16. KAYMALI YATAKLARkisi.deu.edu.tr/melih.belevi/Kaymalı Yataklar.pdf · •Muylu yatak kuvveti...
87
KAYMALI YATAKLAR
Transcript of 16. KAYMALI YATAKLARkisi.deu.edu.tr/melih.belevi/Kaymalı Yataklar.pdf · •Muylu yatak kuvveti...
KAYMALI YATAKLAR
Yüzeyleri arasında kayma hareketi ve yağ filmi bulunan yataklardır. Kaymalı yatakların avantajları:
– Daha sessiz çalışırlar
– Kuvvetli sarsıntı ve titreşimi daha kolay karşılayabilirler
– İki parçalı yapılabilirler, dış çap küçüktür ve daha az yer tutar
– Büyük yük taşıyabilirler
– Basit ve ucuzdur

• Genellikle yatak sistemi, hareketli eleman ( mil ) ve sabit eleman ( yatak ) olmak üzere iki elemandan oluşmuştur. Hareketli eleman genellikle çeliktir.
• Sabit eleman ( yatak ), çalışma şartlarının yarattığı etkileri karşılayacak özellikteki malzemeden imal edilir.
• Milin özellikle yatak malzemesinin seçiminde
– işletme şartları ve talepler örneğin yüklemenin büyüklüğü ve tipi, işletme sıcaklığı, yağlama tarzı v.b.
önemli olmaktadır.
• Kaymalı yatağı sağlıklı işletmek için koşul iyi bir yağlamadır.
• Kayma yüzeylerinin yağ filmi veya yağ tabakası ile birbirinden tamamen ayrılmış olması gerekir.
• Böylece yatak sürtünmesi ve aşınma en alt seviyede tutulabilir.
• Sıvı sürtünme fazının sürmesi gereklidir.
Bu ideal duruma erişebilmek için hidrodinamik yağlama teorisinin şu şartları yerine getirmesi gerekir.
Hareket doğrultusunda daralan bir aralık olmalı
Kayma yüzeyleri birbirine göre relatif hareket etmeli
Yağlama maddesi kayma yüzeylerine tutunmalı
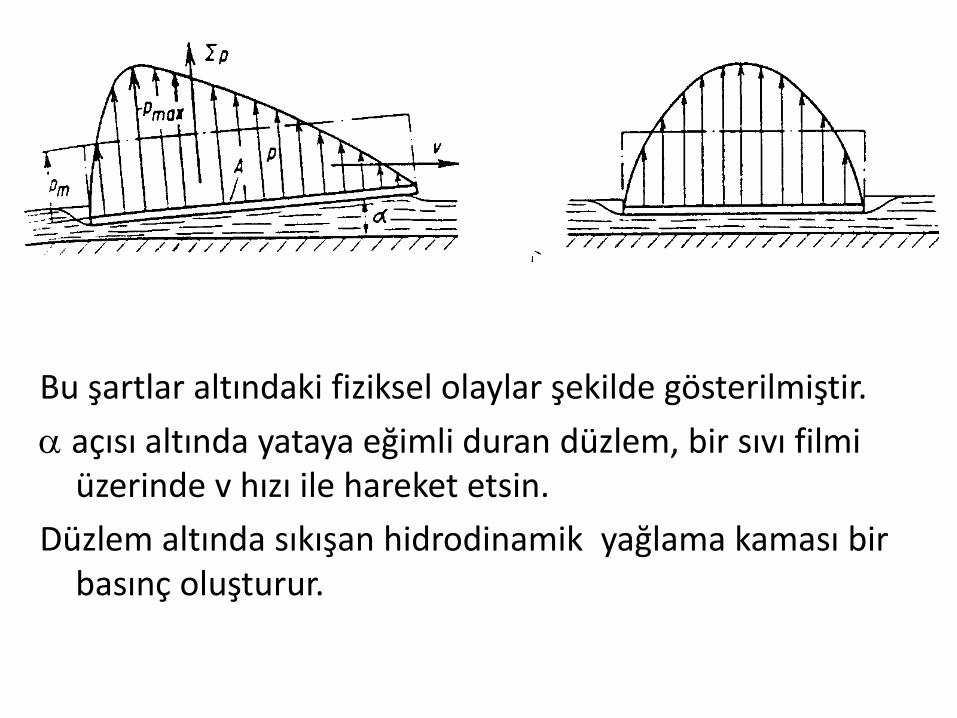
Bu şartlar altındaki fiziksel olaylar şekilde gösterilmiştir.
açısı altında yataya eğimli duran düzlem, bir sıvı filmi üzerinde v hızı ile hareket etsin.
Düzlem altında sıkışan hidrodinamik yağlama kaması bir basınç oluşturur.
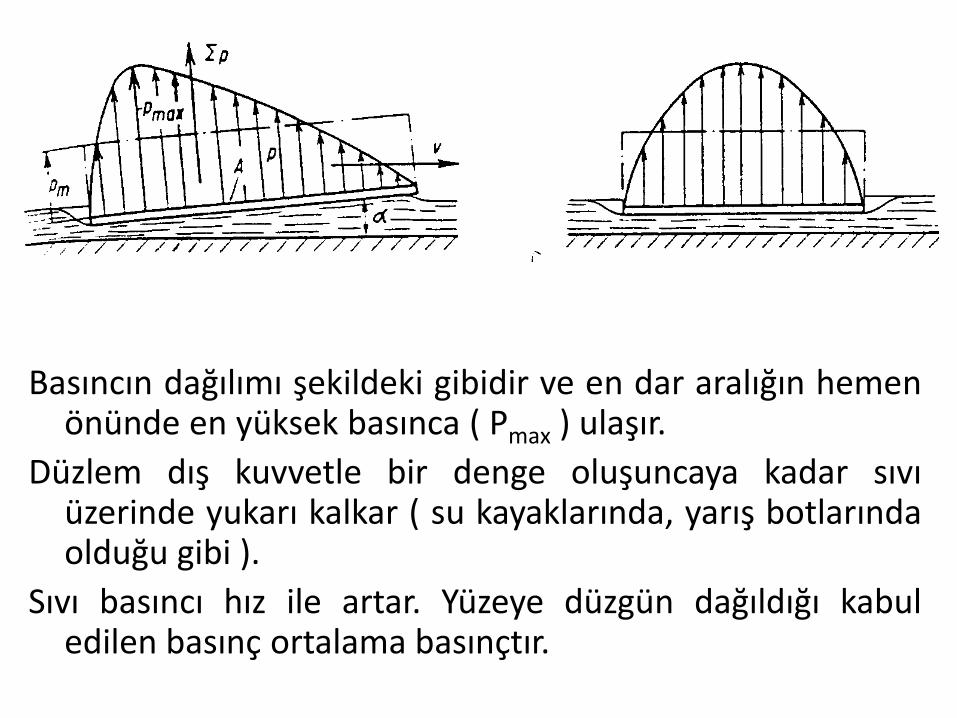
Basıncın dağılımı şekildeki gibidir ve en dar aralığın hemen önünde en yüksek basınca ( Pmax ) ulaşır.
Düzlem dış kuvvetle bir denge oluşuncaya kadar sıvı üzerinde yukarı kalkar ( su kayaklarında, yarış botlarında olduğu gibi ).
Sıvı basıncı hız ile artar. Yüzeye düzgün dağıldığı kabul edilen basınç ortalama basınçtır.
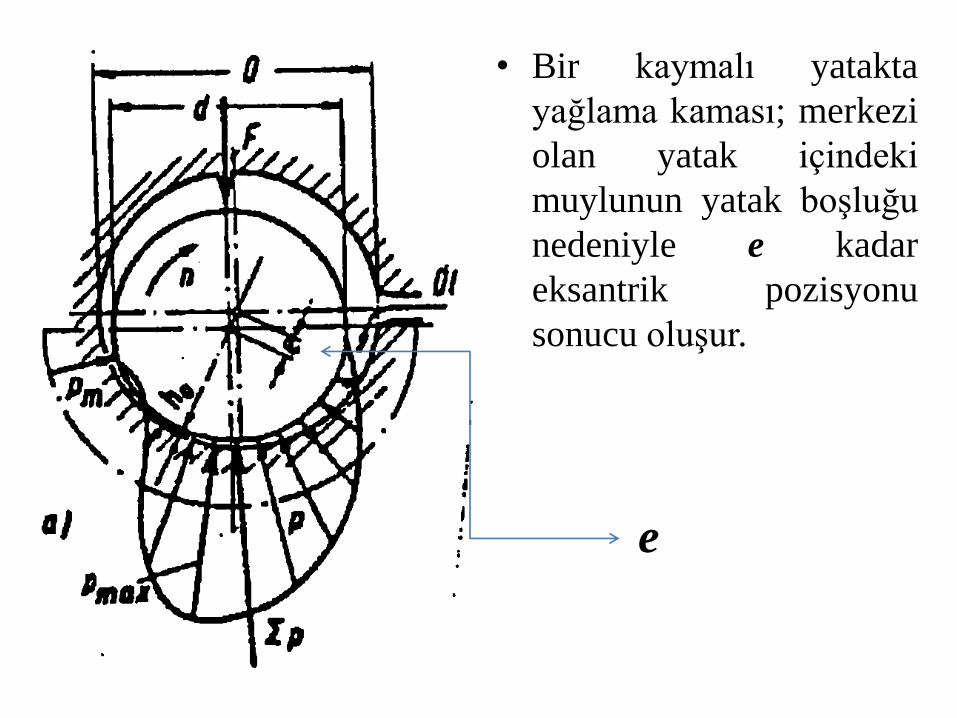
• Bir kaymalı yatakta
yağlama kaması; merkezi
olan yatak içindeki
muylunun yatak boşluğu
nedeniyle e kadar
eksantrik pozisyonu
sonucu oluşur.
