
1991: Improved Water Treet inent for High- Pressure Boilers
11
Improved Water Treet inent for High- Pressure Boilers Practical water sampling and treatment strategies were formulated based on Betz field studies. These strategies prevent costly overfeed of treatment and meet governmental regulations by effectively controlling corrosion. C.R. Istre Betz Industrial, Trevose, PA 19053 INTRODÜCTION Ammonia plants are large users of steam. The high-pressure steam, 60-100 BAR (900-1500 psig), is first used to generate electricity and then used in the process. Steam must be as pure as possible when used as a raw material for the manufacture of ammonia. This minimizes the risks of unscheduled downtime due to catalyst problems and ensures the purity of the product. The high purity of the water is also necessary because of the high pressur- es of the steam generating systems. The purest steam comes from the demineralizer-quality water in the waste heat steam generators. The sup- ply of boiler feedwater can be treated by demineralizers, reverse osmosis units, polishers, electrodialysis re- versal, or any combination of these treatments. In high purity boiler feedwater, iron oxides are the main Betz Industrial, Trevose, Pennsylvania. contaminants. The iron is introduced into the system from preboiler heaters and the condensate system. The best way to handle the iron is to prevent it from entering the boilers. However, even small amounts of iron invariably enter the boiler and must be treated. Several field trials were con- ducted by Betz to determine the most effective ways to minimize iron con- tamination and handle the problems it can cause in steam generating systems. Because most high-pressure steam gen- erators have high heat fluxes and use coordinated pH/phosphate programs, iron deposits can cause failures. Con- centration of caustic under these de- posits leads to caustic gouging and rupture of the tube. SAMPLING/TESTING High-purity water is highly sus- ceptible to contamination during sam- pling or testing because of the low buffering capacity of the water. Therefore, sampling of pure water 278
Transcript of 1991: Improved Water Treet inent for High- Pressure Boilers

Improved Water Treet inent for High-Pressure Boilers
Practical water sampling and treatment strategies were formulated based on Betzfield studies. These strategies prevent costly overfeed of treatment and meet
governmental regulations by effectively controlling corrosion.
C.R. Istre
Betz Industrial, Trevose, PA 19053
INTRODÜCTION
Ammonia plants are large users ofsteam. The high-pressure steam, 60-100BAR (900-1500 psig), is first used togenerate electricity and then used inthe process. Steam must be as pure aspossible when used as a raw materialfor the manufacture of ammonia. Thisminimizes the risks of unscheduleddowntime due to catalyst problems andensures the purity of the product. Thehigh purity of the water is alsonecessary because of the high pressur-es of the steam generating systems.
The purest steam comes from thedemineralizer-quality water in thewaste heat steam generators. The sup-ply of boiler feedwater can be treatedby demineralizers, reverse osmosisunits, polishers, electrodialysis re-versal, or any combination of thesetreatments. In high purity boilerfeedwater, iron oxides are the main
Betz Industrial, Trevose, Pennsylvania.
contaminants. The iron is introducedinto the system from preboiler heatersand the condensate system. The bestway to handle the iron is to preventit from entering the boilers. However,even small amounts of iron invariablyenter the boiler and must be treated.
Several field trials were con-ducted by Betz to determine the mosteffective ways to minimize iron con-tamination and handle the problems itcan cause in steam generating systems.Because most high-pressure steam gen-erators have high heat fluxes and usecoordinated pH/phosphate programs,iron deposits can cause failures. Con-centration of caustic under these de-posits leads to caustic gouging andrupture of the tube.
SAMPLING/TESTING
High-purity water is highly sus-ceptible to contamination during sam-pling or testing because of the lowbuffering capacity of the water.Therefore, sampling of pure water
278

should be performed with the utmostcare. References for sampling waterinclude ASTM D3370, Practices for Sam-pling Water, and ASME Power Test CodeSupplement, Part PTC 19.11.
Water must be cooled to 90 °F(32 °C) or lower before sampling. Ifthe water is sampled at higher temper-atures, the sample absorbs carbondioxide as it cools. This changes thecharacteristics of the sample and mayalter values obtained from sampletesting. To prevent this carbon diox-ide absorption, the flow control valveshould be placed on the exit of thecooler. On some systems, this requiresa pressure-reducing flow controlvalve.
In Betz field trials, all samplepoints were cooled to less than 90 °F(32 °C). At all of the sample points,the water was flowing continuously andwith a consistent flow rate. This wasaccomplished by means of a pressurereducing station (Figure 1), whichconsisted of a variable capillarypressure reducing valve, a rotometer,
a back-pressure regulator, a safetypressure-relief valve, and temperatureand pressure gauges. The stationsallowed samples at 2.7 BAR (40 psig)to go to the in-line instrumentationused for information gathering.
