
1.1 - Revisão Bibliográfica - Niterói · e γSV são as tensões superficiais do líquido e do...
76
1 Capítulo 1 Introdução 1.1 - Revisão Bibliográfica Ao longo da história, diferentes materiais foram usados para produzir diferentes peças, as quais requereram a montagem de muitos componentes. Ao longo do tempo, a sofisticação dos métodos de união aumentou com a inclusão de uma ampla variedade de fixadores mecânicos, de processos de soldagem e o uso de adesivos, selantes, argamassas, cimentos e outros ligantes para manter os componentes unidos, em que a união oferece a possibilidade de ter estruturas muito maiores, facilitando o transporte das peças. Na concepção e fabricação de estruturas, a decisão em utilizar adesivos, fixadores mecânicos ou algum tipo de soldagem ou até mesmo uma combinação desses métodos, muitas vezes recai sobre os engenheiros. Para tanto, uma série de fatores devem ser considerados para se tomar tais decisões. Os adesivos são freqüentemente escolhidos por oferecerem certas vantagens como a eliminação de concentradores de tensão associados com fixadores mecânicos como pinos, parafusos e rebites, melhor distribuição de tensão, elimina problemas associados à soldagem como tensões residuais e transformações metalúrgicas, além de amortecer vibrações e diminuir o peso da estrutura. O uso da técnica de juntas coladas ainda enfrenta resistência, uma vez que apresenta algumas desvantagens conforme mencionado em [2], como por exemplo: capacidade limitada de resistência a altas temperaturas, não é desmontável, inexistência de ensaios não destrutivos eficientes para garantir a qualidade da junta, baixa resistência para cargas de peeling. A aplicação de juntas coladas se faz presente na indústria automobilística, na qual seu uso é bastante significativo e tende a aumentar, já que a maior parte dos automóveis tem sua estrutura em alumínio, material de difícil soldabilidade, e além disso, esta técnica proporciona
Transcript of 1.1 - Revisão Bibliográfica - Niterói · e γSV são as tensões superficiais do líquido e do...
1
Capítulo 1
Introdução
1.1 - Revisão Bibliográfica
Ao longo da história, diferentes materiais foram usados para produzir diferentes peças,
as quais requereram a montagem de muitos componentes. Ao longo do tempo, a sofisticação
dos métodos de união aumentou com a inclusão de uma ampla variedade de fixadores
mecânicos, de processos de soldagem e o uso de adesivos, selantes, argamassas, cimentos e
outros ligantes para manter os componentes unidos, em que a união oferece a possibilidade de
ter estruturas muito maiores, facilitando o transporte das peças.
Na concepção e fabricação de estruturas, a decisão em utilizar adesivos, fixadores
mecânicos ou algum tipo de soldagem ou até mesmo uma combinação desses métodos, muitas
vezes recai sobre os engenheiros. Para tanto, uma série de fatores devem ser considerados
para se tomar tais decisões.
Os adesivos são freqüentemente escolhidos por oferecerem certas vantagens como a
eliminação de concentradores de tensão associados com fixadores mecânicos como pinos,
parafusos e rebites, melhor distribuição de tensão, elimina problemas associados à soldagem
como tensões residuais e transformações metalúrgicas, além de amortecer vibrações e
diminuir o peso da estrutura.
O uso da técnica de juntas coladas ainda enfrenta resistência, uma vez que apresenta
algumas desvantagens conforme mencionado em [2], como por exemplo: capacidade limitada
de resistência a altas temperaturas, não é desmontável, inexistência de ensaios não destrutivos
eficientes para garantir a qualidade da junta, baixa resistência para cargas de peeling.
A aplicação de juntas coladas se faz presente na indústria automobilística, na qual seu
uso é bastante significativo e tende a aumentar, já que a maior parte dos automóveis tem sua
estrutura em alumínio, material de difícil soldabilidade, e além disso, esta técnica proporciona
2
a redução de peso dos veículos, assim o consumo de combustível diminui, possibilitando a
redução da emissão de poluentes para o meio ambiente.
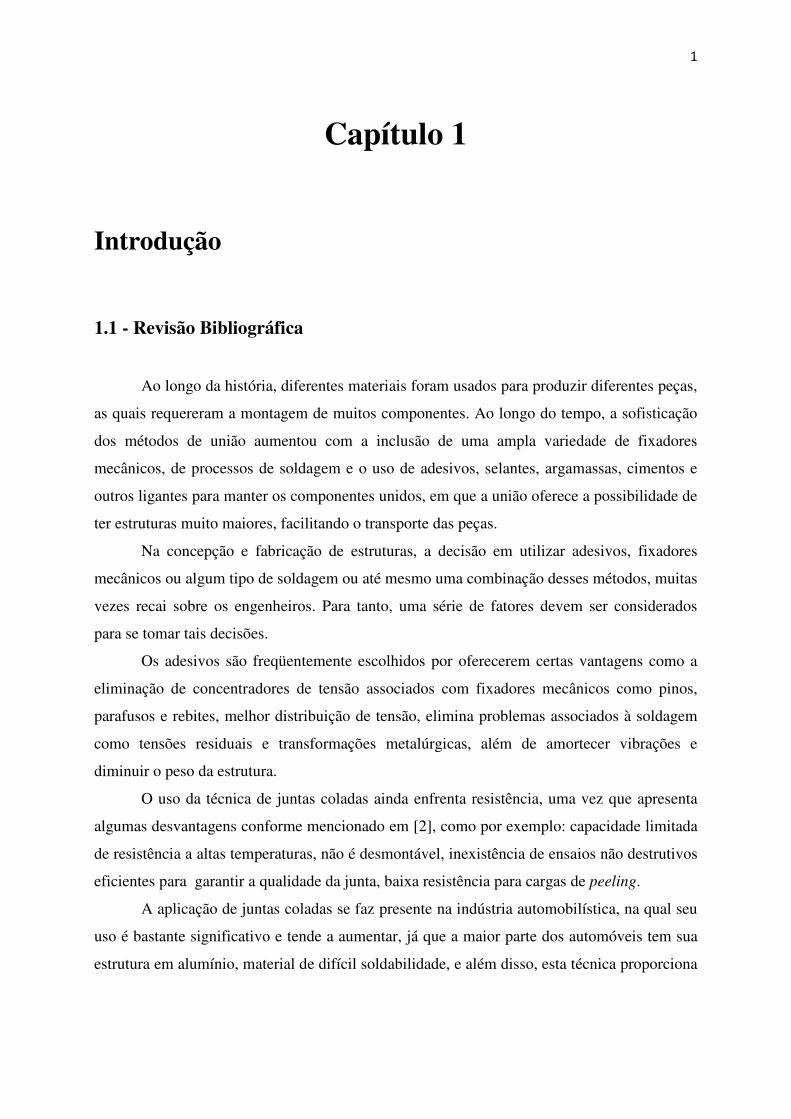
Segundo a referência [1], reparos colados vêm sendo utilizados na indústria
aeronáutica desde 1980 segundo e são vistos como soluções eficientes para reparar fuselagens
trincadas de aviões, apresentando muitas vantagens com relação à solução de reparo por
solda, em que se enfrentam muitos problemas metalúrgicos na fusão e solidificação da região
da solda e na zona afetada termicamente pelo calor, conforme mostra a figura 1.
Figura 1: Fuselagem metálica reparada com compósito [2]
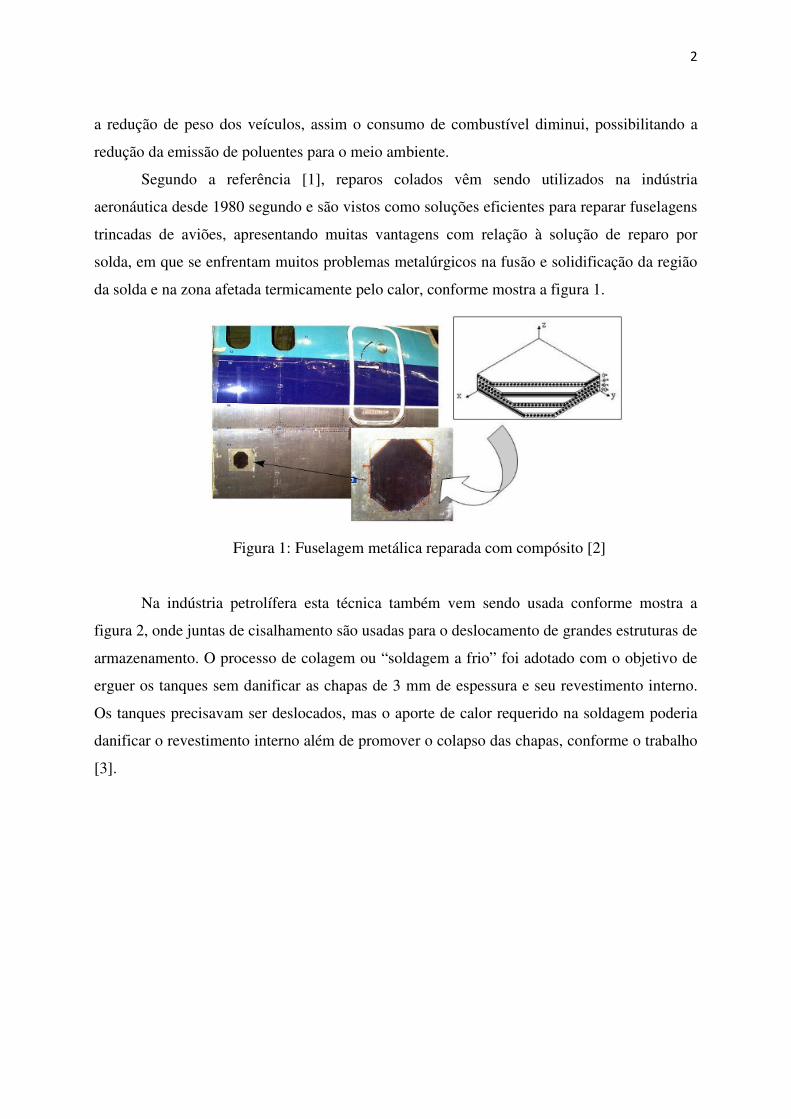
Na indústria petrolífera esta técnica também vem sendo usada conforme mostra a
figura 2, onde juntas de cisalhamento são usadas para o deslocamento de grandes estruturas de
armazenamento. O processo de colagem ou “soldagem a frio” foi adotado com o objetivo de
erguer os tanques sem danificar as chapas de 3 mm de espessura e seu revestimento interno.
Os tanques precisavam ser deslocados, mas o aporte de calor requerido na soldagem poderia
danificar o revestimento interno além de promover o colapso das chapas, conforme o trabalho
[3].
3
Figura 2: Aplicação de juntas de cisalhamento (Petrobras SA), [3]
A indústria naval também vem usando esta técnica de juntas coladas para fazer
reparos, por exemplo em embarcações, embora em menor escala, seu uso se faz presente
devido às estruturas serem de materiais de difícil soldabilidade e possuírem a vantagem de
apresentar uma excelente vedação, o que é interessante para este tipo de aplicação.
Outra aplicação de juntas coladas é em reparos de dutos. De acordo com o artigo [4], a
perda de espessura causada por corrosão ocorre com o passar do tempo e é um tipo de defeito
quase inevitável em tubulações de transporte de petróleo e seus derivados. As técnicas de
reparo convencionais apresentam dificuldades que independem da técnica utilizada, tal como
o difícil acesso a trechos situados em locais ermos e requer a interrupção da operação do duto.
A performance das juntas adesivas é fortemente influenciada pelas características da
resina adesiva, pela interação substrato/adesivo, pela variabilidade destas características ao
longo do tempo e pela mudança das condições ambientais, segundo o artigo [5]. Depois da
deposição do adesivo, a cura da resina ocorre, a viscosidade aumenta exponencialmente até o
sistema torna-se sólido. Neste ponto um incremento relevante das propriedades mecânicas do
adesivo pode ser percebido, e para períodos maiores estas propriedades ficam estabilizadas.
Outro ponto importante é a confiabilidade da junta. Segundo o artigo [6], a
confiabilidade de uma junta colada depende de fatores intrínsecos à junta, tal como a sua
geometria, e extrínsecos, tais como as condições operacionais às quais a junta é submetida.
Além desses fatores, a confiabilidade de uma junta depende também da presença de defeitos,
4
que podem ou não ser admissíveis. Constatada a presença de um defeito, deve-se verificar sua
influência sobre o comportamento da junta e determinar qual tamanho de defeito determina
que o membro estrutural precisará ser substituído ou reparado.
1.1.1 - Configurações de juntas coladas
Esta técnica de unir placas metálicas e não metálicas através do uso adesivos apresenta
diferentes configurações, dependendo do tipo de aplicação e solicitação, a qual será
submetida. As variantes de juntas coladas são mostradas a seguir:
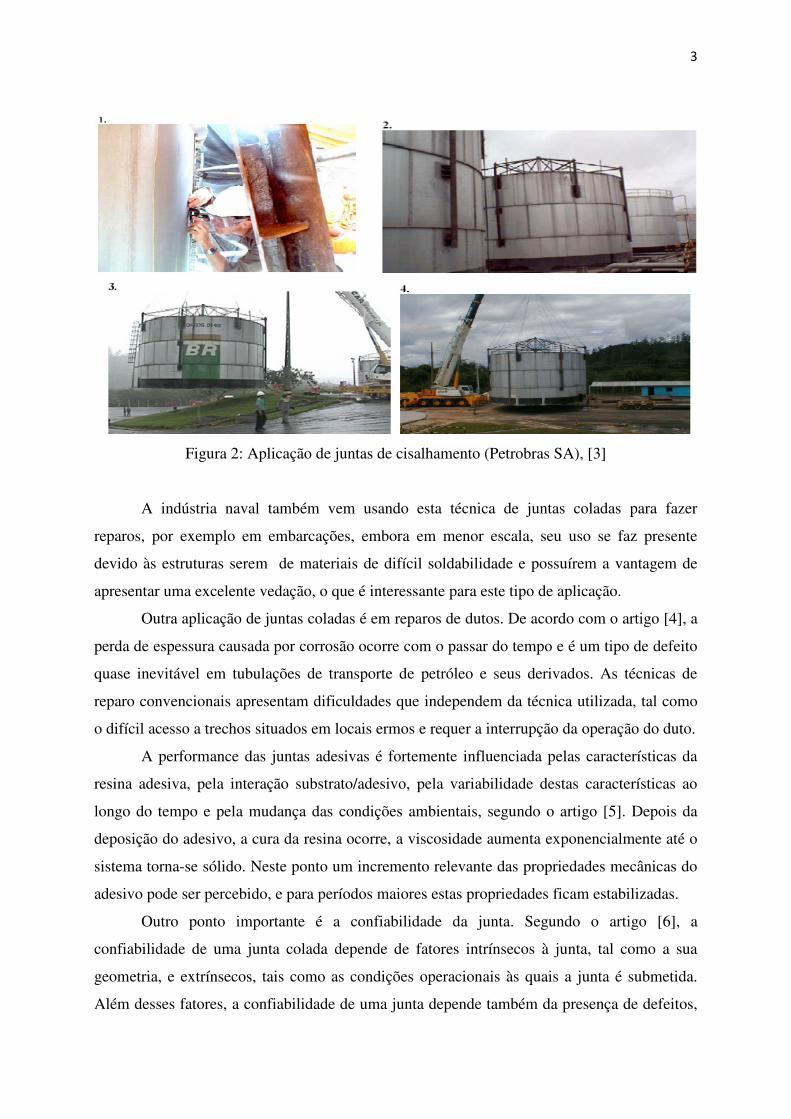
1.1.1 a – Single lap joint
Esta configuração de junta colada é a mais simples e a mais estudada na literatura.
Inclusive todo o trabalho desenvolvido nesta dissertação é baseado nesta configuração.
Figura 3: Single lap joint
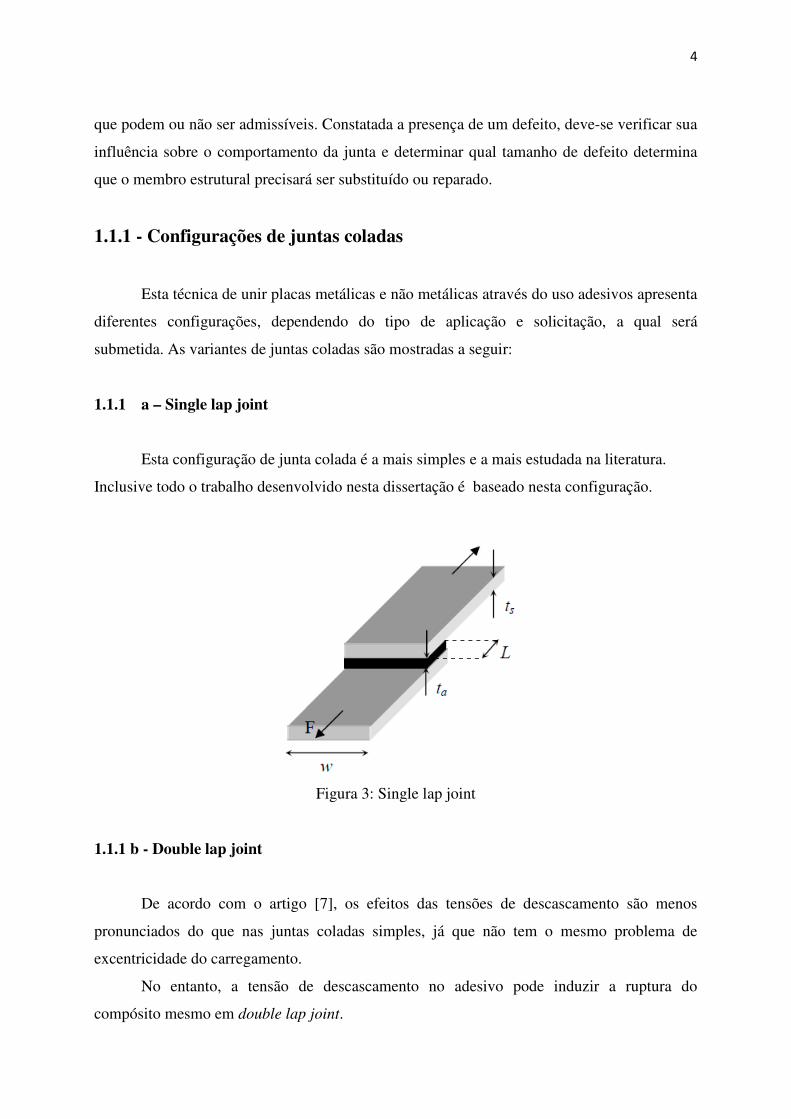
1.1.1 b - Double lap joint
De acordo com o artigo [7], os efeitos das tensões de descascamento são menos
pronunciados do que nas juntas coladas simples, já que não tem o mesmo problema de
excentricidade do carregamento.
No entanto, a tensão de descascamento no adesivo pode induzir a ruptura do
compósito mesmo em double lap joint.
5
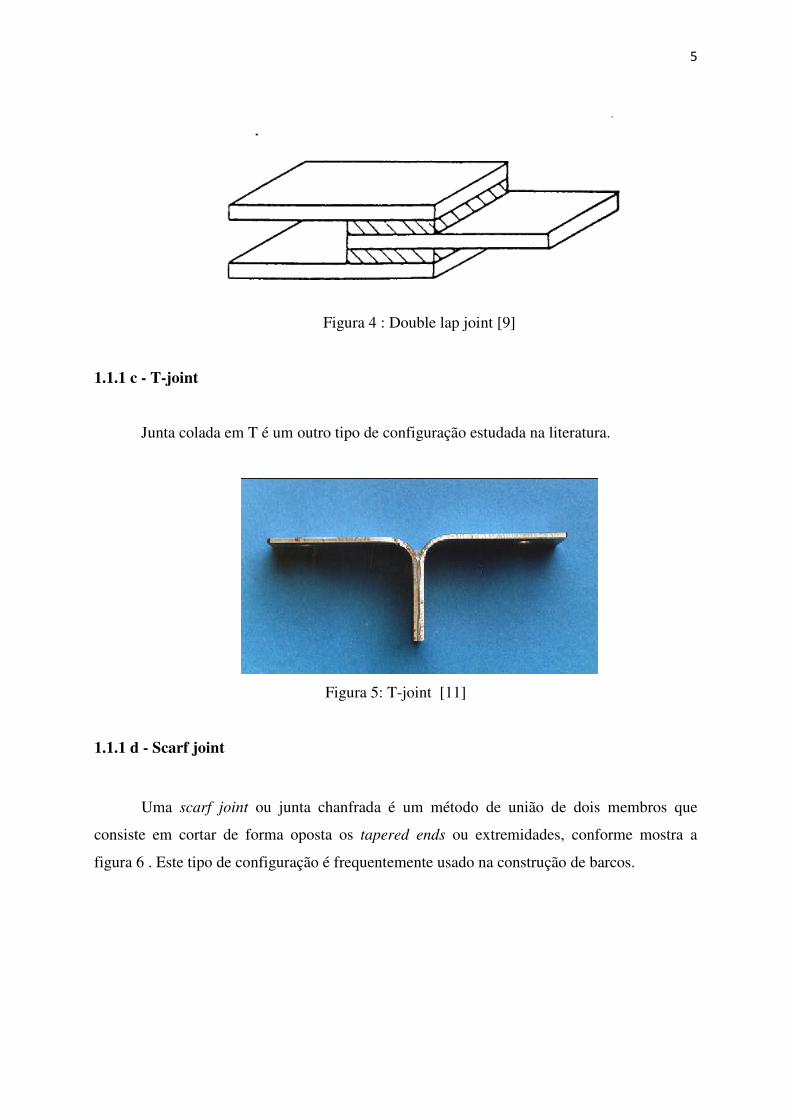
Figura 4 : Double lap joint [9]
1.1.1 c - T-joint
Junta colada em T é um outro tipo de configuração estudada na literatura.
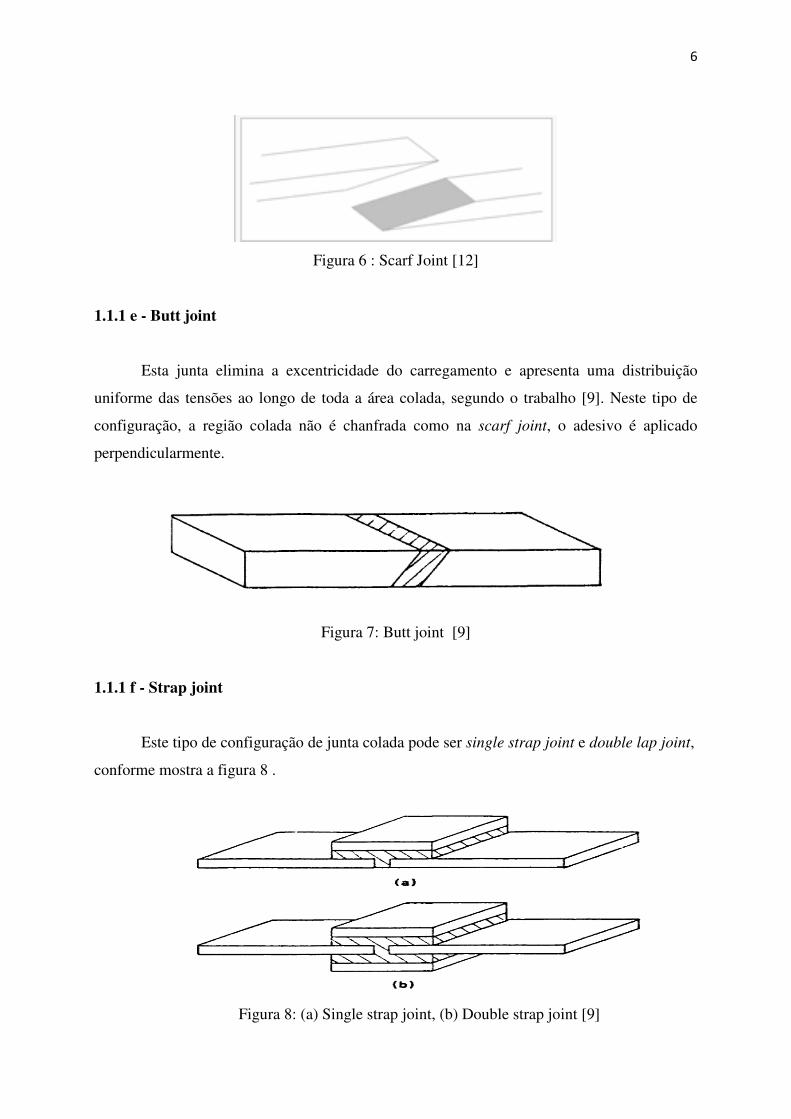
Figura 5: T-joint [11]
1.1.1 d - Scarf joint
Uma scarf joint ou junta chanfrada é um método de união de dois membros que
consiste em cortar de forma oposta os tapered ends ou extremidades, conforme mostra a
figura 6 . Este tipo de configuração é frequentemente usado na construção de barcos.
6
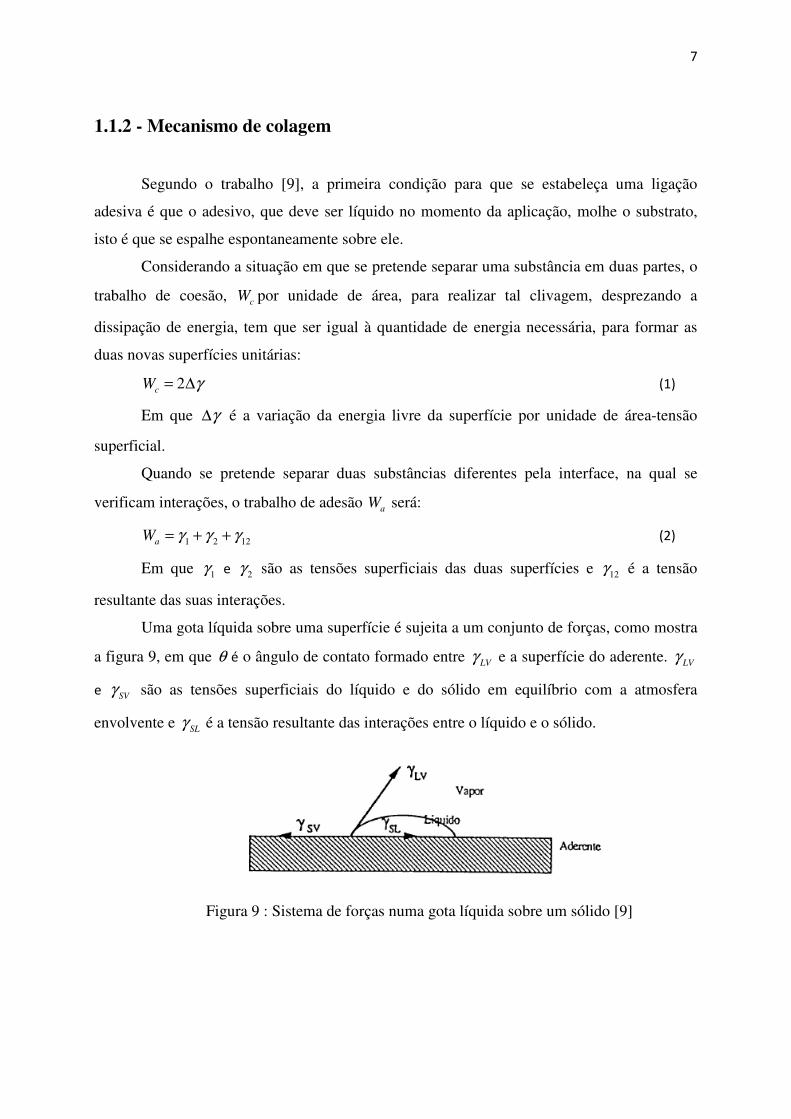
Figura 6 : Scarf Joint [12]
1.1.1 e - Butt joint
Esta junta elimina a excentricidade do carregamento e apresenta uma distribuição
uniforme das tensões ao longo de toda a área colada, segundo o trabalho [9]. Neste tipo de
configuração, a região colada não é chanfrada como na scarf joint, o adesivo é aplicado
perpendicularmente.
Figura 7: Butt joint [9]
1.1.1 f - Strap joint
Este tipo de configuração de junta colada pode ser single strap joint e double lap joint,
conforme mostra a figura 8 .
Figura 8: (a) Single strap joint, (b) Double strap joint [9]
7
1.1.2 - Mecanismo de colagem
Segundo o trabalho [9], a primeira condição para que se estabeleça uma ligação
adesiva é que o adesivo, que deve ser líquido no momento da aplicação, molhe o substrato,
isto é que se espalhe espontaneamente sobre ele.
Considerando a situação em que se pretende separar uma substância em duas partes, o
trabalho de coesão, cW por unidade de área, para realizar tal clivagem, desprezando a
dissipação de energia, tem que ser igual à quantidade de energia necessária, para formar as
duas novas superfícies unitárias:
2cW γ= ∆ (1)
Em que γ∆ é a variação da energia livre da superfície por unidade de área-tensão
superficial.
Quando se pretende separar duas substâncias diferentes pela interface, na qual se
verificam interações, o trabalho de adesão aW será:
1 2 12aW γ γ γ= + + (2)
Em que 1γ e 2γ são as tensões superficiais das duas superfícies e 12γ é a tensão
resultante das suas interações.
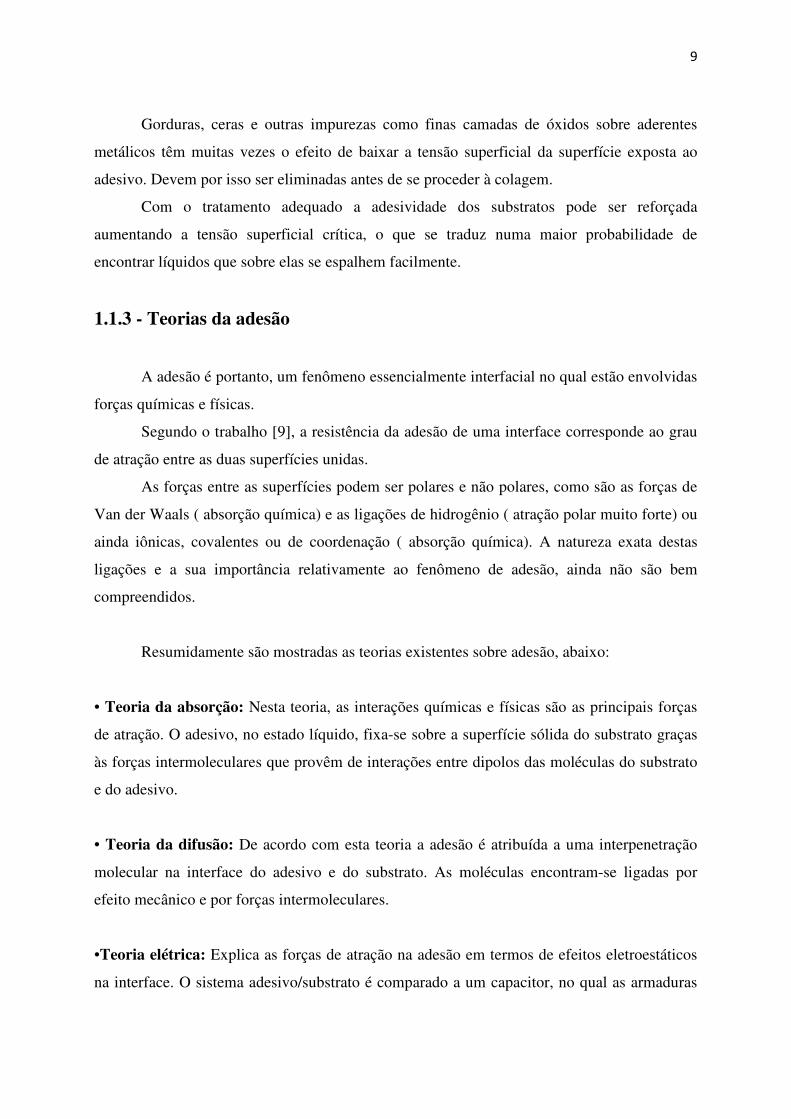
Uma gota líquida sobre uma superfície é sujeita a um conjunto de forças, como mostra
a figura 9, em que θ é o ângulo de contato formado entre LVγ e a superfície do aderente. LVγ
e SVγ são as tensões superficiais do líquido e do sólido em equilíbrio com a atmosfera
envolvente e SLγ é a tensão resultante das interações entre o líquido e o sólido.