e
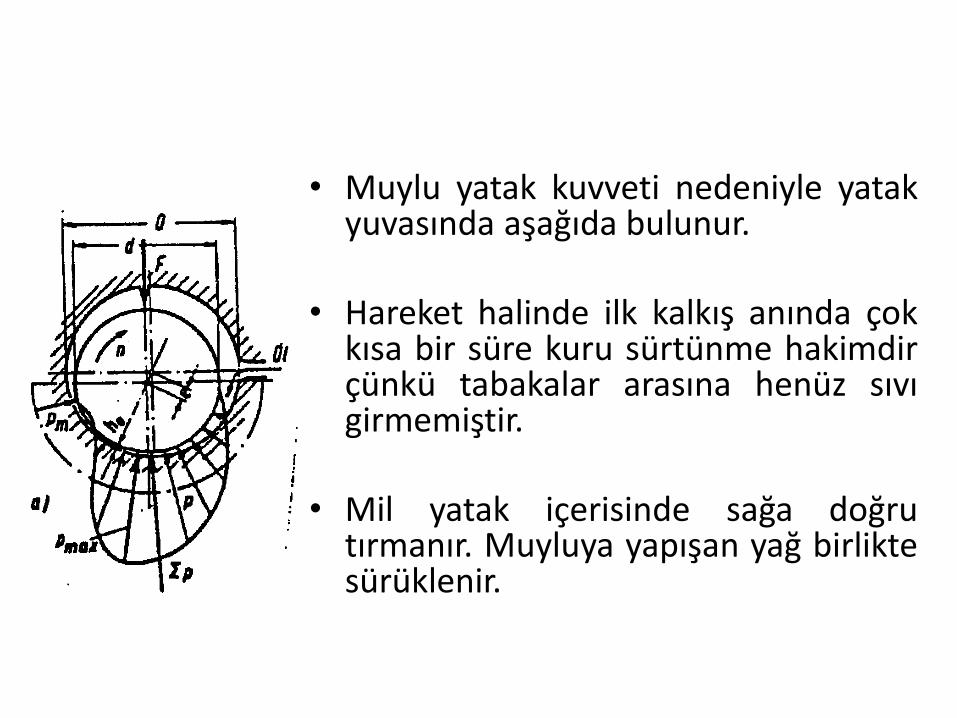
• Muylu yatak kuvveti nedeniyle yatak yuvasında aşağıda bulunur.
• Hareket halinde ilk kalkış anında çok kısa bir süre kuru sürtünme hakimdir çünkü tabakalar arasına henüz sıvı girmemiştir.
• Mil yatak içerisinde sağa doğru tırmanır. Muyluya yapışan yağ birlikte sürüklenir.
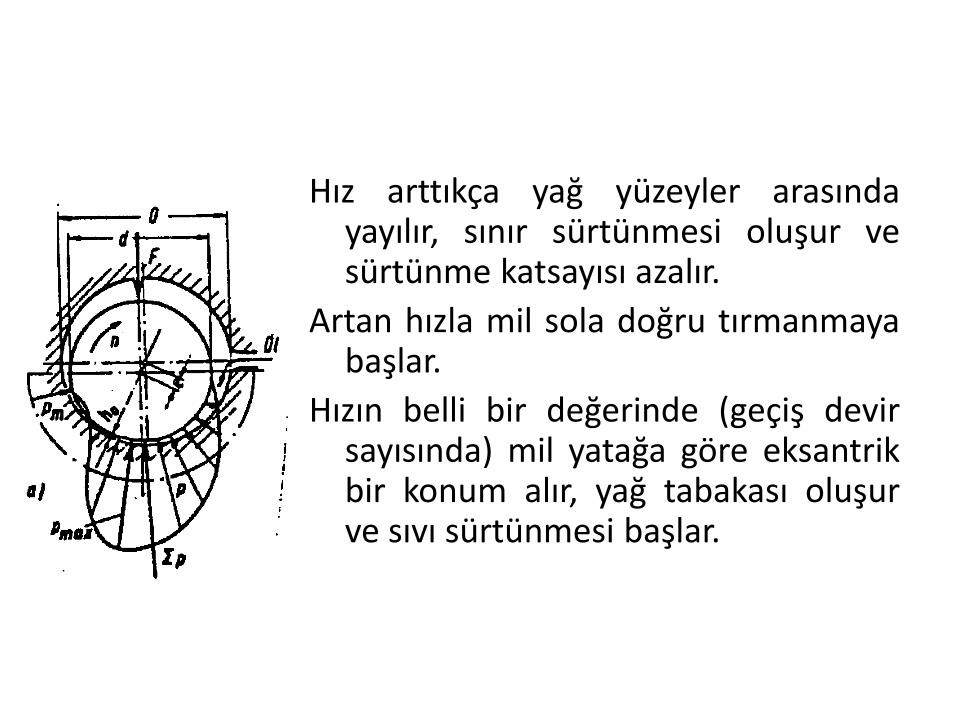
Hız arttıkça yağ yüzeyler arasında yayılır, sınır sürtünmesi oluşur ve sürtünme katsayısı azalır.
Artan hızla mil sola doğru tırmanmaya başlar.
Hızın belli bir değerinde (geçiş devir sayısında) mil yatağa göre eksantrik bir konum alır, yağ tabakası oluşur ve sıvı sürtünmesi başlar.
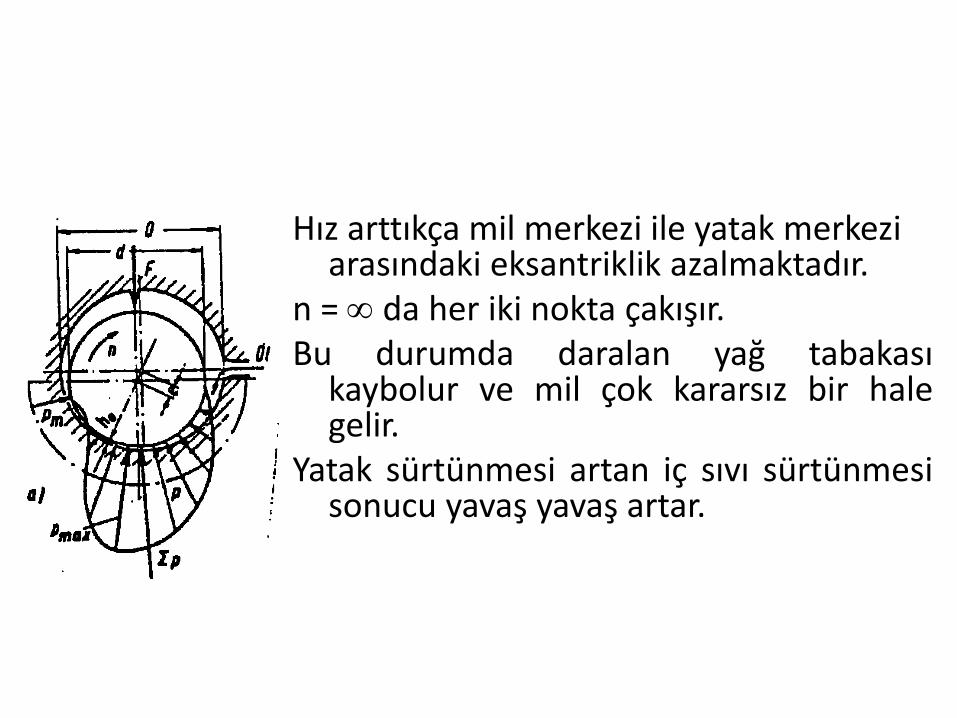
Hız arttıkça mil merkezi ile yatak merkezi arasındaki eksantriklik azalmaktadır.
n = da her iki nokta çakışır. Bu durumda daralan yağ tabakası
kaybolur ve mil çok kararsız bir hale gelir.
Yatak sürtünmesi artan iç sıvı sürtünmesi sonucu yavaş yavaş artar.
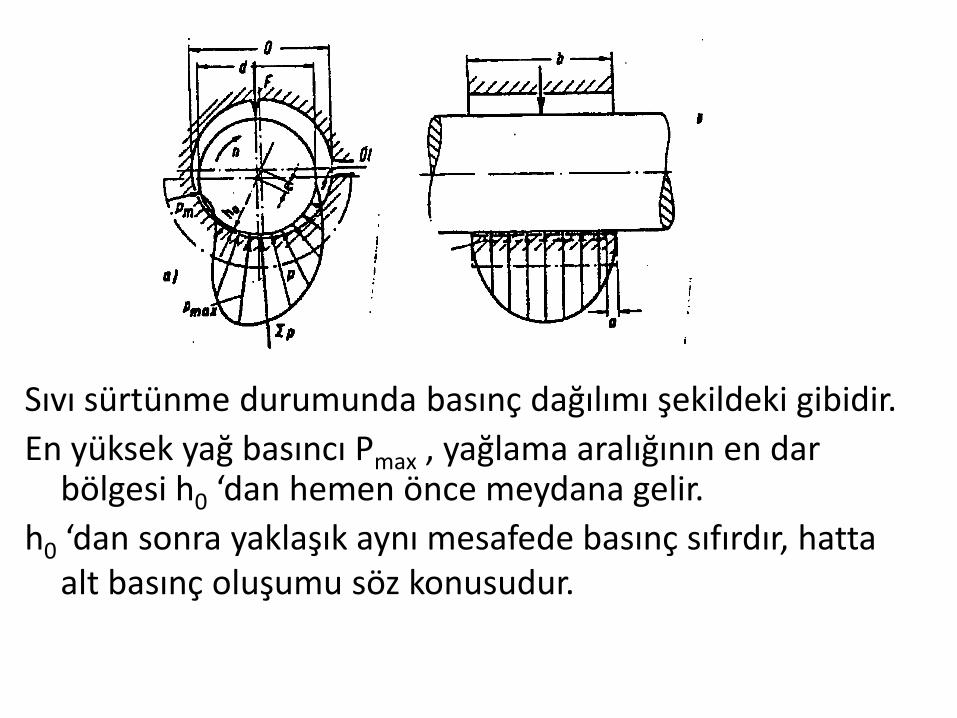
Sıvı sürtünme durumunda basınç dağılımı şekildeki gibidir.
En yüksek yağ basıncı Pmax , yağlama aralığının en dar bölgesi h0 ‘dan hemen önce meydana gelir.
h0 ‘dan sonra yaklaşık aynı mesafede basınç sıfırdır, hatta alt basınç oluşumu söz konusudur.

Yüklenen yatak yarısına düzgün olarak dağıldığı düşünülen basınç ortalama yatak basıncı “ Pm “ dir.
Toplam yağ basıncı P muyluya etkiyen dış kuvvetler ile dengeyi sağlar.