Sample lines should be made outof 316 stainless steel, if possible.This prevents corrosion products fromthe sample lines from interfering withthe test. The line size (diameter)should be approximately 1/4 in.(6 mm). The velocity of the water inthe lines should remain constant. Thisensures that the stream will attainequilibrium with the contaminants onthe sample line walls.
Correct pH values are difficultto obtain from samples that have beencooled after sampling. If the watercannot be cooled before sampling, pre-cautions must be taken to ensure cred-ible test data. The sample containermust be sealed to prevent air intru-sion. It should then be cooled and thepH taken as soon as possible, to en-sure the best data point possible. Ifthe sample is tested hot, the pH will
VariableCapillary
PRVHigh Pressure ,-.Cooled _^/Q\— .Sample >—^from GooierOutlet
U"i rrnr
50 psigSafetyPRV
a 1 • PTOS
10-1000mL/min Temperature
Rotometer ||
—
—
éTT
$iPressure
> öTRotometer
FlowV fnlimValvei
«111*0
40 psigP1 Sample to
Analyzer
400 psigBack Pressure
Regulator
_/^V_/̂-l
?Excess
Sample forGrab Sample
Table 1 : Comparison of pH of the SameSample at Different SampleTemperatures
pH at pH atDay 46 °C (115 °F) 29 °C (85 °F)
l 7.9 8.22 8.0 8.53 7.9 8.34 8.1 8.55 8.4 8.76 8.5 8.87 8.5 8.98 8.4 8.9n fi n n A' y ? . u ^ . i
•Roriiir-infT .<5i-a4-ir.n 10 9.0 9.5
279

On boiler feedwater, this could leadto an overfeed of chemicals used tocontrol pH.
Testing of the various pure waterstreams in the steam generating areacan be performed manually or by con-tinuous on-line instruments. Samplesin the Betz field trials were testedusing in-line instrumentation andbench model spectrophotometers. Dupli-cate samples were taken and sent tothe Betz Laboratories water testinglaboratory. Confirmation was done forboth the in-line testing and the benchtesting.
Although in-line instruments canbe very accurate, some of the analyz-ers are very maintenance intensive. Aregular preventive maintenance programis required. If the plant is alreadyusing in-line instrumentation, an ex-panded maintenance program is benefi-cial in the water treatment area. Iftesting is performed manually, caremust be taken in the selection ofproper equipment. New instruments areavailable that can provide accuratemeasurement, in the ppb range, of pa-rameters such as phosphate, silica,iron, and low level hardness.
The main sample points in thesystem are the preboiler area, thecondensate area, the steam itself, andthe boiler water. The preboiler areasample points are the makeup waterstream, the outlet of the deaerator(before and after the boiler feedwaterpump), and the boiler feedwater (afterall boiler feedwater preheaters). Thecondensate stream is sampled before itmixes with the makeup water and aftersome of the critical condensers. Thesteam is sampled on the saturatedsteam header so that steam purity canbe checked. The boiler water is typi-cally sampled from the continuousblowdown line.
BOILER FEEDWATER TREATMENT
Test Parameters and Ranges
Most of the iron contaminationentering a steam generator comes fromthe preboiler system. The water isaggressive to metal surfaces becauseit is pure, i.e., low in dissolvedions. It can dissolve the piping andequipment through which it travels.This aggressiveness is compounded bythe fact that preboiler water captureswaste heat before it enters the boil-er. The heat increases the corrosivenature of the water.
Optimum conditions dictate thatthe water be as pure as possible andrecapture as much heat as possible.Therefore, other variables must bechanged to minimize iron corrosion inthe boiler feedwater circuit. If thecharacteristics of the water arechanged, the parameters must be moni-tored. At the very minimum, the boilerfeedwater should be tested for silica,conductivity, pH, and oxygen.
Silica
In-line instruments are availableto provide reactive silica measure-ments. Such instruments may need regu-lar maintenance but are accurate whenoperating properly. Silica can also betested manually by operators using avery good spectrophotometer. All ofthe testing equipment should be madeof plastic (not glass). When dealingwith ppb levels of silica in boilerfeedwater, it is critical that everyprecaution be taken to minimize error.The silica level in the boiler is dic-tated by the pressure of the systemand ASME guidelines1. These, in turn,dictate the required level of silicain the boiler feedwater.