Figura 9 : Sistema de forças numa gota líquida sobre um sólido [9]

8
A equação de Young-Dupré traduz o balanço dessas forças no equilíbrio:
cosLV SV SLγ θ γ γ= − (3)
O trabalho aW é então :
a LV SV SLW γ γ γ= + − (4)
E combinando as equações (3) e (4), tem-se:
(1 cos )a LVW γ θ= + (5)
Portanto aW é :
• Proporcional à tensão superficial do líquido e a cosθ
• Nunca é nulo, pois todos os líquidos tem tensão superficial
• É máximo quando 0θ = , sendo então igual ao trabalho de coesão do líquido
Para um líquido se espalhar sobre um sólido é necessário que o trabalho de coesão seja
inferior ao de adesão sobre o sólido. A diferença entre os dois a cS W W= − , define o
coeficiente de molhabilidade:
2LV SV SL LVS γ γ γ γ= + − − (6)
SV LV SLS γ γ γ= − − (7)
É definido empiricamente o conceito de tensão superficial crítica, cγ , definido como
o limite superior da tensão superficial do líquido para se espalhar espontaneamente sobre um
sólido determinado. Se e somente se LV cγ γ< é que se verifica a molhagem.
9
Gorduras, ceras e outras impurezas como finas camadas de óxidos sobre aderentes
metálicos têm muitas vezes o efeito de baixar a tensão superficial da superfície exposta ao
adesivo. Devem por isso ser eliminadas antes de se proceder à colagem.
Com o tratamento adequado a adesividade dos substratos pode ser reforçada
aumentando a tensão superficial crítica, o que se traduz numa maior probabilidade de
encontrar líquidos que sobre elas se espalhem facilmente.
1.1.3 - Teorias da adesão
A adesão é portanto, um fenômeno essencialmente interfacial no qual estão envolvidas
forças químicas e físicas.
Segundo o trabalho [9], a resistência da adesão de uma interface corresponde ao grau
de atração entre as duas superfícies unidas.
As forças entre as superfícies podem ser polares e não polares, como são as forças de
Van der Waals ( absorção química) e as ligações de hidrogênio ( atração polar muito forte) ou
ainda iônicas, covalentes ou de coordenação ( absorção química). A natureza exata destas
ligações e a sua importância relativamente ao fenômeno de adesão, ainda não são bem
compreendidos.
Resumidamente são mostradas as teorias existentes sobre adesão, abaixo:
• Teoria da absorção: Nesta teoria, as interações químicas e físicas são as principais forças
de atração. O adesivo, no estado líquido, fixa-se sobre a superfície sólida do substrato graças
às forças intermoleculares que provêm de interações entre dipolos das moléculas do substrato
e do adesivo.
• Teoria da difusão: De acordo com esta teoria a adesão é atribuída a uma interpenetração
molecular na interface do adesivo e do substrato. As moléculas encontram-se ligadas por
efeito mecânico e por forças intermoleculares.
•Teoria elétrica: Explica as forças de atração na adesão em termos de efeitos eletroestáticos
na interface. O sistema adesivo/substrato é comparado a um capacitor, no qual as armaduras
10
são as duas camadas elétricas formadas pelo contato dos dois substratos. A adesão resulta das
forças de atração desenvolvidas entre as duas armaduras.
•Teoria mecânica: O adesivo preenche as microcavidades da superfície ou infiltra-se nos
poros, se estes existirem. Na superfície ocorre ancoragem mecânica do adesivo.
•Teoria da Polaridade: Nesta teoria, obtêm-se juntas com boas características quando o
adesivo e o substrato são ambos polares ou não polares.
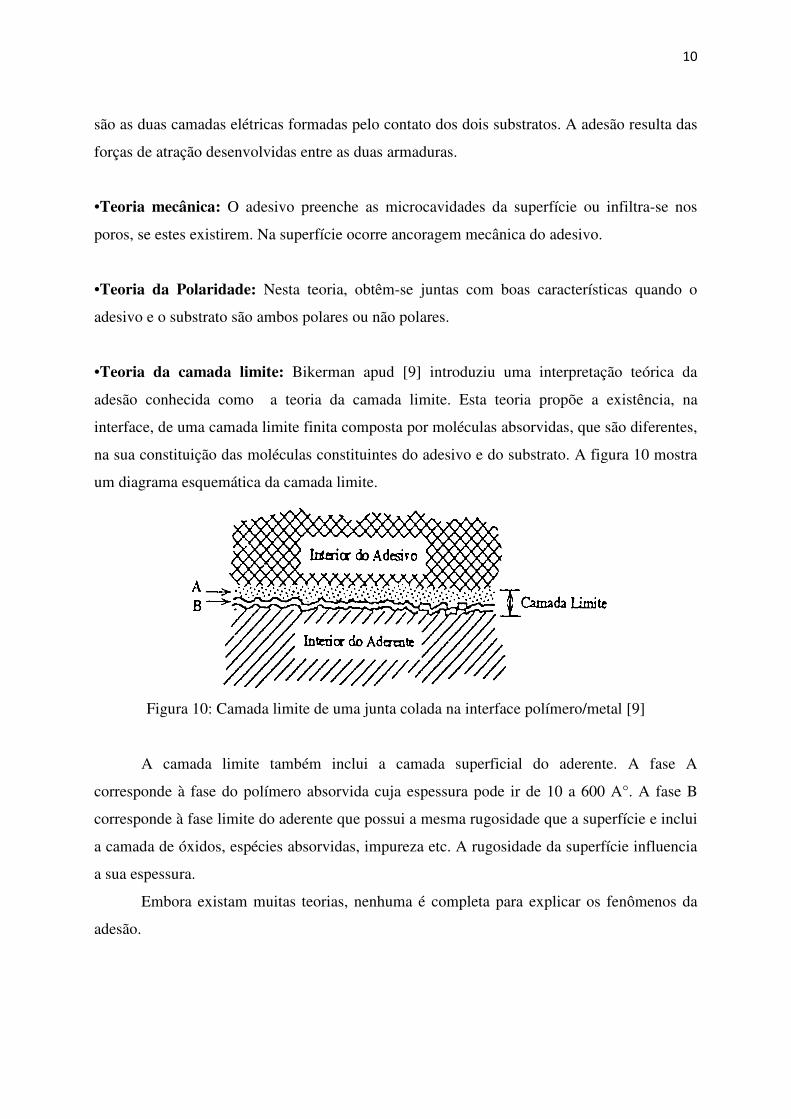
•Teoria da camada limite: Bikerman apud [9] introduziu uma interpretação teórica da
adesão conhecida como a teoria da camada limite. Esta teoria propõe a existência, na
interface, de uma camada limite finita composta por moléculas absorvidas, que são diferentes,
na sua constituição das moléculas constituintes do adesivo e do substrato. A figura 10 mostra
um diagrama esquemática da camada limite.
Figura 10: Camada limite de uma junta colada na interface polímero/metal [9]
A camada limite também inclui a camada superficial do aderente. A fase A
corresponde à fase do polímero absorvida cuja espessura pode ir de 10 a 600 A°. A fase B
corresponde à fase limite do aderente que possui a mesma rugosidade que a superfície e inclui
a camada de óxidos, espécies absorvidas, impureza etc. A rugosidade da superfície influencia
a sua espessura.
Embora existam muitas teorias, nenhuma é completa para explicar os fenômenos da
adesão.
11
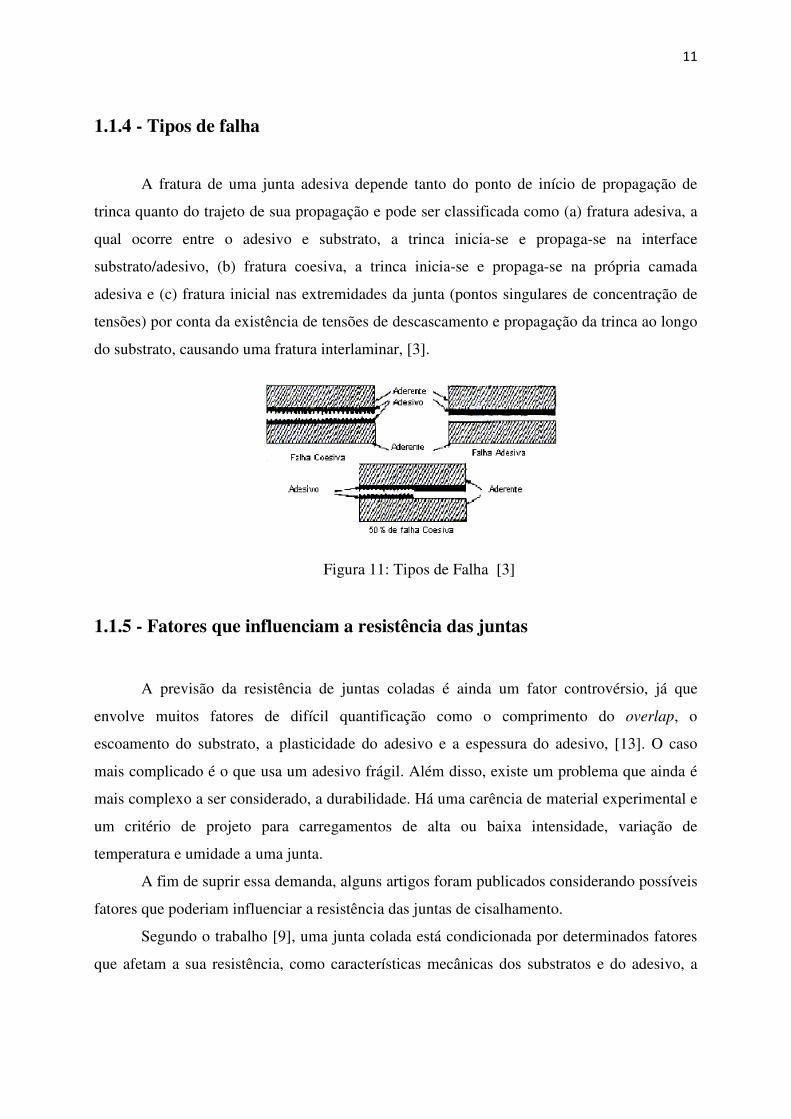
1.1.4 - Tipos de falha
A fratura de uma junta adesiva depende tanto do ponto de início de propagação de
trinca quanto do trajeto de sua propagação e pode ser classificada como (a) fratura adesiva, a
qual ocorre entre o adesivo e substrato, a trinca inicia-se e propaga-se na interface
substrato/adesivo, (b) fratura coesiva, a trinca inicia-se e propaga-se na própria camada
adesiva e (c) fratura inicial nas extremidades da junta (pontos singulares de concentração de
tensões) por conta da existência de tensões de descascamento e propagação da trinca ao longo
do substrato, causando uma fratura interlaminar, [3].
Figura 11: Tipos de Falha [3]
1.1.5 - Fatores que influenciam a resistência das juntas
A previsão da resistência de juntas coladas é ainda um fator controvérsio, já que
envolve muitos fatores de difícil quantificação como o comprimento do overlap, o
escoamento do substrato, a plasticidade do adesivo e a espessura do adesivo, [13]. O caso
mais complicado é o que usa um adesivo frágil. Além disso, existe um problema que ainda é
mais complexo a ser considerado, a durabilidade. Há uma carência de material experimental e
um critério de projeto para carregamentos de alta ou baixa intensidade, variação de
temperatura e umidade a uma junta.
A fim de suprir essa demanda, alguns artigos foram publicados considerando possíveis
fatores que poderiam influenciar a resistência das juntas de cisalhamento.
Segundo o trabalho [9], uma junta colada está condicionada por determinados fatores
que afetam a sua resistência, como características mecânicas dos substratos e do adesivo, a
12
geometria da junta, o tratamento superficial, as solicitações externas e as condições
ambientais.
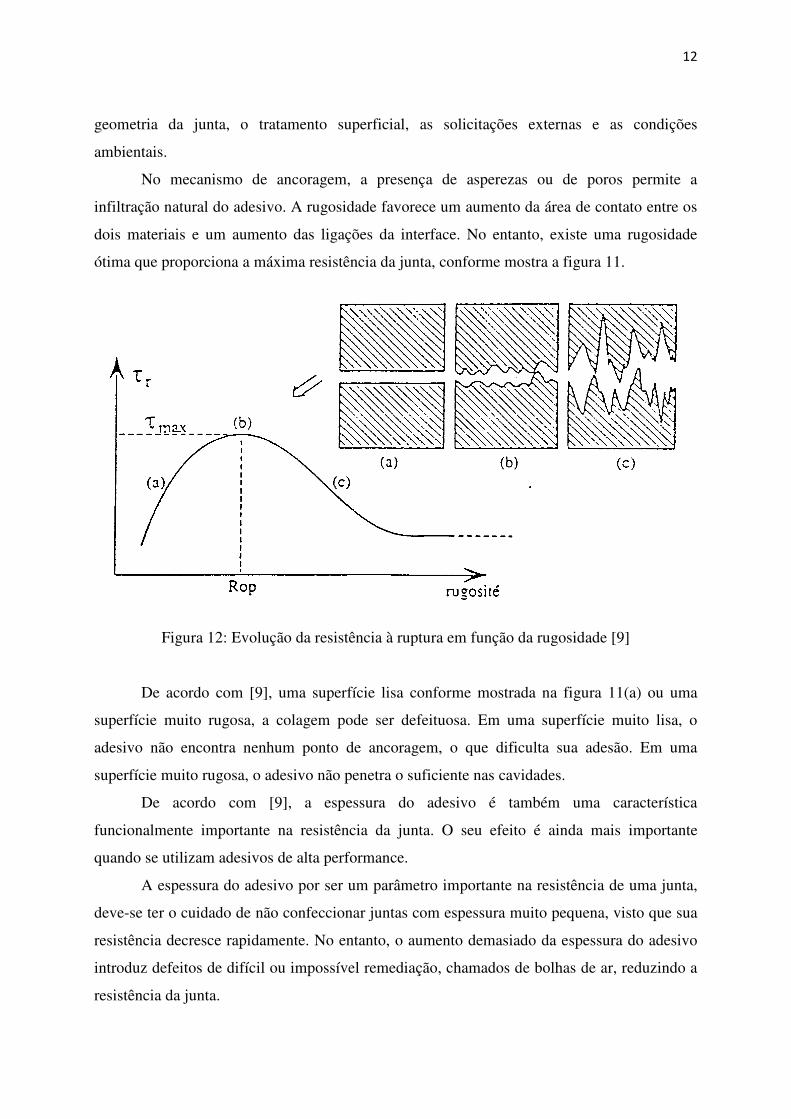
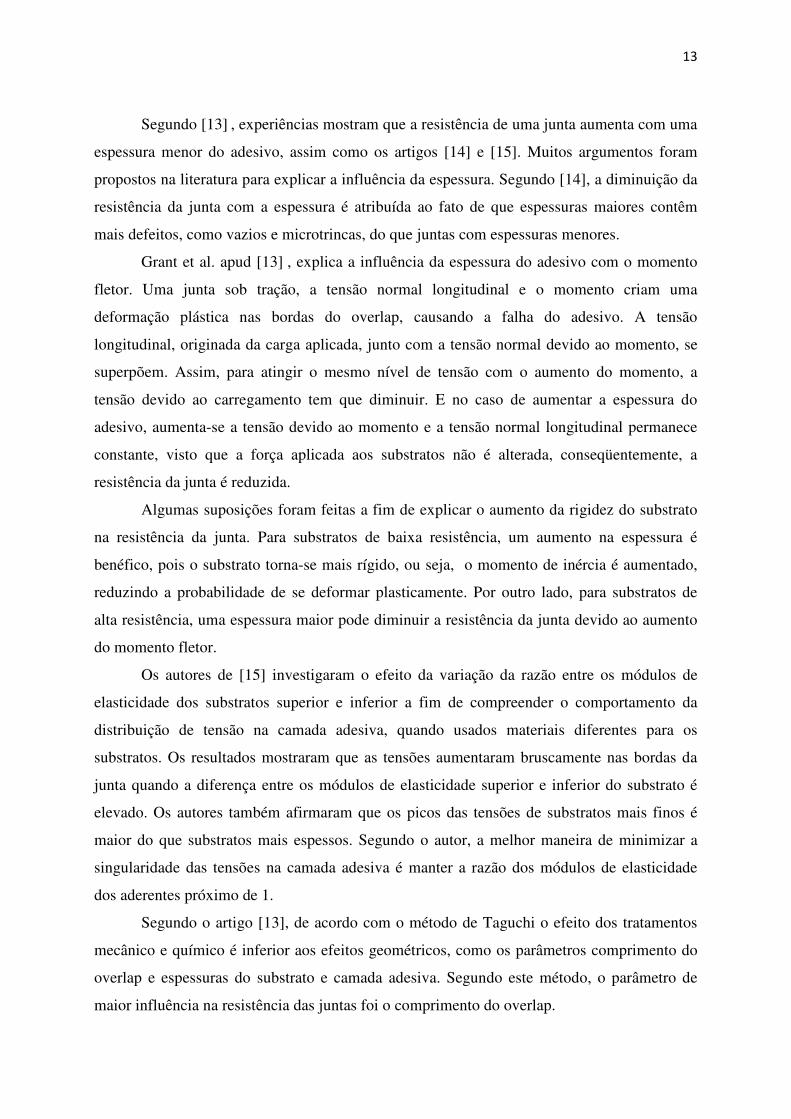
No mecanismo de ancoragem, a presença de asperezas ou de poros permite a
infiltração natural do adesivo. A rugosidade favorece um aumento da área de contato entre os
dois materiais e um aumento das ligações da interface. No entanto, existe uma rugosidade
ótima que proporciona a máxima resistência da junta, conforme mostra a figura 11.
Figura 12: Evolução da resistência à ruptura em função da rugosidade [9]
De acordo com [9], uma superfície lisa conforme mostrada na figura 11(a) ou uma
superfície muito rugosa, a colagem pode ser defeituosa. Em uma superfície muito lisa, o
adesivo não encontra nenhum ponto de ancoragem, o que dificulta sua adesão. Em uma
superfície muito rugosa, o adesivo não penetra o suficiente nas cavidades.
De acordo com [9], a espessura do adesivo é também uma característica
funcionalmente importante na resistência da junta. O seu efeito é ainda mais importante
quando se utilizam adesivos de alta performance.
A espessura do adesivo por ser um parâmetro importante na resistência de uma junta,
deve-se ter o cuidado de não confeccionar juntas com espessura muito pequena, visto que sua
resistência decresce rapidamente. No entanto, o aumento demasiado da espessura do adesivo
introduz defeitos de difícil ou impossível remediação, chamados de bolhas de ar, reduzindo a
resistência da junta.
13
Segundo [13] , experiências mostram que a resistência de uma junta aumenta com uma
espessura menor do adesivo, assim como os artigos [14] e [15]. Muitos argumentos foram
propostos na literatura para explicar a influência da espessura. Segundo [14], a diminuição da
resistência da junta com a espessura é atribuída ao fato de que espessuras maiores contêm
mais defeitos, como vazios e microtrincas, do que juntas com espessuras menores.
Grant et al. apud [13] , explica a influência da espessura do adesivo com o momento
fletor. Uma junta sob tração, a tensão normal longitudinal e o momento criam uma
deformação plástica nas bordas do overlap, causando a falha do adesivo. A tensão
longitudinal, originada da carga aplicada, junto com a tensão normal devido ao momento, se
superpõem. Assim, para atingir o mesmo nível de tensão com o aumento do momento, a
tensão devido ao carregamento tem que diminuir. E no caso de aumentar a espessura do
adesivo, aumenta-se a tensão devido ao momento e a tensão normal longitudinal permanece
constante, visto que a força aplicada aos substratos não é alterada, conseqüentemente, a
resistência da junta é reduzida.
Algumas suposições foram feitas a fim de explicar o aumento da rigidez do substrato
na resistência da junta. Para substratos de baixa resistência, um aumento na espessura é
benéfico, pois o substrato torna-se mais rígido, ou seja, o momento de inércia é aumentado,
reduzindo a probabilidade de se deformar plasticamente. Por outro lado, para substratos de
alta resistência, uma espessura maior pode diminuir a resistência da junta devido ao aumento
do momento fletor.
Os autores de [15] investigaram o efeito da variação da razão entre os módulos de
elasticidade dos substratos superior e inferior a fim de compreender o comportamento da
distribuição de tensão na camada adesiva, quando usados materiais diferentes para os
substratos. Os resultados mostraram que as tensões aumentaram bruscamente nas bordas da
junta quando a diferença entre os módulos de elasticidade superior e inferior do substrato é
elevado. Os autores também afirmaram que os picos das tensões de substratos mais finos é
maior do que substratos mais espessos. Segundo o autor, a melhor maneira de minimizar a
singularidade das tensões na camada adesiva é manter a razão dos módulos de elasticidade
dos aderentes próximo de 1.
Segundo o artigo [13], de acordo com o método de Taguchi o efeito dos tratamentos
mecânico e químico é inferior aos efeitos geométricos, como os parâmetros comprimento do
overlap e espessuras do substrato e camada adesiva. Segundo este método, o parâmetro de
maior influência na resistência das juntas foi o comprimento do overlap.
14
Em relação a tratamentos químicos, segundo a referência [17], o uso de silano
orgânico cresceu após a pressão feita por governos para proibir o uso de substâncias químicas
tóxicas na confecção de juntas coladas. Segundo os autores, o uso de silano orgânico tem
promovido um aumento na durabilidade em juntas de alumínio coladas adesivamente. Em seu
trabalho foi avaliado a influência de fatores como concentração da solução, pH e tempo de
hidrólise.
Os experimentos foram realizados com uma faixa de concentração de silano de 0,1 a
12%, com um pH 5. Os resultados mostraram que juntas preparadas com silano nestas
concentrações revelaram a importância desta na durabilidade das juntas. Foi observado que
neste pH, as concentrações de 0,5% e 1% proporcionaram a melhor durabilidade. Embora as
concentrações de silano em valores mais altos e mais baixos que estes terem promovido um
menor aumento da durabilidade, ainda assim indicaram um aumento na durabilidade superior
que as juntas jateadas e limpas.
A variação do pH na durabilidade das juntas também foi avaliada, cuja faixa utilizada
foi pH 3 à 11. Foi verificado que todas as soluções de silano com diferentes pH apresentaram
uma durabilidade maior que as juntas simplesmente jateadas. Adicionalmente, o pH que
proporcionou a maior durabilidade foi pH 5, enquanto que o pH 7 promoveu a pior
durabilidade dentre as demais.
Segundo [5], a performance de juntas adesivas está fortemente associada com as
características da resina contida no adesiva, a interação substrato/adesivo, a variabilidade
dessas características durante o tempo ( envelhecimento) e a mudança das condições
ambientais. Após a aplicação do adesivo, a cura da resina começa ocorrer, assim a viscosidade
aumenta exponencialmente até o adesivo tornar-se sólido, estabilizando as propriedades
mecânicas.
Para avaliar a relação entre as propriedades mecânicas da junta colada e o tempo de
cura, o autor utilizou duas resinas diferentes, que são usualmente empregadas na indústria
naval.
A descrição das resinas utilizadas é mostrada na tabela 1.
Tabela 1: Descrição das resinas utilizadas, [5]
15
A resina A é uma resina reforçada com fibras curtas enquanto que a resina B é uma
resina de poliuretano acrílico insaturada.
De acordo com [5], ficou evidenciado a redução do tempo de cura com o aumento da
temperatura, visto que os valores da viscosidade de ambas as resinas elevaram-se quando
utilizado um patamar de temperatura maior.
Segundo os autores ficou evidenciado que a resina A apresenta uma resistência
mecânica muito elevada e alta viscosidade acompanhada por baixo tempo de cura. No
entanto, estas últimas propriedades reduzem a adesão, produzindo juntas com baixa
performance mecânica. Já a resina B apresenta propriedades mecânicas menores do que a
resina A, no entanto sua boa trabalhabilidade (tempo de cura elevado e baixa viscosidade) é
capaz de produzir juntas com uma resistência maior.
O uso de ambos as resinas pode ser pensado; a resina A pode ser aplicada em um
trabalho secundário de acabamento ou em reparos e a resina B pode ser empregada para colar
estruturas com grande área.
1.1.6 - Uso de geometria spew nos finais do overlap
Embora juntas coladas sejam os principais meios de transferência de forças em
estruturas aeroespaciais e marinhas, elas tem um potencial para falhar devido à presença de
descontinuidades geométricas e de materiais que causam alta concentração de tensão nos
finais da junta. Portanto, a redução da concentração de tensão ao longo das bordas do adesivo
é de suma importância para prevenir uma falha prematura da juntam segundo [19].
Para amenizar esse problema, durante a confecção destas juntas tem sido utilizado
diferentes configurações de geometria spew.
De acordo com [20], a geometria spew é definida como sendo a porção de adesivo que
extrapola o overlap e apresenta uma forma definida após a montagem dos substratos. De
acordo com os autores, a presença de spews pode reduzir os picos de tensão, e portanto
aumentar a resistência da junta. Esta redução, contudo, não se deve apenas a presença do
spew, mas também se deve à forma e o tamanho do deste. Oito diferentes tipos de geometrias
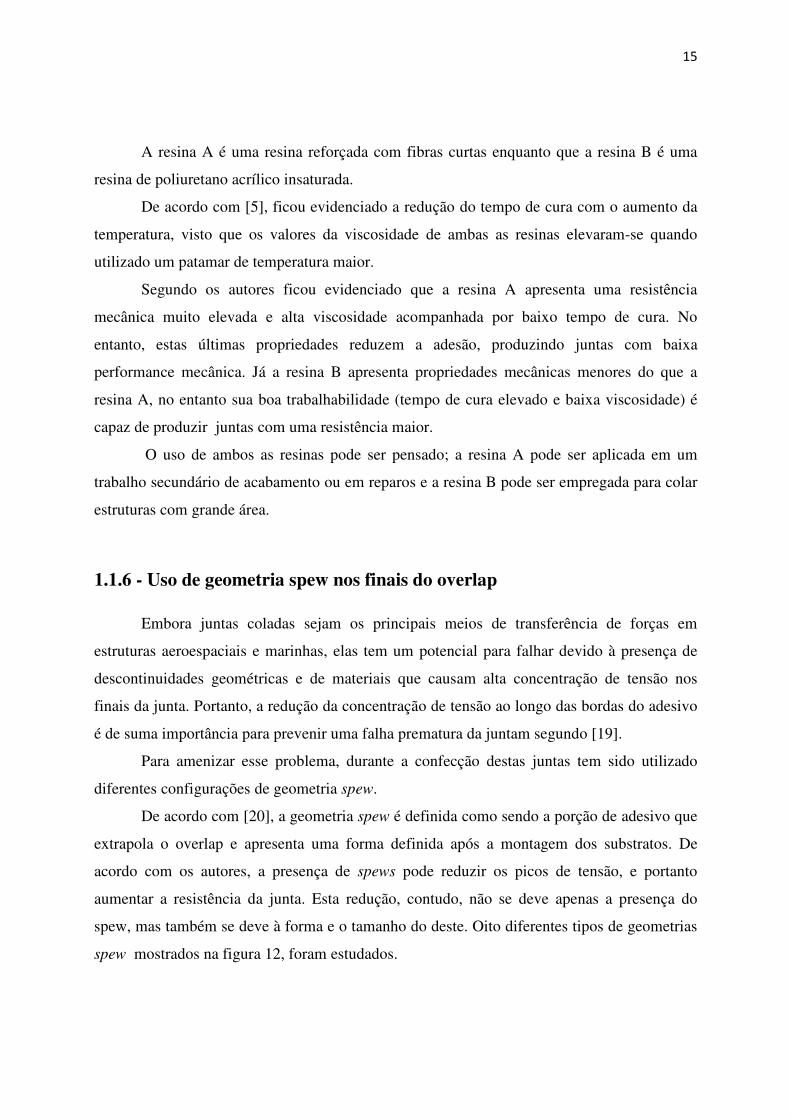
spew mostrados na figura 12, foram estudados.
16
Figura 13 : Geometrias spew em juntas de cisalhamento [20]
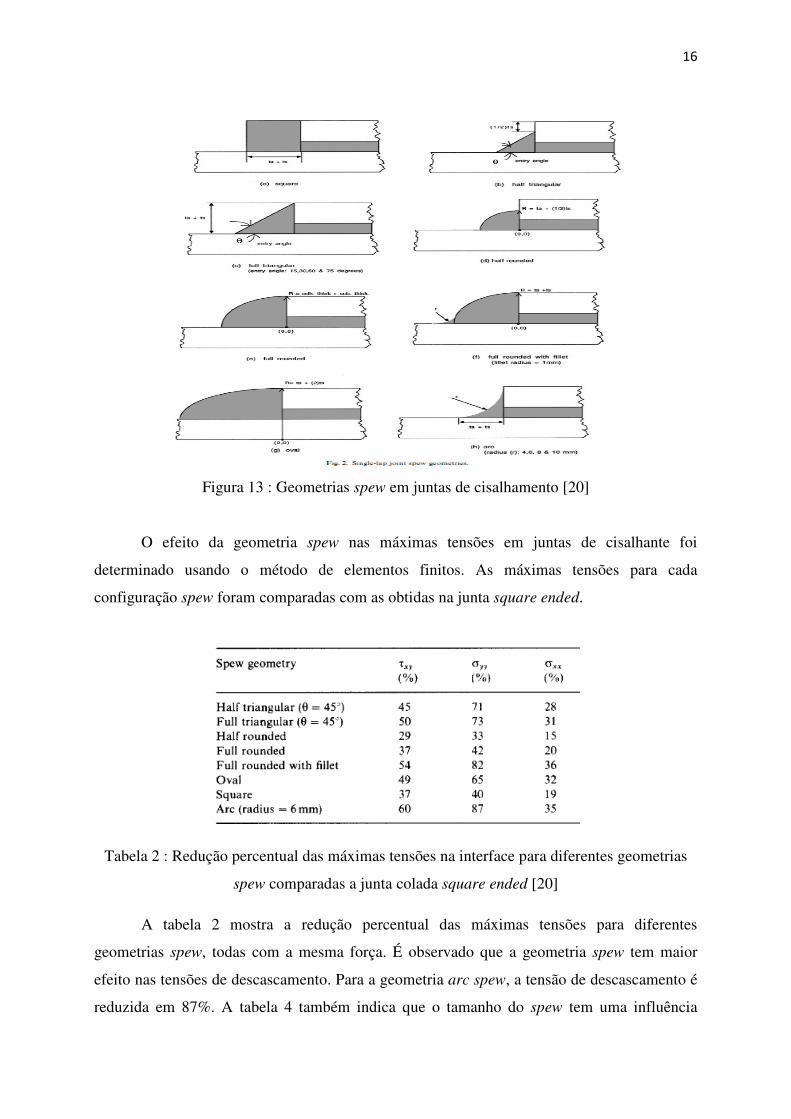
O efeito da geometria spew nas máximas tensões em juntas de cisalhante foi
determinado usando o método de elementos finitos. As máximas tensões para cada
configuração spew foram comparadas com as obtidas na junta square ended.
