1081ch2_7.pdf
5
157 2.7 Empirical Process Optimization D. W. HOYTE (1995) B. G. LIPTÁK (2005) Suppliers of Optimization DMC; Gensym; Setpoint; Statistical Programs; Ultramax ($1000 to $20,000) Software: The optimization of control loops is discussed in Section 2.20, and the optimization of such unit operations as chemical reaction or distillation is covered in Chapter 8. Here the subject is the optimization of empirical processes, but before that discussion, it is appropriate to say a few words about optimization in general. LEVELS OF OPTIMIZATION The highest level of optimization is business- or enterprise- wide optimization, which includes not only the manufacturing process, but also the optimization of the raw material supply chain and of the packaging and product distribution chain. This is a higher and more important level of optimization than process optimization alone because it requires the simulta- neous consideration of all three areas of optimization and requires the finding of enterprise-wide operation strategies that will keep all three areas within their optimum areas of opera- tion (Figure 2.7a). Plant-wide optimization also involves more than the opti- mization of the unit processes because it must also consider documentation, maintenance, scheduling, and quality man- agement considerations. Plant-wide optimization involves the resolution of the sometimes conflicting objectives of the many unit operations and the envelope strategies required to optimize the entire plant. At the unit operations level, it goes without saying that multivariable optimization cannot be achieved when individ- ual processing equipment is defective or when control loops are not properly tuned. In addition, it is important that mea- surements be sampled fast enough and that loops be tuned for sufficiently fast rates of recovery. Loop cycling must also be eliminated, which usually requires the elimination or cor- rection for interactions between loops. When no mathemat- ical model can describe a process and therefore the process can only be optimized experimentally, empirical optimization is required. This is the subject of this section. EMPIRICAL OPTIMIZATION The performance of some processes can be described by theoretical mathematical models. In these cases, mathemati- cal techniques are available to determine the best operating conditions to satisfy selected performance criteria and thereby optimize the process. 1 There are, however, many pro- cesses for which no adequate mathematical model exists. These are known as empirical processes, and they can only be optimized experimentally. This section discusses approaches to finding the optimum process settings by exper- iment. The discussion concentrates on the Ultramax method, which is appropriate to a wide variety of processes and for which excellent user-friendly computer tools are available. Optimization The term “optimize” is used here as it refers to a measurable criterion or quality of the process (Q) that the user wishes to maximize or minimize. For example: 1. Plant production rate is to be maximized. 2. Cost-per-ton of output, calculated from many mea- surements, is to be minimized. FIG. 2.7a Enterprise-wide optimization requires the optimization of not only the manufacturing plant but also the raw material supply chain and the product distribution chain. Process Distribution intensive Distributor/ consumer Discrete Sourcing intensive Supplier Manufacturing intensive Batch Processes © 2006 by Béla Lipták
-
Upload
cristopher-entena -
Category
Documents
-
view
5 -
download
1
Transcript of 1081ch2_7.pdf
-
157
2.7 Empirical Process Optimization
D. W. HOYTE (1995) B. G. LIPTK (2005)
Suppliers of Optimization DMC; Gensym; Setpoint; Statistical Programs; Ultramax ($1000 to $20,000)Software:
The optimization of control loops is discussed in Section 2.20,and the optimization of such unit operations as chemicalreaction or distillation is covered in Chapter 8. Here thesubject is the optimization of empirical processes, but beforethat discussion, it is appropriate to say a few words aboutoptimization in general.
LEVELS OF OPTIMIZATION
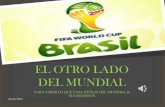
The highest level of optimization is business- or enterprise-wide optimization, which includes not only the manufacturingprocess, but also the optimization of the raw material supplychain and of the packaging and product distribution chain. Thisis a higher and more important level of optimization thanprocess optimization alone because it requires the simulta-neous consideration of all three areas of optimization andrequires the finding of enterprise-wide operation strategies thatwill keep all three areas within their optimum areas of opera-tion (Figure 2.7a).