Conductivity
Conductivity testing on high-purity boiler feedwater should be per-
280

formed using in-line instrumentation.Because of the low ion content ofhigh-purity water, any dissolved sub-stance introduced during samplingwould alter the conductivity of thesample, resulting in false readings.The instrument should be specificallydesigned for high-purity water. If anin-line instrument is not availablefor use, then a bench model must beused. This instrument should only beused for the "purer" waters beingtested (boiler feedwater, condensate,boiler water). When this equipment isused to measure other streams, such ascooling towers, contamination altersthe true values of the pure water sam-ples . Care should be taken whenever apure water sample is tested. Using thepressure reducing station, it is pos-sible to compare a continuous samplewith a grab sample. Normally, the con-tinuous sample shows a slightly highervalue (+4%) than the grab sample.Whichever method is used, the consis-tency (trend) of the readings shouldbe used as a troubleshooting tooi.
PH
The pH of demineralizer-qualitywater is difficult to measure. Onefactor is the temperature of the sam-ple. If the sample is too hot, themeasured pH of the sample will be low-er than the actual system pH (seeTable 1). This could lead to an over-feed of the Chemicals used for con-trolling boiler feedwater pH. In Betzfield tests on a 115 °F (46 °C) and a85 °F (29 °C) sample, the temperaturedifferential caused a difference of0.3-0.5 pH units, using the pressurereducing station, an additional coolerwas placed on the sample. When thesamples were equalized to the lowertemperature, the difference in pH dis-appeared.
Another problem is the low buff-ering capacity of the water. This
makes the water susceptible to contam-ination, which alters the pH value ofthe water. The principal contaminantis carbon dioxide, which lowers the pHof the sample.
It is advantageous to measurefeedwater pH using an in-line probe,for two main reasons:
• the error introduced by the samplecontacting the air is eliminated,for more consistent measurement
• the signal from the instrument canbe tied into a feed system control-ling the pH of the boiler feedwater
There are several instrumentswith electrodes that can read pHin-line. Gel-filled electrodes arenormally used.
If pH is measured manually, onlyone meter should be used for the purewater streams (external treatmentplant, boiler feedwater, boiler, con-densate) . Precautions mentioned in the"Sampling/Testing" section apply tothese measurements.
Currently, there are several liq-uid-filled probes on the market thatfunction in pure water. However, theseprobes all require that an ionicstrength adjuster be added to thé sam-ple before it is measured. The enhanc-er adds conductivity to the samplewithout affeeting the sample pH. Thisallows the probe to function properlyand not drift with the dissolving ofcarbon dioxide in the sample.
Measurement of boiler feedwaterpH is critical because of the corro-sive effect of pure water. The corro-sion potential of the pure water canbe minimized by maintenance of thecorrect pH range in the feedwater,which is 9.0-9.2 (see Figure 2 and
281

100 -
80 -
S 60
e 40 H
20 -
oTime
Figure 2: Boiler Feedwater Iron Vs. pH
Table 2: Comparison of Boiler Feed-water pH vs. Iron Pickup inthe Preboiler Circuit. TheDeaerator Outlet had a Con-stant Zron Value of 5 ppb.
Day
123456789
101112131415161718192021222324
BoilerFeedwater
PH
8.08.17.98.07.98.18.18.08.58.58.68.68.58.48.48.59.19.19.09.09.19.09.09.0
BoilerFeedwaterIron (ppb)
83647078576981796047333944364035119
<56
<5<5<56
Table 2). This range normally contrib-utes to an iron level that meets ASMEguidelines and provides the optimumbalance between corrosion control andcost.
Regular pH measurement is alsoimportant because it minimizes thecost of using neutralizing amines. Anerroneously low pH causes amines to beoverfed, increasing costs and wastingexpensive treatment. For maximum pHelevation in pure water, amines with ahigh basicity rating should be used.The basicity of an amine reflects theamount of that amine required to raisethe pH of a pure water stream afterthe carbon dioxide is neutralized. Cy-clohexylamine has the highest basicityof any amine used in the water treat-ment industry today and is the amineused in the referenced field trials.Only a small quantity of cyclohexyl-amine is required to elevate pH inboiler feedwater. In one test, a mix-ture of cyclohexylamine and a low dis-tribution ratio amine (monoethanola-mine) was used in the boilerfeedwater. The cyclohexylamine is forpH elevation and the low distributionratio amine is for condenser protec-tion in the first drops of condensa-tion.
Oxygen
The oxygen content of boilerfeedwater should be held at or below10 |J.g/L (10 ppb) . Oxygen removal is amechanical function. Normally, thedeaerator is extremely efficiënt andchemical removal is required for avery small amount (ppb level) of oxy-gen. This is accomplished with the useof an oxygen scavenger that does notadd dissolved solids to the boilerwater. In several systems observed,hydroquinone-based products were used.
The pH of boiler feedwater exit-ing the deaerator has a significanteffect on the performance of oxygenscavenging Chemicals. All oxygen scav-engers work better at correct pH lev-els — the higher the pH, the betterthe activity of the chemical. There-fore, the pH of the boiler feedwater
282

should be approximately 9.1 to opti-mize oxygen scavenging and minimizecorrosion.