Tabela 2 : Redução percentual das máximas tensões na interface para diferentes geometrias
spew comparadas a junta colada square ended [20]
A tabela 2 mostra a redução percentual das máximas tensões para diferentes
geometrias spew, todas com a mesma força. É observado que a geometria spew tem maior
efeito nas tensões de descascamento. Para a geometria arc spew, a tensão de descascamento é
reduzida em 87%. A tabela 4 também indica que o tamanho do spew tem uma influência
17
considerável na redução das máximas tensões. Comparando as configurações half e full, é
observado que para geometrias triangulares com o mesmo ângulo de entrada, um spew maior
causa uma maior redução das tensões. Da mesma forma para geometrias rounded, um
aumento do tamanho do spew também causa uma maior redução das tensões.
Também pode ser observado que a forma da geometria spew reduz a magnitude das
tensões máximas nas juntas de cisalhamento. Por exemplo, para o full triangular spew xyτ ,
yyσ e xx
σ são reduzidos em 50, 73 e 28%, respectivamente, enquanto para o full rounded spew
a redução percentual é menor, 37, 42 e 20%, respectivamente. Adicionando um filete a
geometria full rounded spew, a redução de yyσ e xx
σ é quase dobrada, enquanto a redução de
xyτ é elevada de 37% para 54%.
Arc spew, contudo, é a configuração que apresenta o maior percentual de redução das
tensões máximas. Um fato interessante a ser notado é que tanto a geometria na forma de arco
quanto na forma triangular são as que apresentam os menores picos de tensão, mesmo tendo
uma menor quantidade de adesivo na região spew. Isto mostra que não é a quantidade de
adesivo que comanda a redução das tensões, mas sim a forma desta região.
A redução das tensões pode ser atribuída a forma como o spew entra ou se fixa no final
do substrato. Rounded spews têm elevados picos de tensões, devido ao ângulo que fixam-se
ao substrato, o qual é 90°, enquanto as geometrias triangular e arc fixam-se com um ângulo
de entrada muito menor.
Comparando as geometrias spew que tem o mesmo ângulo de entrada como a square e
full rounded, é observado que o square spew tem uma quantidade maior de adesivo, mas tem
aproximadamente a mesma redução percentual das tensões. Tal fato pode ser explicado pela
transição mais suave entre o adesivo e o substrato proporcionada por ângulos de entrada
menores.
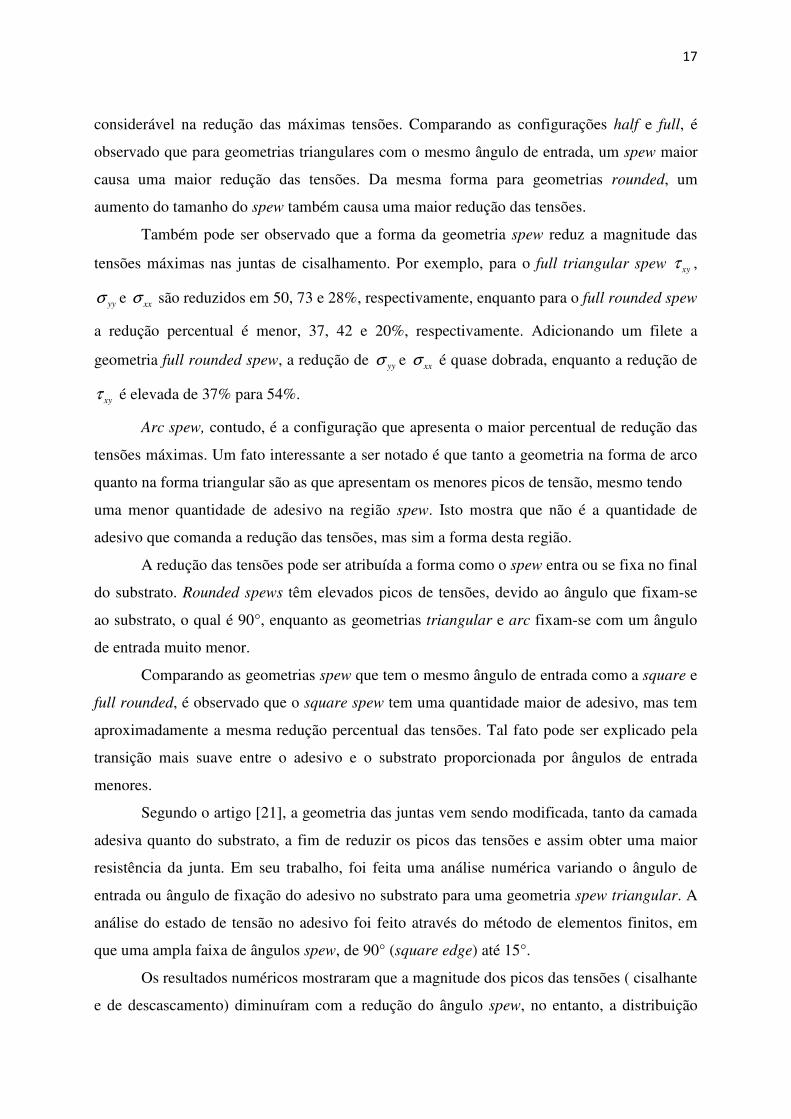
Segundo o artigo [21], a geometria das juntas vem sendo modificada, tanto da camada
adesiva quanto do substrato, a fim de reduzir os picos das tensões e assim obter uma maior
resistência da junta. Em seu trabalho, foi feita uma análise numérica variando o ângulo de
entrada ou ângulo de fixação do adesivo no substrato para uma geometria spew triangular. A
análise do estado de tensão no adesivo foi feito através do método de elementos finitos, em
que uma ampla faixa de ângulos spew, de 90° (square edge) até 15°.
Os resultados numéricos mostraram que a magnitude dos picos das tensões ( cisalhante
e de descascamento) diminuíram com a redução do ângulo spew, no entanto, a distribuição
18
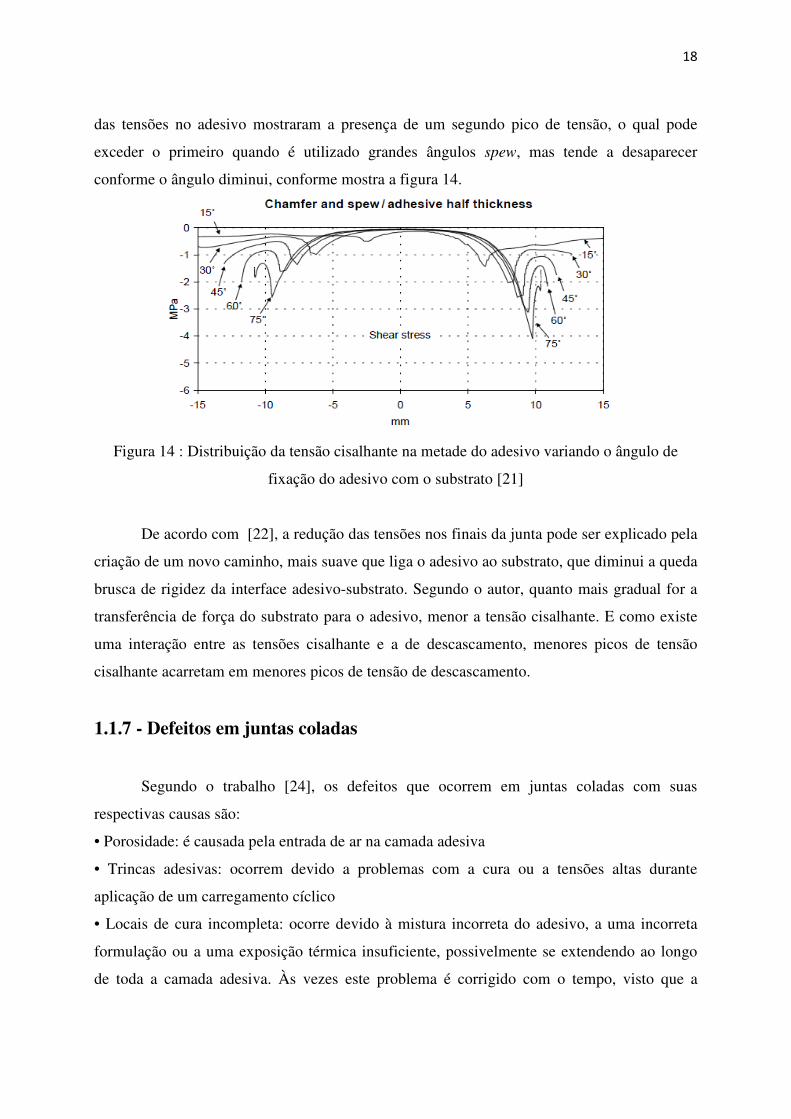
das tensões no adesivo mostraram a presença de um segundo pico de tensão, o qual pode
exceder o primeiro quando é utilizado grandes ângulos spew, mas tende a desaparecer
conforme o ângulo diminui, conforme mostra a figura 14.
Figura 14 : Distribuição da tensão cisalhante na metade do adesivo variando o ângulo de
fixação do adesivo com o substrato [21]
De acordo com [22], a redução das tensões nos finais da junta pode ser explicado pela
criação de um novo caminho, mais suave que liga o adesivo ao substrato, que diminui a queda
brusca de rigidez da interface adesivo-substrato. Segundo o autor, quanto mais gradual for a
transferência de força do substrato para o adesivo, menor a tensão cisalhante. E como existe
uma interação entre as tensões cisalhante e a de descascamento, menores picos de tensão
cisalhante acarretam em menores picos de tensão de descascamento.
1.1.7 - Defeitos em juntas coladas
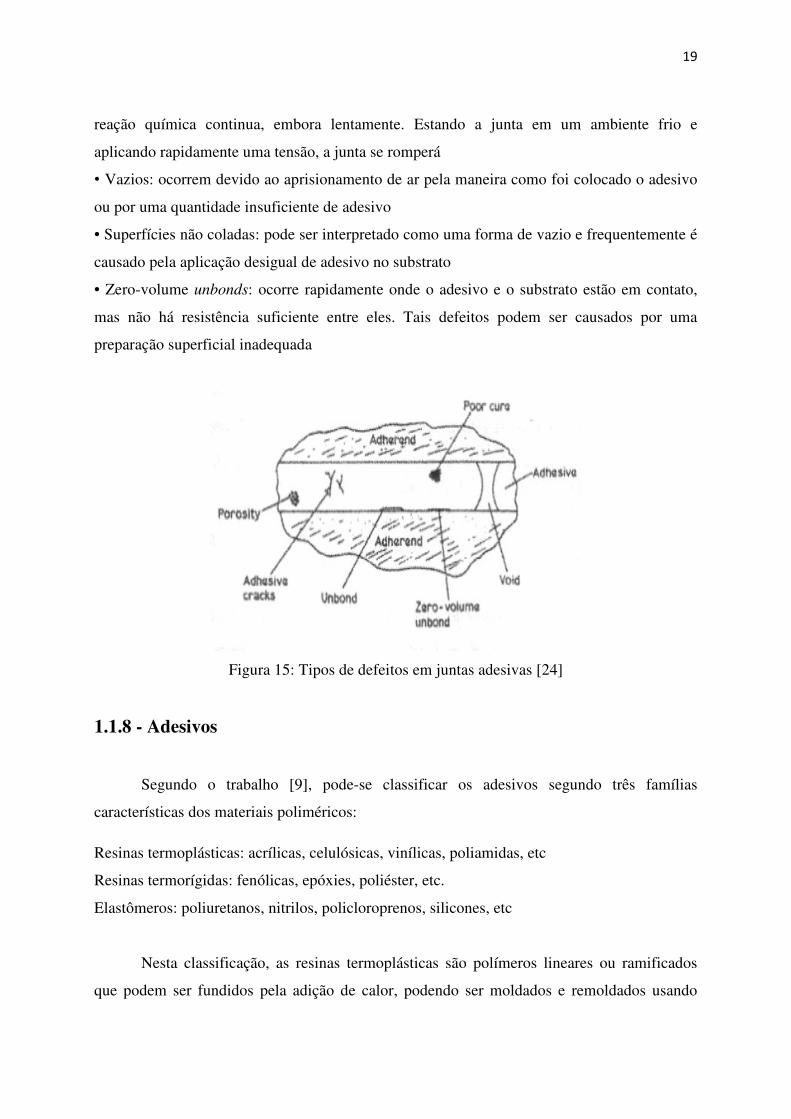
Segundo o trabalho [24], os defeitos que ocorrem em juntas coladas com suas
respectivas causas são:
• Porosidade: é causada pela entrada de ar na camada adesiva
• Trincas adesivas: ocorrem devido a problemas com a cura ou a tensões altas durante
aplicação de um carregamento cíclico
• Locais de cura incompleta: ocorre devido à mistura incorreta do adesivo, a uma incorreta
formulação ou a uma exposição térmica insuficiente, possivelmente se extendendo ao longo
de toda a camada adesiva. Às vezes este problema é corrigido com o tempo, visto que a
19
reação química continua, embora lentamente. Estando a junta em um ambiente frio e
aplicando rapidamente uma tensão, a junta se romperá
• Vazios: ocorrem devido ao aprisionamento de ar pela maneira como foi colocado o adesivo
ou por uma quantidade insuficiente de adesivo
• Superfícies não coladas: pode ser interpretado como uma forma de vazio e frequentemente é
causado pela aplicação desigual de adesivo no substrato
• Zero-volume unbonds: ocorre rapidamente onde o adesivo e o substrato estão em contato,
mas não há resistência suficiente entre eles. Tais defeitos podem ser causados por uma
preparação superficial inadequada
Figura 15: Tipos de defeitos em juntas adesivas [24]
1.1.8 - Adesivos
Segundo o trabalho [9], pode-se classificar os adesivos segundo três famílias
características dos materiais poliméricos:
Resinas termoplásticas: acrílicas, celulósicas, vinílicas, poliamidas, etc
Resinas termorígidas: fenólicas, epóxies, poliéster, etc.
Elastômeros: poliuretanos, nitrilos, policloroprenos, silicones, etc
Nesta classificação, as resinas termoplásticas são polímeros lineares ou ramificados
que podem ser fundidos pela adição de calor, podendo ser moldados e remoldados usando
20
técnicas convencionais, permitindo uma fácil deposição das juntas a serem coladas. As resinas
termoplásticas ainda podem ser subdivididas em dois grandes grupos diferentes: os materiais
cristalinos que cristalizam ao serem resfriados e os materiais amorfos que não cristalizam ao
resfriar e que são, normalmente, usados como polímeros vítreos. Essa capacidade de
cristalizar depende de vários fatores tais como: o grau de ramificação e a regularidade das
moléculas.
As resinas termorígidas são polímeros largamente reticulados ( pontos de ligação entre
cadeias de moléculas) possuindo normalmente uma grande rigidez após a sua polimerização.
São constituídas por uma densa rede molecular tridimensional com um grau de reticulação
bastante grande, e quando sujeitas à aplicação de calor excessivo, degradam-se ao invés de
fundirem-se.
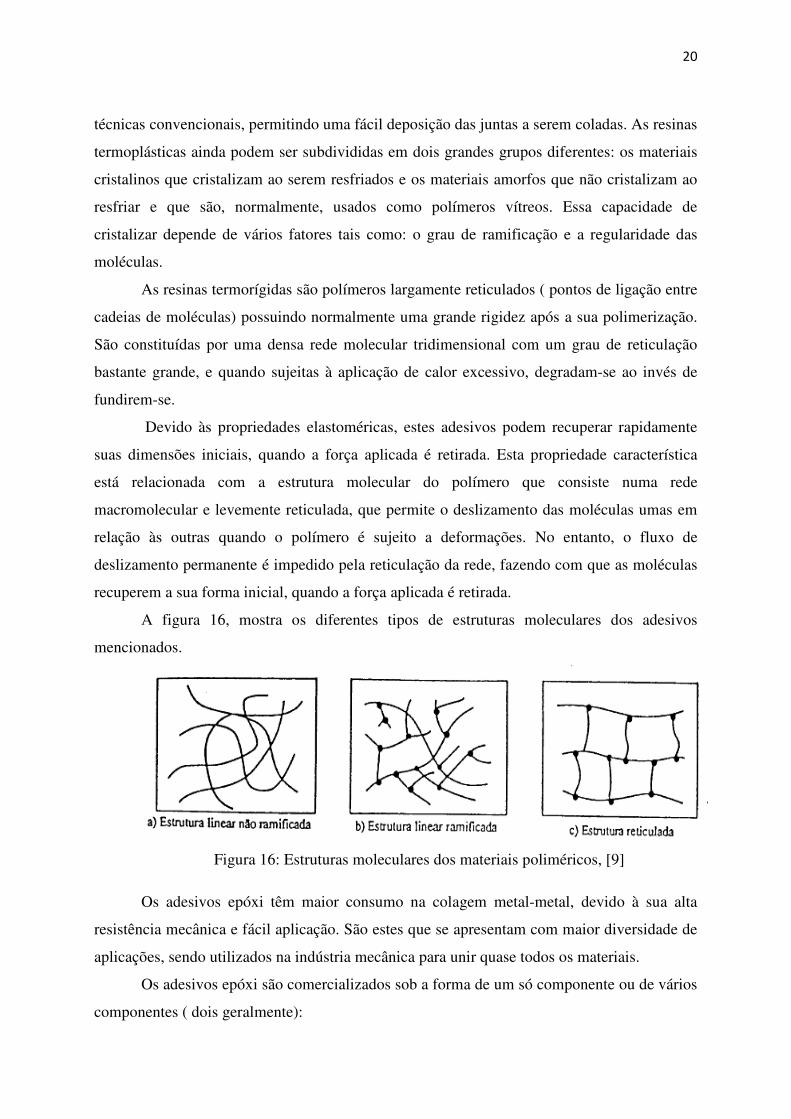
Devido às propriedades elastoméricas, estes adesivos podem recuperar rapidamente
suas dimensões iniciais, quando a força aplicada é retirada. Esta propriedade característica
está relacionada com a estrutura molecular do polímero que consiste numa rede
macromolecular e levemente reticulada, que permite o deslizamento das moléculas umas em
relação às outras quando o polímero é sujeito a deformações. No entanto, o fluxo de
deslizamento permanente é impedido pela reticulação da rede, fazendo com que as moléculas
recuperem a sua forma inicial, quando a força aplicada é retirada.
A figura 16, mostra os diferentes tipos de estruturas moleculares dos adesivos
mencionados.
Figura 16: Estruturas moleculares dos materiais poliméricos, [9]
Os adesivos epóxi têm maior consumo na colagem metal-metal, devido à sua alta
resistência mecânica e fácil aplicação. São estes que se apresentam com maior diversidade de
aplicações, sendo utilizados na indústria mecânica para unir quase todos os materiais.
Os adesivos epóxi são comercializados sob a forma de um só componente ou de vários
componentes ( dois geralmente):
21
• Um só componente ( resina e endurecedor no mesmo componente); líquidos,
pastosos (gel), pós etc
• Dois componentes ou mais componentes ( o endurecedor é separado); pastoso (gel)
ou líquido
A resistência mecânica destes adesivos, geralmente não é afetada por temperaturas
inferiores a 80°C, sendo algumas resinas comercializadas para serem usadas em aplicações a
temperaturas de serviço próximas a 150°C.
O grande sucesso dos adesivos epóxi deve-se as excelentes propriedades destas
resinas:
• boa resistência mecânica ;
• boas propriedades elétricas e térmicas;
• excelente dureza e resistência química;
• ótima adesão a metais e outros substratos;
• possibilidade de cura rápida ou lenta numa grande faixa de temperatura;
• ausência de água ou de outros produtos voláteis durante a reação de cura;
• baixo grau de encolhimento durante a cura e boas propriedades de molhabilidade;
sobre o substrato ( grau de espalhamento no adesivo)
A grande variedade de adesivos epóxi diferem nas formulações, ou seja, diferem nos
pré-polímeros de epóxi, nos aditivos e nos agentes de cura. Cada uma das formulações exibe
propriedades distintas, as quais variam a razão resina-epóxi/agente de cura, induzindo na
estrutura resultante níveis de reticulação e rigidez diferente.
1.1.9 – Viscoelasticidade
O comportamento mecânico dos materiais pode ser dividido em dois grandes grupos,
um independente do tempo e outro dependente do tempo. No entanto, nesta seção será apenas
discutido o comportamento de materiais dependentes do tempo.
Segundo [25], os materiais viscoelásticos caracterizam-se por apresentarem uma
resposta de deformação em função do tempo para uma determinada tensão aplicada, e por este
motivo são conhecidos como materiais dependentes do tempo. A denominação
viscoelasticidade aplica-se aos materiais que apresentam um comportamento elástico, através
de uma deformação imediata, combinado com o comportamento viscoso, que se apresenta ao
longo do tempo para uma tensão constante aplicada.
22
A resposta viscoelástica de um material é afetada por variáveis como temperatura, taxa
de deformação, tensão e meio ambiente. Esta resposta pode ser divida em três grupos:
fluência ou deformação lenta, relaxação e reversibilidade.
A fluência caracteriza-se pelo acréscimo da deformação em função do tempo para uma
tensão constante, a relaxação pela variação da tensão em função do tempo para uma
deformação constante e a reversibilidade pela tentativa de recuperação das deformações após
retirada a tensão aplicada.
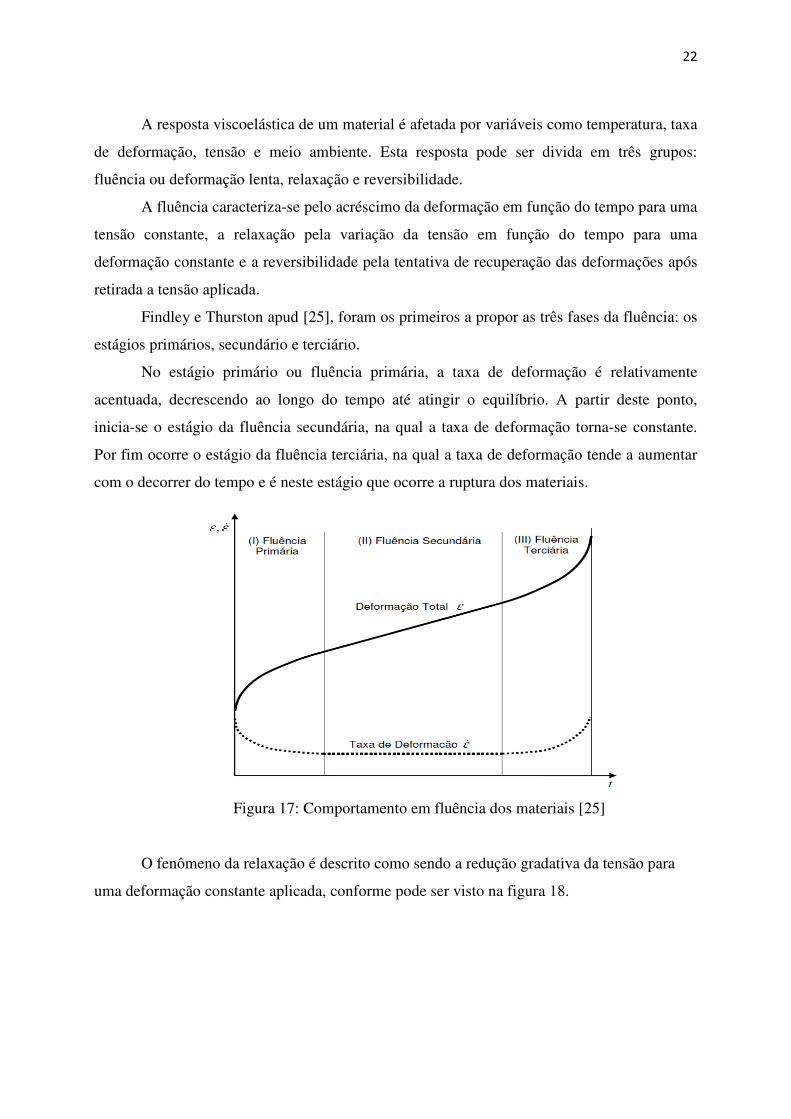
Findley e Thurston apud [25], foram os primeiros a propor as três fases da fluência: os
estágios primários, secundário e terciário.
No estágio primário ou fluência primária, a taxa de deformação é relativamente
acentuada, decrescendo ao longo do tempo até atingir o equilíbrio. A partir deste ponto,
inicia-se o estágio da fluência secundária, na qual a taxa de deformação torna-se constante.
Por fim ocorre o estágio da fluência terciária, na qual a taxa de deformação tende a aumentar
com o decorrer do tempo e é neste estágio que ocorre a ruptura dos materiais.
Figura 17: Comportamento em fluência dos materiais [25]
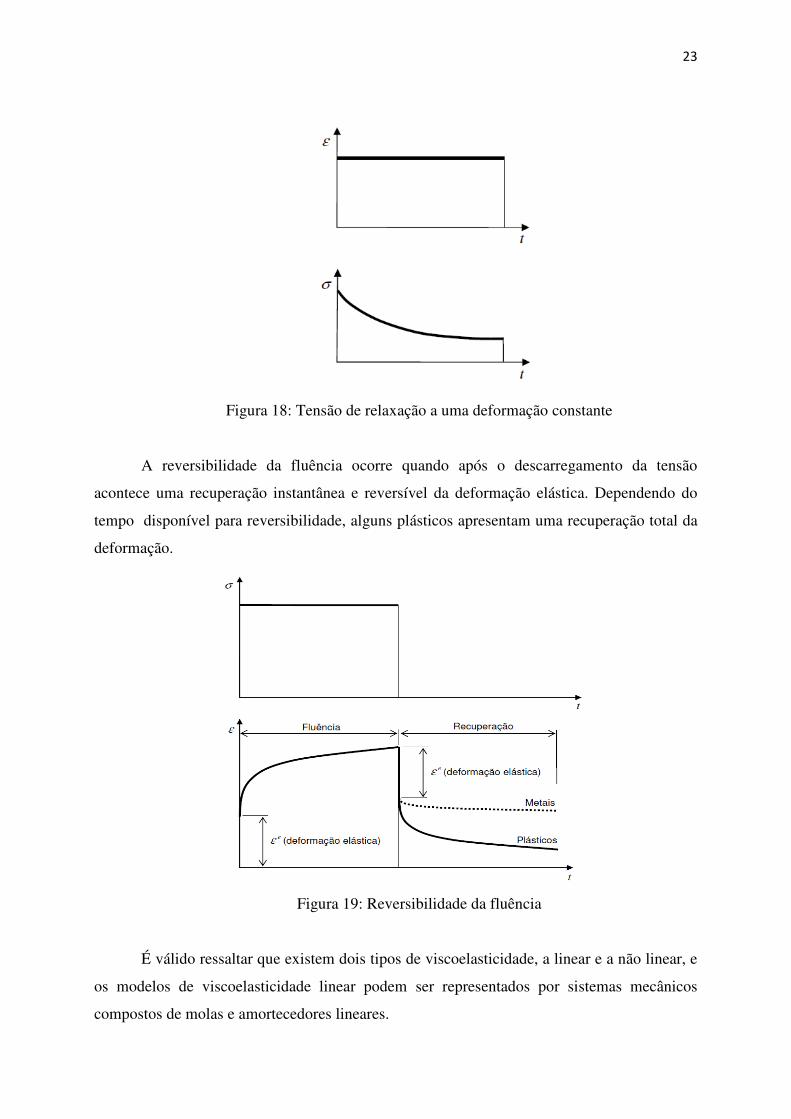
O fenômeno da relaxação é descrito como sendo a redução gradativa da tensão para
uma deformação constante aplicada, conforme pode ser visto na figura 18.
23
Figura 18: Tensão de relaxação a uma deformação constante
A reversibilidade da fluência ocorre quando após o descarregamento da tensão
acontece uma recuperação instantânea e reversível da deformação elástica. Dependendo do
tempo disponível para reversibilidade, alguns plásticos apresentam uma recuperação total da
deformação.
Figura 19: Reversibilidade da fluência
É válido ressaltar que existem dois tipos de viscoelasticidade, a linear e a não linear, e
os modelos de viscoelasticidade linear podem ser representados por sistemas mecânicos
compostos de molas e amortecedores lineares.
24
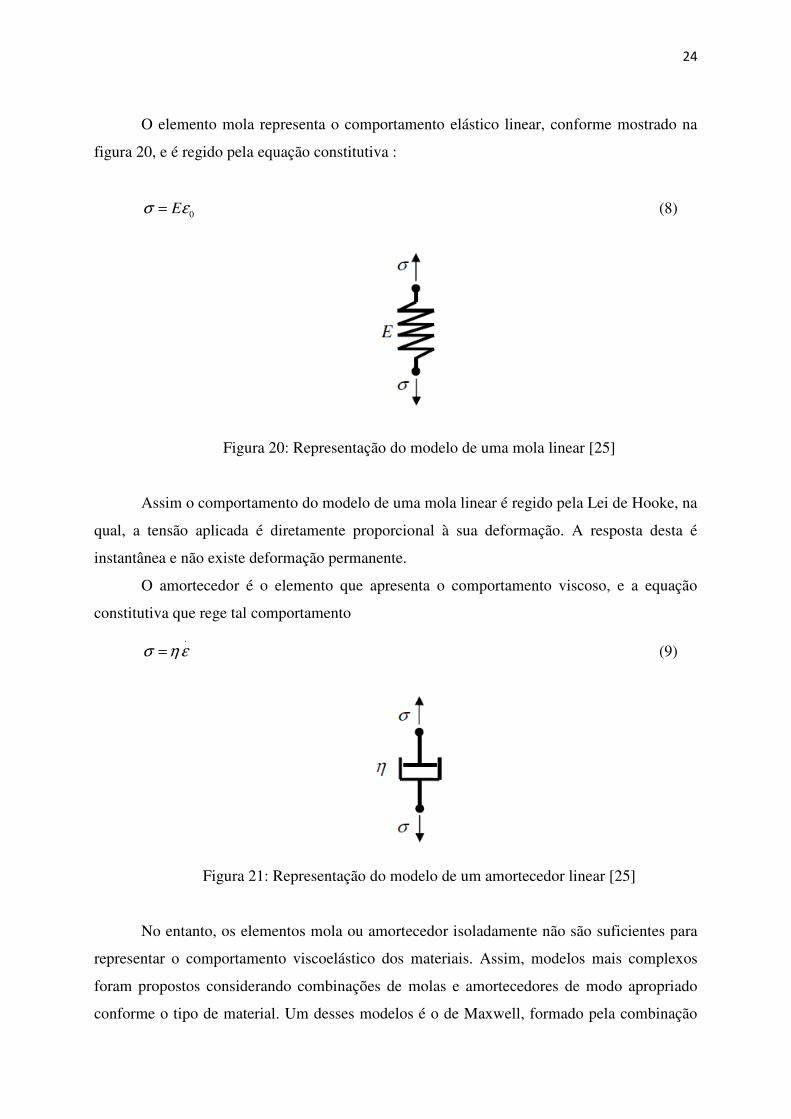
O elemento mola representa o comportamento elástico linear, conforme mostrado na
figura 20, e é regido pela equação constitutiva :
0Eσ ε= (8)
Figura 20: Representação do modelo de uma mola linear [25]
Assim o comportamento do modelo de uma mola linear é regido pela Lei de Hooke, na
qual, a tensão aplicada é diretamente proporcional à sua deformação. A resposta desta é
instantânea e não existe deformação permanente.