Plant-wide optimization also involves more than the opti-mization of the unit processes because it must also consider
documentation, maintenance, scheduling, and quality man-agement considerations. Plant-wide optimization involves theresolution of the sometimes conflicting objectives of themany unit operations and the envelope strategies required tooptimize the entire plant.
At the unit operations level, it goes without saying thatmultivariable optimization cannot be achieved when individ-ual processing equipment is defective or when control loopsare not properly tuned. In addition, it is important that mea-surements be sampled fast enough and that loops be tunedfor sufficiently fast rates of recovery. Loop cycling must alsobe eliminated, which usually requires the elimination or cor-rection for interactions between loops. When no mathemat-ical model can describe a process and therefore the processcan only be optimized experimentally, empirical optimizationis required. This is the subject of this section.
EMPIRICAL OPTIMIZATION
The performance of some processes can be described bytheoretical mathematical models. In these cases, mathemati-cal techniques are available to determine the best operatingconditions to satisfy selected performance criteria andthereby optimize the process.1 There are, however, many pro-cesses for which no adequate mathematical model exists.These are known as empirical processes, and they can onlybe optimized experimentally. This section discussesapproaches to finding the optimum process settings by exper-iment. The discussion concentrates on the Ultramax method,which is appropriate to a wide variety of processes and forwhich excellent user-friendly computer tools are available.
Optimization
The term optimize is used here as it refers to a measurablecriterion or quality of the process (Q) that the user wishes tomaximize or minimize. For example:
1. Plant production rate is to be maximized.2. Cost-per-ton of output, calculated from many mea-
surements, is to be minimized.
FIG. 2.7aEnterprise-wide optimization requires the optimization of not onlythe manufacturing plant but also the raw material supply chainand the product distribution chain.
Process
Distributionintensive Distributor/
consumer
Discrete
Sourcingintensive
Supp
lier
Manufacturingintensive
BatchProcesses
2006 by Bla Liptk
-
158 Control Theory
3. Flavor of a product, rated 1 to 10 by a group of tasters,is to be maximized.
4. Height/width ratio of a chromatograph peak is to bemaximized.
Q is sometimes referred to as the target variable or the objec-tive function. Several contending criteria may be givenweights to produce a single measurement of process perfor-mance.
2 To simplify the discussion, the examples here willbe limited to maximizing the value of Q.
Optimizing the process may include maximizing Q whileother measured results of the process (R, S, etc.) remainwithin specified limits (e.g., maximizing plant productionrate in making butter, paper, or sulfuric acid must be subjectto a specified limit on water content in each product).
Information Cycle Times Some processes have inherentlylong information cycle times; resistance to weathering of dif-ferent paint formulations or increase in farmland productivityfrom different mixtures of synthetic fertilizers are examples.In both cases, the search for an optimum would take an unac-ceptably long time if the results from one test were awaitedbefore deciding the conditions for the next test. Therefore,multiple formulations of paints and fertilizers must be plannedand then tested in parallel at the same time. This type ofplanning, and the subsequent analysis of the results, is oftencalled parallel design of experiments.
Parallel Design Taking a specific example: A material isbaked for time duration (D), at an oven temperature (T ), toresult in a quality (Q), which is to be maximized. This processcould be, for example, the case-hardening of steel, the poly-merization of resin, or the diffusion of ions in silicon chips.Only D and T are manipulated to affect Q.
Processing is performed with a selected array of D andT values, and the corresponding values of Q are measured.The optimum can be found graphically by drawing contoursof Q on a graph showing the points (D1, T1), (D2, T2), andso on. Optimum operating conditions for the process are thevalues of D and T at the top of the hill.
The contours of Q are sometimes called the responsesurface of the process and can be fitted to the data pointsmathematically, instead of sketching contours by eye.3 Thishas clear advantages when there are many manipulated vari-ables in the process. The math is simplified by selecting thearray of experimental points to suit it. Also, the analysis issimplified by limiting the equation for the response surfaceto the second order.