In-line oxygen analyzers shouldbe installed on the boiler feedwaterfor continuous monitoring. Such anarrangement allows.the oxygen scaven-ger chemical feed pump to be connectedto the monitor for automatic control.Also, continuous monitoring is ex-tremely useful for troubleshootingoxygen excursions. Steady-state opera-tion usually produces effective oxygencontrol. However, excursions can causedamage in systems during operations.Historically, the vast majority ofoxygen-induced corrosion in boilersystems has occurred during layup ofthe equipment.
The oxygen scavenger can be fedneat or diluted in a daytank. If adaytank is used, deaerated watershould be used to dilute the mixture.Also, there should be minimal air con-tact with the product in the daytank.
Feedpoints
A single feedpoint is used forthe oxygen scavenger and the neutral-izing amine. Chemicals can be fed to-gether into the deaerator through a"T" next to the shell of the equip-ment . The oxygen scavenger and theneutralizing amines used in thesetrials must be fed through separatelines until they reach the point ofentry into the equipment. At the pointof entry, the Chemicals can mix in the"T."
The optimum point of injection isthe piping that connects the heatersection of the deaerator to the stor-age section (Figure 3). This feedpointallows the maximum retention time,while allowing the most thorough mix-ing of the chemical and the water. The
Heater Deaerator
Neutralizing Amine
Oxygen Scavenger
Figure 3: Chemical Feedpoints
chemical should be added through aquill into the stream. If this loca-tion can not be accessed, the feed-point should be located in the storagesection. In the storage section, thequill should be located where it willmaximize mixing time. The oxygen scav-enger of choice in all of the fieldtests was hydroquinone.
BOILER WATER TREATMENT
Test Parameters and Ranges
High-pressure boilers have his-torically used the coordinated phos-phate/pH control system for internaltreatment (Figure 4). The pressure ofthe system dictates the control range
8.24 5 6 7 8 10 15 20
ppm Orthophosphate, as P04
30 40 5060
Figure 4: Coordinated pH/PhosphateControl
283
of the phosphate and the pH. When theprogram is run correctly, causticgouging is prevented.
Phosphate and pH
Caustic gouging occurs when thereis a deposit in the boiler and causticconcentrates beneath the deposit. Inhigh-purity systems, the deposit isusually iron oxide. To prevent causticgouging from occurring, a coordinatedphosphate/pH program with an organic,polymeric dispersant is used. Therange of the phosphate and the pH areset by the specific boiler pressure(Figure 4).
Usually, pH and phosphate levelsare tested manually. Equipment formeasuring the pH of the boiler watermust be the same as that used formeasuring the pH in the boiler feed-water, condensate, and other purewater streams — a liquid-filled probespecially designed for pure water.Phosphate should be measured with aspeetrophotometer. Ranges of valuesfor a particular pressure are con-trolled by the coordinated pH/phos-phate diagram.
The key to the control of thistype of program is consistent boilerfeedwater quality. If the externaltreatment system does not providewater of consistent quality, controlof internal treatment is difficult.Steady-state boiler operation contrib-utes to better control of phosphateand pH.
Dispersant
In addition to a coordinatedphosphate/pH program, a dispersant maybe used to prevent caustic gouging byminimizing iron deposition. If thereare no deposits on the inside of thewater tubes, there is nothing under
which the caustic can concentrate andcause metal corrosion. Even if ironcontent is within ASME guidelines(< 10 ppb), large amounts of iron canaccumulate in the boiler. If a boilerhas a steaming rate of 500,000 Ib/hr(220,000 kg/hr) per hour and the boil-er feedwater contains 10 ppb iron, theboiler will gain 45 Ib/yr (20 kg/yr).Over a period of 5 yr, this can amountto a serious deposition problem.
Organic dispersants prevent par-ticles of iron from agglomerating andfrom depositing on the walls of thetubes. Some polymeric dispersants areeffective in all pressure systems;others are effective only in low-er-pressure boilers. With high-pres-sure boilers, it is extremely impor-tant that the dispersant perform well.With the characteristically high heatfluxes, boiler tubes with deposits arelikely to rupture and cause unsched-uled downt ime.