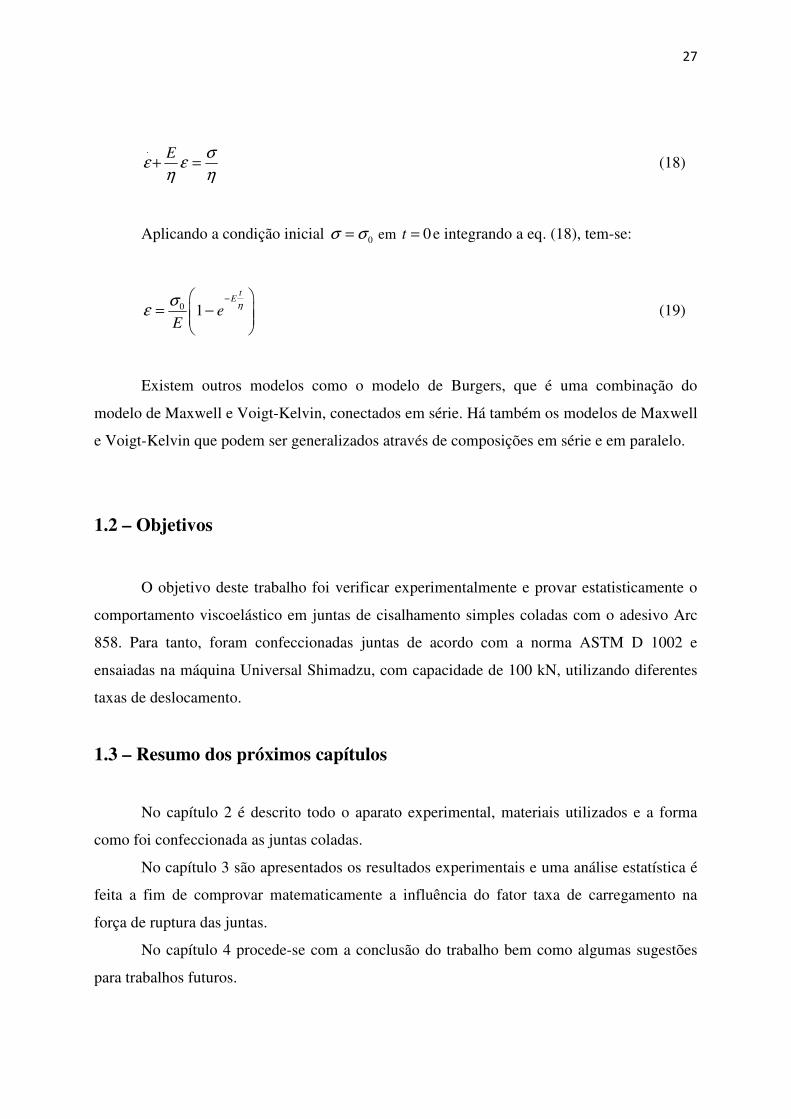
O amortecedor é o elemento que apresenta o comportamento viscoso, e a equação
constitutiva que rege tal comportamento
.
σ η ε= (9)
Figura 21: Representação do modelo de um amortecedor linear [25]
No entanto, os elementos mola ou amortecedor isoladamente não são suficientes para
representar o comportamento viscoelástico dos materiais. Assim, modelos mais complexos
foram propostos considerando combinações de molas e amortecedores de modo apropriado
conforme o tipo de material. Um desses modelos é o de Maxwell, formado pela combinação

25
em série de uma mola linear e um amortecedor viscoso linear, desprezando os efeitos inerciais
de massa.
Figura 22: Representação do modelo de Maxwell [25]
Com os elementos ligados em série, a deformação total é dada :
1 2ε ε ε= + (10)
Em que:
ε : é a deformação total
1ε : é a deformação do amortecedor
2ε : é a deformação da mola
Derivando a eq. (10) em relação ao tempo, obtém-se a taxa de deformação :
. . .
1 2ε ε ε= + (12)
Inserindo a eq. (9), derivando a eq. (8) e substituindo ambas na eq. (12) tem-se:
..
E
σ σε
η= + (13)

26
Em que
.
σ : é a taxa de tensão
Aplicando as condições iniciais 0ε ε= e 0σ σ= em 0t = e integrando a eq. (13) tem-
se:
0( )t
E
t e ησ σ−
= (14)
Um outro modelo é o de Voigt-Kelvin, que é formado por uma combinação em
paralelo de uma mola linear e um amortecedor viscoso linear, conforme a figura 23.
Figura 23: Representação do modelo de Voigt-Kelvin
Como os elementos estão conectados em paralelo, a tensão total é dada pela eq. (15) :
E ησ σ σ= + (15)
E a tensão dos elementos que compõe o sistema é obtida pelas eqs. (16) e (17):
E Eσ ε= (16)
.
ησ η ε= (17)
Inserindo as eqs. (17) e (16) na eq. (15), tem-se:
27
. E σε ε
η η+ = (18)
Aplicando a condição inicial 0σ σ= em 0t = e integrando a eq. (18), tem-se:
0 1t
E
eE
ησε
− = −
(19)
Existem outros modelos como o modelo de Burgers, que é uma combinação do
modelo de Maxwell e Voigt-Kelvin, conectados em série. Há também os modelos de Maxwell
e Voigt-Kelvin que podem ser generalizados através de composições em série e em paralelo.
1.2 – Objetivos
O objetivo deste trabalho foi verificar experimentalmente e provar estatisticamente o
comportamento viscoelástico em juntas de cisalhamento simples coladas com o adesivo Arc
858. Para tanto, foram confeccionadas juntas de acordo com a norma ASTM D 1002 e
ensaiadas na máquina Universal Shimadzu, com capacidade de 100 kN, utilizando diferentes
taxas de deslocamento.
1.3 – Resumo dos próximos capítulos
No capítulo 2 é descrito todo o aparato experimental, materiais utilizados e a forma
como foi confeccionada as juntas coladas.
No capítulo 3 são apresentados os resultados experimentais e uma análise estatística é
feita a fim de comprovar matematicamente a influência do fator taxa de carregamento na
força de ruptura das juntas.
No capítulo 4 procede-se com a conclusão do trabalho bem como algumas sugestões
para trabalhos futuros.
28
Capítulo 2
Materiais e Métodos
2.1– Metodologia
Nesta seção é apresentado a metodologia de confecção das juntas de cisalhamento.
Aqui é apresentado o molde mecânico utilizado para confeccionar as juntas de cisalhamento
de acordo com as dimensões estabelecidas na norma ASTM D 1002, o qual também permite
fazer juntas com diferentes espessuras e áreas coladas.
Os materiais utilizados, os aspectos relativos ao tratamento mecânico e os ensaios
mecânicos realizados são descritos a seguir.
2.1.1- Adesivo Arc 858
O adesivo utilizado neste trabalho para confecção das juntas foi o Arc 858. E para
realização do trabalho foram necessários dois potes do adesivo, os quais foram doados pela
Petrobrás S.A e pela Chesterton Brasil.
Este adesivo é um compósito cerâmico utilizado em reparos e proteção de superfícies
metálicas sujeitas a erosão, corrosão e ataque químico e na prática é normalmente aplicado até
a espessura de 2 mm.
Figura 24: Adesivo Arc 858
29
Para facilitar a mistura da resina com o endurecedor e aplicação do adesivo no
substrato, a temperatura deve estar entre 21 - 32°C.
A proporção peso resina/peso endurecedor é 4:1. As informações sobre o adesivo
formado, segundo o fabricante encontram-se na tabela 3:
Propriedade Norma base para determinação Valores
Densidade do Curado --------------- 1,6 g/cc
Resistência à Compressão ASTM D 695 910 Kg/cm2
Resistência à Flexão ASTM 790 620 Kg/cm2
Módulo de Flexão ASTM 790 6,9*104 Kg/cm2
Resistência à Tração ASTM 638 430 Kg/cm2
Dureza Hockwell ASTM D 785 R105
Tabela 3: Propriedades do Arc 858
Ensaios preliminares realizados com o adesivo Arc 858 pelo Laboratório de Adesão e
Aderência ( LAA/IPRJ-UERJ ), cujas propriedades obtidas são mostradas na tabela 4.
Tabela 4 : Ensaios preliminares com arc 858 [3]
30
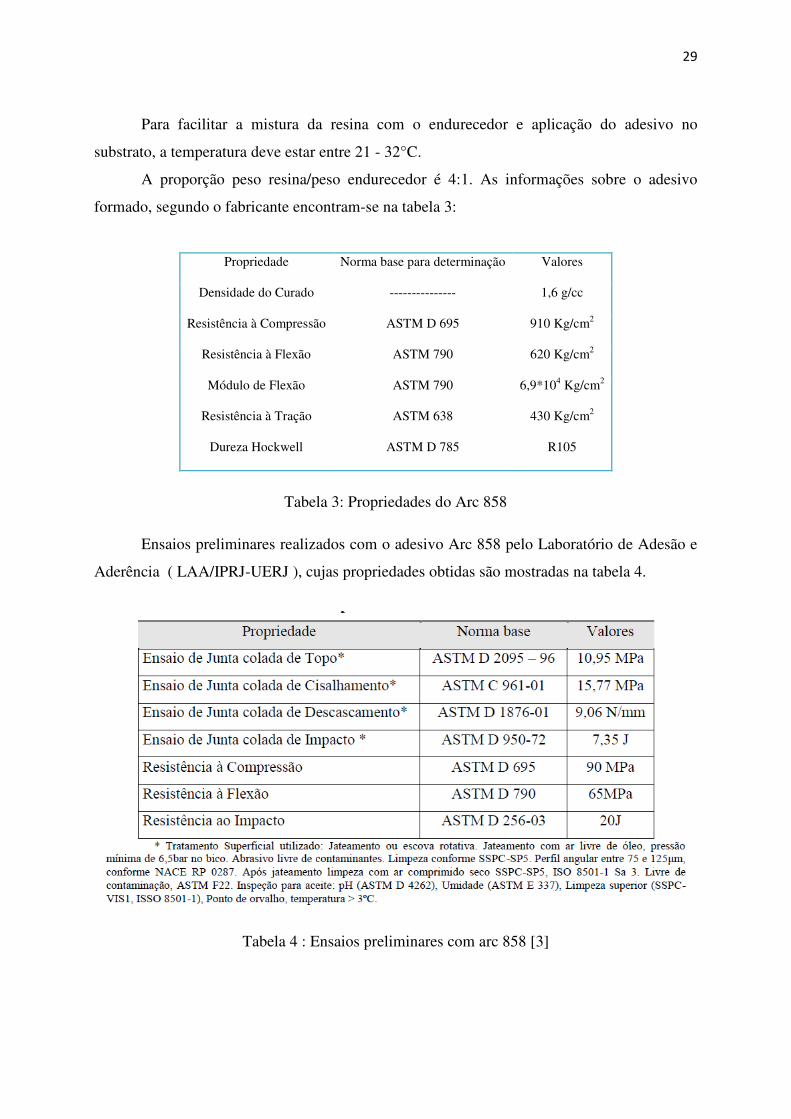
2.1.2 - Substrato
O material dos substratos das juntas de cisalhamento usado neste trabalho é o aço
1020, fornecido em chapa com 1,6 mm de espessura e cortado, segundo as dimensões da
norma ASTM D 1002, cujas unidades são em milímetros.
Figura 25: Juntas de Cisalhamento [3]
As propriedades do aço 1020 encontram-se na tabela 5.
Tipo
de aço
Teor de
Carbono
(%)
Limite de
elasticidade
(GPa)
Limite de
escoamento
(MPa)
Limite de
resistência à
tração ( MPa)
Alongamento
(%)
SAE
1020
0,2 210 210 380 25
Tabela 5: Propriedades do aço 1020
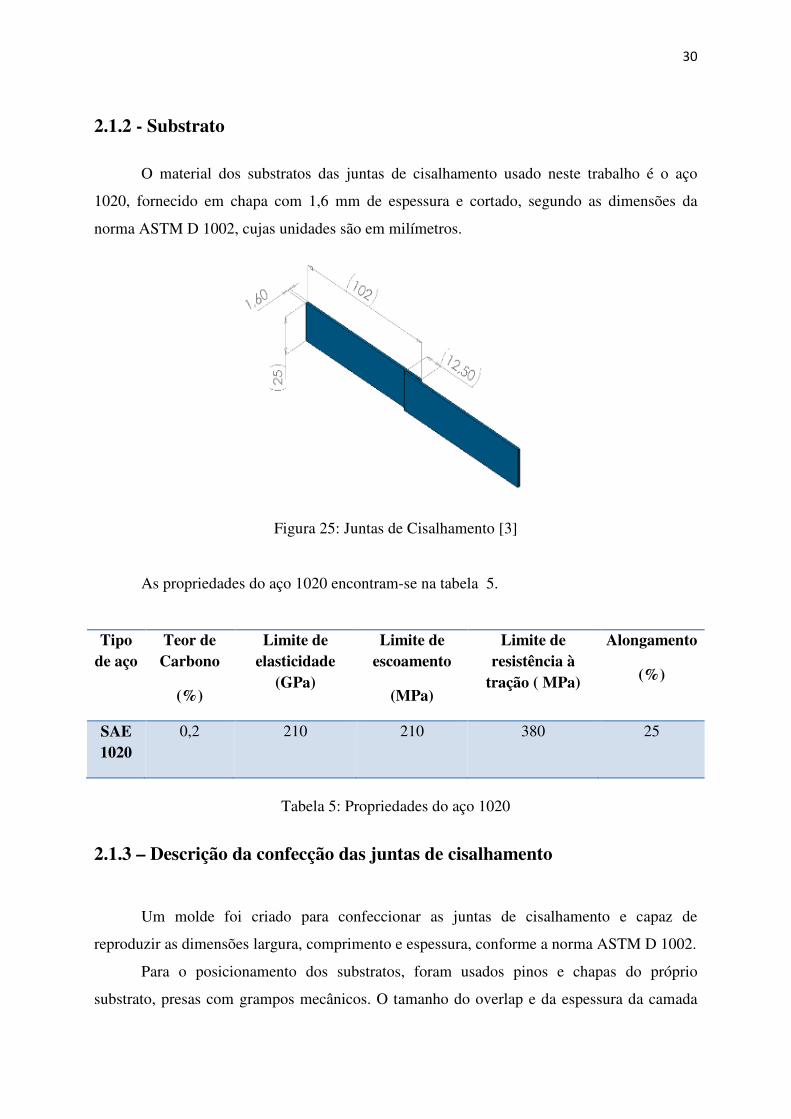
2.1.3 – Descrição da confecção das juntas de cisalhamento
Um molde foi criado para confeccionar as juntas de cisalhamento e capaz de
reproduzir as dimensões largura, comprimento e espessura, conforme a norma ASTM D 1002.
Para o posicionamento dos substratos, foram usados pinos e chapas do próprio
substrato, presas com grampos mecânicos. O tamanho do overlap e da espessura da camada
31
adesiva, segundo a norma, foram obtidos usando um batente de 89,5 mm de comprimento e
uma espessura de 2,0 mm, resultando em uma camada adesiva de 0,4 mm.
Figura 26: Molde para confecção das juntas de cisalhamento
Os espaçadores foram fabricados com um ângulo de aproximadamente 45°, a fim de
produzir um filete de acabamento de 45° em uma das extremidade das juntas, após a aplicação
e cura do adesivo. O filete de acabamento da outra extremidade foi feito aproximadamente a
45°, usando o dremel, mostrado na figura 27.
Figura 27: Dremel usado para confecção do filete de aproximadamente 45° em uma das extremidades das juntas

32
2.1.4 - Tratamento Superficial
Foi feito o jateamento dos substratos utilizando a granalha de aço G25 e pressão 8,5
bar. Além disso, foi tomado o cuidado de manter a mesma distância da pistola da máquina de
jateamento aos substratos, a mesma angulação e a mesma vazão de granalha, visto que estes
parâmetros influenciam consideravelmente a rugosidade obtida da superfície.
Todo o processo de confecção das juntas foi realizado no LED ( Laboratório de
Ensaios de Dutos do LMTA ), a temperatura ambiente de 25 °C.
O equipamento utilizado para jatear os substratos é mostrado na figura 28.
Figura 28 : Máquina de jateamento
O resultado do jateamento obtido utilizando os procedimentos já ditos é mostrado na
figura 29. Visualmente pode-se observar o aumento da rugosidade da superfície na região do
overlap, região mais clara do substrato.
33
Figura 29: Substratos Jateados
A fim de conhecer aproximadamente a rugosidade que poderia estar sendo obtida sob
as condições citadas anteriormente, uma medida foi feita no Laboratório de Adesão e
Aderência ( LAA/IPRJ- UERJ) de um dos substratos jateados , e o valor encontrado foi 40
µm (Rt).
2.1.5 – Colagem
Após o jateamento dos aderentes, estes foram limpos com acetona, a fim de eliminar a
poeira proveniente do próprio jateamento, que fica acumulada, podendo reduzir a adesão do
adesivo, caso não seja retirada.
Foi adicionado aos moldes, pinos e batentes um desmoldante, com o objetivo de
facilitar a retirada das juntas, dos pinos e batentes do molde.
Após a aplicação do desmoldante, foi preparada a mistura da resina com o
endurecedor na proporção 4:1 e, após adequada homogeneização da mistura, o adesivo foi
aplicado nas juntas com o auxílio de uma espátula. A cura foi realizada a temperatura
ambiente por um período de 24 horas.
Depois da cura, as rebarbas existentes, as quais podem ser vistas na figura 30, foram
retiradas no esmeril, visto que o uso do dremel levaria mais tempo, fato que poderia provocar
uma perda de resistência da junta, devido ao aquecimento.
34
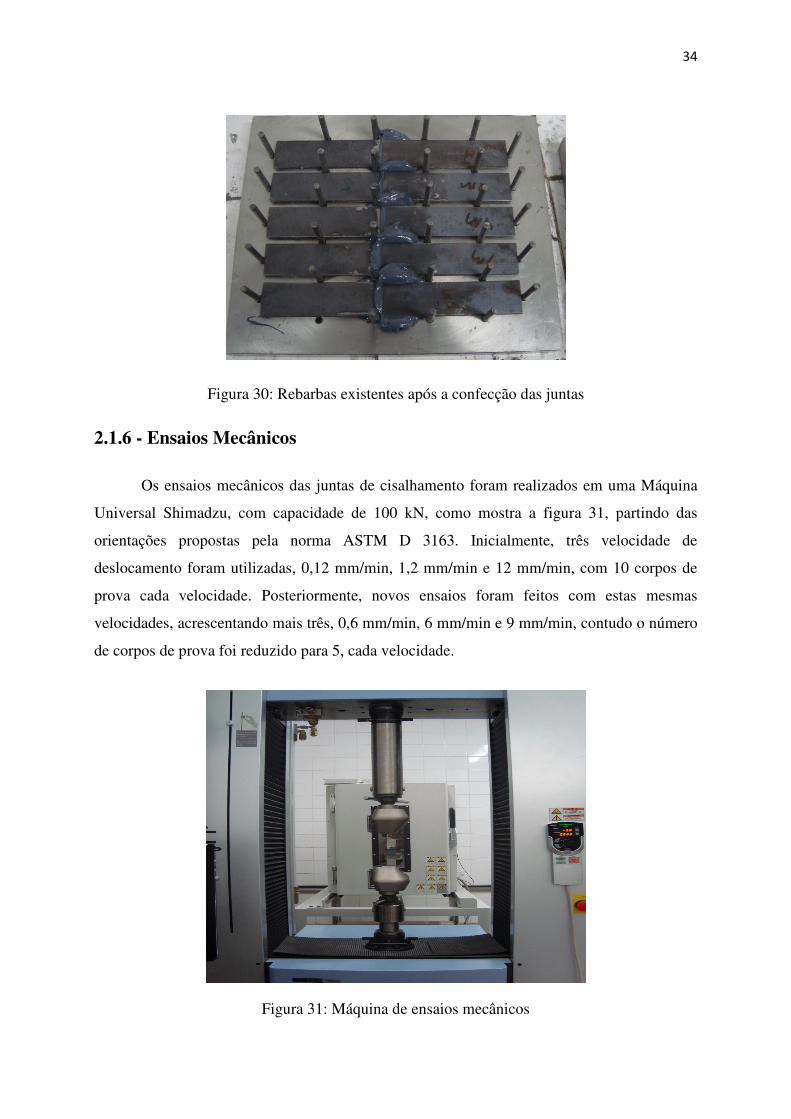
Figura 30: Rebarbas existentes após a confecção das juntas
2.1.6 - Ensaios Mecânicos
Os ensaios mecânicos das juntas de cisalhamento foram realizados em uma Máquina
Universal Shimadzu, com capacidade de 100 kN, como mostra a figura 31, partindo das
orientações propostas pela norma ASTM D 3163. Inicialmente, três velocidade de
deslocamento foram utilizadas, 0,12 mm/min, 1,2 mm/min e 12 mm/min, com 10 corpos de
prova cada velocidade. Posteriormente, novos ensaios foram feitos com estas mesmas
velocidades, acrescentando mais três, 0,6 mm/min, 6 mm/min e 9 mm/min, contudo o número
de corpos de prova foi reduzido para 5, cada velocidade.
Figura 31: Máquina de ensaios mecânicos
35
Capítulo 3
Resultados
3.1 - Resultados Experimentais 1
Juntas de cisalhamento com a mesma área colada foram confeccionadas conforme
descrito no capítulo 2, com o objetivo de verificar a influência da taxa de carregamento ou
velocidade de tração na resistência das juntas. Para tanto, conforme mencionado
anteriormente, foram utilizados três níveis para o fator velocidade (0,12 mm/min, 1,2 mm/min
e 12 mm/min) e 10 replicatas em cada nível.
Como a dispersão dos resultados é grande, a ferramenta estatística apresentada nesta
seção é utilizada para comprovar ou descartar de forma sistemática esta influência.
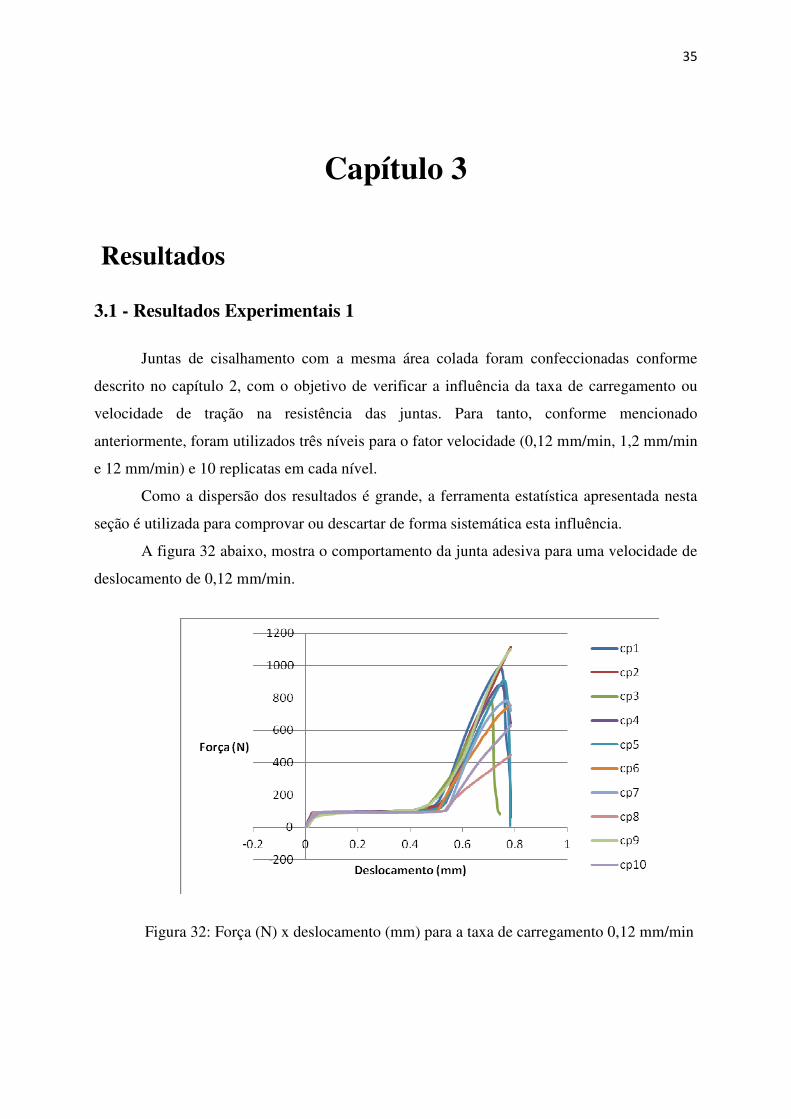
A figura 32 abaixo, mostra o comportamento da junta adesiva para uma velocidade de
deslocamento de 0,12 mm/min.
Figura 32: Força (N) x deslocamento (mm) para a taxa de carregamento 0,12 mm/min
36
Observando a figura 32, verifica-se que a força inicialmente crescente atinge um
patamar em torno de 150 N. Fato interessante, visto que este fenômeno ocorreu para todos os
10 corpos de prova deste ensaio. A partir de um determinado deslocamento, a junta volta a
comportar-se de forma linear, seguindo a Lei de Hooke.
Este comportamento pode tratar-se de um escorregamento, no entanto tal fato seria
esperado que ocorresse com velocidades mais elevadas. Tal comportamento também pode
tratar-se de um fenômeno característico deste adesivo, quando utilizadas velocidades de
deslocamento baixas.
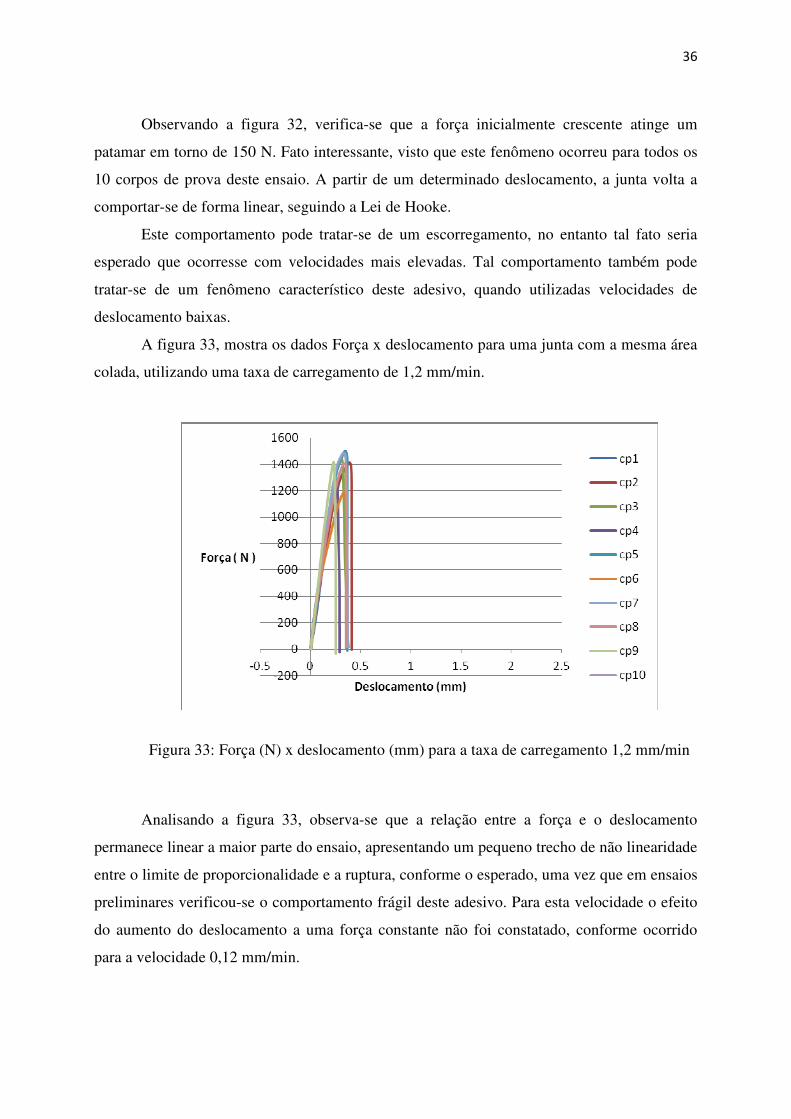
A figura 33, mostra os dados Força x deslocamento para uma junta com a mesma área
colada, utilizando uma taxa de carregamento de 1,2 mm/min.
Figura 33: Força (N) x deslocamento (mm) para a taxa de carregamento 1,2 mm/min
Analisando a figura 33, observa-se que a relação entre a força e o deslocamento
permanece linear a maior parte do ensaio, apresentando um pequeno trecho de não linearidade
entre o limite de proporcionalidade e a ruptura, conforme o esperado, uma vez que em ensaios
preliminares verificou-se o comportamento frágil deste adesivo. Para esta velocidade o efeito
do aumento do deslocamento a uma força constante não foi constatado, conforme ocorrido
para a velocidade 0,12 mm/min.