Note that while statistical texts often refer to D and T as thecontrolled variables, an engineer will usually refer to D and Tas manipulated variables and to Q as the controlled variable.4
Some commercially available computer programs for par-allel designs of experiments are in the nature of a collection ofroutines that are useful to an experienced industrial statistician.
The practicing engineer is likely to work faster with a user-friendly, menu-driven package such as Catalyst or Discover.5
Sequential Design Many processes have short informationcycle times. In such cases, the results from using particularprocess settings become available in time to help in decidingthe settings for the next test. This method is often calledsequential design of experiments, or hill climbing.
Using the previous example, three different values forthe settings D and T are evaluated in this process. The slopeof the response surface defined by the values of Q1, Q2, andQ3 shows the direction up the hill to increase Q. The nextvalues of D and T are selected to proceed in this direction.Repeating this procedure, the experimenter can hill-climbstep by step, toward the maximum value for Q.
If the process has many independent variables and alsohas some noise that is affecting the results, it can be difficultto determine how each variable is affecting the quality of theproduct (Q). The Simplex search procedure works (finds themaximum value of Q) all the time, with one more processresult than the number of independent variables. In the exam-ple used here, it would require three process results.
Figure 2.7b illustrates the method. To find the next settingsfor the process, a line is drawn from the settings with the lowestresult, through the midpoint of the opposite face, to an equaldistance beyond. In this example, the search reaches optimumwith 20 data points.
The Simplex search was invented by William Spendleyat ICI Billingham, England to automate the evolutionaryoperation (EVOP) procedures of G. P. Box and others, andthe methods are amenable to implementation using paper andpencil or a desk calculator.6,7 Reference 8 provides a practicaltreatment of the subject in which the authors review relatedcomputer programs.
FIG. 2.7bSIMPLEX search for a maximum of quality, Q. Contours of Q areshown, though usually unknown. Inset shows how the next processsettings are found. Direction changes where #14 has lower Q than #13.
4
3 2
1: Lowest result.
Project to #4Via mid point, O.
Dur
atio
n (h
ours
)
Temperature (deg F)
20
14
13 4 25 3 1
2006 by Bla Liptk
-
2.7 Empirical Process Optimization 159
Bayesian Methods Bayesian statistics are designed tomatch the human decision-making process in situations wherefew data are available. They are used to help in selecting thenext process settings in a sequential hill-climbing program,Ultramax,9 designed for the PC or mainframe computers.Ultramax is a menu-driven, engineer-oriented package.
The following illustration uses the baking process men-tioned earlier, but with the addition of a constraint: volume(V) per unit of product. Here, volume and quality are bothaffected by duration and temperature of baking; the goal isto find settings of D and T to give maximum Q while holdingV between specified limits.
Figure 2.7c shows the Main Menu of Ultramax. KeyingF prompts the user to specify the Problem Formulationshown there. (Note that all examples shown have been sim-plified to clarify the concepts.) Salient points of this formu-lation are as follows:
1. Q is only acceptable when V is ranged from 30 to31 cu. in.
2. TYPE code specifies how the program is to treat eachvariable, as follows:
Types 0 and 4 are for data-recording only. (Types0, 2, and 4 are not used in this example.)
Type 1 is an independent (manipulated) variable.Type 2 is an independent variable that affects the tar-
get but cannot be manipulated (e.g., the time ofday, the price of crude oil, a process disturbance).
Type 5 is a dependent (results) variable with con-straints.
Type 6 is the target variable.3. One Type 6 target variable must be specified in the
formulation; several variables of other types may bespecified. The standard version of Ultramax can dealwith ten Type 1 variables, and all can be changed atwill in each step of the search.
4. The Prior Region specifies the range where the userexpects the optimum to lie and wishes the search tostart. Note: A parallel design of experiments for twoindependent variables requires a dozen data points inthis region and in every further region selected forexploration.
