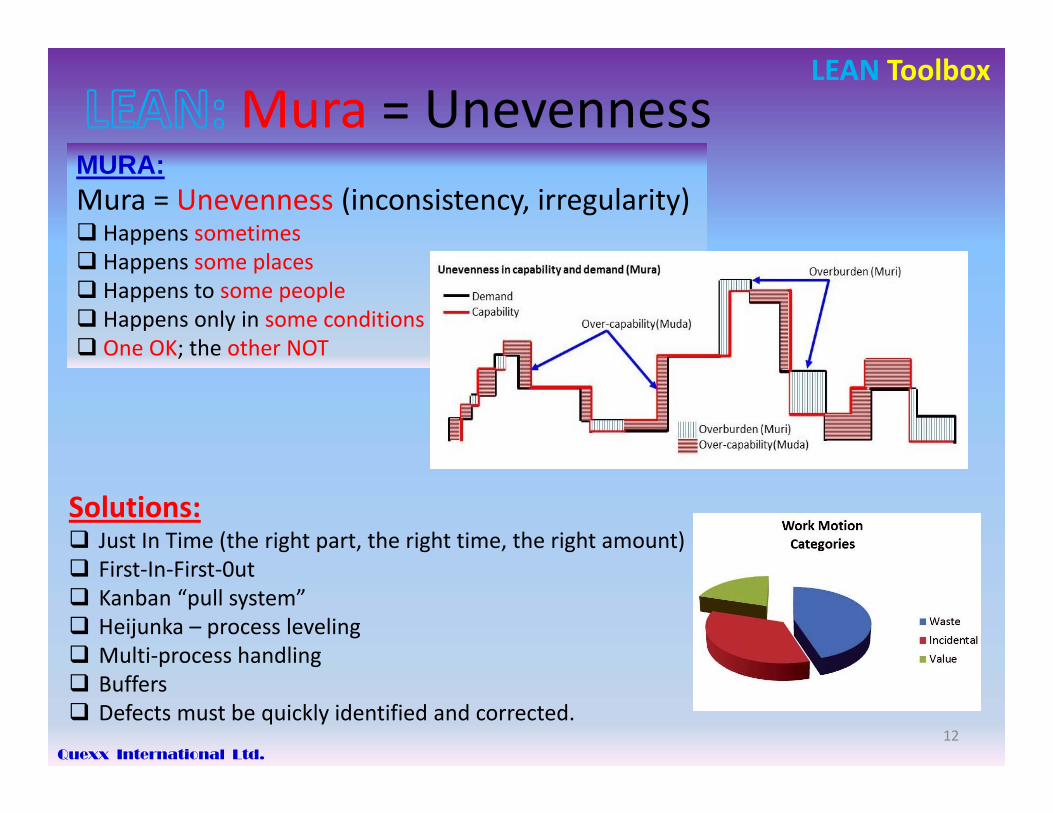
MURA:Mura = Unevenness (inconsistency, irregularity)
Happens sometimesHappens some places Happens to some peopleHappens only in some conditionsOne OK; the other NOT
Mura = Unevenness
Solutions: Just In Time (the right part, the right time, the right amount)First‐In‐First‐0utKanban “pull system” Heijunka – process levelingMulti‐process handlingBuffers Defects must be quickly identified and corrected.