• Malzemeden beklenen özellikler şu şekilde
sıralanabilir.
– Taşıma yeteneği, yani iyi bir basma mukavemeti
– Yorulma mukavemeti
– Aşınma ve korozyona dayanıklılık
– Mil malzemesi ile eş çalışma özelliği, yani yağsız
çalışma hallerinde ( ilk harekette ve yağın ani olarak
kesilmesi durumunda) mil malzemesine
kaynamamalıdır
– Abrazyon aşınmasını önlemek için dışarıdan gelen
sert parçacıkları bünyesine alabilmelidir. Bu nedenle
malzeme yeteri derecede yumuşak, yani elastiklik
modülü düşük olmalıdır
– Sürtünme katsayısı düşük olmalıdır
– İyi bir ıslanma yeteneğine sahip olmalıdır
– Düşük bir ısıl genleşme katsayısına sahip olmalıdır
– Kolaylıkla işlenebilmelidir
– Mümkün olduğu kadar ucuz olmalıdır
Madensel Yatak Malzemeleri
• Dökme demir:
– GG - 15 ve GG - 20 düşük yüklemeler, GG - 25 ve
GG - 30 ise yüksek yüklemeler için uygundur.
– Kullanım yerleri: Düşük yüklü transmisyon
yatakları, ev cihazları ve basit yataklar.
• Beyaz metal ( kalay alaşımı ):
– Beyaz madenin yapısı yumuşak bir kalay kütlesi
içinde dağılmış sert kristaller şeklindedir. Bu
yüzden mil malzemesiyle iyi bir eş çalışma özelliği
ve gömme yeteneği gösterir. Korozyon ve
aşınmaya dayanıklıdır. Oldukça düşük sürtünme
katsayısı vardır. Buna karşılık sertliği, basınç ve
yorulma mukavemetleri nispeten düşüktür. Bu
özellikler sıcaklığın artmasıyla ani bir düşüş
gösterir. LgPbSn5, LgSn80
• Bakır alaşımları:
– En çok kullanılanlardan biri bronzdur. Bronz kolaylıkla
işlenebilen, korozyona karşı iyi bir dayanıklılık
gösteren, nispeten küçük bir sürtünme katsayısı yaratan
ve oldukça sert bir malzemedir. Bakır esasına dayanan
yatak malzemelerinin ana kütlelerini sert bakır
oluşturur. Diğer alaşım elementlerinin ( Sn ve Pb )
yumuşak kristalleri ise bu sert kütle içinde yayılmış
durumdadır. G - SnBz14, CuSn8, MSnBz4Pb, Gz - Rg5.
– Kaldırma makinaların da, türbinler de, pompalar da,
takım tezgahların da kullanılır.
• Kadmiyum alaşımları :
– Sürtünme katsayısı küçük, yük taşıma yeteneği ve yorulma mukavemeti yüksektir.
• Alüminyum alaşımları :
– bazı alüminyum alaşımları yatak malzemesi olarak kullanılmaktadır. Korozyona dayanıklılığı, iyi ısı iletkenliği ve aşınma özellikleri beyaz madene yakın olan bu alaşımların başlıca mahsuru; ısıl genleşme katsayısının büyük olmasıdır. Nispeten sert olması sebebiyle gömme kabiliyeti düşüktür.
• Gümüş alaşımları:
– Pahalı olan bu yatak malzemesi, büyük
zorlanmalar gören yataklarda, başka yatakların
yetersiz olduğu yerlerde, uçak sanayinde
kullanılmaktadır.
• Sinterlenmiş malzemeler :
– İnce toz haline getirilmiş maden veya maden alaşımı bir kalıp içinde istenilen şekli almak üzere preslenir.
– Bu şekilde elde edilen topak ocakta sinterlenerek birbirinden ayrı olan parçacıkların birbirine kaynamaları sağlanır.
– Alt basınçta yüksek basınçlı yağa doyurulur. Yağ viskozitesi 0,05 - 0,1 St/ 500C.
– Bu işlem sonucunda içinde çok küçük mikroskobik boşluklar bulunan bir malzeme oluşur.
– Bu boşluklardan dolayı sinterlenmiş malzemeler, hacimlerinin % 20 - % 35’ine kadar yağ emebilirler.
– Çalışma sırasında sürtünmenin bir sonucu olarak oluşan sıcaklığın etkisiyle malzemenin parçacıkları genleşir ve bunların arasında bulunan boşluklar küçülür.
• Boşluklarda bulunan yağ çalışma yüzeyine iletilir. Böylece kendi kendini yağlayabilen ve gözenekli yatak denilen bir sistem ortaya çıkar.
• Genellikle sinterlenmiş malzemelerin mukavemeti, döküm yoluyla elde edilmiş yatak malzemelerininkinden daha düşüktür.
• Ev cihazları, büro makinaları, pompalar, pikap ve teyplerde kullanılır
Madensel Olmayan Yatak
Malzemeleri
• Plastik malzemeler :
– En çok kullanılan plastik malzeme naylon ve teflondur.
– Sürtünme katsayıları küçüktür, suya, özellikle teflon
kimyasal çözücülere dayanıklıdır.
– Ancak ısı iletkenlikleri kötüdür, ısıl genleşme katsayıları
büyüktür.
– Kuru yatak olarak çalışır.
– Uzun süre yağa ihtiyaç yoktur.
– Çelik veya bronzdan bir yatak çerçevesi gerektirebilirler.
• Diğer malzemeler :
– Ayrıca yatak malzemesi olarak su içinde çalışan
yataklar için sentetik lastik ve sert odun
kullanılmaktadır.
– Hassas cihaz yataklarında kullanılan safir, koridon
ve elmas gibi kıymetli taşlardan yapılmış yatak
malzemeleri mevcuttur
Hidrodinamik Yataklar
• Hidrodinamik Teori:
– Hidrodinamik yağlama, yüzeyler arasındaki
boşluğun şekline ve izafi hıza bağlı olarak, bu
yüzeylerin birbirinden tamamen ayrılması için
yeterli derecede bir basınca sahip yağ tabakası
meydana getiren yağlama sistemidir.

• Hidrodinamik teorinin amacı, bu basıncın
hangi koşullarda meydana geldiğini, değerini
ve bu basınca bağlı olarak yatağın yük taşıma
kabiliyetini, sürtünme katsayısını, yağ
miktarını ve sıcaklığını hesaplamak için
gereken denklemleri meydana getirmektedir.
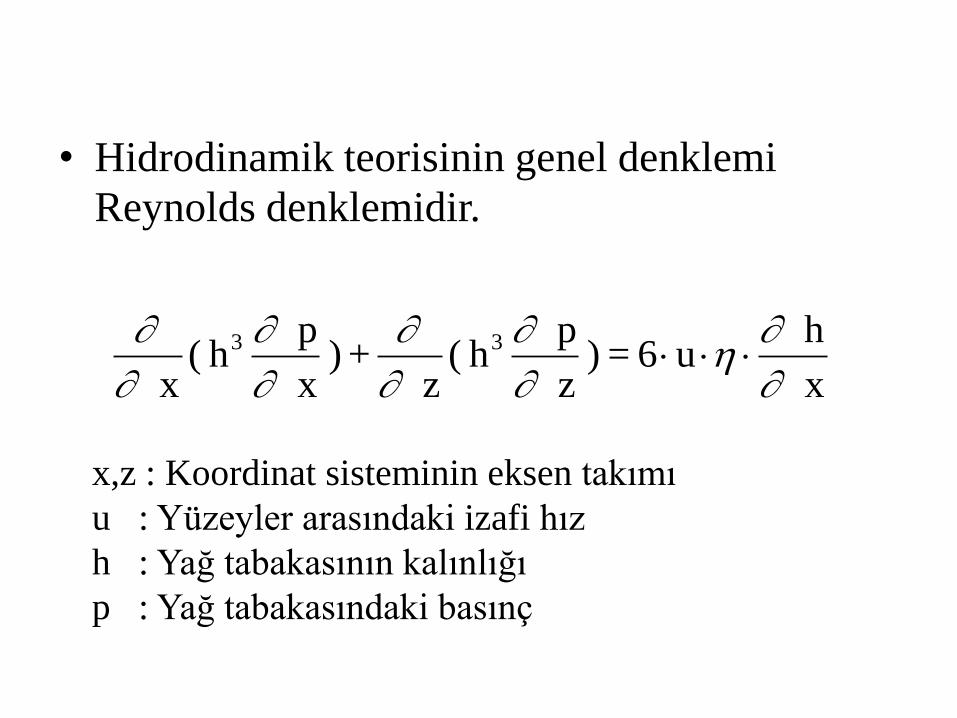
• Hidrodinamik teorisinin genel denklemi
Reynolds denklemidir.
x
h u6 = )
z
p h (
z +)
x
p h (
x
33
x,z : Koordinat sisteminin eksen takımı
u : Yüzeyler arasındaki izafi hız
h : Yağ tabakasının kalınlığı
p : Yağ tabakasındaki basınç
• Denklemden görüldüğü gibi basınç u ve e bağlıdır.
• u = 0 veya (h = sbt) olduğu taktirde basınç ve buna bağlı olarak hidrodinamik sıvı sürtünmesi meydana gelmez.
• Hidrodinamik teori ile ilgili denklemlerin çözümünde sayısal yöntemler kullanılmaktadır.
• Sonuçlar, pratik hesap bakımından çok elverişli olan boyutsuz faktörlerle ifade edilmektedir.
h
x
0 x
h
Hidrodinamik Radyal Yataklar
• Genellikle radyal yataklarda mil hızı ile
dönmekte ve sabit durumda bulunmaktadır.
• Böylece hidrodinamik sıvı sürtünmesinin
meydana gelmesi için gereken izafi hız yerine
getirilmekte, ikinci koşul olan yağ tabakası
kalınlığının hareket yönünde daralması ise
milin yatağa göre eksantrik bir konum alması
ile gerçekleşebileceğinden milin yatak içine
boşluklu olarak monte edilmesi gerekmektedir

• Radyal yataklarda meydana gelen hidrodinamik basıncın x ve z yönlerindeki yayılışı şekilde görüldüğü gibidir.