Providing Process Data
After the formulation of the problem, the menu function E(Enter Data) is used next. The user can enter, at one time,one or many data points: for example, sets of measurementsof D, T, V, and Q from the process.
Process data can be keyed in or can be read in from afile. Although users often have extensive data to enter fromprior process runs, they may wish to obtain and enter datapoints one at a time after the initial loading in order to obtainadvice from Ultramax on the recommended process settingsto use next. This way the optimum will be reached with thefewest runs of the process.
The search up through run #14, following the advice ofUltramax, is shown in Figure 2.7d. This starts with the samethree data points used in Figure 2.7b and explores the contours
FIG. 2.7cMain menu and a Problem Formulation for the Ultramax program.In the formulation, Type designates treatment of the variable.Note that all Ultramax reports have been simplified here to high-light concepts. (Courtesy of Ultramax Corp., Cincinnati, OH.)
Main menu of ultramax functions.F Formulate problemE Enter run dataL Build modelsA AdviceW What-if analysisD Data managementH Historical data reportP Plot dataQ Quit ultramax.
*** Enter function-->
Problem formulation:nd duration and temperature settings
to give max quality subject to limits on volume
VAR# Name Units Type
PriorLO
RegionHI
ConstraintsLO HI
1 1Temperature Deg. F 450. 500.12 Duration Hours 6. 7.
64 Quality Score 5. 6.53 Volume Cu.In. 30. 31. 30. 31.
FIG. 2.7dUltramax search for process settings to give maximum quality (Q)without violating limits on volume (V). The contours are not knownbefore the search.
500450400350300250
Low limit of volume: 30 Cu.In.
High limit of volume: 31 Cu.In.
Temperature (Deg F)
2
46
1314
11
13
9
9
8
7
6
10
QualityVolume: 32 Cu.In.
5
6
7
8
9
10
Dur
atio
n (H
ours
)
2006 by Bla Liptk
-
160 Control Theory
of Q as it seeks the maximum. At the same time, the searchis recognizing the contours of V and locating the barrier ofV = 31 cu. in. By run #14, the search is close to the optimumsettings for duration and temperature in this process. (Thecontours are shown for illustration only; they are not, ofcourse, known while the search is being made.)
Search Procedure
After process data have been entered, menu function L (BuildModel), is used to fit a second-order model to the data points.This is illustrated in the Coefficients Report for Quality,which appears after the data for run #13 have been entered(see Figure 2.7e). (A similar report obtained for the modelof V is not shown here.)
The user seeks process settings that give the largest valueof Q and is only interested in fitting the model in that region.The data points used earlier in the search may detract from thatfit; if they do, Ultramax automatically discards them. The actualpoints used in the model are listed at the bottom of Figure 2.7etogether with their errors. Minimum Prediction Error at thetop of Figure 2.7e gives a single value for goodness-of-fit.
After the model-building step, the menu function A(Generate Advice) gives a report for a selected number ofAdvices, as shown in Figure 2.7f. The column headedOptimum gives the best calculated settings for the process,based on the data at that stage. The user can then followAdvices for the next process settings to explore further forthe optimum, in the priority order that Ultramax sees as theneed for information. The user may choose to select severalor only one of the Advices for the next process settings, orthe user can use settings to explore the process based solelyon the users own knowledge and intuition about the process.Ultramax will use any data points it is given.
Finding the Optimum Sequential cycles consist of:
Data EntryBuild ModelGet AdvicesRun ProcessData Entry
and will initially lead to data points in the general region ofthe process maximum. In this phase of the search, the sizeof steps made in changing the process settings is limited bya Boldness-of-Search parameter that the user specifies.Thus the user can choose either to search quickly or to makesmaller and more cautious changes. This is somewhat similarto tuning one of the process control loops. The boldnessof each Advice is ranged from 0 to 3 and is shown as Stan-dard Distance in Figure 2.7f.