LEAN Toolbox
Quexx International Ltd.13
Muri = Unreasonableness
Muri = effect of poor organization (work, workplace, logistics, etc.):‐ pushing a person (or a machine, often beyond limits)‐ carrying (too) heavy weights‐moving things around too much, too often‐ dangerous, unreasonable or annoying tasks‐ forcing work significantly faster than usual
MURI:Muri = overburden, unreasonableness, absurdity
obstructed work flowillogical directionsnon‐repeatable operations or process stepsirrational methods or decisionsunjustified/unreasonable takt timeendurance allowed for a process
LEAN Toolbox
Quexx International Ltd.14
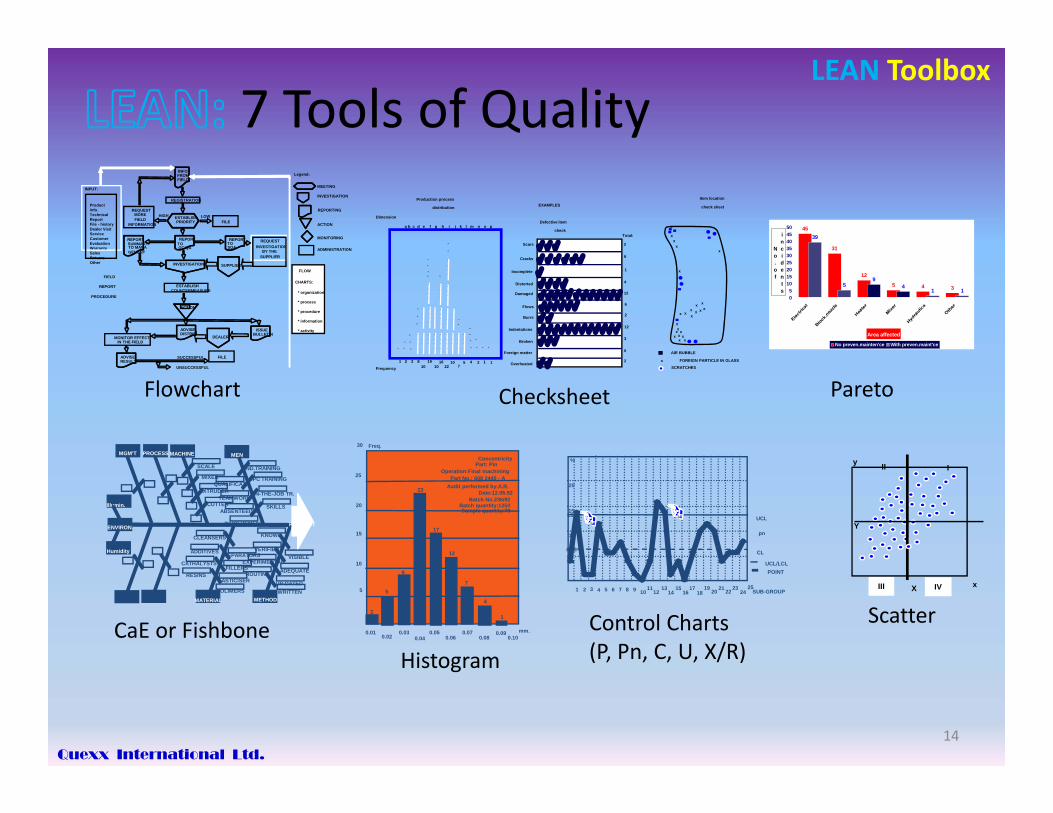
7 Tools of Quality
45
31
12
5 4 3
39
59
41 1
05
101520253035404550
Area affected
No.of
incidents
No preven.mainten'ce With preven.maint'ce
INFOFROMFIELD
REGISTRATION
ESTABLISHPRIORITY
REPORT REPORTSUMMARYTO MANAGEMENT
TO TOSQAQC/QA
INVESTIGATION
SUCCESSFUL
UNSUCCESSFUL
REQUESTMOREFIELD
INFORMATION
ESTABLISHCOUNTERMEASURE
ACTION
ISSUEBULLETIN
ADVISEDISTRIB.
MEETING
INVESTIGATION
REPORTING
ACTION
MONITORING
FILEADVISERESULT
MONITOR EFFECTIN THE FIELD
REQUESTINVESTIGATION
BY THESUPPLIER
SUPPLIER
ADMINISTRATION
INPUT:
Product info.Technical ReportFile - historyDealer VisitServiceCustomerEvaluationWarrantySalesReturnsOther
FIELD
REPORT
PROCEDURE
DEALER
CHARTS:
* organization
* process
* procedure
* information
* activity
FLOW
Legend:
FILEHIGH LOW
REPORT
EXAMPLES
Dimension
Frequency
--- -
-
-
----
- ---
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
----
---
-
-
--
-
-
-
-
-
1 2 3 810
1910
1622
107
5 4 2 1 1
a b c d e f g h i j k l m n o p
Production process
distribution
Defective item
check
Scars
Cracks
Total:
Incomplete
Distorted
Damaged
Flows
Burrs
Indentations
Broken
Foreign matter
Overheated
3
6
1
4
12
6
2
12
3
0
2
Item location
check sheet
xx
x
x xxxxx
x
xx
xx
x
xxx x
x
x
x x
x FOREIGN PARTICLE IN GLASS
AIR BUBBLE
SCRATCHES
ParetoChecksheet
CaE or FishboneScatter
Histogram
Control Charts(P, Pn, C, U, X/R)
Flowchart
MEN
METHOD
MACHINE
MATERIAL
ENVIRON.
Illumin.
Humidity
IND.TRAINING
SPC TRAINING
ON-THE-JOB TR.
SKILLS
QUALIFICAT.
TEAMWORK
PROCESSMGM'T
WRITTENUP-DATED
ADEQUATE
VISIBLE
KNOWN
VERIFIED
POLIMERS
PLASTICISER
FILLERS
ADDITIVESSEPARATORS
CLEANSERS
CATHALYSTS
RESINS
EXPERIMENTAL
ROUTINE
SCALE
MIXER
EXTRUDER
CUTTERABSENTEEISM
INVOLVEMENT PRODUCT
5
10
15
20
25
30
2
5
9
23
17
12
7
4
1
0.010.02
0.030.04
0.050.06
0.070.08
0.090.10
Freq.
mm.
ConcentricityPart: Pin
Operation:Final machiningPart No.: 608 2445 - A
Audit performed by:A.R.Date:12.06.92
Batch No.236/92Batch quantity:1250Sample quantity:79
1 2 3 4 5 6 7 8 9 1011
1213
1415
1617
1819 20 21 22 23
2425
SUB-GROUP
5
10
15
20
%
UCL/LCLPOINT
6.48
13.56 UCL
CL
pn
x
y
X
Y
III
III IV