• Basınç oluşan ve mil yükünü kaldıran yağ tabakası mil çevresinin bir kısmında ( x1 - x2 ) meydana gelmektedir.
• Buna hidrodinamik yağ tabakası veya bölgesi denmektedir.
• Yatağın hidrodinamik olmayan diğer bölgesindeki yağ sadece yatağın soğumasını sağlamaktadır.
• Yeterli miktarda yağ gönderildiği taktirde hidrodinamik bölge yaklaşık 1800 dir.
• Hidrodinamik teori düşük hızlı, salınım hareketi yapan, gresle yağlanan veya kuru çalışan yani sıvı sürtünme şartı aranmayan yatakların hesaplanmasında kullanılamaz.
Boyutsuz faktörler, temel kavramlar ve hesaplama
esasları aşağıdaki gibidir.
• Ortalama yüzey basıncı ( ortalama özgül yatak
basıncı ):
Yatak malzemesinin seçiminde önemli bir
kriterdir. (<Pmax) N/mm2 P
F
d bm
• Yatak malzemesi sıvı sürtünme fazında
deneysel olarak ortaya çıkan en yüksek basınç
değerine ( Pmax 4.Pm ) kalıcı deformasyon
olmadan dayanmalıdır.
• 1,5 kat emniyetle yazılacak olursa
Pmax 6.Pm< bAk
• Yatak boyutları:
Mil çapı d genellikle bellidir. Yatak genişliği (b) tecrübelere dayanılarak;
– bağıntısına göre belirlenir.
– te yan kayıplar fazladır, hidrodinamik basınç
düşer. Uygun değildir.
– Eğer kenar basması yoksa mümkündür.
– aşılmamalıdır.
b
d0,5......1
b
d 0,5
1 d
b
b
d2
• İzafi ( Relatif ) yatak boşluğu:
, s = D - d (olması gereken yatak çapı -
mil çapı )
– Kurşun - kalay yatak malzemelerinde 0,5 / 1000
– Kurşun bronzu yatak malzemelerinde 1 / 1000
– Sinter metal yatak malzemelerinde 1,5 / 1000
değerlerinin altına inilemez.
s
d
• En düşük yağ filmi kalınlığı:h0
– Sıvı sürtünme fazında yatak ve milin eksantrik
konumu nedeniyle oluşan minimum yağ filmi
kalınlığı, en dar yağlama aralığıdır.
• Tüm işletme değerleri belli bir yatakta;
için yaklaşık olarak
b
d1
hs
2 2,35S
d
2 2,35S ( mm )0
0 0
s : ortalama yatak boşluğu ( mm )
: ortalama izafi yatak boşluğu
d : yatak adsal çapı ( mm )
S0: Sommerfeld sayısı
: Poise ; n: D/d ; Pm: N/mm2
• olması halinde h0 da sapmalar oluşur
fakat önemsiz değerlerdir.
SP P
n0
m m
2
8
2
10
b
d1
• Yatak değerlerinin bir kısmı belli değilse;
• ve S0 bilinmiyorsa, tasarım halinde
( mm )
• h0 0,005.....0,1 mm = 5...100m arasında
uygun değerler alınır.
hs
7
d0
7
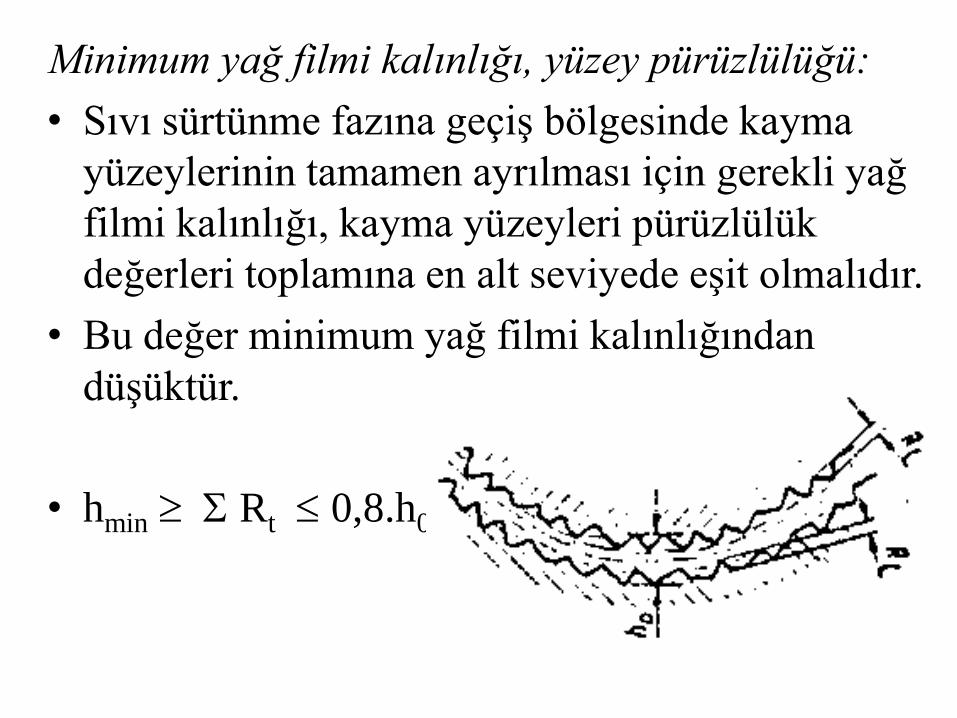
Minimum yağ filmi kalınlığı, yüzey pürüzlülüğü:
• Sıvı sürtünme fazına geçiş bölgesinde kayma
yüzeylerinin tamamen ayrılması için gerekli yağ
filmi kalınlığı, kayma yüzeyleri pürüzlülük
değerleri toplamına en alt seviyede eşit olmalıdır.
• Bu değer minimum yağ filmi kalınlığından
düşüktür.
• hmin Rt 0,8.h0

İzafi yağ filmi kalınlığı:
olabildiğince < 0,3 (max. 0,4)
• alt sınıra yani 0,04’e yaklaşırsa sıvı sürtünme
için tehlikelidir.
• üst sınıra yani 0,3’e yaklaşırsa sakin ve stabil
dönme için tehlikelidir. Mil gezinmeye ve
titreşime başlar.
h
s/ 2
h
s
h
d
0 0 0
2 20 04,
Dinamik ve kinematik yağ viskozitesi:
• Yağın bir özelliğidir. İç sürtünmesi sayesinde kuvvet
iletilebilmesi için bir ölçektir. Yatağın sıvı sürtünme
bölgesinde taşıma kapasitesine önemli bir etkisi vardır.
• Yağların 50.....700C aralığında viskozitesi = 0,005...0,1
Pas
• Endüstriyel olarak kinematik viskozite kullanılır.
1St ( Stokes ) = 10-4 m2/s /sm 2
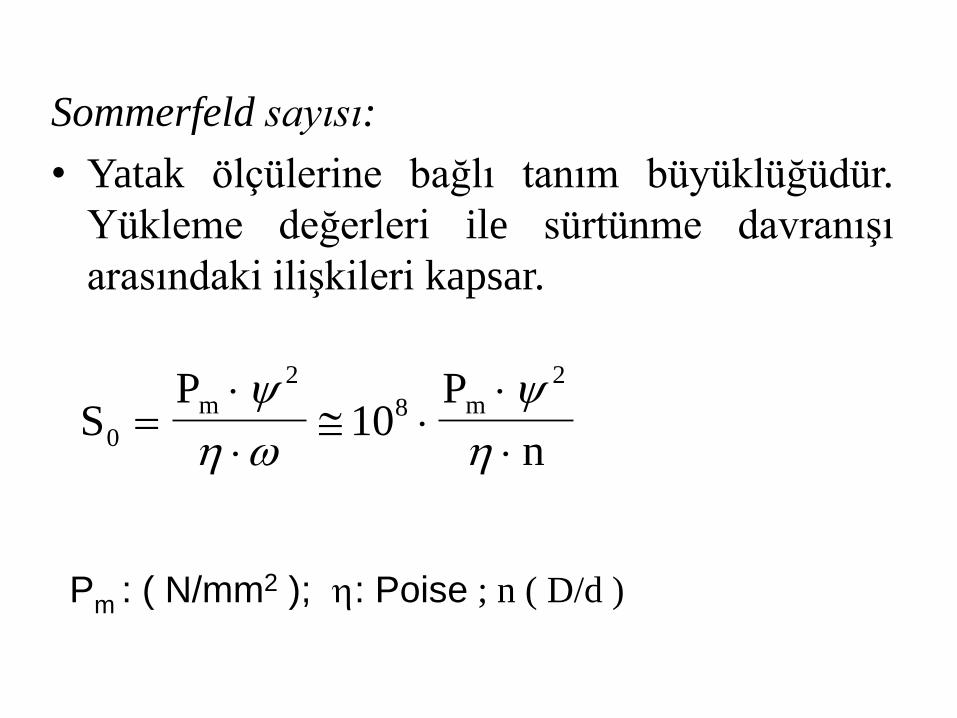
Sommerfeld sayısı:
• Yatak ölçülerine bağlı tanım büyüklüğüdür.
Yükleme değerleri ile sürtünme davranışı
arasındaki ilişkileri kapsar.
SP P
n0
m m
2
8
2
10
Pm : ( N/mm2 ); : Poise ; n ( D/d )
Geçiş devir sayısı:
• Sınır sürtünmeden sıvı sürtünmeye geçiş yani
kayma yüzeylerinin kalkışta tamamen ayrılması
durumunda (veya aksi “ durma “ durumunda ) söz
konusu olan devir sayısıdır. ( nü1 , nü2 )
• Geçiş devir sayısında ( nü ) yatak yağ basıncı dış
kuvvet ile dengeyi ancak sağlayabilmektedir.
Kalkış ve duruşlardaki geçiş devir sayıları farklıdır.
Geçiş devir sayısı daima işletme devir sayısından
küçüktür.