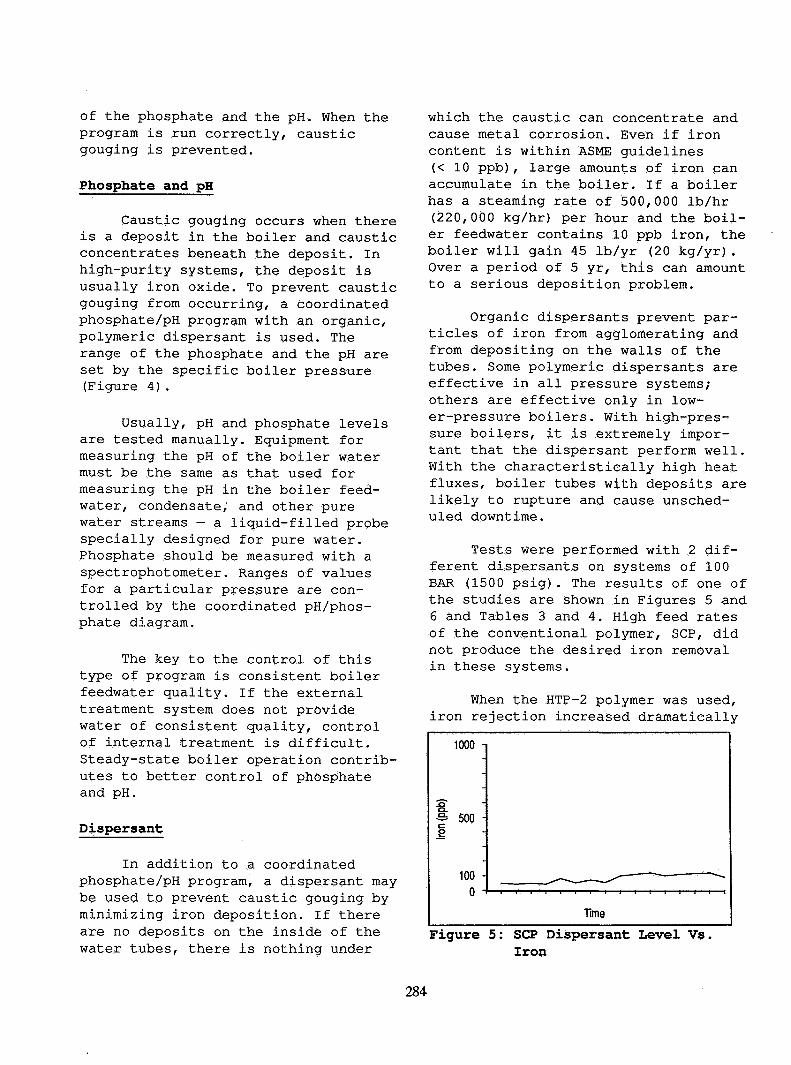
Tests were performed with 2 dif-ferent dispersants on systems of 100BAR (1500 psig). The results of one ofthe studies are shown in Figures 5 and6 and Tables 3 and 4. High feed ratesof the conventional polymer, SCP, didnot produce the desired iron removalin these systems.
When the HTP-2 polymer was used,iron rejection increased dramatically
1000 -
il•a 500 -1
100 -
o -^- *^~ ~ ~~
Time
Figure 5: SCP Dispersant: Level Vs,Iron
284
1200 -
1000 -
— 80° '•s.S= 600 -§~ 400 -
200 -
O
Time
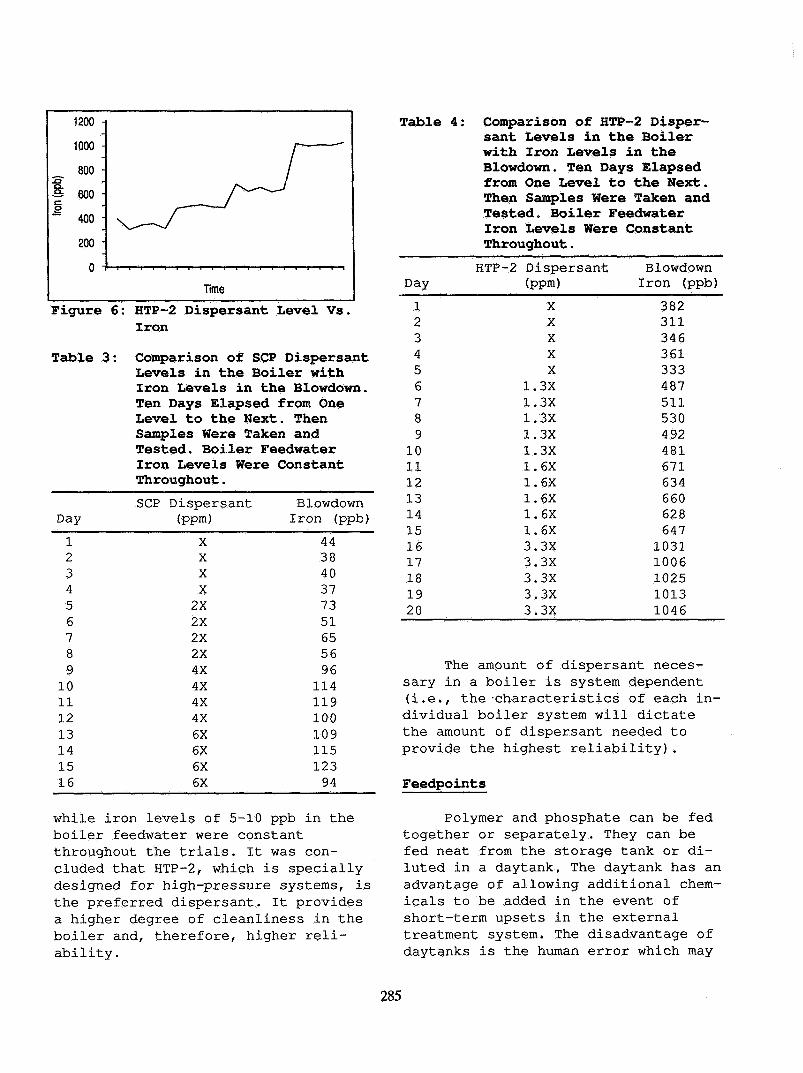
Figure 6: HTP-2 Dispersant Level Vs.Iron
Table 3: Comparison of SCP Dispersant:Levels in the Boiler withIron Levels in the Blowdown.Ten Days Elapsed from OneLevel to the Next. ThenSamples Were Taken andTested. Boiler FeedwaterZron Levels Were ConstantThroughout.
Day
12345678910111213141516
SCP Dispersant(ppm)
XXXX2X2X2X2X4X4X4X4X6X6X6X6X
BlowdownIron (ppb)
44384037735165569611411910010911512394
while iron levels of 5-10 ppb in theboiler feedwater were constantthroughout the trials. It was con-cluded that HTP-2, which is speciallydesigned for high-pressure systems, isthe preferred dispersant. It providesa higher degree of cleanliness in theboiler and, therefore, higher reli-ability.
Table 4: Comparison of HTP-2 Disper-sant Levels in the Boilerwith Iron Levels in theBlowdown. Ten Days Elapsedfrom One Level to the Next.Then Samples Were Taken andTested. Boiler FeedwaterIron Levels Were ConstantThroughout.
Day
123456789
1011121314151617181920
HTP-2 Dispersant(ppm)
XXXXX
1.3X1.3X1.3X1.3X1.3X1.6X1.6X1.6X1.6X1.6X3.3X3.3X3.3X3.3X3.3X
BlowdownIron (ppb)
38231134636133348751153049248167163466062864710311006102510131046
The amount of dispersant neces-sary in a boiler is system dependent(i.e., the-characteristics of each in-dividual boiler system wil! dictatethe amount of dispersant needed toprovide the highest reliability).