37
A resistência final das juntas ensaiadas na velocidade 1,2 mm/min mostrou-se em
torno de 400 N superior em relação a resistência da juntas ensaiadas na velocidade 0,12
mm/min,
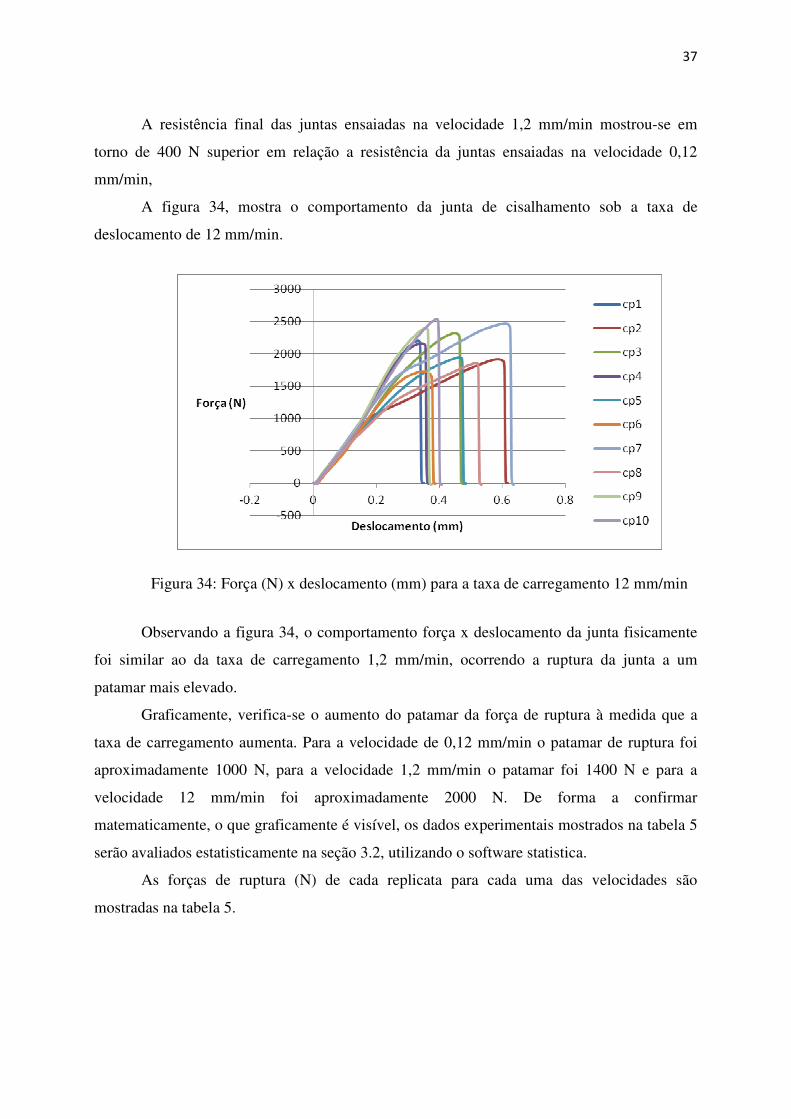
A figura 34, mostra o comportamento da junta de cisalhamento sob a taxa de
deslocamento de 12 mm/min.
Figura 34: Força (N) x deslocamento (mm) para a taxa de carregamento 12 mm/min
Observando a figura 34, o comportamento força x deslocamento da junta fisicamente
foi similar ao da taxa de carregamento 1,2 mm/min, ocorrendo a ruptura da junta a um
patamar mais elevado.
Graficamente, verifica-se o aumento do patamar da força de ruptura à medida que a
taxa de carregamento aumenta. Para a velocidade de 0,12 mm/min o patamar de ruptura foi
aproximadamente 1000 N, para a velocidade 1,2 mm/min o patamar foi 1400 N e para a
velocidade 12 mm/min foi aproximadamente 2000 N. De forma a confirmar
matematicamente, o que graficamente é visível, os dados experimentais mostrados na tabela 5
serão avaliados estatisticamente na seção 3.2, utilizando o software statistica.
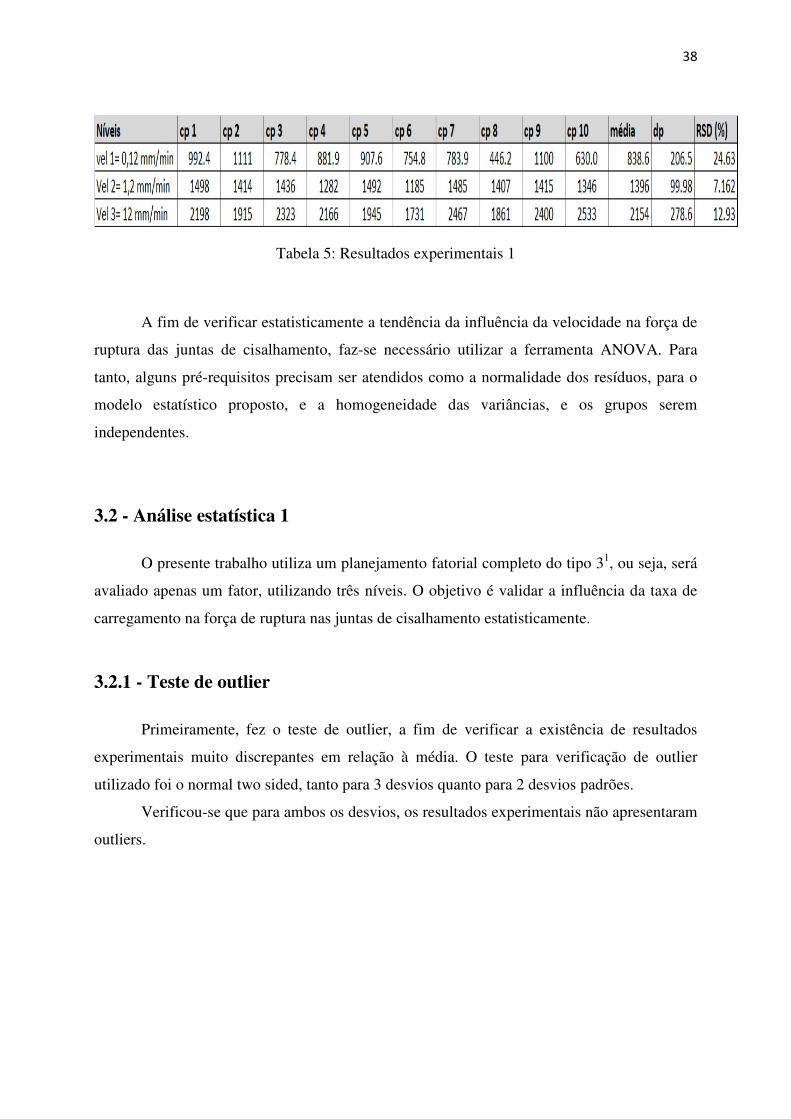
As forças de ruptura (N) de cada replicata para cada uma das velocidades são
mostradas na tabela 5.
38
Tabela 5: Resultados experimentais 1
A fim de verificar estatisticamente a tendência da influência da velocidade na força de
ruptura das juntas de cisalhamento, faz-se necessário utilizar a ferramenta ANOVA. Para
tanto, alguns pré-requisitos precisam ser atendidos como a normalidade dos resíduos, para o
modelo estatístico proposto, e a homogeneidade das variâncias, e os grupos serem
independentes.
3.2 - Análise estatística 1
O presente trabalho utiliza um planejamento fatorial completo do tipo 31, ou seja, será
avaliado apenas um fator, utilizando três níveis. O objetivo é validar a influência da taxa de
carregamento na força de ruptura nas juntas de cisalhamento estatisticamente.
3.2.1 - Teste de outlier
Primeiramente, fez o teste de outlier, a fim de verificar a existência de resultados
experimentais muito discrepantes em relação à média. O teste para verificação de outlier
utilizado foi o normal two sided, tanto para 3 desvios quanto para 2 desvios padrões.
Verificou-se que para ambos os desvios, os resultados experimentais não apresentaram
outliers.
39
3.2.2 – Verificação da distinção dos grupos
Para verificar se os grupos são distintos, é usado o teste de Fisher LSD para α=0,05 e a
hipótese nula Ho é a não há diferença entre o par de grupos comparados.
Teste de Fisher LSD, variável Força de ruptura (N)
Erro: MS=31007, df=24000
Casos excluídos: 27, 29, 30
Taxa de deslocamento (mm/min) (1)
838,62
(2)
1396
(3)
2020
1 0,12 0.000000 0.000000
2 1,2 0.000000 0.000000
3 12 0.000000 0.000000
Tabela 6: Teste de Fisher LSD
Analisando o resultado do teste de Fisher LSD mostrado na tabela 6, verifica-se que o
valor de p tende a zero em todos os casos, ou seja , rejeita-se a hipótese nula, mostrando uma
forte tendência da distinção dos grupos.
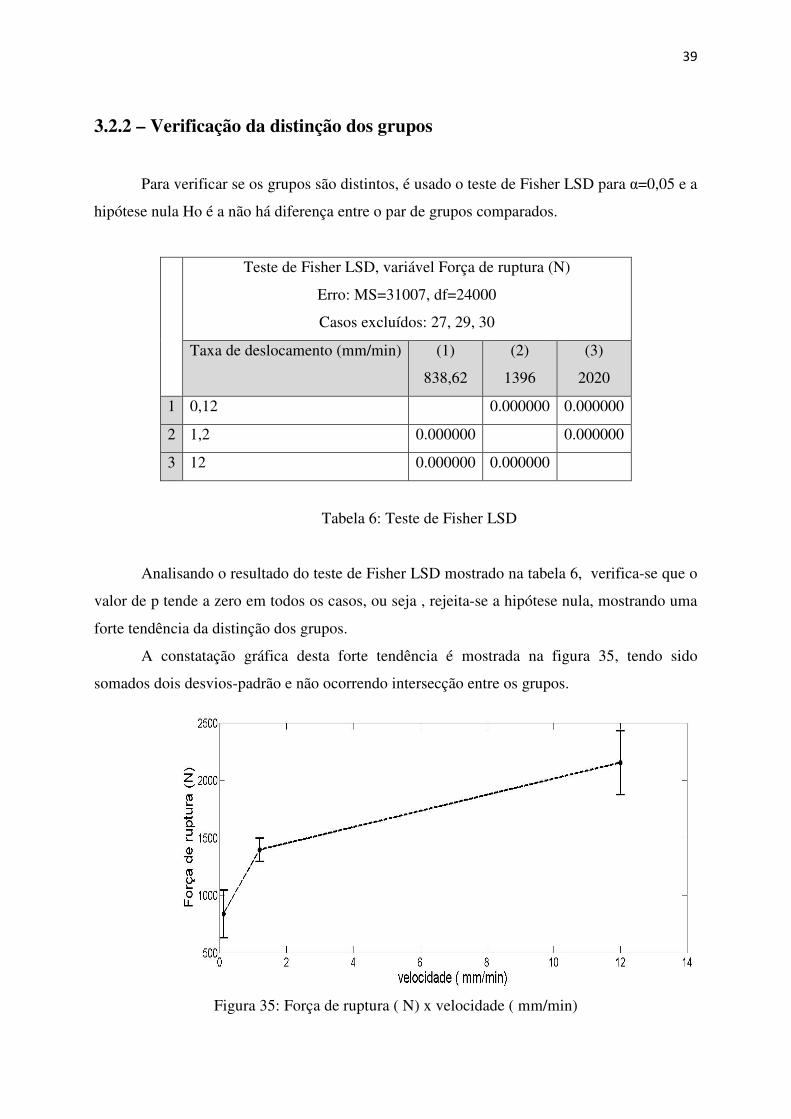
A constatação gráfica desta forte tendência é mostrada na figura 35, tendo sido
somados dois desvios-padrão e não ocorrendo intersecção entre os grupos.
Figura 35: Força de ruptura ( N) x velocidade ( mm/min)
40
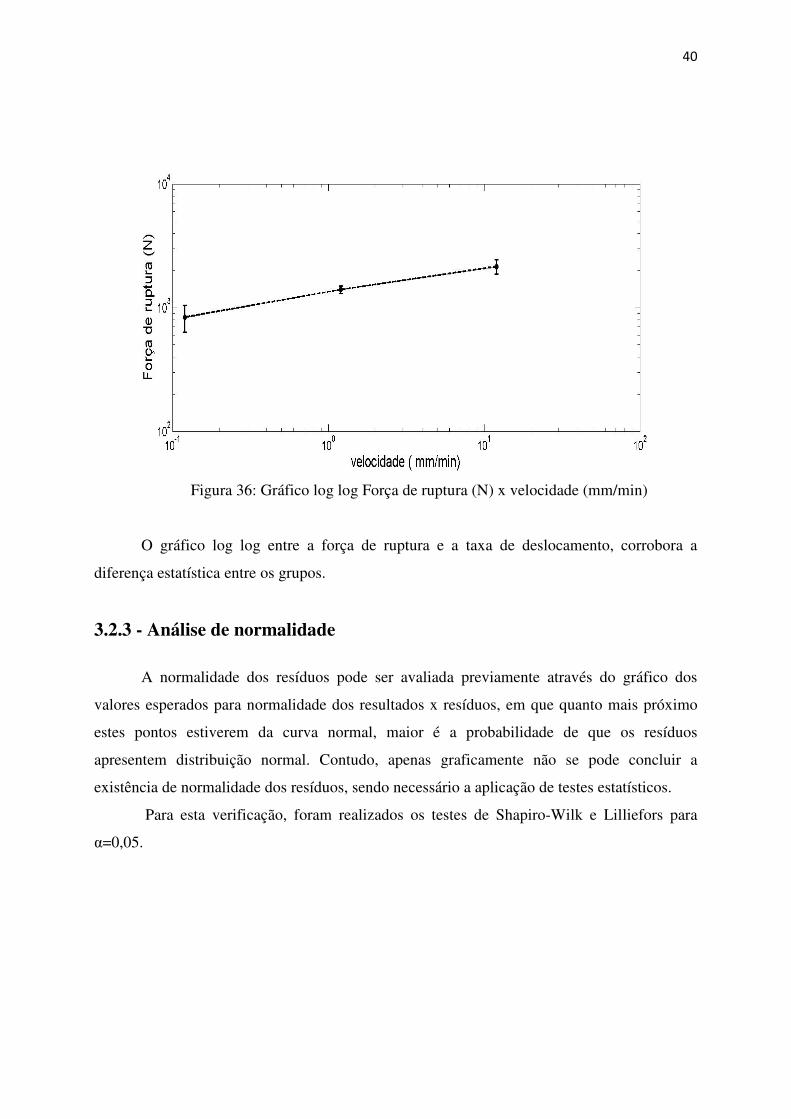
Figura 36: Gráfico log log Força de ruptura (N) x velocidade (mm/min)
O gráfico log log entre a força de ruptura e a taxa de deslocamento, corrobora a
diferença estatística entre os grupos.
3.2.3 - Análise de normalidade
A normalidade dos resíduos pode ser avaliada previamente através do gráfico dos
valores esperados para normalidade dos resultados x resíduos, em que quanto mais próximo
estes pontos estiverem da curva normal, maior é a probabilidade de que os resíduos
apresentem distribuição normal. Contudo, apenas graficamente não se pode concluir a
existência de normalidade dos resíduos, sendo necessário a aplicação de testes estatísticos.
Para esta verificação, foram realizados os testes de Shapiro-Wilk e Lilliefors para
α=0,05.
41
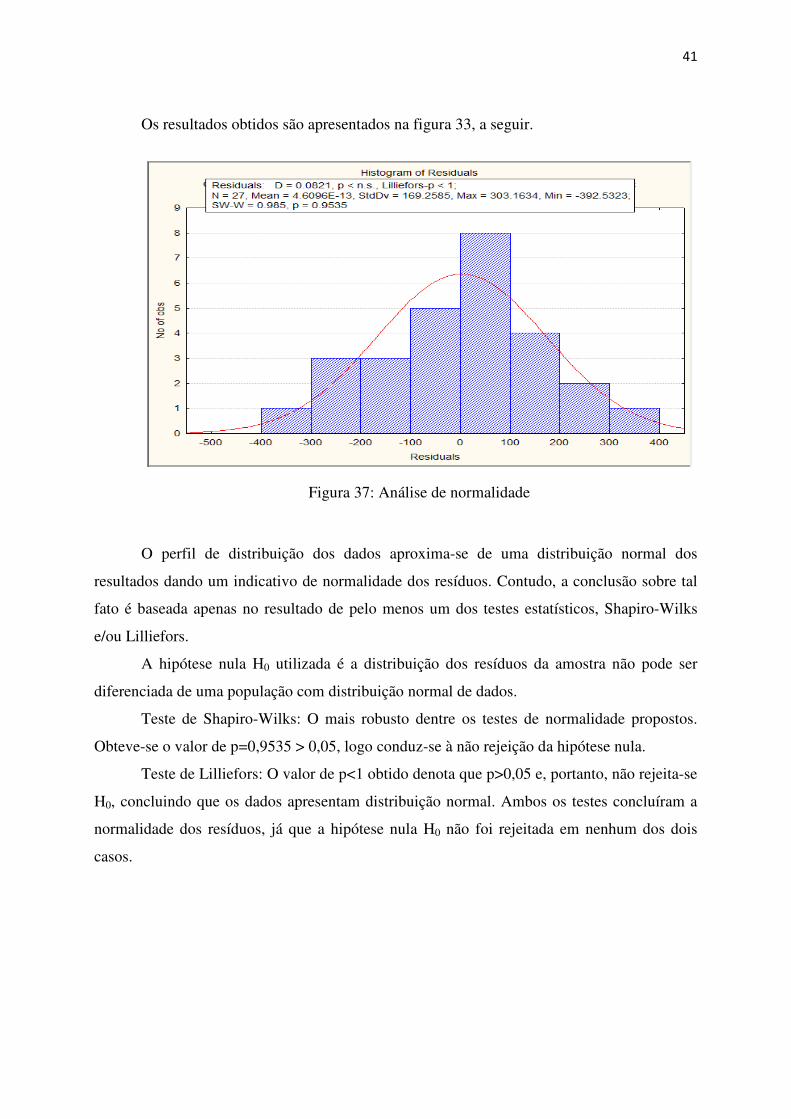
Os resultados obtidos são apresentados na figura 33, a seguir.
Figura 37: Análise de normalidade
O perfil de distribuição dos dados aproxima-se de uma distribuição normal dos
resultados dando um indicativo de normalidade dos resíduos. Contudo, a conclusão sobre tal
fato é baseada apenas no resultado de pelo menos um dos testes estatísticos, Shapiro-Wilks
e/ou Lilliefors.
A hipótese nula H0 utilizada é a distribuição dos resíduos da amostra não pode ser
diferenciada de uma população com distribuição normal de dados.
Teste de Shapiro-Wilks: O mais robusto dentre os testes de normalidade propostos.
Obteve-se o valor de p=0,9535 > 0,05, logo conduz-se à não rejeição da hipótese nula.
Teste de Lilliefors: O valor de p<1 obtido denota que p>0,05 e, portanto, não rejeita-se
H0, concluindo que os dados apresentam distribuição normal. Ambos os testes concluíram a
normalidade dos resíduos, já que a hipótese nula H0 não foi rejeitada em nenhum dos dois
casos.
42
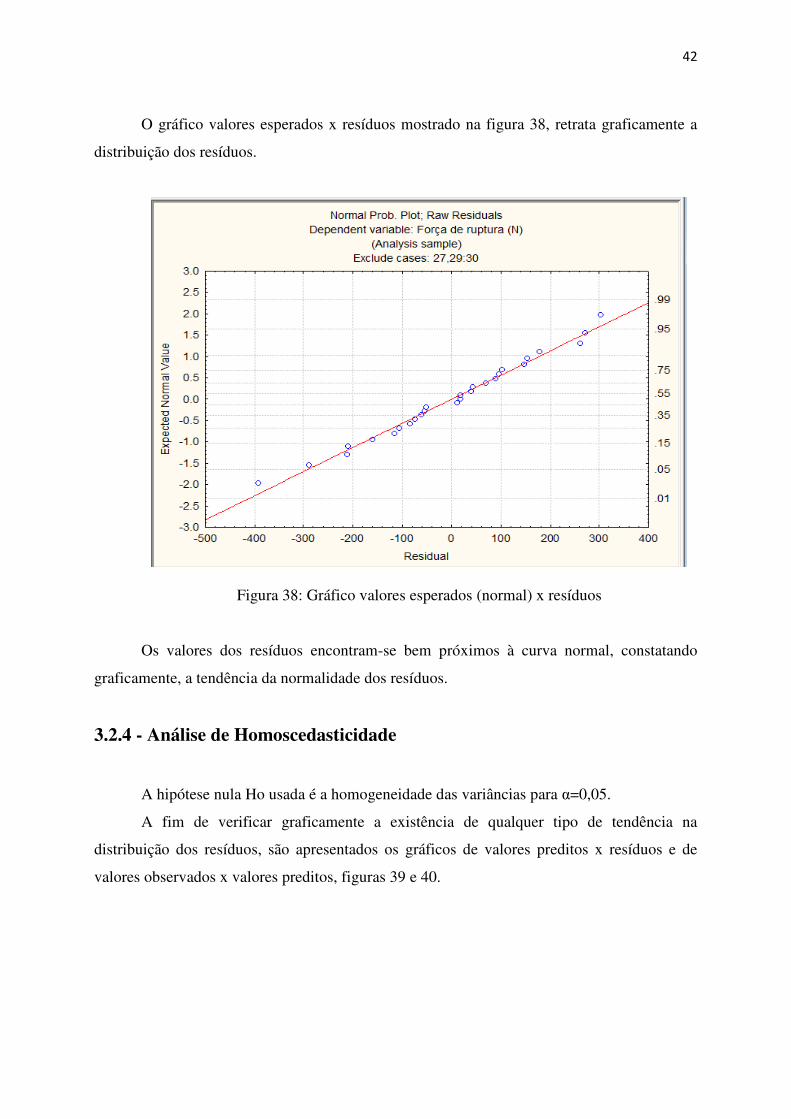
O gráfico valores esperados x resíduos mostrado na figura 38, retrata graficamente a
distribuição dos resíduos.
Figura 38: Gráfico valores esperados (normal) x resíduos
Os valores dos resíduos encontram-se bem próximos à curva normal, constatando
graficamente, a tendência da normalidade dos resíduos.
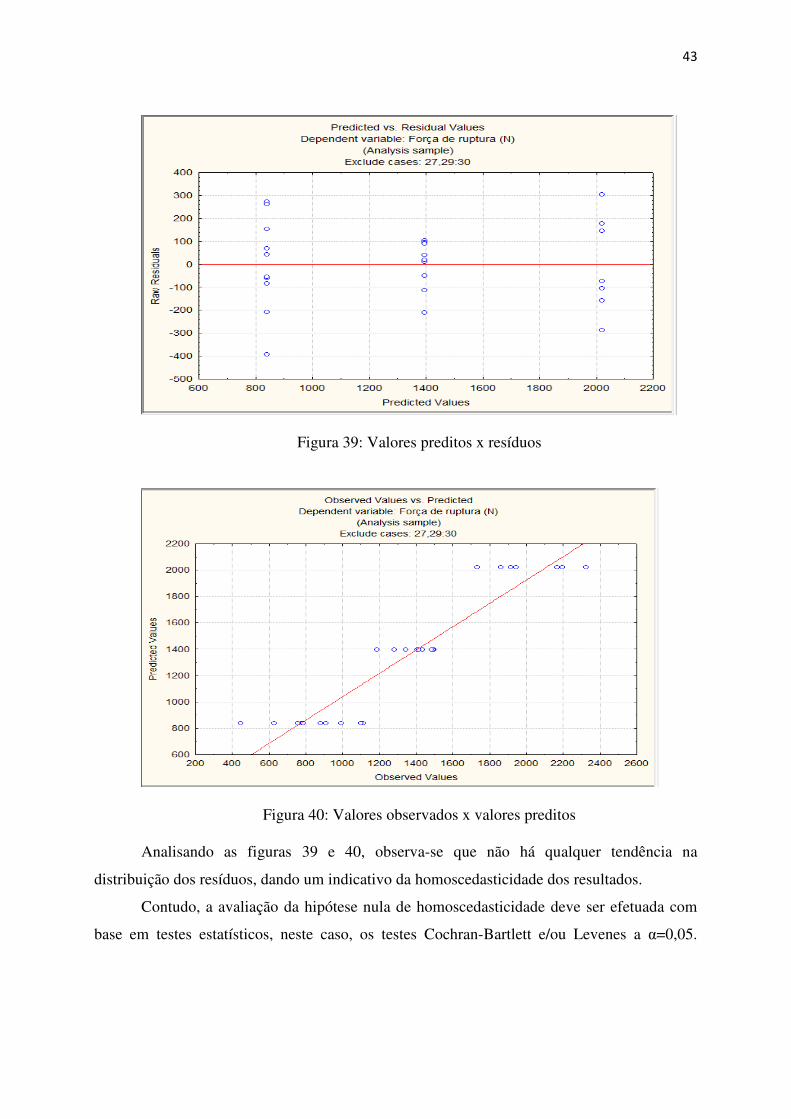
3.2.4 - Análise de Homoscedasticidade
A hipótese nula Ho usada é a homogeneidade das variâncias para α=0,05.
A fim de verificar graficamente a existência de qualquer tipo de tendência na
distribuição dos resíduos, são apresentados os gráficos de valores preditos x resíduos e de
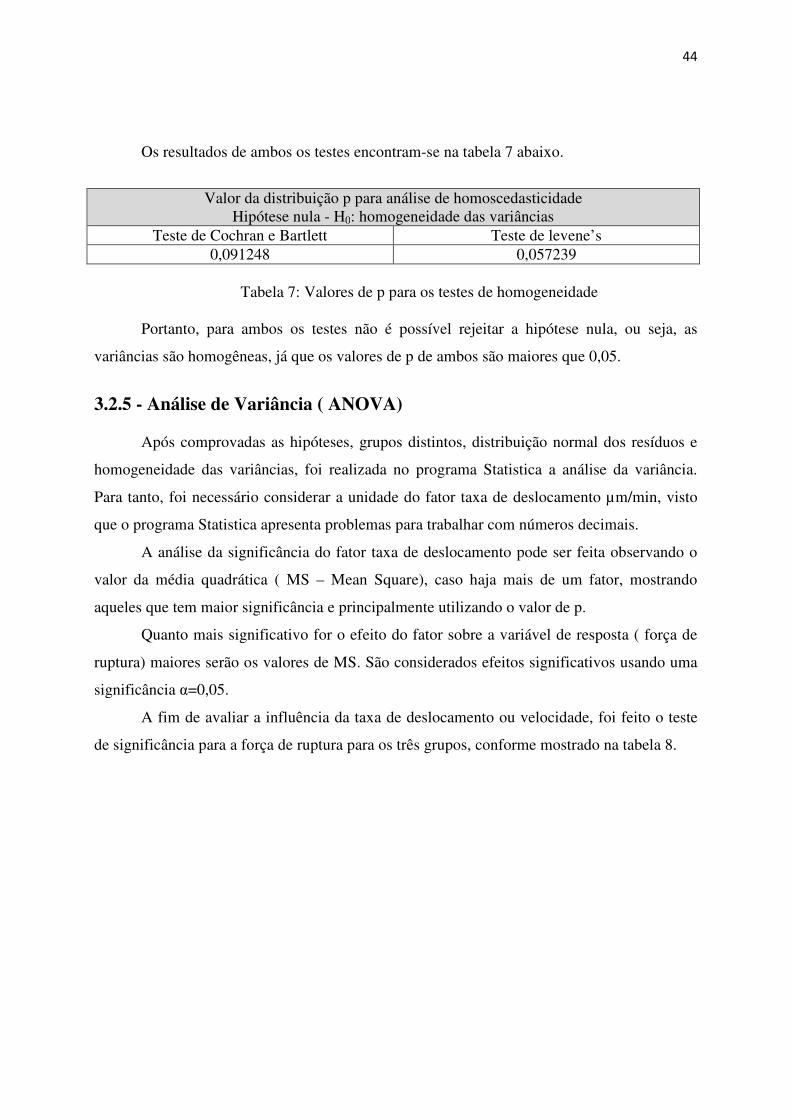
valores observados x valores preditos, figuras 39 e 40.
43
Figura 39: Valores preditos x resíduos
Figura 40: Valores observados x valores preditos
Analisando as figuras 39 e 40, observa-se que não há qualquer tendência na
distribuição dos resíduos, dando um indicativo da homoscedasticidade dos resultados.
Contudo, a avaliação da hipótese nula de homoscedasticidade deve ser efetuada com
base em testes estatísticos, neste caso, os testes Cochran-Bartlett e/ou Levenes a α=0,05.
44
Os resultados de ambos os testes encontram-se na tabela 7 abaixo.
Valor da distribuição p para análise de homoscedasticidade
Hipótese nula - H0: homogeneidade das variâncias Teste de Cochran e Bartlett Teste de levene’s
0,091248 0,057239
Tabela 7: Valores de p para os testes de homogeneidade
Portanto, para ambos os testes não é possível rejeitar a hipótese nula, ou seja, as
variâncias são homogêneas, já que os valores de p de ambos são maiores que 0,05.
3.2.5 - Análise de Variância ( ANOVA)
Após comprovadas as hipóteses, grupos distintos, distribuição normal dos resíduos e
homogeneidade das variâncias, foi realizada no programa Statistica a análise da variância.
Para tanto, foi necessário considerar a unidade do fator taxa de deslocamento µm/min, visto
que o programa Statistica apresenta problemas para trabalhar com números decimais.
A análise da significância do fator taxa de deslocamento pode ser feita observando o
valor da média quadrática ( MS – Mean Square), caso haja mais de um fator, mostrando
aqueles que tem maior significância e principalmente utilizando o valor de p.
Quanto mais significativo for o efeito do fator sobre a variável de resposta ( força de
ruptura) maiores serão os valores de MS. São considerados efeitos significativos usando uma
significância α=0,05.
A fim de avaliar a influência da taxa de deslocamento ou velocidade, foi feito o teste
de significância para a força de ruptura para os três grupos, conforme mostrado na tabela 8.
45
Efeito Teste de significância para força de ruptura SS Graus de
liberdade MS Fisher p
Intersecção 52797651 1 52797651 1701,184 0,000000 velocidade (µm/min)
5775823 2 2887911 93,051 0,000000
Erro 744860 24 31036
Tabela 8: Teste de significância
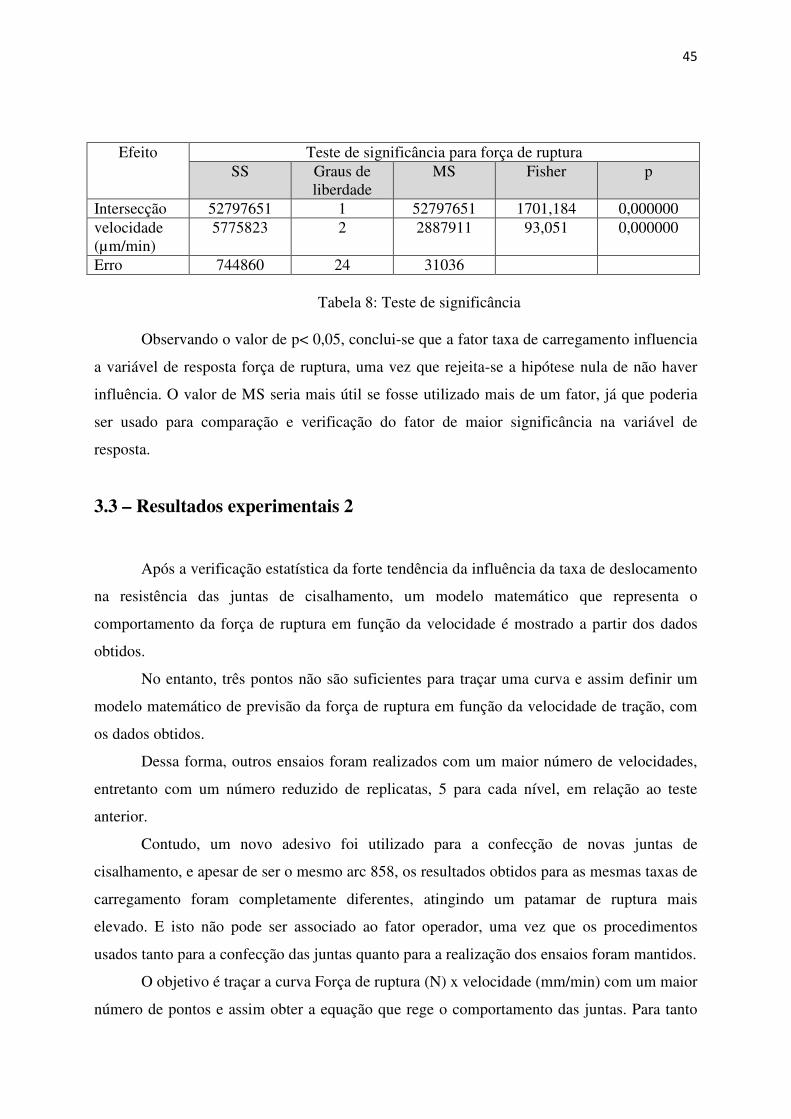
Observando o valor de p< 0,05, conclui-se que a fator taxa de carregamento influencia
a variável de resposta força de ruptura, uma vez que rejeita-se a hipótese nula de não haver
influência. O valor de MS seria mais útil se fosse utilizado mais de um fator, já que poderia
ser usado para comparação e verificação do fator de maior significância na variável de
resposta.