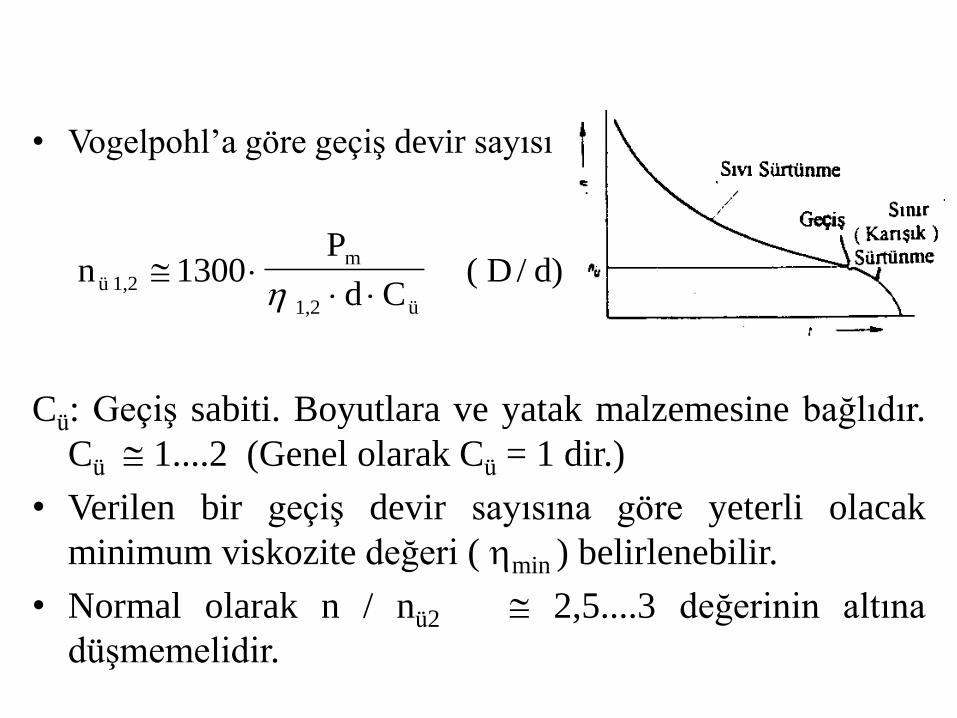
• Vogelpohl’a göre geçiş devir sayısı
Cü: Geçiş sabiti. Boyutlara ve yatak malzemesine bağlıdır.
Cü 1....2 (Genel olarak Cü = 1 dir.)
• Verilen bir geçiş devir sayısına göre yeterli olacak
minimum viskozite değeri ( min ) belirlenebilir.
• Normal olarak n / nü2 2,5....3 değerinin altına
düşmemelidir.
nP
d C ( D / d)ü 1,2
m
1,2 ü
1300
Yağ gereksinimi:
• Sıvı sürtünmenin sürekli sağlanması için kayma
yüzeylerinin sürekli olarak belirli bir yağ miktarı
ile beslenmesi gerekir. damlalık, yağlama halkası
veya pompa ile yağ takviyesi gereklidir.
• Gerekli yağ miktarı Klemenac’e göre;
Q 0,0003d2.b.n. (litre / dak) d, b: cm
Sürtünme ısısı, yatak sıcaklığı, soğutma yağı miktarı;
• Yataklar ısınmaya göre hesaplanır. Yatakta
sürtünme sonucu oluşan ısı
Q
F v 60
1000F v ( kj/ dak)R
0 06,
SS
SS
0
0
0
0
1
1
=3
=3
; F: N ; v: m /s
sürtünme katsayısı
bağıntılarından hesaplanır. Isının bir kısmı soğutma yağı,
bir kısmı da yatak ve mil üzerinden atılmaktadır.
i. İlave soğutma sistemi olmayan yataklar;
• Isı tamamen yatak parçaları üzerinden atılır.
QR = Q a = .A.( t - t0 ) ( kj / dak )
• yağ sıcaklığı
) C( tA
Qt 0
0R
QR : Sürtünme ısısı ( kj / dak )
: Isı iletim katsayısı ( kj / dak.m2 0C )
sakin havada = 0,85 kj / m2 0C
hafif hareketli hava = 1,25 kj / m2 0C (Normal durum )
şiddetli hareketli hava = 1,7 kj / m2 0C
A : ısı iletim yüzeyi ( m2 )
t0 : ortam sıcaklığı t0 200C
• Yatak sıcaklığı t = 60.....800C aşmamalıdır.
• Aksi halde ek soğutma tedbirlerinin alınması gerekir. t =50.....600C arasında olmasına özen gösterilmelidir.
A = AL + AW ( m2 )AW : milin soğutma yüzeyi (m2)
AW 0,25.AL (serbest millerde)
AL .H.( B + H/2 ) H, B: yatak kovan yüksekliği ve genişliği (m)
• Sadece mil çapının bilinmesi halinde tecrübi olarak AL ( 20..........25 ).d.b b ve d(m) Kapalı Açık
makinalarda makinalarda

ii. İlave soğutma sistemli yataklar
• Pompa ile yağın sirkülasyonu söz konusudur.
QR = Q a = .A.( t - t0 ) + c.. QK. .( t2 - t1 ) ( kj /dak )
Kovan Yağ sirkülasyonu Küçük olduğu için ihmal edilir
• ( litre/dak )
c. 1,7 ( kj/lt 0C) ( yağ )
c. 4,19 ( kj/lt 0C) ( su )
t 10....15 0C maksimum 200C olmalı.
c t
Q
,7(t - t ) K
R R
2 1
1
Yağ giriş basıncı:
• Pompa tarafından yatağa gönderilen yağın basıncı en az yatak kenarlarından kaçan yağın basıncına eşit olmalıdır. Aksi halde yüksek basınçta büyük yağ sürkülasyonu olur, istenilen soğutmaya ulaşılamaz.
• Kaçış basıncı Linnecker’e göre :
bar; : kg/m3 ; v:m/sn (1bar= 104 N/cm2 )
• Yağ giriş basıncı yağın en dar h0 kesitine girebilmesi için kaçış basıncından büyük olmalıdır.
• Pzü = . Pfü ( 10 emniyet katsayısı )
• Yağın pompa çıkış basıncı için, borulardaki basınç kaybının da dikkate alınması gerekir.
P vf ü
2 2
310 5
Radyal yataklar için hesaplama kademeleri:
• Pratikte karşılaşılan şartlara göre genel olarak şu verilerin mevcut olması halinde hesaplama aşağıdaki sırada yapılabilir.
A ) Yatak yükü ( F ), devir sayısı ( n ) ve daha önceki hesaplamalardan bilinen mil çapı ( d ) verilmiş olsun ;
• İşletme şartlarına bağlı olarak önce yatak malzemesi seçilir
• b/d = 0,5.....1 aralığından yatak genişliği seçilir.
• Pm yüzey basıncı hesaplanır ve kontrol edilir. İzafi
yatak boşluğu ve geçme tipi cetvel 18 ve cetvel
19‘dan tespit edilir.
• En düşük yağ filmi kalınlığı ‘den
hesaplanır. Minimum yağ filmi kalınlığı
hmin 0,8.h0 ifadesinden ve hmin Rt’den
bulunur.
hs
7
d
70
• İzafi yağ filmi kalınlığı, değeri 0,04< <0,4
olacak şekilde ifadesinden bulunur
(gerekirse düzeltilir ).
• ve b/d oranlarına bağlı olarak Şekil 20‘den S0
sayısı bulunur.
• Yağ viskozitesi (P) Pm: N/mm2
n:D/d olarak hesaplanır.
• Geçiş devir sayısı ‘den
hesaplanır. (Cü 1)
2 h
d
0
108
2P
S n
m
0
Cd
P1300n
ü1,2
m1,2ü
• 0C eşitliğinden yağ
sıcaklığı hesaplanır ve daha sonra ilave bir soğutmanın
gerekli olup olmadığına karar verilir.
• Duruma göre QK soğutma yağ debisi
(lt/dk) hesaplanır.
• Uygun yağlama yağı sıcaklığa göre Şekil 21‘den belirlenir.
• Gerekli yağ miktarı ve basıncı hesaplanır.
t 0,008v
AF b v t 0
c t
Q
,7(t - t ) K
R R
2 1
1
B ) Yükleme değerleri ( F, n ), tüm yatak değerleri (d, b, malzeme, geçme tipi, yüzey pürüzlülük değerleri) ve yağ viskozitesi () verilmiş ise, yatağın yeterli olup olmadığının kontrolü:
• ‘ye göre basınç hesaplanır ve kontrol
edilir. İzafi yatak boşluğu verilen ölçülerle
geçmeye uygun mudur, tespit edilir.
‘e göre Sommerfeld sayısı
hesaplanır.
pF
b dm
S0
8
2
10
P
n
m
• En düşük yağ filmi kalınlığı
hesaplanır ve Rt 0,8.h0 olup olmadığı kontrol
edilir.
• Geçiş devir sayısı
hesaplanır ve kontrol edilir.
• İşletme sıcaklığı t tespit edilir ve A’daki 9.....12
basamakları tekrarlanır.
h d
2 2,35S 0
0
nP
d C ü 1,2
m
1,2 ü
1300
C ) B’de belirtilen değerler verilmiş olsun. Belirli bir
geçiş devir sayısında (“ nü2 ” örn: nü2 = n/3) gerekli
olan yağ viskozitesi ve uygun yağ aranıyor olsun;
• Pm değeri hesaplanır.
• yağ viskozitesi hesaplanır.
• yatak boşluğu yatak boşluğuna uygun olarak
oluşturulur.
• S0 Sommerfeld sayısı elde edilir.
• En düşük yağ filmi kalınlığı h0 hesaplanır ve
Rt 0,8.h0 olup olmadığı kontrol edilir.
• t işletme sıcaklığı belirlenir ve A’daki 9....12
basamakları tekrarlanır.

Eksenel Kaymalı Yataklar
1. Düz Plakalı Dip Yataklar:
En basit, pratik, çok sık
kullanılan eksenel yatak
şeklidir. Çalışma esnasında
basınç dağılımı hiperboliktir.
Ortada en yüksek ve
kenarlara doğru azalır.
Aşınma ve ısınma çok
fazladır.
• Halka şeklinde olan dip yataklarda mevcuttur. Küçük
devir sayısı ve sarkaç hareketlerinde veya düşük yük
ve orta devir sayılarında kullanılırlar
• Ortalama yüzey basıncı:
PF
4(D d )
P ( N / mmm
a
2 2mem
2
)
( Pmem: cetvel 60 )
d/D 0,5....0,6 alınır.