Feedpoints
Polymer and phosphate can be fedtogether or separately. They can befed neat from the storage tank or di-luted in a daytank. The daytank has anadvantage of allowing additional chem-icals to be added in the event ofshort-term upsets in the externaltreatment system. The disadvantage ofdaytanks is the human error which may
285

be introduced in the mixture of chemi-cals. The preferred method of deliveryfor neat or diluted Chemicals isthrough a dilution water line to thesteam drum.
A small line off the discharge ofthe boiler feedwater pump can serve asa dilution line. The line dischargesinto the steam drum or into the boilerfeedwater line just before the steamdrum. The Chemicals should not be fedto the boiler feedwater line beforeany heat recovery equipment. Thiswould cause the polymer to piek upiron in the preboiler system (Figure 7and Table 5). To prevent this condi-tion, chemicals are fed into a dilu-tion water line which discharges intothe steam drum or into the boilerfeedwater line after all heat recoveryequipment. The dilution water providesa high-velocity stream to carry thechemicals into the boiler water asquickly as possible.
CONDENSATE TREATMENT
Test Parameters and Ranges
The condensate system can intro-ducé iron contamination into the boil-er. Neutralizing amines are fed to thecondensate system to minimize ironcorrosion by increasing system pH. The
120 -i
100 -
80 -S-a 60 Hi~ 40
20 1
O
Time
Table 5: Comparison of Polymer FeedLLocation and Iron Throw inthe Preboiler Circuit. TheDeaerator Outlet Was aConsistent 5.0 ppb Iron orLess.
Day
123456
189
101112
Polymer BoilerFeed Feedwater
Location Iron (ppb)
6290
Boiler Feedwater 818811285
167
Steam Drum <5<587
Figure 7: Polymer Feed Vs. Iron Throw
practical pH range for optimum protec-tion is 8.8-9.5. This range allows thebest corrosion rate in relation tocost of chemicals.