The search continues until the distinction between thebest process settings is limited only by the repeatability(noise) of the process. At this point, changes in the Opti-mum value from one process-run to another for each manip-ulated variable (Figure 2.7f ) will bottom out.
FIG. 2.7eExample of a Model Coefficients Report: Run #13. Goodness-of-fitis shown by minimum prediction error and list of model errors.Ultramax fits the model in the region of the maximum quality, asdesired by the user. It has discarded outlying data points numbers1 to 5. (Courtesy of Ultramax Corp., Cincinnati, OH.)
Model Equation:F(x) = + 12.28
0.0392 X(1)
0.00006016 X(1)2+ 1.139 X(2)
+ 0.009428 X(2)X(1) 0.289 X(2)2
Key Variable Units TypeF(x) Quality Score 6X(1) Temperature Deg F 1X(2) Duration Hours 1
Datapoints Used and the Errors of the Model: Actual Model Run # quality quality Error 13 8.00 7.97 0.03 12 8.10 8.06 0.04 11 8.00 8.19 0.19 10 8.76 8.43 0.33 9 8.62 8.70 0.08 8 8.09 8.16 0.07 7 7.78 7.70 0.08 6 6.71 6.74 0.03
Model coecients for variable #4: quality.problem: maximum quality subject to limits on volume
Model type: local xed-point-centered quadratic
Minimum prediction error = 0.26 score
FIG. 2.7fExample of an Advice Report showing Advices for the nextsettings to run the process after run #13. Optimum gives thebest process settings based on present data. Standard Distanceis the estimated risk in the results from each Advice (similar toconfidence limits). Maximum Standard Distance has been set bythe user at 3.0. (Courtesy of Ultramax Corp., Cincinnati, OH.)
Advice Report: Seeking Maximum Quality Subject to Limits on Volume Optimum Advice Advice Advice Advice # 14 15 16 17Process Settings1 Temperature Deg. F 303 321 324 3592 Duration Hours 7.44 7.52 7.86 9.27
Expected Results3 Volume Cu.In. 31.00 30.91 30.81 30.33 Expected Error 0.19 0.19 0.19 0.394 Quality Score 8.6 8.5 8.4 7.6 Expected Error 0.6 0.6 0.6 1.2Standard distance (Boldness) 1.1 1.0 1.0 2.8
2006 by Bla Liptk
-
2.7 Empirical Process Optimization 161
Process Sensitivity The model can be explored with menufunction W (What-If Analysis). This evaluates Q and V fromthe models for any desired settings of D and T, showing thesensitivities of Q and V to changes in each independent variable.
Ultramax may be called periodically by a process controlprogram such as The Fix or Onspec (see References 10 and11) to calculate new values for the setpoints of manipulatedvariables. The program will perform a reasonableness check,then transmit these setpoints to its own process-control algo-rithm or to hardware controller setpoints.
Process Repeatability Where the repeatability of the processis not adequate for analyzing for optimum, the followingsteps can be considered:
1. Average many measurements of a variable to reducenoise.
2. Improve repeatability of the measuring devicesthrough recalibration and other means.
3. Seek further variables that affect the process and arenot yet in the model.
4. Do a time-series analysis to investigate interactionsand delayed actions.12
Programs are available to make this analysis.13 A user-friendly interface was written for them, but it is not nowavailable in the United States.14 However, some control-system contractors, such as the ACCORD system, offer time-series analysis.15,16
CONCLUSIONS
The techniques of optimizing an empirical process owe muchto the insights and work of the late James M. Brown.17 Thesemethods were once the sole preserve of the specialist statis-ticians but are now available in forms that are suitable foruse by the practicing engineer.
Industrial user companies seldom advertise the successesthey are achieving by the use of these tools, but informationand assistance are readily available from the suppliers ofoptimization software.
References
1. Reklaitis, G. V., et al., Engineering Optimization: Methods and Appli-cations, New York, Wiley, 1983.
2. Derringer, G., and Suich, R., Simultaneous Optimization of SeveralResponse Variables, Journal of Quality Technology, October 1980,pp. 214219.