• Duran muyluda:
Halka yüzeyinin ağırlık merkezine etkiyen
toplam sürtünme kuvveti FR1 ile, kalkış
momenti
M F L FR r
R r (Nm)Ra R1 1 a 0
3 3
2 2
2
3
0: Kalkıştaki sürtünme katsayısı ( cetvel 61 )
• Dönel muylularda:
Sürtünme kuvveti etki noktası basıncın
dengelenmesi sonucu halka yüzeyinin ortasına
doğru kayar. Küçük moment kolu ve sürtünme
katsayısı ( kayma sürtünmesi ) sonucu işletme
sürtünme momenti kalkıştaki sürtünme
momentinden küçüktür.
M F L FD d
4 ( Nm )R R 2 a
Cetvel 61 ( sınır sürtünme bölgesi )
• Bu tip yataklarda hidrodinamik yağlama, yağlama
kamasının olmaması nedeniyle mümkün değildir.
• Sıvı sürtünmesine yalnızca hidrostatik yağlama
ile ulaşılabilir.
• Bu da ancak sürtünen yüzeyler arasına yüksek
basınçla yağlama yağını göndermekle
mümkündür.
• Bu sayede sürtünen yüzeyler birbirinden ayrılır.
• Bu yataklarda hidrodinamik sıvı sürtünmesi
daralan bir yağ tabakası ile elde edilebilir.
• Bu amaçla yatak yüzeyi bir takım lokmalara
ayrılır ve bu lokmalara kayma hareketi
yönünde eğim verilir.
• Lokmaların eğimi sabit veya değişken olabilir.
Hidrodinamik Eksenel Yataklar

Hidrodinamik Yağlamalı Segmanlı Dip Yataklar:
• Halka yüzeyinin, işlenmiş yüzeylere sahip
parçalara ayrılması sonucu dip yataklarında da
taşıyıcı yağlama yüzeyinin oluşması sağlanabilir,
yani hidrodinamik sıvı sürtünmesi mümkündür.
• Segmanlı dip yataklar prensip olarak radyal
yataklar gibi hesaplanır.
• Aşağıda verilen hesaplar normal halde, % 80’lik
halka yüzeyi ve b 0,3dm ve L b şartları için
geçerlidir.
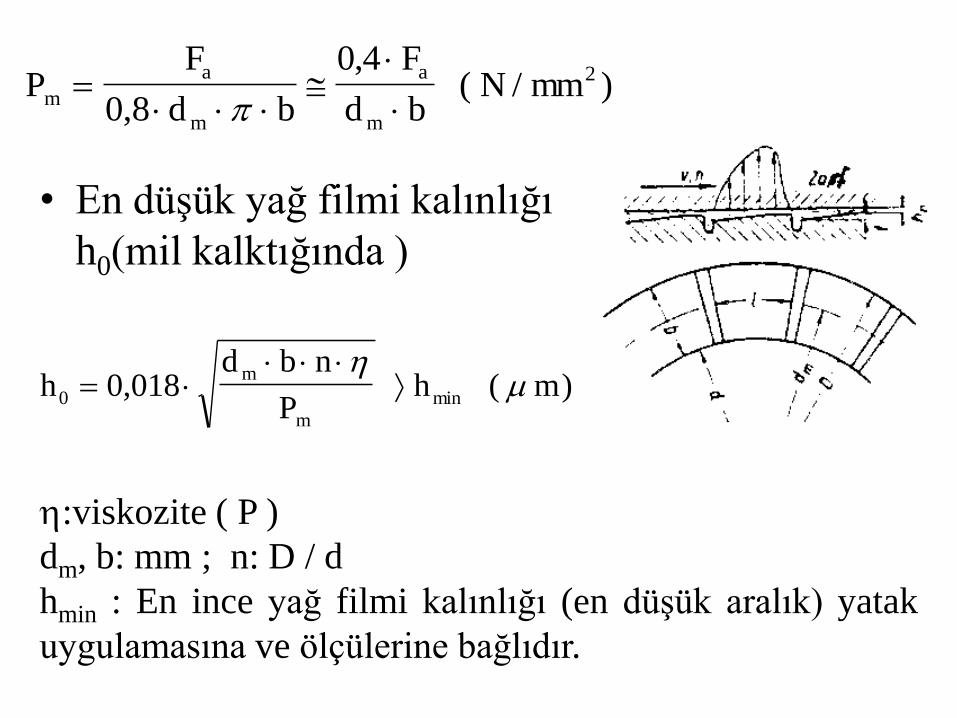
• En düşük yağ filmi kalınlığı
h0(mil kalktığında )
PF
0,8 d b
F
d b ( N / mmm
a
m
a
m
2
0 4,)
h 0,018d b n
P h ( m)0
m
m
min
:viskozite ( P )
dm, b: mm ; n: D / d
hmin : En ince yağ filmi kalınlığı (en düşük aralık) yatak
uygulamasına ve ölçülerine bağlıdır.

• En derin işlenebilecek kamalama yüzeyi t 1,25.h0 . Oynak segmanlar da bu işletme halinde kendiliğinden ayarlanır. Sıvı sürtünme bölgesindeki taşınabilir max. Yük
Fmax = 16.10-4 dm.b2.n. ( N )
• Fmax / Fa emniyet açısından incelenir. Örneğin; Fmax / Fa = 5 kat emniyetle ele alınırsa; gerekli yağın viskozitesi yukarıdaki ifadeden belirlenebilir.
h 2 (d b) mmin m
23 dm,b ( cm ) ( Gersdorfer’e göre )
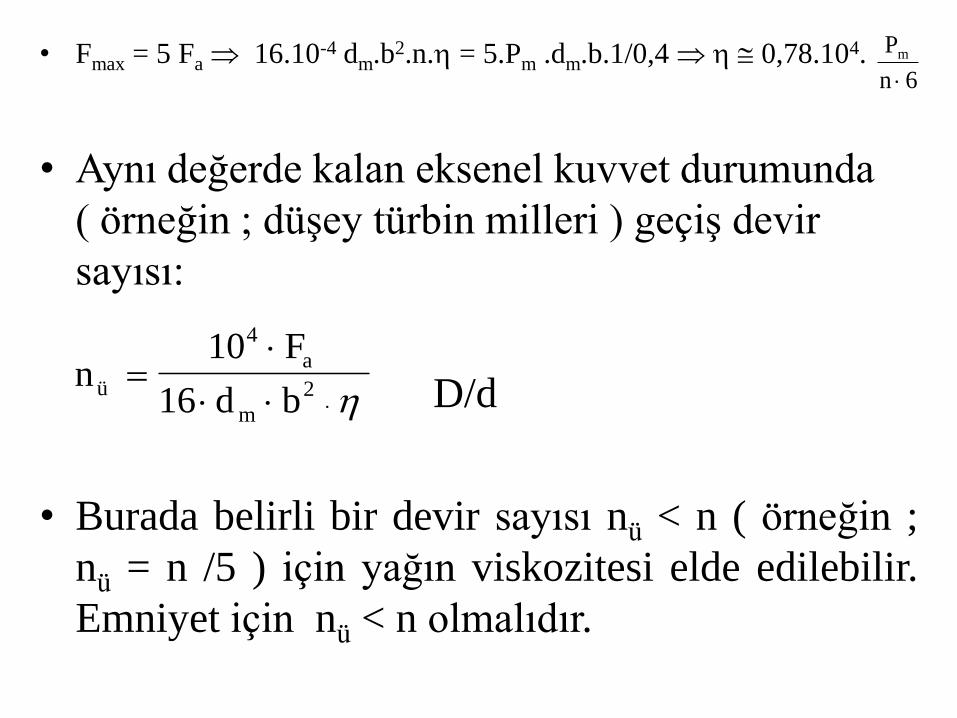
• Fmax = 5 Fa 16.10-4 dm.b2.n. = 5.Pm .dm.b.1/0,4 0,78.104.
• Aynı değerde kalan eksenel kuvvet durumunda
( örneğin ; düşey türbin milleri ) geçiş devir
sayısı:
D/d
• Burada belirli bir devir sayısı nü < n ( örneğin ;
nü = n /5 ) için yağın viskozitesi elde edilebilir.
Emniyet için nü < n olmalıdır.
P
n 6
m
n10 F
d b ü
4
a
m
2
16

• Sıvı sürtünmesinin devamlılığı için gerekli yağ miktarı ( debisi ):
Q = 42.10-6.z.b.v.h0 (l /d) ; z:segman sayısı; b, h0: mm
• Yatakta oluşan sürtünme ısısı
eşitliğine
F = Fa ve yazılarak bulunur. Yatak ve yağ
sıcaklıkları radyal yataklarda verilen formüllerle belirlenir
( + < 600C )
vd n
60 m/ sn
m
Qf v
0,06 F v ( kj/ dak)R
60
1000
bP
v 03,0
m
Kaymalı Yatakların Yağlanması
• Yağ ile Yağlama: Bütün yük ve devir sayısı için bütün yataklarda
uygulanır. Mineral yağlar kullanılır. Molibden sülfid katkısı yağın
özelliğini arttırır.
• Gresle Yağlama: Küçük devir sayılı veya salınım yapan yataklar içindir.
Darbeli yüklemelerde ve sıvı sürtünmesinin olamayacağı durumlarda
uygulanır. Presler, kaldırma makinaları, ziraat makinaları.
• Su ile Yağlama: Ahşap, kauçuk ve lastikler için ( örneğin; valsler
pompa yatakları gibi ). Soğutma kapasitesi yağdan daha yüksektir,
yüksek yüklere maruz vals yataklarında uygulanır.
• Kuru Yağlama: Molibdensülfid veya Grafit yüksek sıcaklıklarda ve acil
yağlama için kullanılır. Düşük hızlı yataklarda, mafsallarda, kılavuz
kanallarında pasta şeklinde veya toz olarak uygulanır.
Polyamid Kaymalı Yataklar
Özellikleri:
• Bir termoplastiktir.
• Aşınmaya dayanıklı, kuru çalışabilir, korozyona mukavim, kenar basmasına hassas değildir.
• Isı iletimi düşüktür, bu taşıma kapasitesini azaltır.