LEAN Toolbox
Quexx International Ltd.15
7 Tools – Application
Rubber volume swellTest performed in 80C temp.
0
2
4
6
8
10
12
14
16
0 1 2 3 4 5 6 7 8 9
Exposure [days]
V
o
l
u
m
e
s
w
e
l
l
[
%
]
A B C D
Legend:
likely use
most likely use
"Quality is fitnessfor purpose" -select graph foryour specificapplicationbeing guided bythe above
QUALITY PROCESS
Problem identification
Problem investigation
Cause IdentificationSelect Countermeasure
Action Plan Develop't
Process Monitoring
Countermeasure follow-upQuality verificationQuality Engineering
Quality PerformanceQuality AssuranceSupplier Quality Assurance.
Quality Experiments
Quality Costs
ReliabilityDurability
Flow
Charts
Brainstorming
Check
Shets
Pareto
Diagram
CE
Diagram
Histogram
Run
Chart
Control
Chart
Scatter
Diagrm
Pie
Graph
Line
Graph
Quality Planning
Quality Reporting
Quality Audits
Other
Graphs
FMEA
G
R
AP
H
S
GraphsMost
Frequently
Used
in
Quality-related
Applications
Proc.Analysis/Productivity

LEAN Toolbox
Quexx International Ltd.16
Definition:Making it easy (possible) to do it right, and difficult (impossible) to do it wrong.
Key strategies:Awareness:
Expecting mistakes, communicating the potential, and planning the design of the product or process to detect and/or prevent it. Detection:
Allow the mistake to happen but provide some means of detecting it and alerting someone so that it is fixed before sending it to our customer.Prevention:
Do not allow the possibility for the mistake to occur in the first place.
Poka‐Yoke ‐Error‐proofing

LEAN Toolbox
Quexx International Ltd.17
PDCA <> DMAIC
DMAIC(methodology)
DEFINEMEASUREANALYSEIMPROVECONTROL

LEAN Toolbox
Quexx International Ltd.18
Example: Implementation Procedure Research ‐ develop examples and cases (PLAN)Organize the team (PLAN)Develop a plan and budget (PLAN)Announce the start of the program (DO)Training and educate participants (DO)Define deadline and make commitment (DO)Monitor and evaluate the results (CHECK)Find opportunities and correct (ACTION)
PDCA = Plan‐Do‐Check‐Act
…assist andpreventoccurrence
Plan(Mgmt)
…applyplan and actionitems
Plan for improvement,
define objectives and req’d action
Check(worker,inspector,
Mgmt)
Action(Mgmt)
Do(worker)A
P
C
D
… if improvement“works” and is effective
PDCA

LEAN Toolbox
Quexx International Ltd.19
5s – Workplace Organization
1S - SEIRI ORGANIZATIONNo mess…everything in the right place
2S - SEITON NEATNESSPractical layout…encourages productivity and safety
5S - SHITSUKE DISCIPLINEFollow 5S practices…check effectiveness, perform audits
3S - SEISO CLEANINGClean workplace…improved work environment
4S - SEIKETSU STANDARDIZATIONMaking it right…the first time and every time

LEAN Toolbox
Quexx International Ltd.20
5S – Workplace Standardization
PURPOSE/APPLICATION:HELPS TO UNDERSTAND THE PROCESS
EDUCATES ABOUT PROCESS STEPS
IDENTIFIES STEPS/ACTIVITIES WHICH ARE:
* MISSING* MISPLACED* UNNECESSARY* EXCESSIVE
HELPS TO MAINTAIN FOCUSIDENTIFIES ERRORS (PROCESS / LAYOUT)
SHORTENS FAMILIARISATION CONCISE INSTRUCTIONS , DO’s and DON’Ts
12
3
4
567
8
910
11
1213
141516
CONVEYOR CONVEYOR
STATION 15 Operator movement sequence
BOXBOX
SHELVINGSHELVINGPRESS
THIS IS A RECOMMENDED SEQUENCE - Try to improve it!
FLOW CHARTS or FLOW DIAGRAMS(diagrams that show the step-by-step sequence of actions/activities in a process)