3.3 – Resultados experimentais 2
Após a verificação estatística da forte tendência da influência da taxa de deslocamento
na resistência das juntas de cisalhamento, um modelo matemático que representa o
comportamento da força de ruptura em função da velocidade é mostrado a partir dos dados
obtidos.
No entanto, três pontos não são suficientes para traçar uma curva e assim definir um
modelo matemático de previsão da força de ruptura em função da velocidade de tração, com
os dados obtidos.
Dessa forma, outros ensaios foram realizados com um maior número de velocidades,
entretanto com um número reduzido de replicatas, 5 para cada nível, em relação ao teste
anterior.
Contudo, um novo adesivo foi utilizado para a confecção de novas juntas de
cisalhamento, e apesar de ser o mesmo arc 858, os resultados obtidos para as mesmas taxas de
carregamento foram completamente diferentes, atingindo um patamar de ruptura mais
elevado. E isto não pode ser associado ao fator operador, uma vez que os procedimentos
usados tanto para a confecção das juntas quanto para a realização dos ensaios foram mantidos.
O objetivo é traçar a curva Força de ruptura (N) x velocidade (mm/min) com um maior
número de pontos e assim obter a equação que rege o comportamento das juntas. Para tanto
46
uma nova bateria de ensaios foi feita com um maior número de velocidades, como
supracitado. No entanto, não será feita uma nova análise estatística, visto que há fortes
evidências da influência do fator taxa de deslocamento ou velocidade na resistência das
juntas.
As velocidades usadas para as juntas coladas com este novo adesivo, foram 0,12
mm/min, 0,6 mm/min, 1,2 mm/min, 6 mm/min, 9 mm/min e 12 mm/min e os gráficos força
(N) x deslocamento (mm) para cada taxa de carregamento desses novos ensaios são mostrados
a seguir.
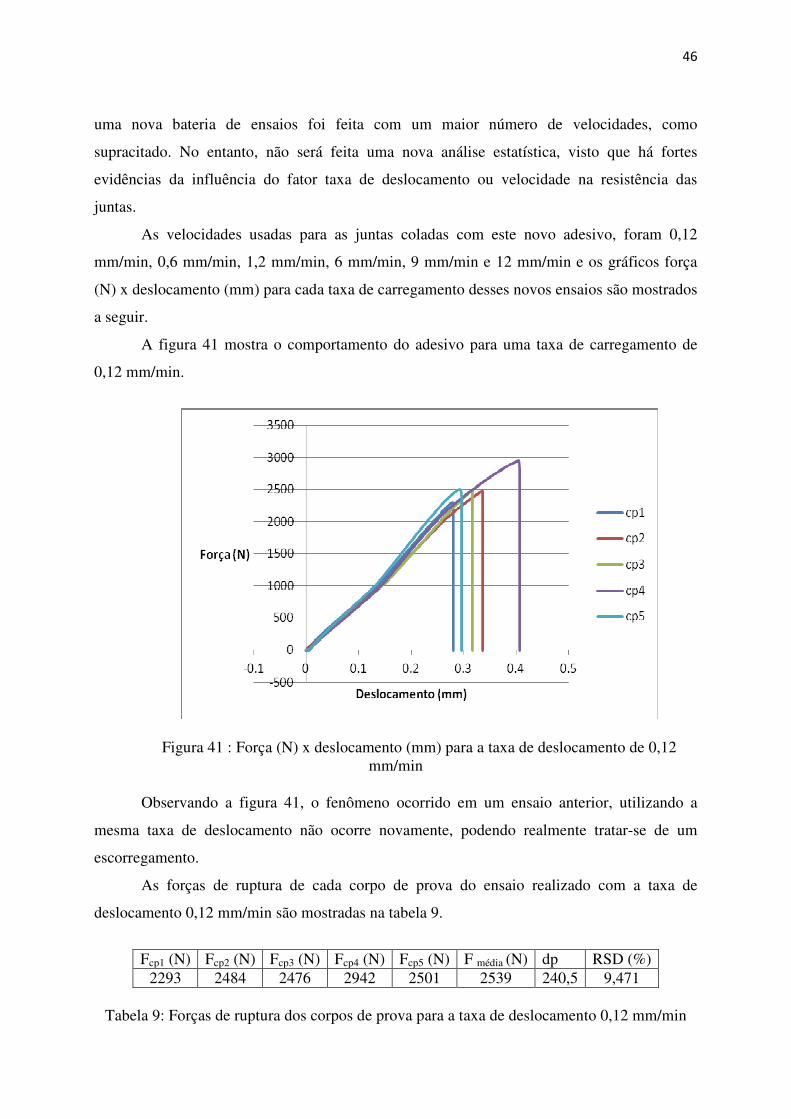
A figura 41 mostra o comportamento do adesivo para uma taxa de carregamento de
0,12 mm/min.
Figura 41 : Força (N) x deslocamento (mm) para a taxa de deslocamento de 0,12 mm/min
Observando a figura 41, o fenômeno ocorrido em um ensaio anterior, utilizando a
mesma taxa de deslocamento não ocorre novamente, podendo realmente tratar-se de um
escorregamento.
As forças de ruptura de cada corpo de prova do ensaio realizado com a taxa de
deslocamento 0,12 mm/min são mostradas na tabela 9.
Fcp1 (N) Fcp2 (N) Fcp3 (N) Fcp4 (N) Fcp5 (N) F média (N) dp RSD (%)
2293 2484 2476 2942 2501 2539 240,5 9,471
Tabela 9: Forças de ruptura dos corpos de prova para a taxa de deslocamento 0,12 mm/min
47
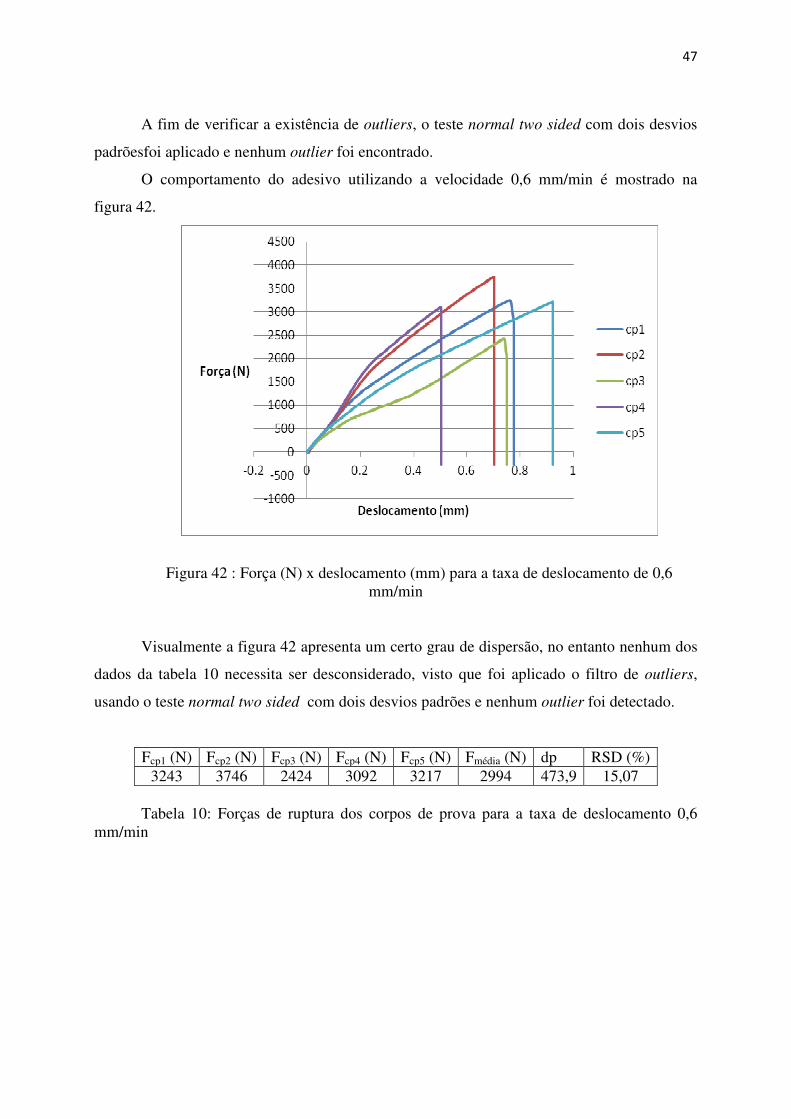
A fim de verificar a existência de outliers, o teste normal two sided com dois desvios
padrõesfoi aplicado e nenhum outlier foi encontrado.
O comportamento do adesivo utilizando a velocidade 0,6 mm/min é mostrado na
figura 42.
Figura 42 : Força (N) x deslocamento (mm) para a taxa de deslocamento de 0,6
mm/min
Visualmente a figura 42 apresenta um certo grau de dispersão, no entanto nenhum dos
dados da tabela 10 necessita ser desconsiderado, visto que foi aplicado o filtro de outliers,
usando o teste normal two sided com dois desvios padrões e nenhum outlier foi detectado.
Fcp1 (N) Fcp2 (N) Fcp3 (N) Fcp4 (N) Fcp5 (N) Fmédia (N) dp RSD (%) 3243 3746 2424 3092 3217 2994 473,9 15,07
Tabela 10: Forças de ruptura dos corpos de prova para a taxa de deslocamento 0,6
mm/min
48
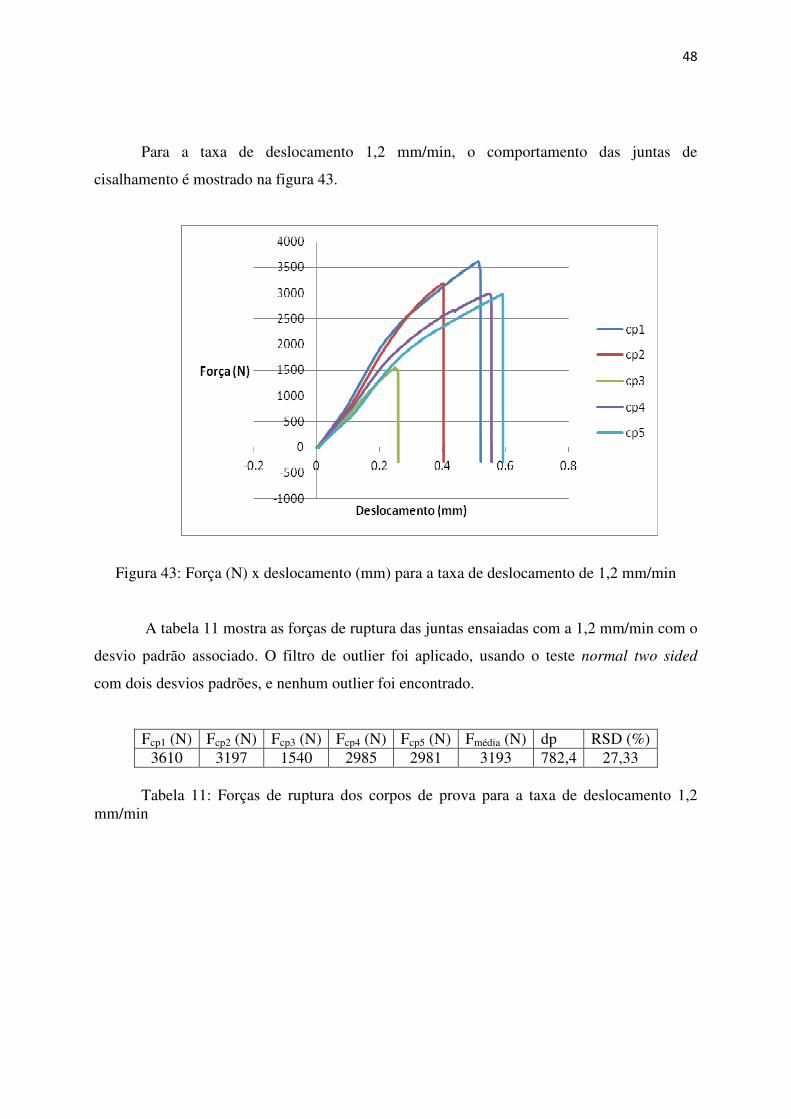
Para a taxa de deslocamento 1,2 mm/min, o comportamento das juntas de
cisalhamento é mostrado na figura 43.
Figura 43: Força (N) x deslocamento (mm) para a taxa de deslocamento de 1,2 mm/min
A tabela 11 mostra as forças de ruptura das juntas ensaiadas com a 1,2 mm/min com o
desvio padrão associado. O filtro de outlier foi aplicado, usando o teste normal two sided
com dois desvios padrões, e nenhum outlier foi encontrado.
Fcp1 (N) Fcp2 (N) Fcp3 (N) Fcp4 (N) Fcp5 (N) Fmédia (N) dp RSD (%) 3610 3197 1540 2985 2981 3193 782,4 27,33
Tabela 11: Forças de ruptura dos corpos de prova para a taxa de deslocamento 1,2
mm/min
49
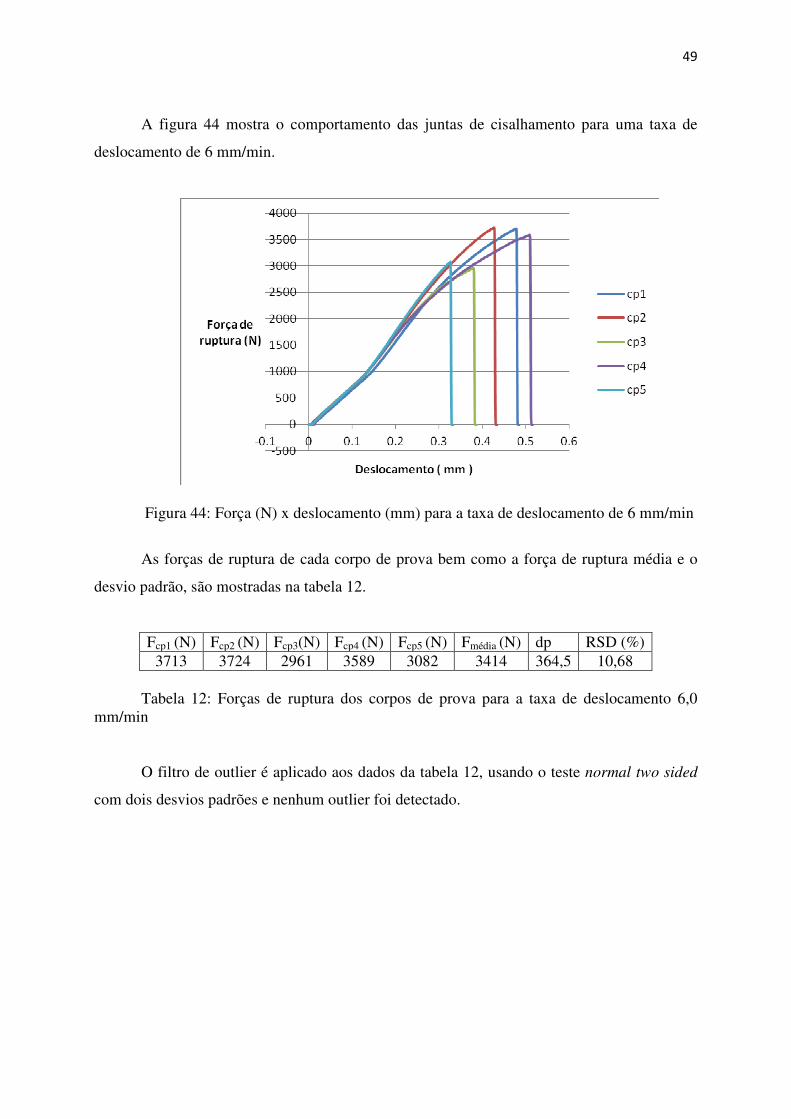
A figura 44 mostra o comportamento das juntas de cisalhamento para uma taxa de
deslocamento de 6 mm/min.
Figura 44: Força (N) x deslocamento (mm) para a taxa de deslocamento de 6 mm/min
As forças de ruptura de cada corpo de prova bem como a força de ruptura média e o
desvio padrão, são mostradas na tabela 12.
Fcp1 (N) Fcp2 (N) Fcp3(N) Fcp4 (N) Fcp5 (N) Fmédia (N) dp RSD (%) 3713 3724 2961 3589 3082 3414 364,5 10,68
Tabela 12: Forças de ruptura dos corpos de prova para a taxa de deslocamento 6,0
mm/min O filtro de outlier é aplicado aos dados da tabela 12, usando o teste normal two sided
com dois desvios padrões e nenhum outlier foi detectado.
50
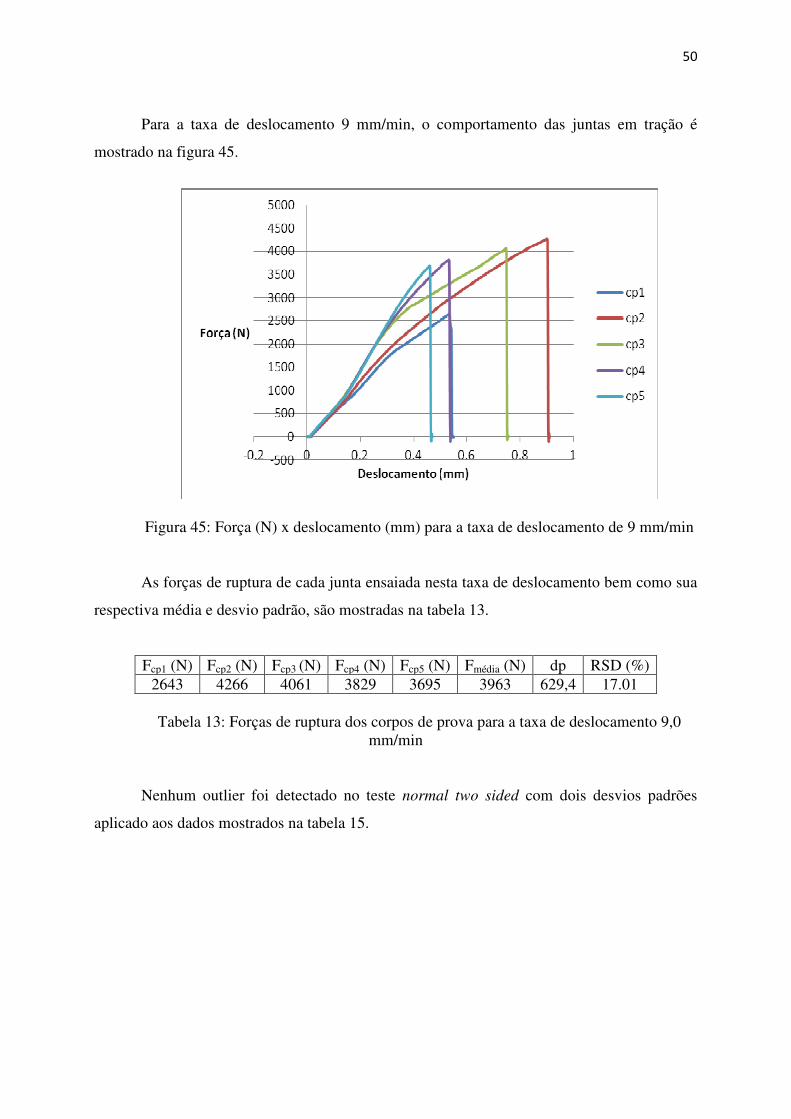
Para a taxa de deslocamento 9 mm/min, o comportamento das juntas em tração é
mostrado na figura 45.
Figura 45: Força (N) x deslocamento (mm) para a taxa de deslocamento de 9 mm/min
As forças de ruptura de cada junta ensaiada nesta taxa de deslocamento bem como sua
respectiva média e desvio padrão, são mostradas na tabela 13.
Fcp1 (N) Fcp2 (N) Fcp3 (N) Fcp4 (N) Fcp5 (N) Fmédia (N) dp RSD (%) 2643 4266 4061 3829 3695 3963 629,4 17.01
Tabela 13: Forças de ruptura dos corpos de prova para a taxa de deslocamento 9,0
mm/min
Nenhum outlier foi detectado no teste normal two sided com dois desvios padrões
aplicado aos dados mostrados na tabela 15.
51
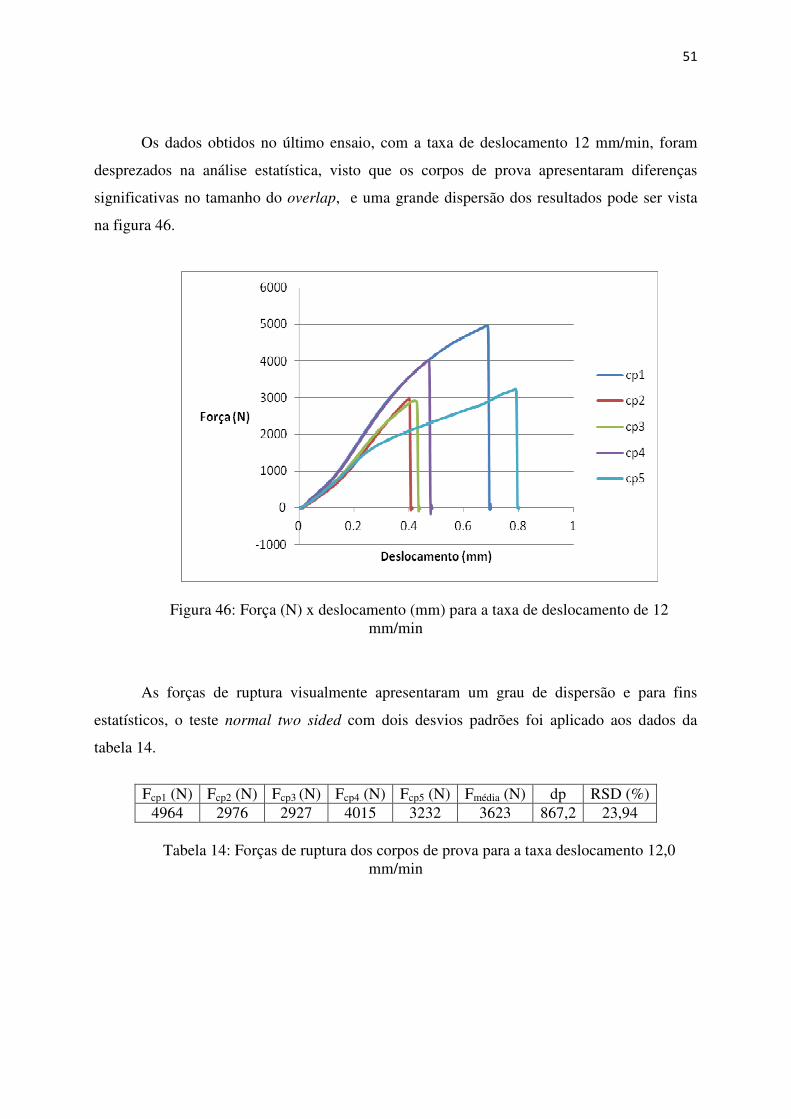
Os dados obtidos no último ensaio, com a taxa de deslocamento 12 mm/min, foram
desprezados na análise estatística, visto que os corpos de prova apresentaram diferenças
significativas no tamanho do overlap, e uma grande dispersão dos resultados pode ser vista
na figura 46.
Figura 46: Força (N) x deslocamento (mm) para a taxa de deslocamento de 12 mm/min
As forças de ruptura visualmente apresentaram um grau de dispersão e para fins
estatísticos, o teste normal two sided com dois desvios padrões foi aplicado aos dados da
tabela 14.
Fcp1 (N) Fcp2 (N) Fcp3 (N) Fcp4 (N) Fcp5 (N) Fmédia (N) dp RSD (%)
4964 2976 2927 4015 3232 3623 867,2 23,94
Tabela 14: Forças de ruptura dos corpos de prova para a taxa deslocamento 12,0 mm/min
52
3.4 – Análise estatística 2
Uma nova análise estatística, a partir dos dados obtidos com as juntas coladas com o
novo adesivo arc 858, é feita para corroborar a influência da taxa de deslocamento na força de
ruptura das juntas de cisalhamento. Para tanto, as três hipóteses, grupos independentes,
normalidade dos resíduos e homogeneidade das variâncias, já mencionadas precisam ser
atendidas.
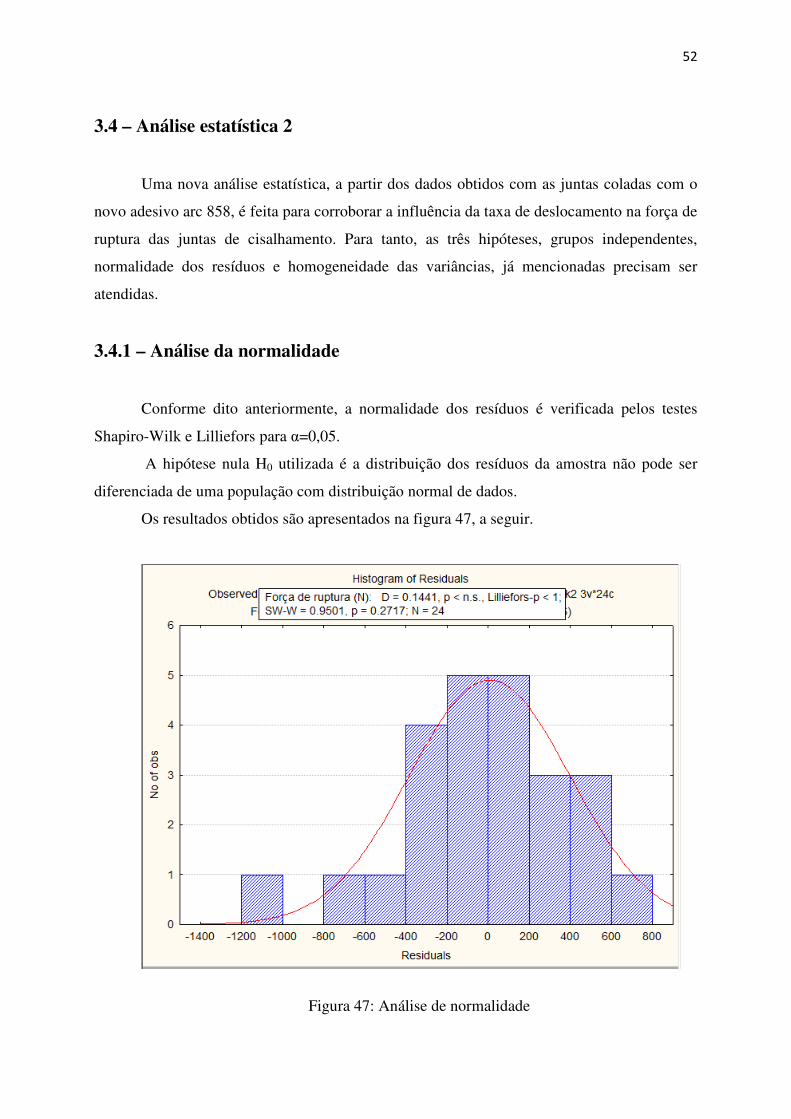
3.4.1 – Análise da normalidade
Conforme dito anteriormente, a normalidade dos resíduos é verificada pelos testes
Shapiro-Wilk e Lilliefors para α=0,05.
A hipótese nula H0 utilizada é a distribuição dos resíduos da amostra não pode ser
diferenciada de uma população com distribuição normal de dados.
Os resultados obtidos são apresentados na figura 47, a seguir.
Figura 47: Análise de normalidade
53
A conclusão do resultado dos testes é discutida a seguir:
Teste de Shapiro-Wilks: O mais robusto dentre os testes de normalidade propostos.
Obteve-se o valor de p=0,9535 > 0,05, logo conduz-se à não rejeição da hipótese nula.
Teste de Lilliefors: O valor de p<1 obtido denota que p>0,05 e, portanto, não rejeita-se
H0, concluindo que os dados apresentam distribuição normal. Ambos os testes concluíram a
normalidade dos resíduos, já que a hipótese nula H0 não foi rejeitada em nenhum dos dois
casos.
3.4.2 – Análise de homoscedasticidade
A hipótese nula Ho usada é a homogeneidade das variâncias para α=0,05.
A fim de verificar graficamente a existência de qualquer tipo de tendência na
distribuição dos resíduos, são apresentados os gráficos de valores preditos x resíduos e de
valores observados x valores preditos, figuras 48 e 49.