• Kayma özellikleri iyidir. Cetvel 62’de polyamid çeşitleri ve özellikleri verilmiştir
Polyamid Kaymalı Yatakların Yüklenebilirliği:
• Bu, polyamid yatağın çalışması sırasında ortaya
çıkan ısıya ve atılabilmesine bağlıdır.
• t 800C’yi aşmamalıdır, aksi halde aşınma
ortaya çıkar.
• Yatakta ezilme olmaması için ortalama yüzey
basıncının büyük olması gerekir.
• Pmem 25 N/mm2 sınır değerdir. (v < 5 cm/s için )
• Yüklenebilirlik ( Pm.v )em ile sınırlıdır.
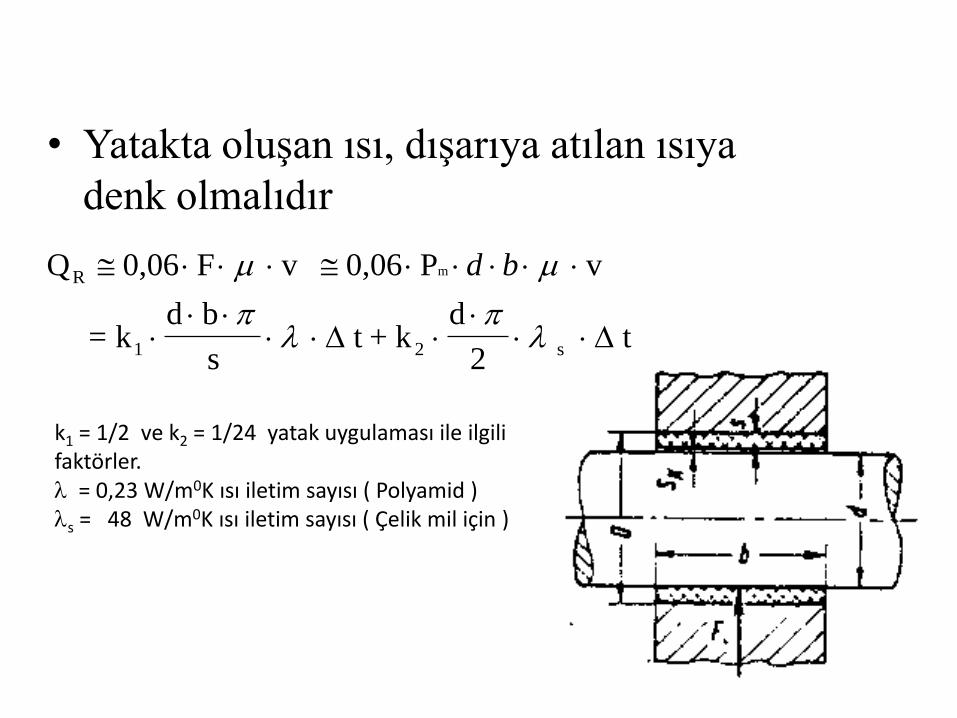
• Yatakta oluşan ısı, dışarıya atılan ısıya
denk olmalıdır
Q 0,06 F v 0,06 P v
= kd b
s t + k
d
2 t
R
1 2 s
m
d b
k1 = 1/2 ve k2 = 1/24 yatak uygulaması ile ilgili faktörler. = 0,23 W/m0K ısı iletim sayısı ( Polyamid ) s = 48 W/m0K ısı iletim sayısı ( Çelik mil için )
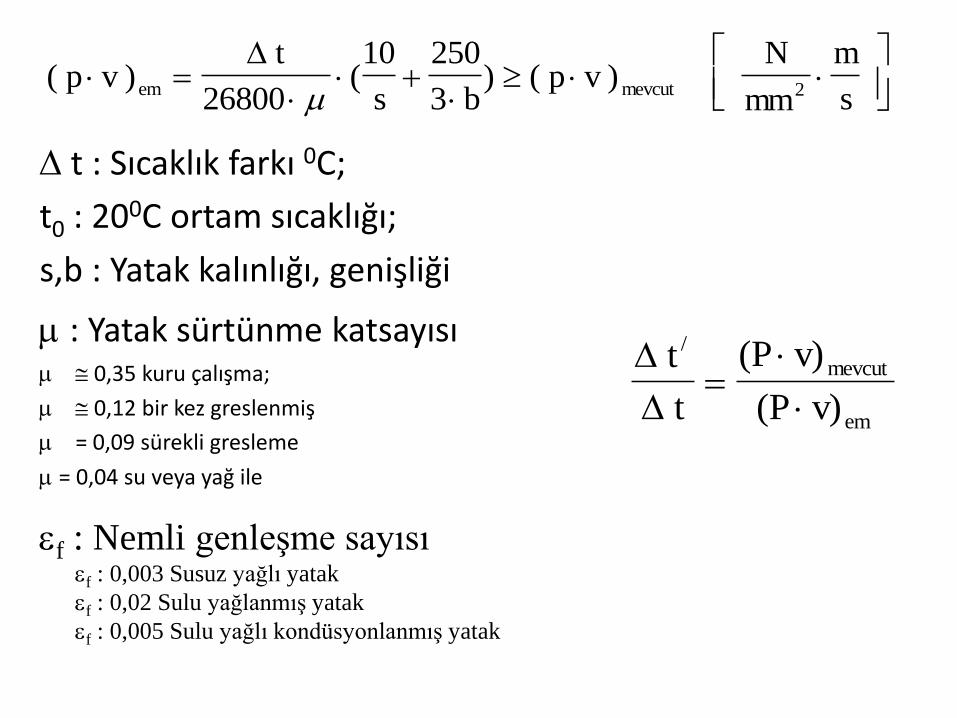
t : Sıcaklık farkı 0C;
t0 : 200C ortam sıcaklığı;
s,b : Yatak kalınlığı, genişliği
: Yatak sürtünme katsayısı 0,35 kuru çalışma;
0,12 bir kez greslenmiş
= 0,09 sürekli gresleme
= 0,04 su veya yağ ile
( p v ) t
26800(10
s
250
3 b) ( p v )
N
mm
m
s em mevcut 2
f : Nemli genleşme sayısı f : 0,003 Susuz yağlı yatak
f : 0,02 Sulu yağlanmış yatak
f : 0,005 Sulu yağlı kondüsyonlanmış yatak
t
t
(P v)
(P v)
/
mevcut
em

• Polyamid kovan metal bir kovan içine
preslenecek olursa, bir çap küçülmesi söz
konusudur.
• d = 0,007. ( d + 1,33.s ) mm
• Tecrübi olarak :
b (1...2.).d ; Rt 2....4 m
s 0,4 0,1 d mm
Konstrüktif Özellikler
• Radyal kaymalı yataklar kullanıldıkları yerin
özelliklerine göre gövde içinde basit bir delik
şeklinde olabileceği gibi gövdeye takılan bir
burç veya tamamen bağımsız bir sistem
içindeki bir burç şeklinde de olabilir.
• Burçlar tek veya iki parçalı olabilirler, tek bir
malzemeden veya iki-üç malzemeden meydana
gelebilirler.
• İki-üç malzemeden meydana gelen yataklar dökme
demirden, dökme çelikten, veya bronzdan temel
bir burç üzerine döküm, presleme veya
elektroskoplama yöntemi ile meydana getirilmiş
esas yatak malzemesi tabakasından oluşmuştur.
• Presleme veya elektroskoplama yöntemi ile
oluşturulan tabakaların kalınlıkları 1mm’den azdır.