LEAN Toolbox
Quexx International Ltd.21
Definition:A process which combines automatic action (stop, alert, adjust – a Quality Control function) of the machine with human interaction / intervention (Quality Assurance function).
Autonomation:identifies defectseliminates overproductiontriggers investigationprevents re-occurrence
Steps:DetectStopCorrectIdentify the root causeDefine and implement a countermeasure.Verify effectivenessMaintain or correct further
Jidoka ‐ Autonomation
JIDOKA
Machine detects problem and communicates it.
Cause of the problem is identified and removed.
Line stopped.
Normal process/workflow affected.
Standard process / workflow is modified.

LEAN Toolbox
Quexx International Ltd.22
Definition:is a “pull” scheduling system that helps determine what to produce, when to produce it, and how much to produce.
6 Rules of Kanban:Do not send defective products to the subsequent processThe subsequent process comes to withdraw only what is neededProduce only the exact quantity withdrawn by the subsequent processLevel the productionFine tune KanbanRationalize the process
JIT ‐ Kanban
Production Instruction Kanban
Parts Retrieval Kanban
AAAA
AA AAA A
AAA
AAAAAA
AAA
AAAAAA
AAA
AAAAAA
AA A AA
A
AA
A
A
A
A
A
JIT ‐ Kanban
Proceeding Process
Next Process

Definition:“… the application of statistical methods to the monitoring and control of a process to ensure that it produces as much conforming product as possible with the least possible waste.”
Steps:Understand the process
Identify the cause of variationEliminate special causes
LEAN Toolbox
Quexx International Ltd.23
SPC – Statistical Process Control
USLUCL
LCLLSL
R-
PROCESS NOT IN CONTROL FOR RANGES(POINTS TOO CLOSE TO THE -/R)
USLUCL
LCLLSL
R-
PROCESS NOT IN CONTROL FOR RANGES(LONG RUN UP)
USLUCL
LCLLSL
R-
PROCESS NOT IN CONTROL FOR RANGES(LONG RUNS ABOVE AND BELOW -/R)
USLUCL
LCLLSL
R-
PROCESS NOT IN CONTROL FOR RANGES(POINTS BEYOND CONTROL LIMITS)
USLUCL
LCL
LSL
R-
PROCESS IN CONTROL FOR RANGES