The pH measurement of the conden-sate stream must be obtained using thesame pH meter and probe used for theboiler feedwater and boiler water. Asdiscussed previously, use of one pHmeter and probe for all measurements,including those on contaminated sam-ples, can give errors for the purewater streams. Dedicated equipment forpure water is required.
Neutralizing Amines
Condensate returning to the boil-ers can also return iron with thewater. The amines used in one of thetests were monoethanolamine and cyclo-hexylamine. The cyclohexylamine wasused for pH elevation in the boilerfeedwater. It also enters the boiler,vaporizes with the steam, condenseswith the condensate and provides over-all corrosion protection throughout
286
the system. The cyclohexylamine has avery high basicity rating in compari-son with other neutralizing amines,providing an excellent pH elevation inthe condensate stream. If cyclohexyl-amine is not used in the system, otheramines with very high basicity valuesshould be used.
The other amine in the programmust have a very low distributionratio. This amine condenses with thefirst drop of steam that condenses.Protection is needed in the turbine atthe Wilson line, the point at whichthe first condensation of steamoccurs. An amine with a very low dis-tribution ratio provides protection inthe turbine at the point of initialcondensation.
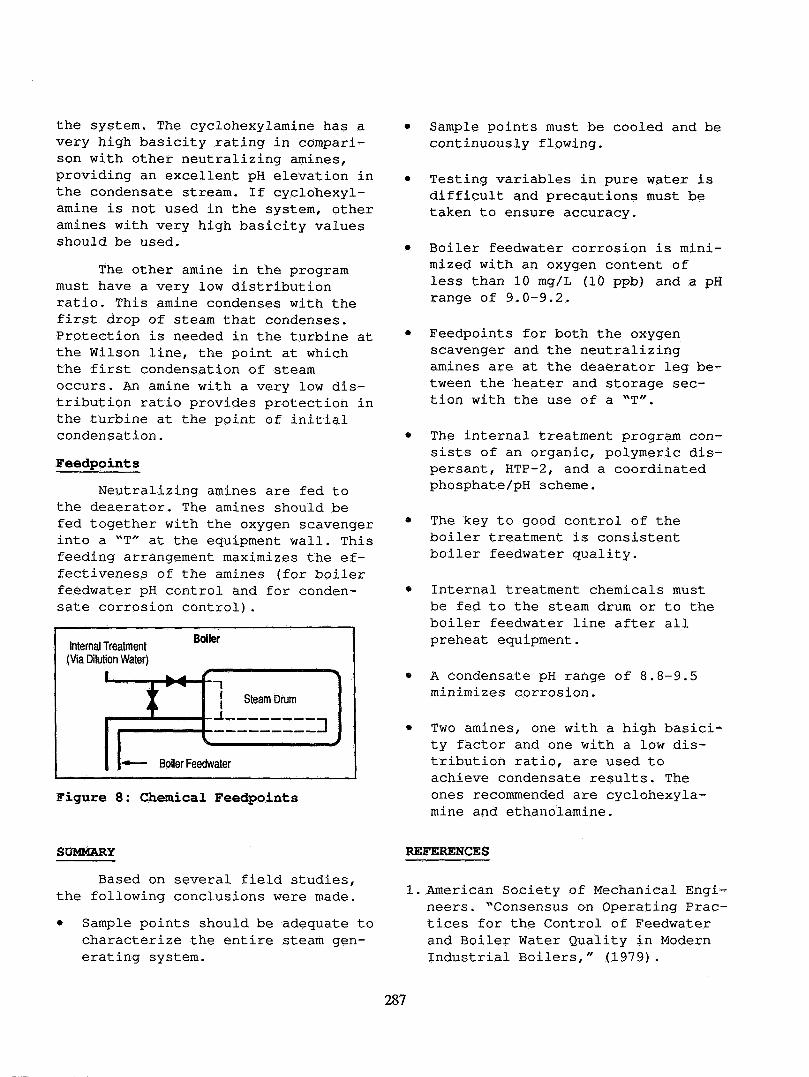
Feedpoints
Neutralizing amines are fed tothe deaerator. The amines should befed together with the oxygen scavengerinto a WT" at the equipment wall. Thisfeeding arrangement maximizes the ef-fect iveness of the amines (for boilerfeedwater pH control and for conden-sate corrosion control).
Intemal Treatment(Via Dilution Water)
Boiler
I1i
rk
•* — Boiler Fee
r S
1J Steam DrumL
3
Jwater
Figure 8: Chemical Feedpoints
Sample points must be cooled and becontinuously flowing.
Testing variables in pure water isdifficult and precautions must betaken to ensure accuracy.
Boiler feedwater corrosion is mini-mized with an oxygen content ofless than 10 mg/L (10 ppb) and a pHrange of 9.0-9.2.