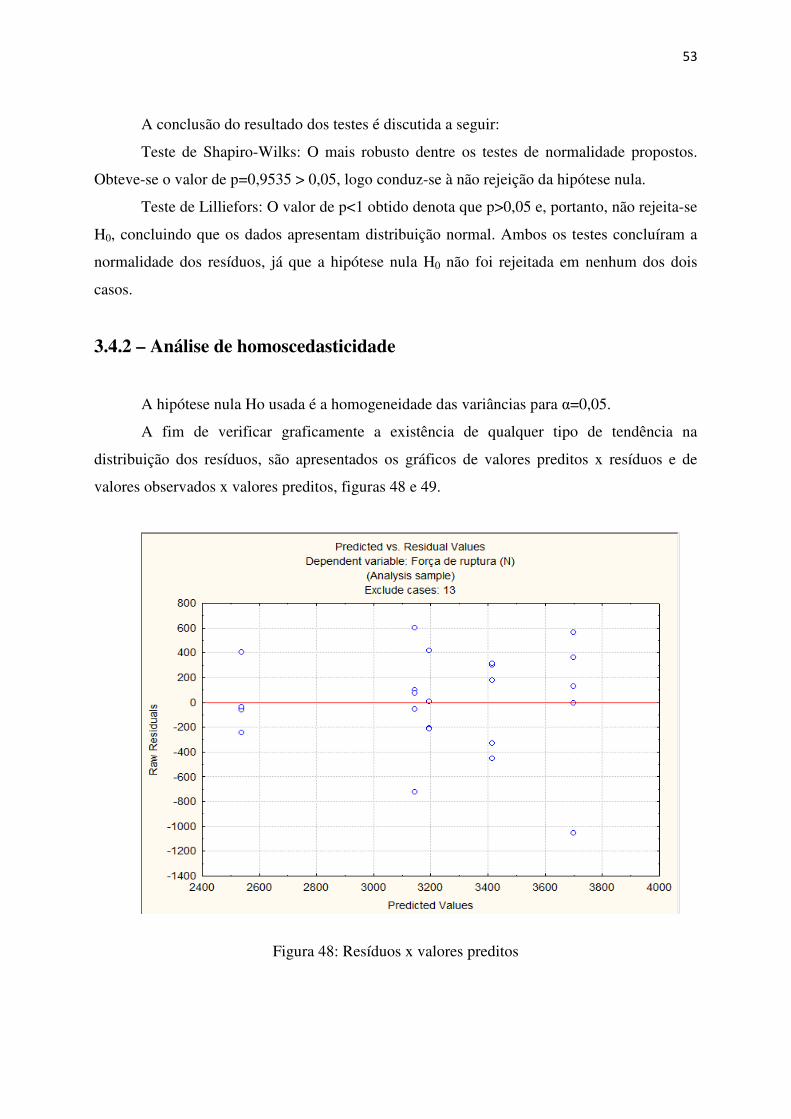
Figura 48: Resíduos x valores preditos
54
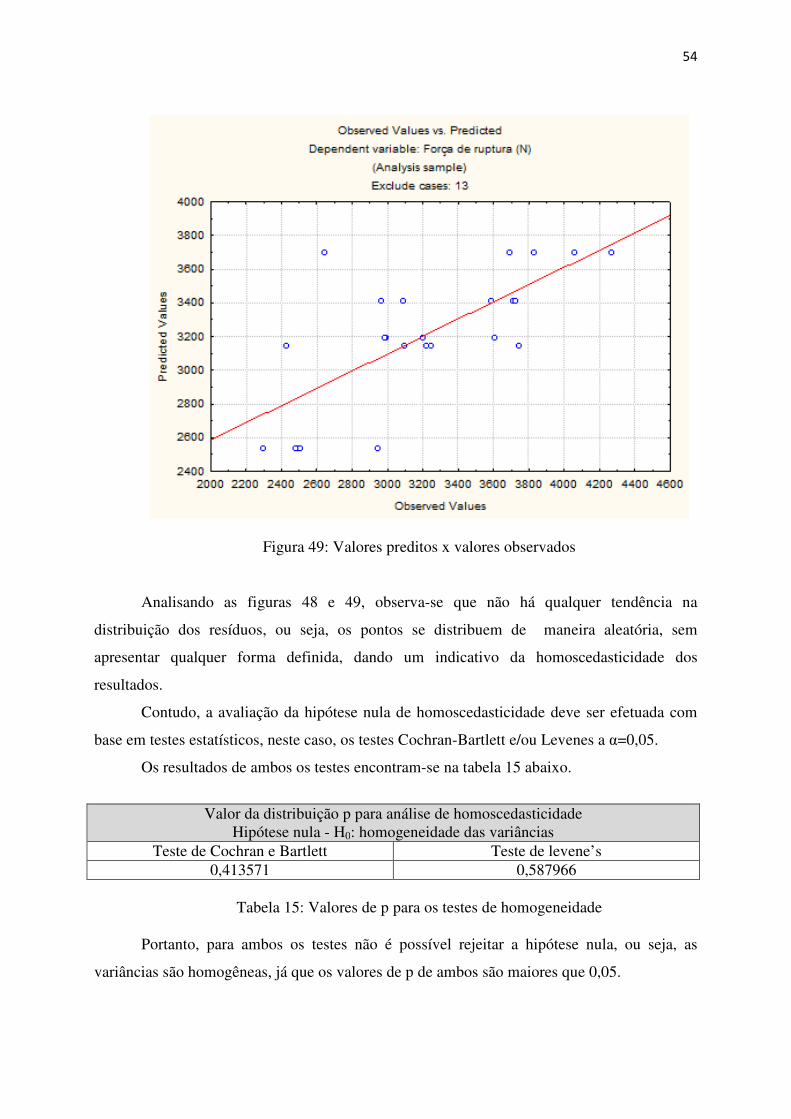
Figura 49: Valores preditos x valores observados
Analisando as figuras 48 e 49, observa-se que não há qualquer tendência na
distribuição dos resíduos, ou seja, os pontos se distribuem de maneira aleatória, sem
apresentar qualquer forma definida, dando um indicativo da homoscedasticidade dos
resultados.
Contudo, a avaliação da hipótese nula de homoscedasticidade deve ser efetuada com
base em testes estatísticos, neste caso, os testes Cochran-Bartlett e/ou Levenes a α=0,05.
Os resultados de ambos os testes encontram-se na tabela 15 abaixo.
Valor da distribuição p para análise de homoscedasticidade
Hipótese nula - H0: homogeneidade das variâncias Teste de Cochran e Bartlett Teste de levene’s
0,413571 0,587966
Tabela 15: Valores de p para os testes de homogeneidade
Portanto, para ambos os testes não é possível rejeitar a hipótese nula, ou seja, as
variâncias são homogêneas, já que os valores de p de ambos são maiores que 0,05.
55
3.4.3 – Verificação da distinção dos grupos
Para verificar se os grupos são distintos, é usado o teste de Fisher LSD para α=0,05 e a
hipótese nula Ho é a não há diferença entre o par de grupos comparados.
Teste de Fisher LSD; variável Força de ruptura (N)
Erro: Entre MS=1846E2, df=19.000
Casos excluídos: 13
Taxa de
deslocamento
(mm/min)
(1)
2539
(2)
3144
(3)
3193
(4)
3414
(5)
3699
1 0,12 0,038245 0,035108 0,004526 0,000417
2 0,6 0,038245 0,867219 0,334003 0,055502
3 1,2 0,035108 0,867219 0,095576
4 6 0,004526 0,334003 0,453597 0,307479
5 9 0,000417 0,055502 0,095576 0,307479
Tabela 16: Teste de Fisher LSD
Analisando os resultados mostrados na tabela 16, pode-se verificar a distinção dos
grupos, para valores de p< 0,05, visto que rejeita-se a hipótese nula, revelando a diferença
entre os grupos. Contudo, isto pode ser apenas constatado para velocidades baixas, menores
que 0,6 mm/min. Para velocidades maiores não se consegue fazer distinção entre os grupos, já
que os valores de p>0,05.
56
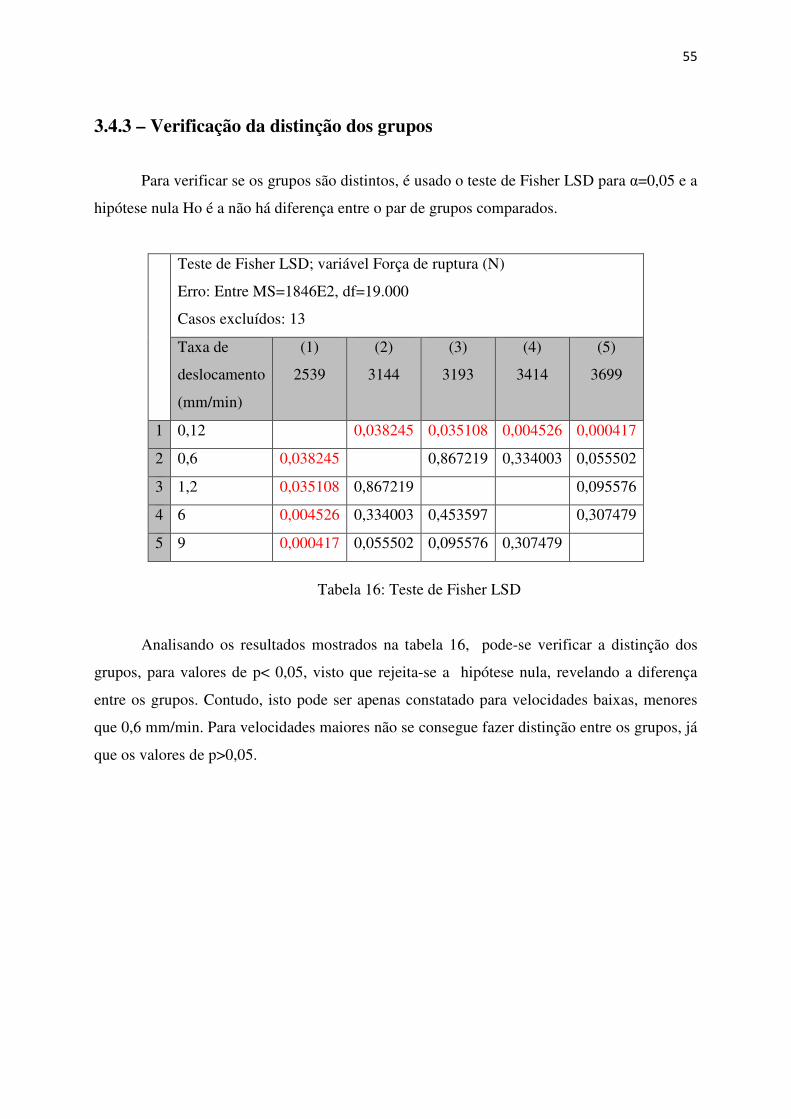
A figura 50 mostra a variação da resistência das juntas de cisalhamento em função a
velocidade do ensaio e corrobora a conclusão do teste de Fisher LSD, ou seja, os grupos são
distintos apenas para baixas velocidades.
Figura 50: Força de ruptura (N) x velocidade ( mm/min)
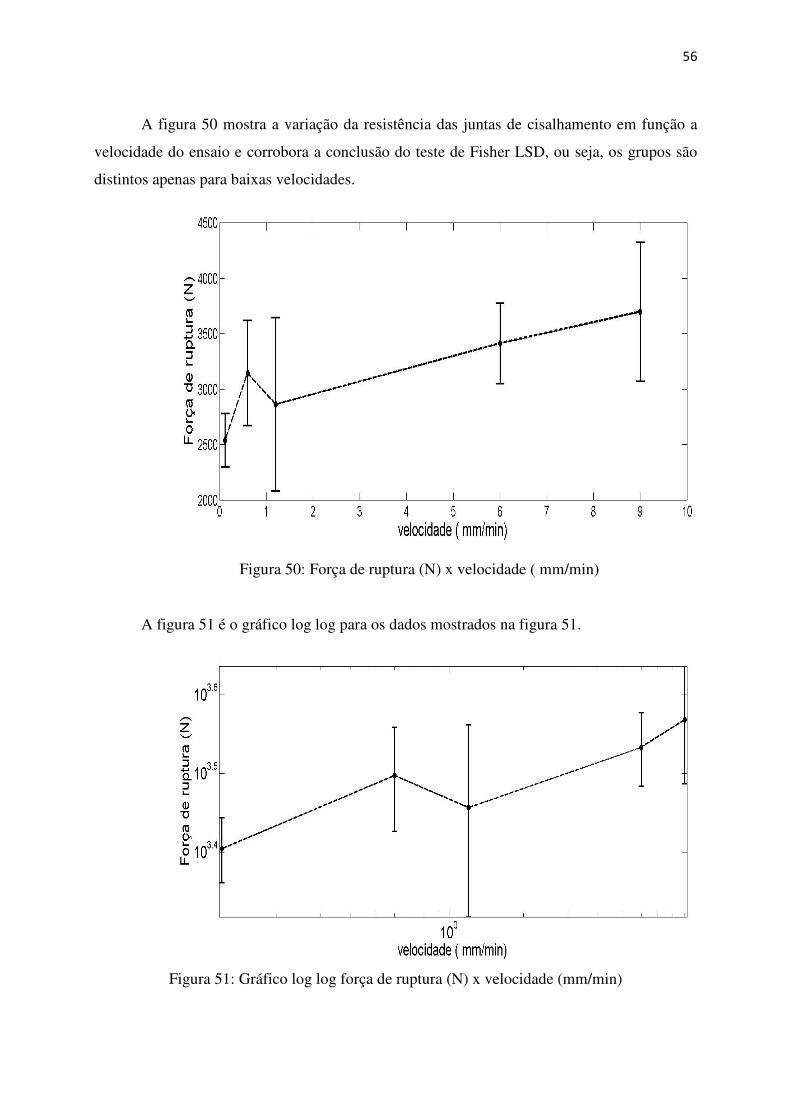
A figura 51 é o gráfico log log para os dados mostrados na figura 51.
Figura 51: Gráfico log log força de ruptura (N) x velocidade (mm/min)
57
3.4.4 – Análise das variâncias
Após comprovadas as hipóteses, distribuição normal dos resíduos, homogeneidade das
variâncias e a distinção de alguns grupos, foi realizada a análise da variância.
A análise da significância do fator taxa de deslocamento pode ser feita observando o
valor da média quadrática ( MS – Mean Square), caso haja mais de um fator, mostrando
aqueles que tem maior significância e principalmente utilizando o valor de p.
Quanto mais significativo for o efeito do fator sobre a variável de resposta ( força de
ruptura) maiores serão os valores de MS. São considerados efeitos significativos usando uma
significância α=0,05.
A fim de avaliar a influência da taxa de deslocamento ou velocidade, foi feito o teste
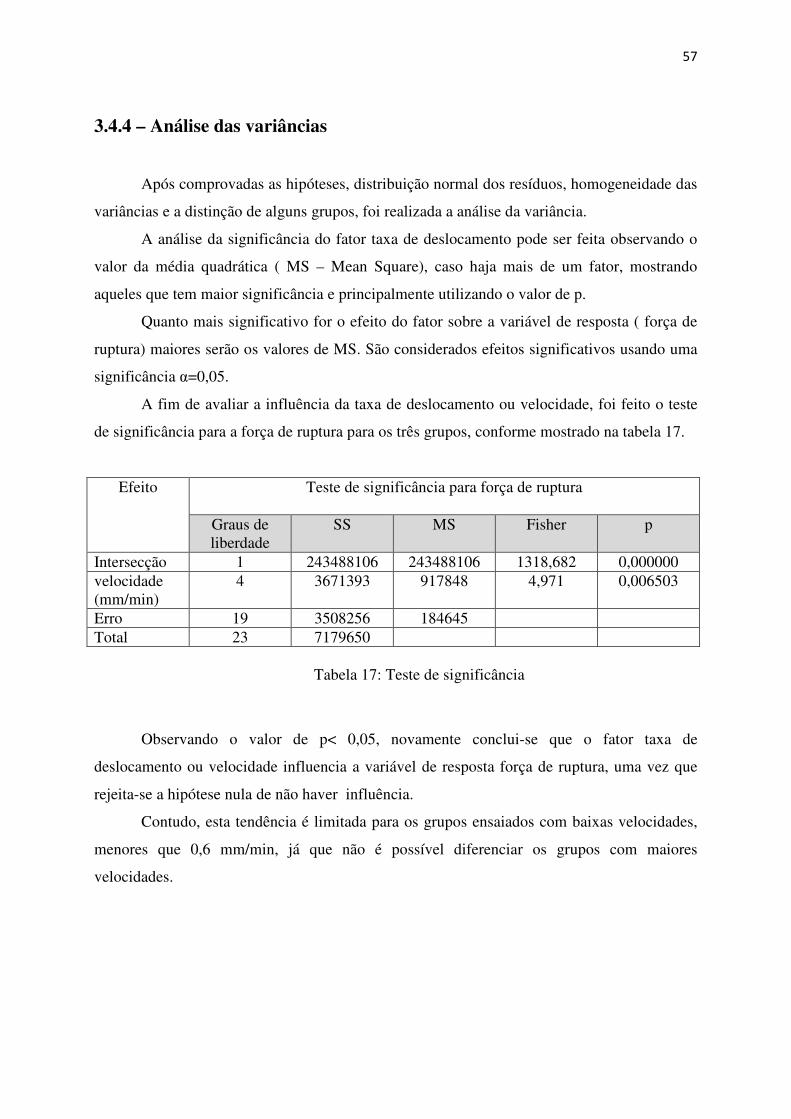
de significância para a força de ruptura para os três grupos, conforme mostrado na tabela 17.
Efeito Teste de significância para força de ruptura
Graus de liberdade
SS MS Fisher p
Intersecção 1 243488106 243488106 1318,682 0,000000 velocidade (mm/min)
4 3671393 917848 4,971 0,006503
Erro 19 3508256 184645 Total 23 7179650
Tabela 17: Teste de significância
Observando o valor de p< 0,05, novamente conclui-se que o fator taxa de
deslocamento ou velocidade influencia a variável de resposta força de ruptura, uma vez que
rejeita-se a hipótese nula de não haver influência.
Contudo, esta tendência é limitada para os grupos ensaiados com baixas velocidades,
menores que 0,6 mm/min, já que não é possível diferenciar os grupos com maiores
velocidades.
58
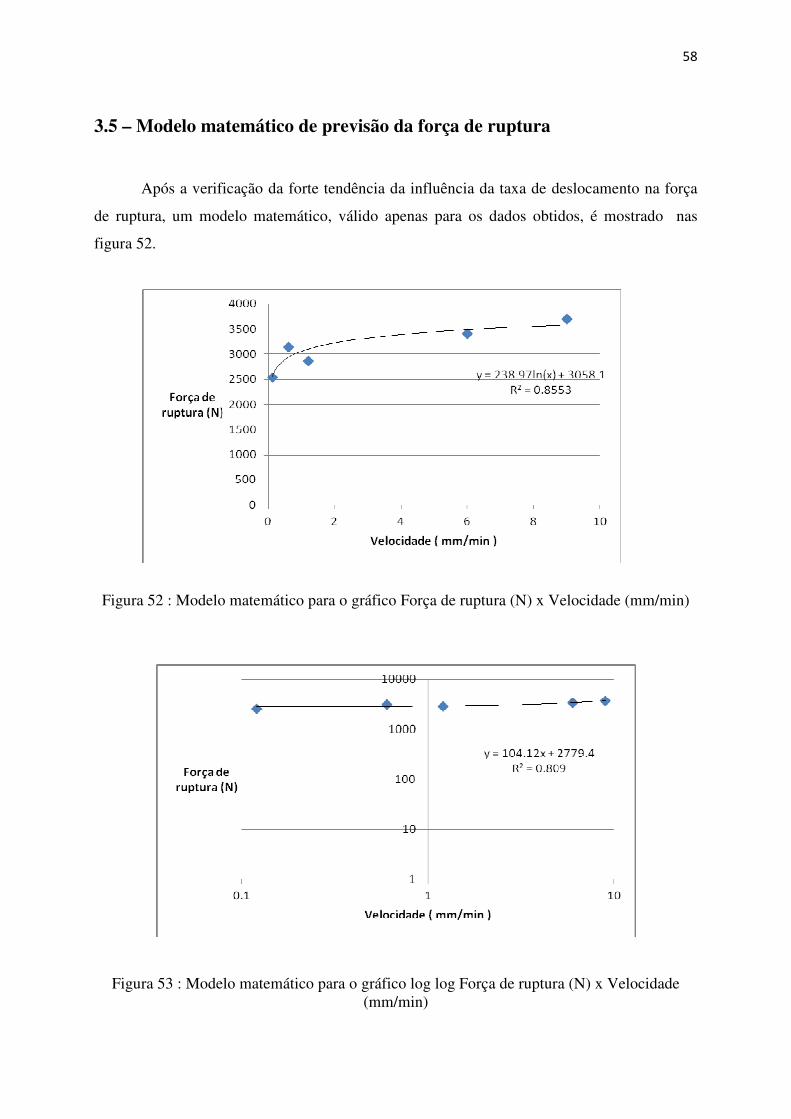
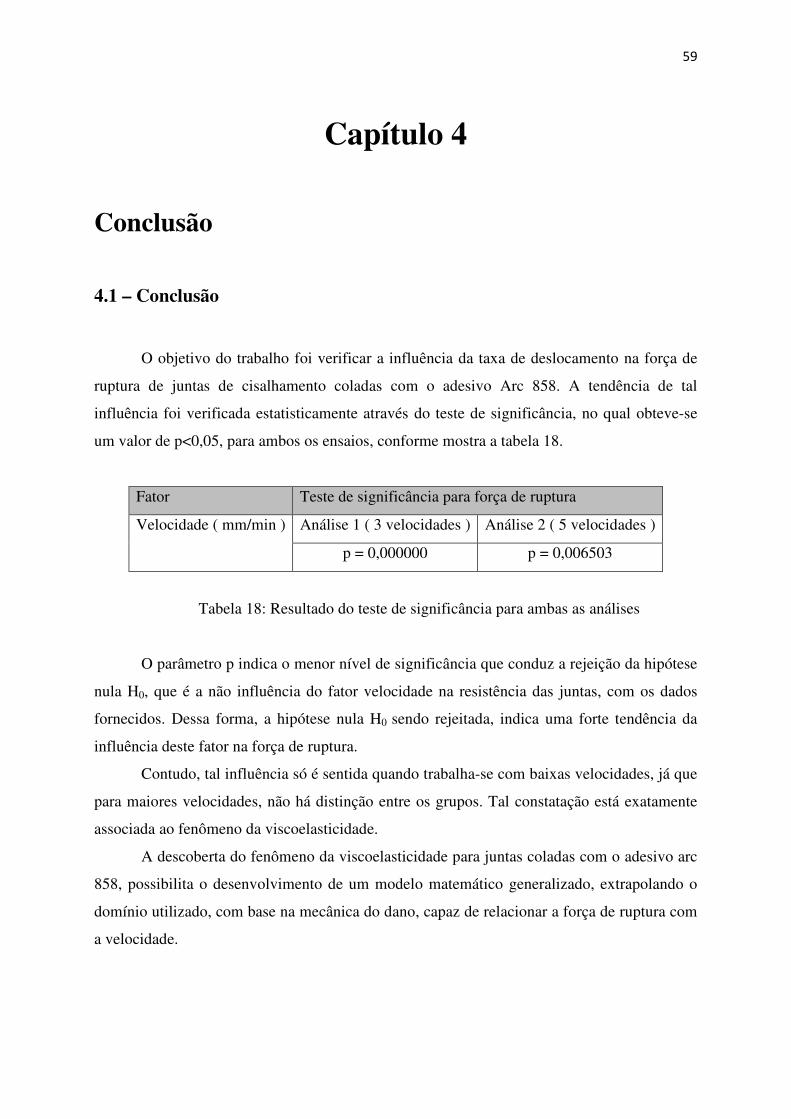
3.5 – Modelo matemático de previsão da força de ruptura
Após a verificação da forte tendência da influência da taxa de deslocamento na força
de ruptura, um modelo matemático, válido apenas para os dados obtidos, é mostrado nas
figura 52.
Figura 52 : Modelo matemático para o gráfico Força de ruptura (N) x Velocidade (mm/min)
Figura 53 : Modelo matemático para o gráfico log log Força de ruptura (N) x Velocidade (mm/min)
59
Capítulo 4
Conclusão
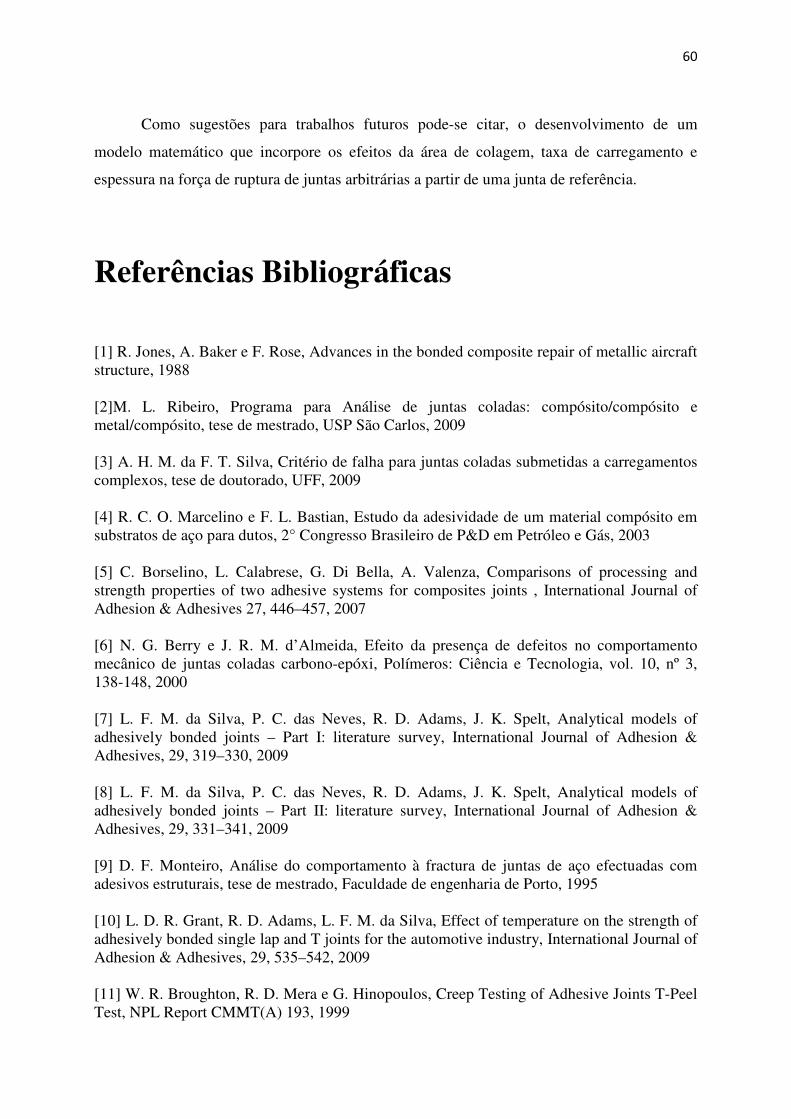
4.1 – Conclusão
O objetivo do trabalho foi verificar a influência da taxa de deslocamento na força de
ruptura de juntas de cisalhamento coladas com o adesivo Arc 858. A tendência de tal
influência foi verificada estatisticamente através do teste de significância, no qual obteve-se
um valor de p<0,05, para ambos os ensaios, conforme mostra a tabela 18.
Fator Teste de significância para força de ruptura
Velocidade ( mm/min ) Análise 1 ( 3 velocidades ) Análise 2 ( 5 velocidades )
p = 0,000000 p = 0,006503
Tabela 18: Resultado do teste de significância para ambas as análises
O parâmetro p indica o menor nível de significância que conduz a rejeição da hipótese
nula H0, que é a não influência do fator velocidade na resistência das juntas, com os dados
fornecidos. Dessa forma, a hipótese nula H0 sendo rejeitada, indica uma forte tendência da
influência deste fator na força de ruptura.
Contudo, tal influência só é sentida quando trabalha-se com baixas velocidades, já que
para maiores velocidades, não há distinção entre os grupos. Tal constatação está exatamente
associada ao fenômeno da viscoelasticidade.
A descoberta do fenômeno da viscoelasticidade para juntas coladas com o adesivo arc
858, possibilita o desenvolvimento de um modelo matemático generalizado, extrapolando o
domínio utilizado, com base na mecânica do dano, capaz de relacionar a força de ruptura com
a velocidade.
60
Como sugestões para trabalhos futuros pode-se citar, o desenvolvimento de um
modelo matemático que incorpore os efeitos da área de colagem, taxa de carregamento e
espessura na força de ruptura de juntas arbitrárias a partir de uma junta de referência.
Referências Bibliográficas
[1] R. Jones, A. Baker e F. Rose, Advances in the bonded composite repair of metallic aircraft structure, 1988
[2]M. L. Ribeiro, Programa para Análise de juntas coladas: compósito/compósito e metal/compósito, tese de mestrado, USP São Carlos, 2009
[3] A. H. M. da F. T. Silva, Critério de falha para juntas coladas submetidas a carregamentos complexos, tese de doutorado, UFF, 2009 [4] R. C. O. Marcelino e F. L. Bastian, Estudo da adesividade de um material compósito em substratos de aço para dutos, 2° Congresso Brasileiro de P&D em Petróleo e Gás, 2003 [5] C. Borselino, L. Calabrese, G. Di Bella, A. Valenza, Comparisons of processing and strength properties of two adhesive systems for composites joints , International Journal of Adhesion & Adhesives 27, 446–457, 2007 [6] N. G. Berry e J. R. M. d’Almeida, Efeito da presença de defeitos no comportamento mecânico de juntas coladas carbono-epóxi, Polímeros: Ciência e Tecnologia, vol. 10, nº 3, 138-148, 2000 [7] L. F. M. da Silva, P. C. das Neves, R. D. Adams, J. K. Spelt, Analytical models of adhesively bonded joints – Part I: literature survey, International Journal of Adhesion & Adhesives, 29, 319–330, 2009 [8] L. F. M. da Silva, P. C. das Neves, R. D. Adams, J. K. Spelt, Analytical models of adhesively bonded joints – Part II: literature survey, International Journal of Adhesion & Adhesives, 29, 331–341, 2009 [9] D. F. Monteiro, Análise do comportamento à fractura de juntas de aço efectuadas com adesivos estruturais, tese de mestrado, Faculdade de engenharia de Porto, 1995 [10] L. D. R. Grant, R. D. Adams, L. F. M. da Silva, Effect of temperature on the strength of adhesively bonded single lap and T joints for the automotive industry, International Journal of Adhesion & Adhesives, 29, 535–542, 2009 [11] W. R. Broughton, R. D. Mera e G. Hinopoulos, Creep Testing of Adhesive Joints T-Peel Test, NPL Report CMMT(A) 193, 1999
61
[12] http://en.wikipedia.org/wiki/Scarf_joint, 2009 [13] L. F. M. da Silva, R. J. C. Carbas, G. W. Critchlow, M. A. V. Figueiredo, K. Brown, Effect of material, geometry, surface treatment and environment on the shear strength of single lap joints, International Journal of Adhesion & Adhesives, 29, 621–632, 2009 [14] R. D. Adams, N. A. Peppiatt, J. Strain Anal. , 9, 185, 1974 [15] L. F. M. da Silva, T. N. S. S. Rodrigues, M. A. V. Figueiredo, M. F. S. F. de Moura, J. A. G. Chousal, International Journal of Adhesion & Adhesives, 82, 1091, 2006
[16] T. Fongsamootr e C. Dechwayukul, Stress analysis of thin adhesive bonding dissimilar adherends single lap joints, [17] M. L. Abel, R. D. Allington, R. P. Digby, N. Porritt, S. J. Shaw, J. F. Watts, Understanding the relationship between silane application conditions, bond durability and locus of failure, International Journal of Adhesion & Adhesives, 26, 2–15, 2006 [18] Y. Xie, C. A. S. Hill, Z. Xiao, H. Militz, C. Mai, Silane coupling agents used for natural fiber/polymer composites: A review, Elsevier Composites: Part A, 41, 806–819, 2010 [19] E. Madenci, B. Kilic, D. R. Ambur, Influence of adhesive spew in bonded single-lap joints, Engineering Fracture Mechanics, 73, 1472–1490, 2006 [20] P. K. Mallick, T. P. Lang, Effect of spew geometry on stresses in single lap adhesive joints, International Journal of Adhesion & Adhesives, 18, 167-177, 1998 [21] L. Goglio, G. Belingardi, A. Tarditi, Investigating the effect of spew and chamfer size on the stresses in metal/plastics adhesive joints, International Journal of Adhesion & Adhesives, 22, 273–282, 2002 [22] Reza Haghani, Mohammad Al-Emrani, Robert Kliger, Interfacial stress analysis of geometrically modified adhesive joints in steel beams strengthened with FRP laminates, Construction and Building Materials, 23, 1413–1422, 2009 [23] L. F. M. da Silva, N. M. A. J. Ferreira, V. Richter-Trummer, E. A. S. Marques, Effect of grooves on the strength of adhesively bonded joints, International Journal of Adhesion & Adhesives, 30, 735–743, 2010 [24] João Reis, Bending stiffness and strength of single lap joints, tese de graduação, Faculdade de Engenharia do Porto, 2000 [25] Fabiano Costi, Metodologia numérica aplicada à viscoelasticidade de polímeros, tese de mestrado, PUC Paraná, 2006
Apêndice
62
A CONTINUUM DAMAGE MODEL FOR FAILURE ANALYSIS OF
BONDED JOINTS IN COMPOSITE MATERIALS
M. H. F. Cunha, [email protected]
H. S. da Costa Mattos, [email protected] L.C.S. Nunes, [email protected] A. H. Monterio, [email protected] R. Palazzetti, [email protected] Universidade Federal Fluminense, Laboratory of Theoretical and Applied Mechanics, PGMEC, 24210-240 Niterói, RJ, Brazil Abstract. In this paper it is proposed a phenomenological model, developed within the framework of continuum
damage mechanics, to perform the failure analysis of a family of adhesive single lap joints in composite
materials. The study is conceived for adhesives with brittle-elastic behaviour and highly resistant adherends. It
is shown that, under certain conditions, the rupture forces ( in the case of monotonic loading) and lifetimes ( in
the case of cyclic loading) of two joints with different overlap lengths can be correlated through a shape factor.