LEAN Toolbox
Quexx International Ltd.24
Actual: Designated location/positionDefined quantity/maximum inventory Distinguished differences Specified form / format
Analog:ColorShapeContour SymbolCharactersNumberGraphLights/IlluminationSoundTouchSmellTaste.
Andon – Visual ControlDefinition: means, devices, or mechanisms designed to manage or control our operations (process) sand serve the following purposes:
make the problems, abnormalities, or deviation from standards visible to everyone
allow corrective action can be taken immediately
display the operating or progress status in a easy to see format.
provide instructionconvey informationprovide immediate feedback
24
LEAN Toolbox
Quexx International Ltd.25
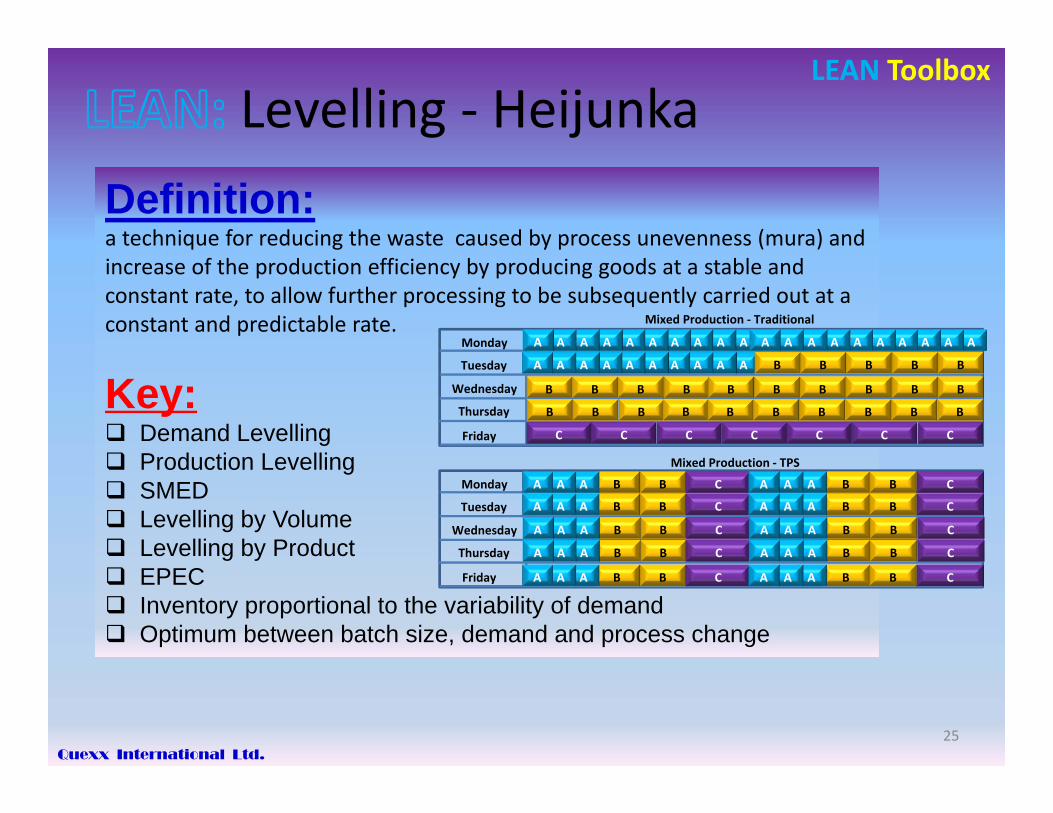
Definition:a technique for reducing the waste caused by process unevenness (mura) and increase of the production efficiency by producing goods at a stable and constant rate, to allow further processing to be subsequently carried out at a constant and predictable rate.
Key:Demand LevellingProduction LevellingSMEDLevelling by VolumeLevelling by ProductEPECInventory proportional to the variability of demandOptimum between batch size, demand and process change
Levelling ‐ Heijunka
Mixed Production ‐ Traditional
Monday
Wednesday
Tuesday
Thursday
Friday
AAAAAAAAAA AAAAAAAAAA
AAAAAAAAAA
B B B
B B
B
B B B
B B B B B B
B B B
C C C C C C C
Monday
Wednesday
Tuesday
Thursday
Friday
B B B B B B B
B BAAA C B BAAA C
B BAAA C B BAAA C
B BAAA C B BAAA C
B BAAA C B BAAA C
B BAAA C B BAAA C
Mixed Production ‐ TPS

LEAN Toolbox
Quexx International Ltd.26
1 – Identify a problem2 – Research and understand it3 – Perform root cause analysis4 – Establish countermeasure(s)5 – Propose an implementation plan6 – Define follow up plan and outcomes7 – Discuss8 – Endorse9 – Implement10 – Follow and evaluate
A3 – Tataki DaiHowDoesit work

LEAN Toolbox
Quexx International Ltd.27
Definition:Genchi Genbutsu – "go and see" requires that in order to truly understand a situation one needs to go to 'gemba' or, the “real place” ‐ where work is done.‐ a key management problem‐solving technique‐ the shopfloor problems needs to be understood and solved at the shopfloor.‐ the management need to frequent the place where real value is actually created.
Guidelines:Reports distance us from realityManagement responsibility is to “know”Management is expected to lead improvement effortsHands‐on experience is irreplaceable“Management by wandering around”Gemba decisions given priorityThree “reals”: 1 ‐ real Gemba (shopfloor)2 ‐ real Gembutsu (product)3 ‐ real Jujitsu (facts)
Gemba

LEAN Toolbox
Quexx International Ltd.28
What’s next?
5W+HSUGGESTION SCHEMESMOTIVATIONTEAMWORKCOMMUNCATIONHANSEI (self-reflection)JISHU-KANRI (autonomous groups)KAIZEN-TEIAN (business improvement)KAMISHIBAI (visual communication of 5S)NEMAWASHI (consensus)QUALITY CIRCLESSUPPLIER INTEGRATIONYOKOTEN (best practices)
LEAN AccountingLEAN ConstructionLEAN DistributionLEAN ProcurementLEAN GovernmentLEAN HealthcareLEAN ITLEAN JobshopLEAN LaboratoryLEAN OfficeLEAN ProcurementLEAN SoftwareLEAN ….
?

Quexx International Ltd. Ph: 1 778 628 6807 E-mail: [email protected] Web: www.quexx.com
29
LEAN Toolbox


