Feedpoints for both the oxygenscavenger and the neutralizingamines are at the deaerator leg be-tween the heater and storage sec-tion with the use of a "T".
The internal treatment program con-sists of an organic, polymeric dis-persant, HTP-2, and a coordinatedphosphate/pH scheme.
The key to good control of theboiler treatment is consistentboiler feedwater quality.
Internal treatment Chemicals mustbe fed to the steam drum or to theboiler feedwater line after allpreheat equipment.
A condensate pH range of 8.8-9.5minimizes corrosion.
Two amines, one with a high basici-ty factor and one with a low dis-tribution ratio, are used toachieve condensate results. Theones recommended are cyclohexyla-mine and ethanolamine.
SUMMARY
Based on several field studies,the following conclusions were made.
• Sample points should be adequate tocharacterize the entire steam gen-erating system.
KEFERENCES
1. American Society of Mechanical Engi-neers. "Consensus on Operating Prac-tices for the Control of Feedwaterand Boiler Water Quality in ModernIndustrial Boilers," (1979).
287

DISCUSSIONAnders Nielsen, Haldor Topsoe A/S, Lyngby, Denmark:You described that the return condensate gave relatively fewproblems in ammonia plants. What is the situation inhydrogen plants where you do not have ammonia made in thesecondary refonner?Istre: Normally, in the hydrogen plant, if the equipment isnot working properly, there is a large amount of carbon dioxidecoming back to the boiler with the condensate. If this is thecase, you will have iron contamination in the condensate. Wenormally recommend fixing the problem mechanically first.This may be to remove the carbon dioxide through some typeof stripper or scrubber. If you have done everything you canmechanically, then the next thing we recommend is theinstallation of a condensate polisher to remove the ironphysically. It is difficult to raise the pH or this condensatestream with chemicals.Nielsen: Let me also add that if you operate at a relativelylow steam/carbon ratio and also have a low steam/gas ratiointo an iron type high temperature shift, then you can makesmall amounts of organic acids like formic and acetic, and theycan also cause corrosion if they are not removed by ionexchange.Bernard J. Grotz, Brown& Root Braun, Alhambra, CA:
In the paper on Table I at the top, 68 °C (85 °F), and later 92°
C (115°F), are listed . Would you explain?Istre: The table shows the difference in pH. This is the sameexact sample.Grotz: Which of the temperatures is correct?Istre: I will correct that in the next version. The Fahrenheittemperatures are correct. We put in an additional cooler off of aT and got two samples of the exact same water at two differenttemperatures.Art Arseneaux, Air Products, New Orleans, LA: Can youcomment on the dispersant feed within your studies. When youfirst began to feed the iron dispersant, does the ironconcentrations tend to come up from a pickup of iron that isnormally laid down in these systems?
Would you comment on any difficulties associated withmeasuring very low concentrations of iron, that is, theanalytical procedures or sample preparation?
Istre: The amount of iron pickup depends on how you wishto run the program. In one instance, we starled with a veryhigh dosage of the second polymer. Out of the l ,300 psig (90bar) steam generating system, we measured 25 ppm of iron inthe blowdown. The high level introduction was done at theplant's request. We normally recommend a step change method,starting with below normal rates. Then you step up thedispersant. You will see an increase in iron levels when youchange polymers and when you change the concentration of thepolymer.Arseneaux: Does that continue for some extended period oftime?Istre: It is continuous for some extended period of time untilyou have cleaned up every corner in a steam generation system,such as a Kellogg plant where you've got the tube sheet on the102s and the auxiliary blower.Concerning your second question dealing with the analysis
for iron, there are very low ppb levels of iron. I am assumingthe level is 5-10, probably 5-50 ppb. It is difficult to test forbecause of contamination. We have instrumentation foroperators to run a low-level iron test. With the contaminationyou get just by handling glassware, by dust in the air, and bydilution water of reagents, you can throw off your samplevalue by 100%.Baz Khan Minhas, FaujiFertilizer Co., Ltd., GothMachhi, Pakistan: What are your recommendations for thecorrosion on the entry side of the water deaerator? Have youany recommendations for that?Istre: Is there an oxygen corrosion problem, is it an erosionproblem, or is it a low pH?Baz Khan Minhas: It is oxygen.Istre: Most equipment manufacturers make the inlet area andthe spray section stainless steel. Even with the dissimilarmetals in the adjacent areas, the highly oxygenated water onlytouches the stainless.Baz Khan Minhas: Are you recommending lining theexisting equipment?Istre: Yes, however, you would have to be careful of erosionor water velocities through your lines, especially in theelbows. Whatever you line with has to be very, very durableand not become soft or pliable.
288


