Hence, only a few tests performed in a reference joint are necessary for assessing the structural integrity of any
similar joint with arbitrary overlap length. Results from experimental static and fatigue testing of joints with
carbon/epoxy laminates bonded with epoxy adhesive different bonding areas were compared with model
prediction showing a good correlation. Keywords: B. Strength; C. Analytical modeling; Damage mechanics; E. Joints/joining
1. INTRODUCTION
The present study is concerned with the failure analysis of composite adhesive single
lap joints. The single lap joint is the most studied type of adhesive joint in literature, however,
strength prediction of such joints is still a controversial issue as it involves a lot of factors that
are difficult to quantify. In general, tensile and fatigue tests are often used to assess
information about the mechanical strength of a given adhesive/adherend system.
Adhesive bonding offers a simple and efficient way of joining structural components
without weakening them with holes or welding. Nevertheless, the exact determination of the
failure behaviour of a bonded joint with arbitrary geometry is still one of the most severe
limitations for the practical use of this technique.

63
The design of adhesively bonded structural joints is usually considered complicated
due the presence of singularities at the ends of the joints and the lack of suitable failure
criteria (for a general review, see Kinloch (1987), Minford (1993), Baldan, (2004a), (2004b),
Silva et al (2009a), (2009b). Many studies about the effect of different variables - material,
geometry, surface treatment and environment – on the static and fatigue strength of single lap
joints have been developed. In particular, some of these studies were concerned with the
structural integrity and damage assessment of composite-to-composite joint structures
(Ferreira et al (2002), Aymerich et al (2006), Quaresimin and Ricotta (2006a), (2006b),
(2006c), Meneghetti et al (2010), Goyal et al (2008), Ascione (2009a), (2009b), Shenoy et al
(2009), Aymerich et al (2006), for instance). Nevertheless, the complex nature of bonded
composite joints failure is still a challenge to designers since the combined effect of micro and
macro mechanisms involved is extremely complex (adhesives and adherend materials,
geometry, etc.).
The present paper is concerned with a simple but consistent phenomenological
framework to perform a failure analysis of an arbitrary composite adhesive single lap joint.
The approach is global and the local concepts of stress and strain are not used because the
joint is taken as a system. The model is conceived for adhesives with brittle-elastic behaviour
and highly resistant elastic adherends (joint failure occurs before significant permanent
deformation). The goal is to use such model to obtain as much information as possible about
the influence of the geometry of the glued area on the rupture force for a given
adhesive/adherend system with a minimum number of experiments. The influence of the
thickness of the adhesive layer and other important parameters such as adherends laminate
lay-up) is not considered on this preliminary analysis. The material constants considered in
the constitutive equations are simple to be identified experimentally for a given adhesive
thickness and the resulting mathematical problem is also very simple (the model equations
can be solved analytically). One interesting result is that, under certain conditions, the rupture
forces (in the case of monotonic loading) and lifetimes (in the case of cyclic loading) of two
joints with different overlap lengths can be correlated through a shape factor.
The adhesive/adherend system considered in this paper consists of carbon/epoxy
laminates bonded with epoxy adhesive. Results from experimental testing of single lap joints
with different sizes and bonded areas presented in (Quaresimin and Ricotta, 2006c) are
compared with model prediction and showing a good correlation. It is important to note that
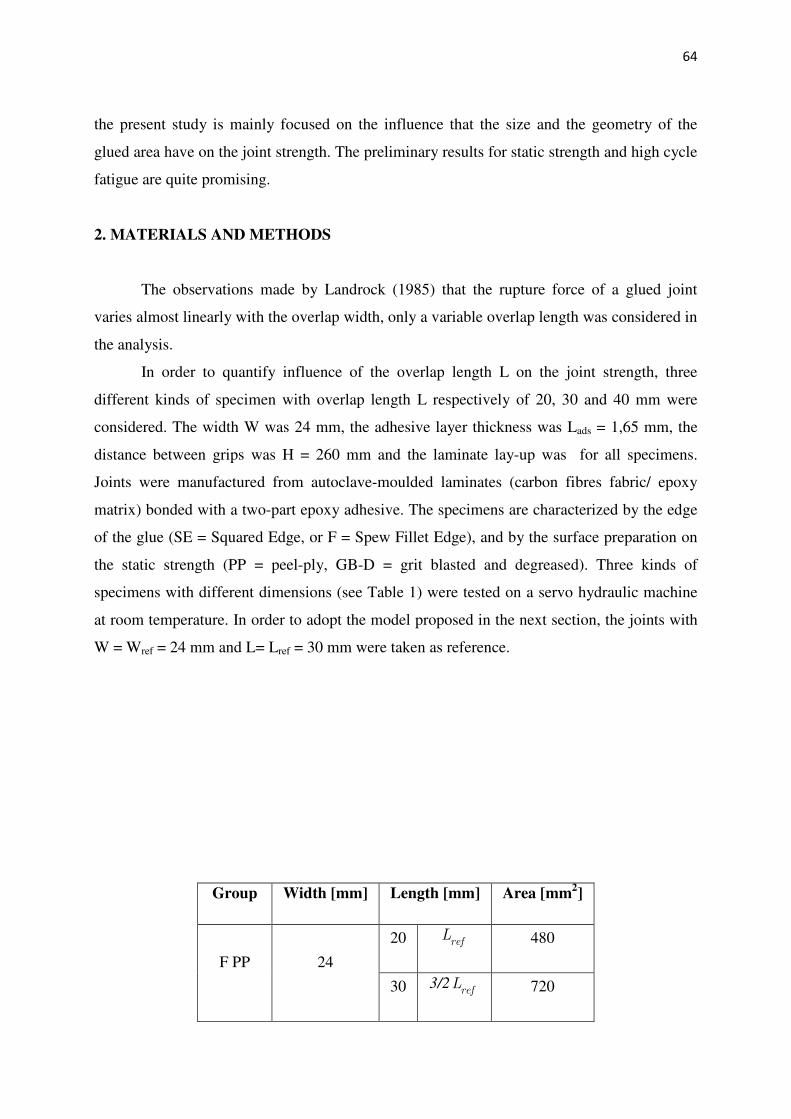
64
the present study is mainly focused on the influence that the size and the geometry of the
glued area have on the joint strength. The preliminary results for static strength and high cycle
fatigue are quite promising.
2. MATERIALS AND METHODS
The observations made by Landrock (1985) that the rupture force of a glued joint
varies almost linearly with the overlap width, only a variable overlap length was considered in
the analysis.
In order to quantify influence of the overlap length L on the joint strength, three
different kinds of specimen with overlap length L respectively of 20, 30 and 40 mm were
considered. The width W was 24 mm, the adhesive layer thickness was Lads = 1,65 mm, the
distance between grips was H = 260 mm and the laminate lay-up was for all specimens.
Joints were manufactured from autoclave-moulded laminates (carbon fibres fabric/ epoxy
matrix) bonded with a two-part epoxy adhesive. The specimens are characterized by the edge
of the glue (SE = Squared Edge, or F = Spew Fillet Edge), and by the surface preparation on
the static strength (PP = peel-ply, GB-D = grit blasted and degreased). Three kinds of
specimens with different dimensions (see Table 1) were tested on a servo hydraulic machine
at room temperature. In order to adopt the model proposed in the next section, the joints with
W = Wref = 24 mm and L= Lref = 30 mm were taken as reference.
Group Width [mm] Length [mm] Area [mm2]
F PP 24
20 refL 480
30 3/2refL 720
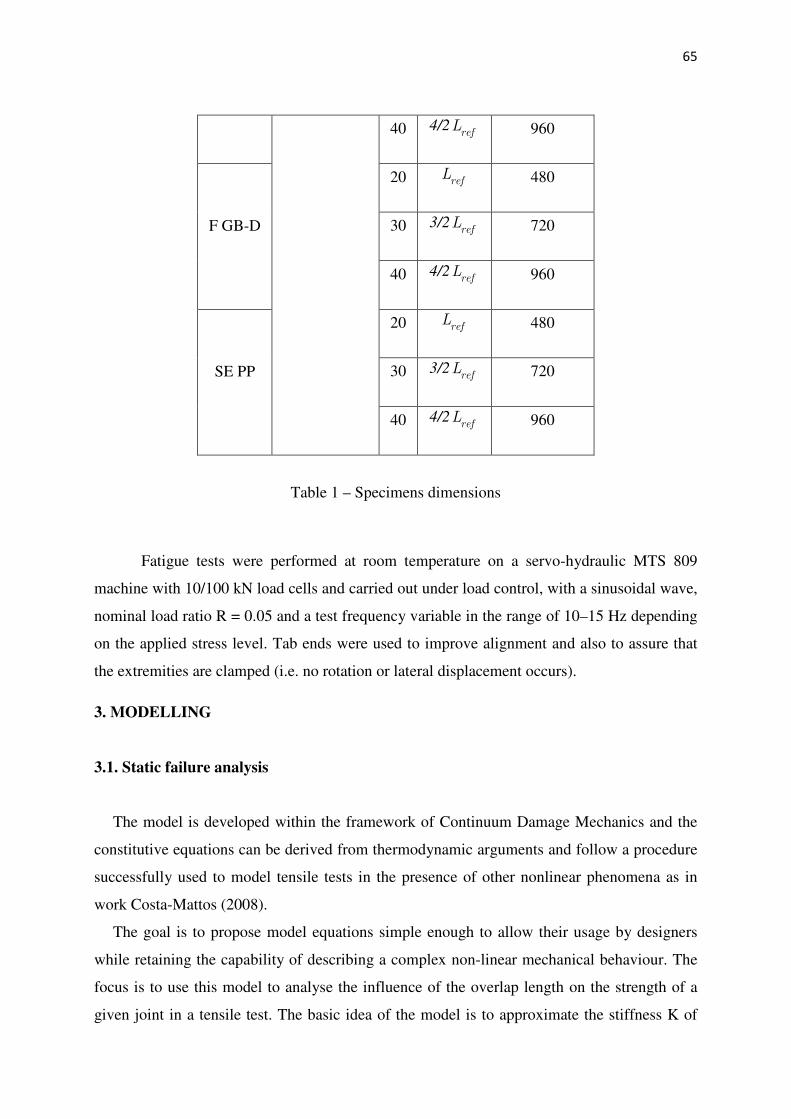
65
40 4/2refL 960
F GB-D
20 refL 480
30 3/2refL 720
40 4/2refL 960
SE PP
20 refL 480
30 3/2refL 720
40 4/2refL 960
Table 1 – Specimens dimensions
Fatigue tests were performed at room temperature on a servo-hydraulic MTS 809
machine with 10/100 kN load cells and carried out under load control, with a sinusoidal wave,
nominal load ratio R = 0.05 and a test frequency variable in the range of 10–15 Hz depending
on the applied stress level. Tab ends were used to improve alignment and also to assure that
the extremities are clamped (i.e. no rotation or lateral displacement occurs).
3. MODELLING
3.1. Static failure analysis
The model is developed within the framework of Continuum Damage Mechanics and the
constitutive equations can be derived from thermodynamic arguments and follow a procedure
successfully used to model tensile tests in the presence of other nonlinear phenomena as in
work Costa-Mattos (2008).
The goal is to propose model equations simple enough to allow their usage by designers
while retaining the capability of describing a complex non-linear mechanical behaviour. The
focus is to use this model to analyse the influence of the overlap length on the strength of a
given joint in a tensile test. The basic idea of the model is to approximate the stiffness K of
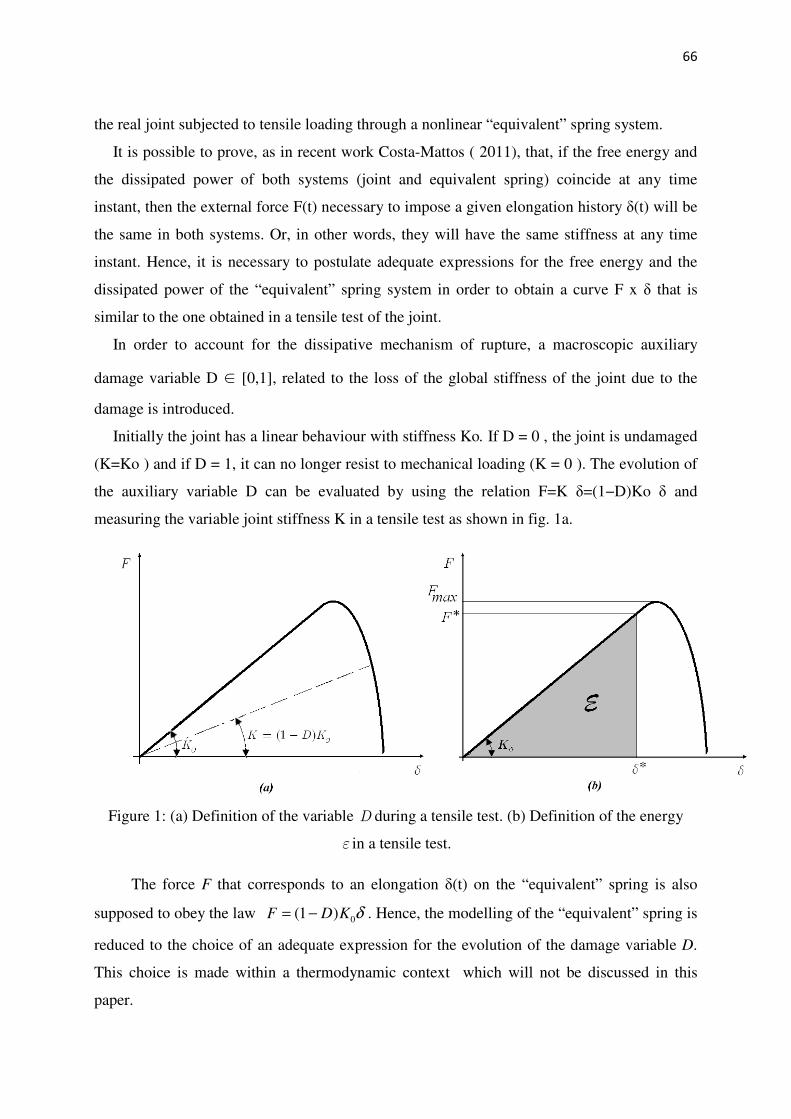
66
the real joint subjected to tensile loading through a nonlinear “equivalent” spring system.
It is possible to prove, as in recent work Costa-Mattos ( 2011), that, if the free energy and
the dissipated power of both systems (joint and equivalent spring) coincide at any time
instant, then the external force F(t) necessary to impose a given elongation history δ(t) will be
the same in both systems. Or, in other words, they will have the same stiffness at any time
instant. Hence, it is necessary to postulate adequate expressions for the free energy and the
dissipated power of the “equivalent” spring system in order to obtain a curve F x δ that is
similar to the one obtained in a tensile test of the joint.
In order to account for the dissipative mechanism of rupture, a macroscopic auxiliary
damage variable D ∈ [0,1], related to the loss of the global stiffness of the joint due to the
damage is introduced.
Initially the joint has a linear behaviour with stiffness Ko. If D = 0 , the joint is undamaged
(K=Ko ) and if D = 1, it can no longer resist to mechanical loading (K = 0 ). The evolution of
the auxiliary variable D can be evaluated by using the relation F=K δ=(1−D)Ko δ and
measuring the variable joint stiffness K in a tensile test as shown in fig. 1a.
Figure 1: (a) Definition of the variable D during a tensile test. (b) Definition of the energy
ε in a tensile test.
The force F that corresponds to an elongation δ(t) on the “equivalent” spring is also
supposed to obey the law 0(1 )F D K δ= − . Hence, the modelling of the “equivalent” spring is
reduced to the choice of an adequate expression for the evolution of the damage variable D.
This choice is made within a thermodynamic context which will not be discussed in this
paper.

67
The present analysis considers a single lap joint under tension submitted to a prescribed
monotone elongation δ(t). The “equivalent” spring system is supposed to be governed by the
following model equations:
0(1 )F D K δ= − (1)
. 1D G
cε= − ; ( 0) 0D t = = ; 0 1D≤ ≤ (2)
( ){ }max ,0G Gε ε− = − (3)
20
1
2G K δ= (4)
20
0
ref
ref
K
Kε ε η= ;
ref ref
W L
W Lη = (5)
Equations (1 - 5) form a set of governing equations for any family of single lap joints
with the same adhesive layer thickness ads
L , length H and adherend laminate lay-up. c is a
positive material parameter that does not depend on the joint geometry (it depends only on the
adherend and adhesive materials, on the adhesive thickness and, eventually, on the surface
treatment of the glued surfaces). ε is the energy corresponding to the area under the linear
portion of the curve F δ× (which will be called the critical energy , see fig 1b). The critical
energy ε must depend on the overlap length and overlap width to account for size effects.
0K is the stiffness of the undamaged joint measured in a tensile test which is dependent
of the joint geometry (including the overlap length L) and of the adherend and adhesive
elastic properties (see Fig. 1). In most cases, it is not possible to provide an exact analytic
expression for the stiffness oK . Nevertheless, as it is shown in the following analysis, the
constitutive relation (5) that relates oK and ε allows circumventing this problem and
provides all the additional necessary information about the joint dissipative behaviour.
The first expression in (5) relates the critical energy ε of an arbitrary joint with the
critical energy refε of a reference joint (ref
W W= ,ref
L L= ) which can be measured
experimentally in a tensile test. η is called the size (or shape) factor.

68
From Silva et al (2009a), (2009b), it comes that 0D =� if G ε≤ . As a consequence,
considering the initial condition ( 0) 0D t = = , it is possible to conclude that 0D = if
G ε≤ and hence the behaviour is linear according to eq (1). The force *F beyond which the
curve F δ× is no longer linear (here called the proportional limit) is given by the following
expression:
( )2*
* *0 0
0 0
2
2
FF K K
K K
εδ ε= = ⇒ = (6)
Introducing (6) into constitutive equation (5), it is possible to obtain an expression
relating the proportional limit *F of an arbitrary joint with the limit *refF of a reference joint :
( ) ( )2 2* *
2 2 * *0
0 0 02 2
refref
ref ref
F FKF F
K K Kε ε η η η= ⇒ = ⇒ = (7)
Considering a tensile test with prescribed elongation ( )t tδ α= ( 0α > ), it is possible
to obtain the analytic solution of eq. (2) until rupture ( 1D = ) at instant rt :
( ) 0D t = , if *
0
1 2t t
K
ε
α≤ = (8)
( )( ) ( )32 3 * *
0
1 1( )
6D t K t t t t
cα ε
= − − −
, if * rt t t< < (9)
Constant c is related to the viscosity of the adhesive layer and can be identified from
one rupture test performed in a joint with arbitrary geometry (generally the reference joint, for
which refo oK K= and refε ε= are known) using eq. (9) and condition ( ) 1rD t t= = :
( ) ( )3 32 * *
0
1
6ref r r
refc K t t t tα ε = − − −
(10)
Equations (1 - 5) allow describing some rate dependency. Nevertheless, for most
epoxy resins, c is very small (less than 0.001 N mm s). If 0c → , the joint does not present
significant rate dependency and the behaviour is brittle ( *rt t→ , *rδ δ→ and *maxF F→ ).
Since *maxF F→ in this case, using eq. (7), it is possible to conclude that the rupture force

69
maxF for an arbitrary joint can be obtained from the rupture force maxrefF of a reference through
a shape factor η :
max maxref
F Fη≈ ;ref ref
LW
L Wη
=
(11)
From equation (11) it is possible to conclude that the rupture forces (F1, F2) obtained in
tensile tests performed in two lap joints with different geometry of the glued area ((W1, L1), (
W2, L2), respectively), are related through the shape factor η :
1
2
F
Fη= with 1 1
2 2
W L
W Lη = (12)
3.2. Fatigue analysis
Considering a joint with a quasi-brittle behaviour in tension ( c → 0 ), it is possible to
propose a preliminary damage model for fatigue analysis. In this case, the fatigue is supposed
to be almost independent of the frequency. The proposed damage “evolution law” in terms of
cycle N is:
( )
11
10 (1 )a
bref ref aL W FD
RN LW
δ
δ
−− ∆ = −
(13)
Where, max( ) min( )F F F∆ = − and (min( ) / max( ))R F F= and a , b are positive
parameters for a fixed set of adhesive layer thickness Lads, length H and adherend laminate
lay-up. Once defined the adherend and adhesive materials, the model is supposed to hold for
4 610 10FN≤ ≤ . Since D = 1 at failure (N=NF), it follows the equation (13) that
( )
111
0 0
10 (1 )F
aN NDbref ref a
D N
L W FD R N
LWδ δ
−−
==
= =
∆ = −
∫ ∫ (14)
Hence,

70
( )1
10 (1 )a
bref ref aF
L W FN R
LW
− ∆ = −
(15)
Or
101
a
ref ref b FL W N
FRLW
− ∆ = −
(16)
From the equation (16), it is possible to verify that the parameters a and b can be
identified on a log(∆F) x log(NF) curve for a reference joint with glued area Aref=LrefWref for
which the shape factor is equal to 1 as can be seen in figure 2.
Figure 2: Experimental identification of parameters a, b using a reference joint with glued
area Aref=LrefWref
log( ) log1
refref FN
F a bR
∆ = − + −
(17)
From equations (16) and (17) it is possible to relate the force amplitude F∆ of an
arbitrary joint (arbitrary L and W, but fixed adhesive layer thickness Lads , length H and
adherend laminate lay-up to the force amplitude refF∆ of a reference joint. In particular, the
force amplitude F∆ related to a given life FN can be obtained from the amplitude in a
fatigue test with the same load ratio R with the introduction of a shape factor:
71
101
a
ref ref b
F F
ref ref ref ref
LW LW NN N N F F
RL W L W
−−−
= = ⇒ ∆ = ∆ = −
(18)
4. RESULTS
4.1. Static failure analysis. Comparison with experimental results
Table 2 presents the experimental and predicted rupture forces for the three kinds of
joints defined in Table 1. The rupture force maxF for each joint was obtained using the
procedure proposed in section 3.1.
Specimen Shape factor
Predicted
rupture force (N)
Experimental
rupture force (N)
Error %
F PP
L = 20 mm
Reference maxrefF = 408.9
L = 30 mm 1.225 501 502 0.2%
L = 40 mm 1.414 578 552 -4.9%
F GB-P
L = 20 mm
Reference maxrefF = 375.2
L = 30 mm 1.225 460 426 -7.8%
L = 40 mm 1.414 531 491 -8.0%
SE PP
L = 20 mm maxrefF = 347.9
72
Reference
L = 30 mm 1.225 426 408 -4.5%
L = 40 mm 1.414 492 440 -11.8%
Table 2 – Rupture force. Comparison between model predictions and experimental results
The comparison between the predicted rupture forces and the measurements shows
that the theoretical model does indeed offer an accurate estimate.
4.2. Fatigue failure analysis. Comparison with experimental results
As can be seen in figure 2, the fatigue curves were obtained for two Squared Edge
Joints. As a result of that, a preliminary analysis of the proposed modelling methodology can
be done.
Considering a joint with an overlap length of 20 mm as reference, it is possible to
compute the shape factor η for the other joint . The predicted curve for the joint with overlap
length of 40 mm obtained using the eq. (16) shows a good correlation.
Figure 2: Fatigue tests Comparison between experiments and model prediction.
5. CONCLUSIONS
The purpose of this work is to provide a method to easily perform failure analysis
(static and fatigue) of a family of adhesive single lap joints in composite materials. The main

73
goal of the preliminary study is to account the effect of the overlap length on the strength of
the joint.
From the model it is possible to obtain a shape factor that accounts for size
(geometric) effects – mainly comprised by the overlap width and the overlap length. In the
case of joints with highly resistant adherends and brittle adhesives, the analysis shows that the
rupture forces (F1, F2) obtained in tensile tests with two lap joints with different dimensions of
the overlap width and overlap length ((W1, L1) and ( W2, L2),respectively), but built in the
same condition with the same adhesive layer thickness Lads, length H and adherend laminate
lay-up, can be related thought a shape (or geometric) factor
1 11
2 2 2
W LF
F W L= (19)
In the case of fatigue tests of joints with the same load ratio ( 1 2R R R−
= = ), the analysis
shows that the force amplitudes (∆F1, ∆F2) can also be related thought the shape factor if
1 2F FN N N
−
= = .
1 11
2 2 2
W HF
F W H
∆=
∆ (20)
The preliminary results indicate that the proposed model allows a quick estimate of
both static and fatigue strength of an adhesive joint with arbitrary area from a reference joint.
It is quite difficult to compare other models predictions with the ones performed using the
shape factor, since, as far as the authors know, the material parameters that arise in more
sophisticate (and eventually more accurate) theories are generally difficult to be identified
experimentally. The only reasonable source of comparison are the works of Quaresimin and
Ricotta (2006a and 2006b) and Meneghetti et al (2010), where the joint lifetime is described
as the sequence of a crack nucleation phase followed by a propagation phase.
Nevertheless, it is important to remark that such a simplified model is global and that
it does not take into account the micro-mechanics of the fatigue damage evolution. Although
the expression proposed for the shape factor in the present paper works only for a particular
family of joints, it may be used to obtain a preliminary estimate of the adhesive area (always
brittle-elastic adhesives) before a more adequate (but eventually more complex) analysis

74
including the effects of layer orientation, lap joint length and water immersion on the fatigue
behaviour (such as in Goyal 2008, Ascione, 2009a and 2009b, for instance).
The purpose of this work is to provide a method to easily perform failure analysis
(static and fatigue) of a family of adhesive single lap joints in composite materials. Such a
theory is first step of a research program that aims at proposing practical formulas for bonded
joint design calculation as simple, safe and reliable as the ones usually adopted for designing
solder lap joints. The main motivation is the replacement of welded joints by glued joints in
situations where the production of heat and/or sparkling is forbidden such as in offshore oil
platforms.
The goal is to propose model equations simple enough to allow their usage by
designers while retaining the capability of describing a complex non-linear mechanical
behaviour. In this preliminary study it is accounted only the effect of the overlap length on the
strength of the joint. Results from experimental testing of carbon/epoxy laminates bonded
with epoxy adhesive with different sizes and bonded areas have been compared with model
prediction, showing a good correlation. The preliminary results in both cases (static strength
and fatigue strength) are quite promising. It is important to remark that the authors do not
claim general validity for any of these preliminary results. Nevertheless, these results justify
a careful prosecution of the study and the development of an intensive research program for
the experimental validation of the proposed models, mainly in the case of high cycle fatigue.
A more detailed study concerning how adhesive thickness adsL (or variable lengthH ) affects
the strength of an arbitrary joint will be presented in a forthcoming paper.
6. REFERENCES
[1] Kinloch AJ. Adhesion and adhesives: Science and technology, Chapman & Hall, New
York, 1987.
75
[2] Minford JD, Handbook of Aluminium Bonding Technology and Data, Marcel Dekker,
New York, 1993.
[3] Baldan, A. Review – Adhesively-bonded joints and repairs in metallic alloys, polymers
and composites materials: Adhesives, adhesion theories and surface pretreatment. J Mater Sci
2004; 39: 1-49.
[4] Baldan, A. Review - Adhesively-bonded joints in metallic alloys, polymers and composite
materials: Mechanical and environmental durability performance. J Mater Sci 2004; 39: 4729-
4797.
[5] Silva LFM, Neves PJC, Adams RD, Spelt JK. Analytical models of Adhesively bonded
joints – Part I: Literature survey. Int J Adhes Adhes 2009; 29(3): 319-330.
[6] Silva LFM, Neves PJC, Adams RD, Spelt JK. Analytical models of Adhesively bonded
joints – Part II: Comparative Study. Int J Adhes Adhes 2009; 29(3): 331-341.
[7] Ferreira JAM, Reis PN, Costa JDM, Richardson MOW. Fatigue behaviour of composite
adhesive lap joints. Compos Sci Technol 2002; 62: 1373–1379.
[8] Aymerich F, Onnis R., Priolo P. Analysis of the effect of stitching on the fatigue strength
of single-lap composite joints. Compos Sci Technol 2006; 66: 166–175.
[9] Quaresimin M, Ricotta M. Fatigue behaviour and damage evolution of single lap bonded
joints in composite material. Compos Sci Technol 2006; 29: 621–632,
[10] Quaresimin M, Ricotta M. Life prediction of bonded joints in composite materials. Int J
Fatigue 2006; 28: 1166–1176.
[11] Quaresimin M, Ricotta M. Stress intensity factors and strain energy release rates in single
lap bonded joints in composite materials. Compos Sci Technol 2006; 66: 647–656.
[12] Meneghetti G, Quaresimin M, Ricotta M. Influence of the interface ply orientation on the
fatigue behaviour of bonded joints in composite materials. Int J Fatigue 2010; 32: 82–93.
[13] Goyal VK, Johnson ER., Goyal VK, Predictive strength-fracture model for composite
bonded joints. Compos Struct 2008; 82: 434–446
76
[14] Ascione F. Ultimate behaviour of adhesively bonded FRP lap joints. Compos B: Eng
2009; 40: 107–115
[15] Ascione F. Mechanical behaviour of FRP adhesive joints: A theoretical model. Compos
B: Eng 2009; 40: 116–124
[16] Shenoy V, Ashcroft IA, Critchlow GW, Crocombe AD, Abdel Wahab MM. Strength
wearout of adhesively bonded joints under constant amplitude fatigue. Int J Fatigue 2009;
31:820–830.
[17] Aymerich F, Onnis R., Priolo P. Analysis of the effect of stitching on the fatigue strength
of single-lap composite joints. Compos Sci Technol 2006; 66: 166–175.
[18] Landrock AH. Adhesive Technology Handbook, 1a ed., Noyes Publications, New Jersey,
USA, 1985.
[19] Costa Mattos, HS, Monteiro AH, Sampaio EM. Modelling the strength of bonded butt-
joints. Composites: Part B 2010; 41:654–662.
[20] Costa Mattos, HS, Monteiro AH, Sampaio EM. Static failure analysis of adhesive single
lap joints. Int J Adhes Adhes 2011; 31: 446-454.
[21] Costa-Mattos HS, Bastos IN, Gomes JACP. A simple model for slow strain rate and
constant load corrosion tests of austenitic stainless steel in acid aqueous solution containing
sodium chloride. Corros Sci 2008; 50: 2858–2866.


