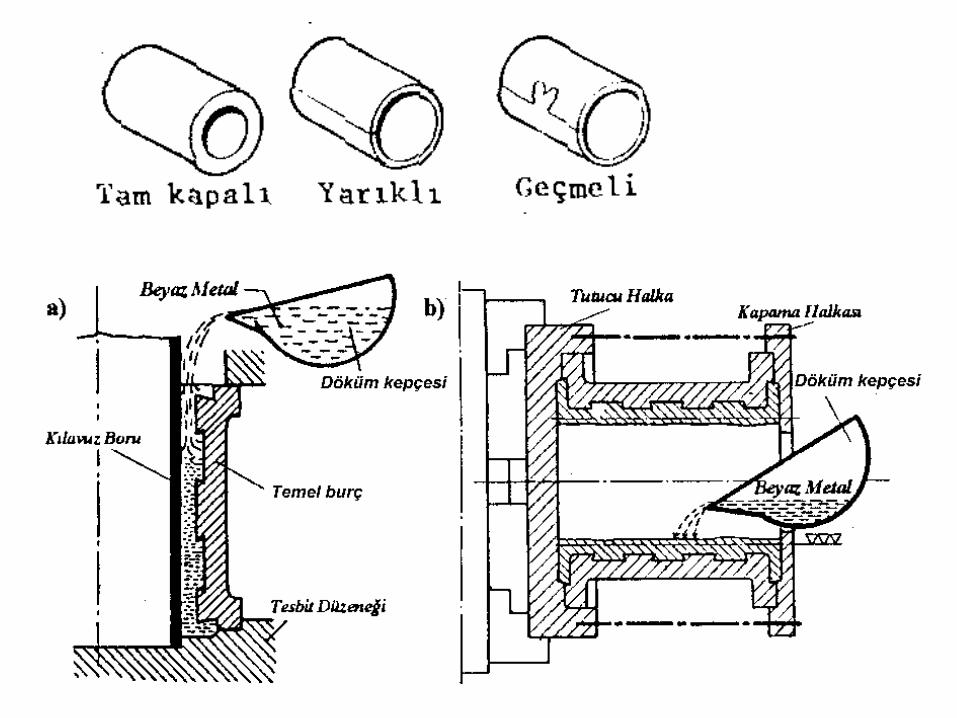
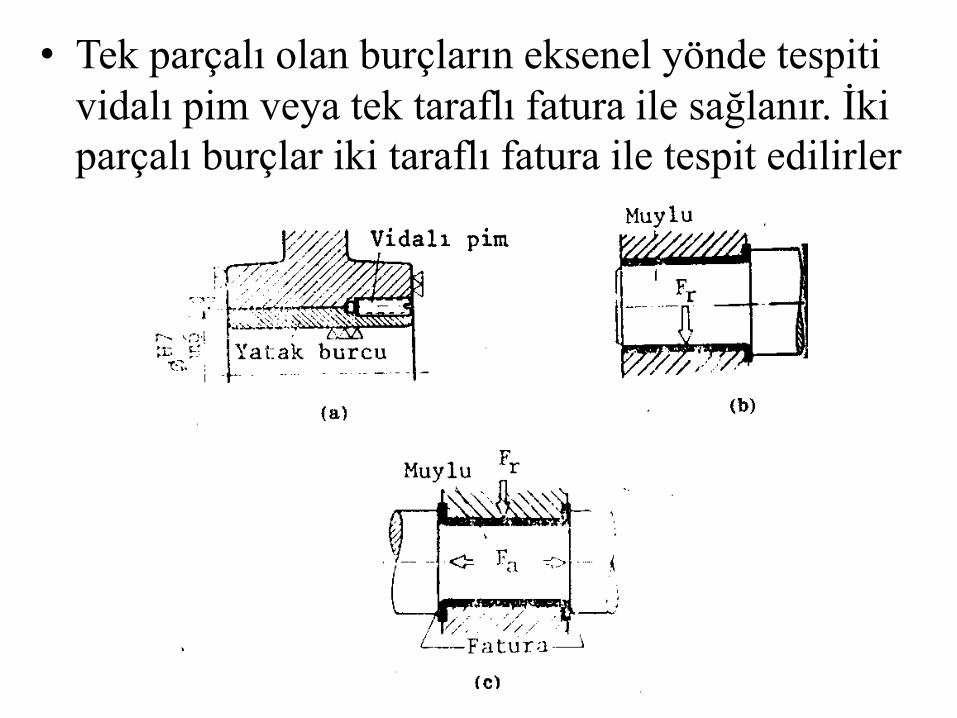
• Tek parçalı olan burçların eksenel yönde tespiti
vidalı pim veya tek taraflı fatura ile sağlanır. İki
parçalı burçlar iki taraflı fatura ile tespit edilirler
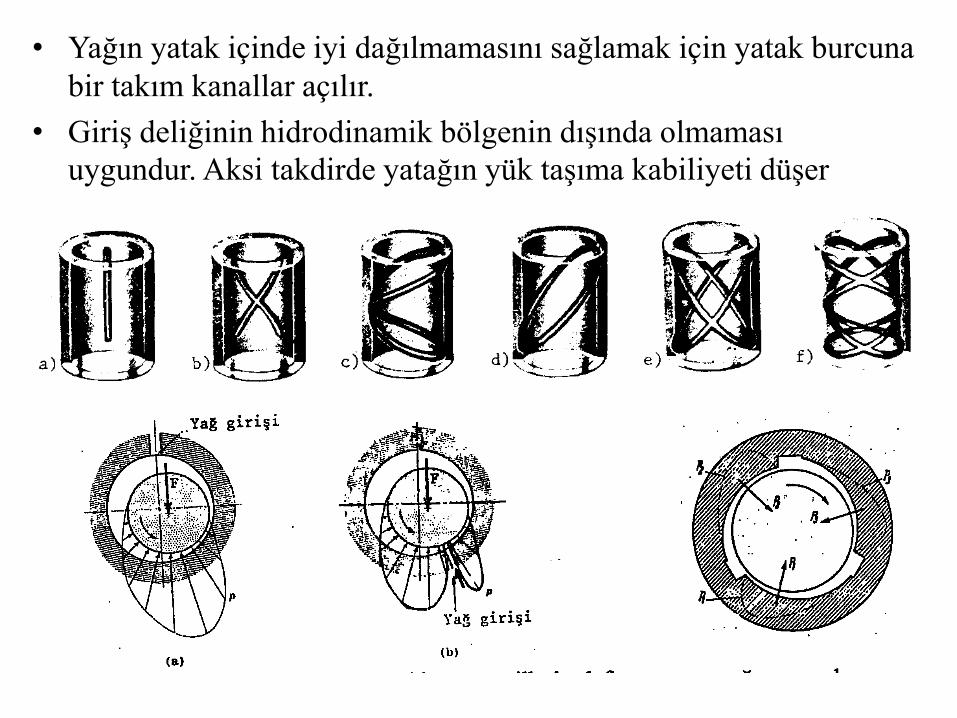
• Yağın yatak içinde iyi dağılmamasını sağlamak için yatak burcuna
bir takım kanallar açılır.
• Giriş deliğinin hidrodinamik bölgenin dışında olmaması
uygundur. Aksi takdirde yatağın yük taşıma kabiliyeti düşer
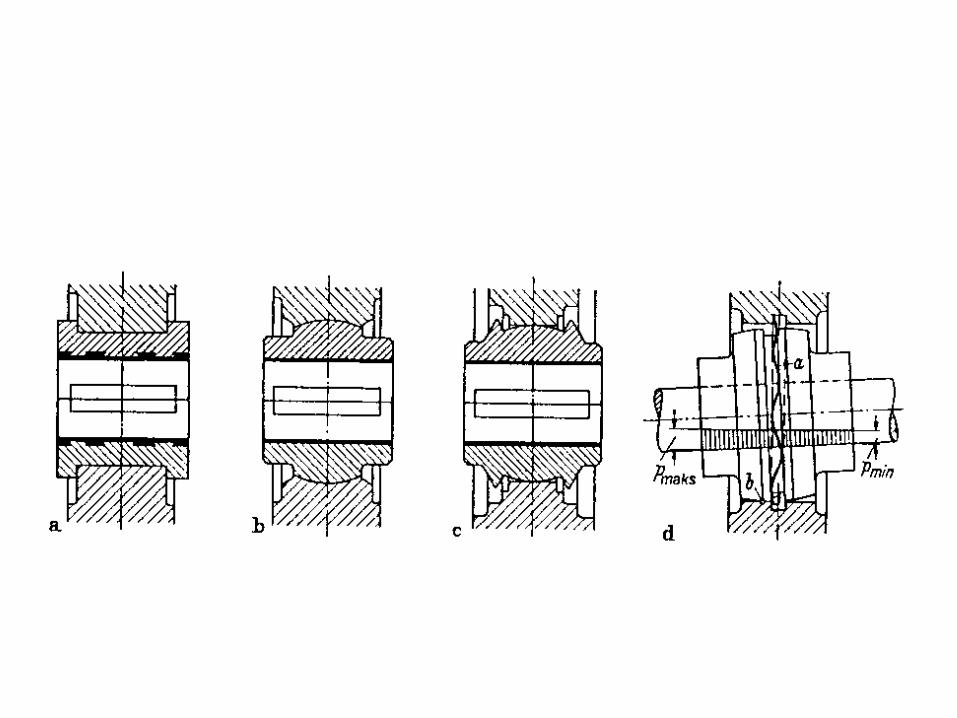
• Yatak burçları gövdeye sabit veya millerin deformasyona uğraması durumunda kenar basmasını engellemek için oynak olarak monte edilirler.
• Oynaklık (açısal hareketlilik) gövdenin küresel yuvalı, burç dış yüzeyinin küresel veya burcun küresel ve sınırlama çıkıntılı yatak yuvasının silindirik olması ile sağlanabilir.
• Dalgalı yay kullanlılarak geliştirilmiş bir konstrüksüyonda milin deformasyon sonunda alacağı konuma göre yatağın kendisini ayarlamasını sağlar.
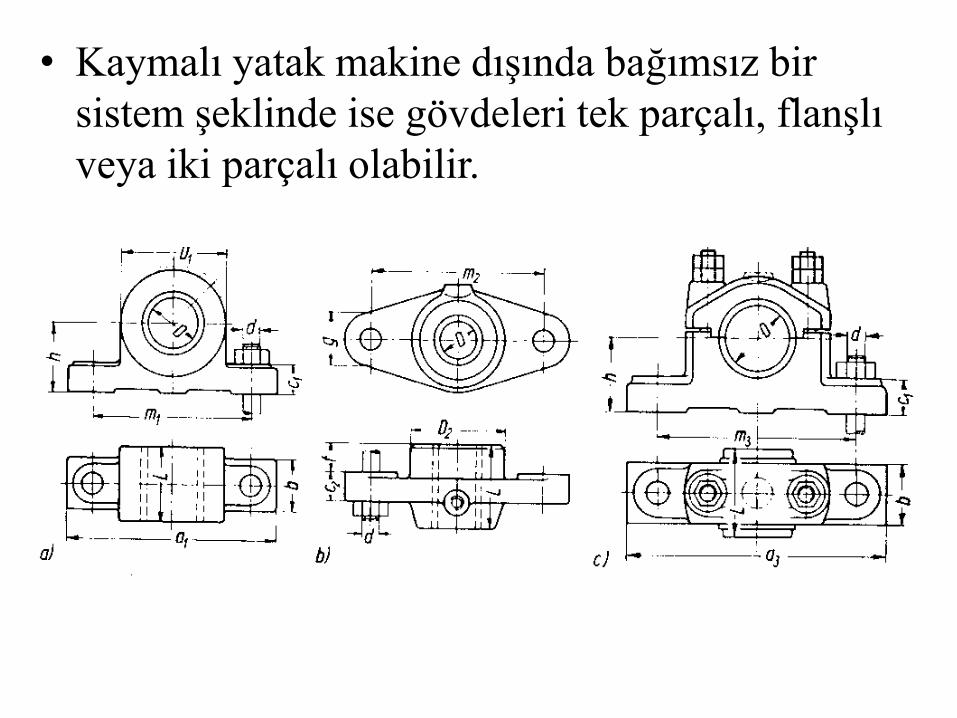
• Kaymalı yatak makine dışında bağımsız bir
sistem şeklinde ise gövdeleri tek parçalı, flanşlı
veya iki parçalı olabilir.

KAYNAKLAR
Yrd.Doc.Dr.Melih Belevi, Makine Tasarımı II Ders Notları
Prof.Dr.Mustafa AKKURT , Makine Elemanları
Prof.Dr.Hikmet RENDE , Makine Elemanları
Prof.Dr.Atilla Bozacı, Makine Elemanları
Yüksek Mühendis Şefik Okday, Makine Elemanları
Prof.Dr.Cahit Kurbanoğlu, Makine Elemanları Teori, Konstrüksiyon ve
Problemler,
Prof.Dr.Hikmet Rende, Makine Elemanları,
Prof.Dr.Gazanfer Harzadın, Makine Elemanları