3. Myers, R. H., Response Surface Methodology, Virginia PolytechnicInstitute and State University, Blacksburg, 1976.
4. Cubberly, W. H. (Ed.), Comprehensive Dictionary of Instrumentationand Control: Controlled Variable, Research Triangle Park, NC: Instru-ment Society of America, 1988.
5. Catalyst and Discover, from BBN Software Products, 150 CambridgePark Drive, Cambridge, MA 02140.
6. Spendley, W., et al., Sequential Application of Simplex Designs inOptimization and Evolutionary Operation, Technometrics, November1962, pp. 441461.
7. Box, G. E. P., Evolutionary Operation: A Method for IncreasingIndustrial Productivity, Applied Statistics, No. 6, 1957, pp. 323.
8. Deming, S. N., et al., Sequential Simplex Optimization: A Techniquefor Improving Quality and Productivity in Research, Developmentand Manufacturing, Boca Raton, FL: CRC Press, 1991.
9. Moreno, C. W., Self-Learning Optimization Control Software,Instrument Society of America, ROBEXS 86 Conference, Houston,TX, June 1986. (Available from Ultramax Corp., 1251 KemperMeadow Drive, Cincinnati, OH 45240.)
10. The Fix, from Intellution, Inc., 315 Norwood Park South, Norwood,MA 02062.
11. Onspec, from Heuristics, Inc., 9845 Horn Road, Mail Stop 170,Sacramento, CA 95827.
12. Findley, D. F., Applied Time Series Analysis, II, New York: AcademicPress, 1981.
13. Akaike, H., et al., Time Series Analysis and Control: TIMSAC-74,-78 and -84 Program Packages, Computer Science Monographs, Nos.5, 6, 11, 22, and 23, Institute of Statistical Mathematics, 467Minami-Azabu, Minato-ku, Tokyo, Japan 106, March 1985.
14. Schneider, P., private communication, January 1992.15. Nakamura, H., and Uchida, M., Implementation of Optimum Reg-
ulator at Supercritical Thermal Power Plants, Conference on PowerPlant Controls and Automation, Miami, Florida, February 79, 1989.Proceedings available from Electric Power Research Institute, 3412Hillview Avenue, Palo Alto, CA 94304.
16. Nakamura, H., et al., Optimum Regulator Implementation byMicroprocessor-Based Distributed Control System, Conference onPower Plant Controls and Automation, Miami, Florida, February 79,1989. Proceedings available from Electric Power Research Institute,3412 Hillview Avenue, Palo Alto, California 94304.
17. Brown, J. M., University of Manchester Institute of Science andTechnology, private communications, 19861989.
Bibliography
ARC Report, Batch Process Automation Strategies, ARC Advisory Group,October 1999.
Box, G. E. P., et al., Statistics for Experimenters, New York: Wiley, 1978.Draper, N. R., and Smith, H., Applied Regression Analysis, New York: Wiley,
1981.Ghosh, A., Maximizing the Potential of Batch Process Control, presented
at WBF Conference, Brussels, October 2, 2000.Luyben, W. L., et al., Plantwide Process Control, New York: McGraw-Hill,
1998.Nachtsheim, C. J., Tools for Computer-Aided Design of Experiments,
Journal of Quality Technology, Vol. 19, No. 3, July 1987,pp. 132159.
Ruel, M., Stiction: The Hidden Menace, Control Magazine, November2000.
Savas, E. S., Computer Control of Industrial Processes, New York: McGraw-Hill, 1965, pp. 5577.
Shinskey, F. G., Process Control Systems, 4th ed., New York: McGraw-Hill,1996.
Smoak, R. A., Control Design Methodology for Power Plants, EPRI Con-ference, 1989.
Storm, M. E., Sequential Design of Experiments with Physically BasedModels, Masters Thesis, Dept. Mech. Engineering, MIT, April 1989.
Wong, K. Y., et al., Computer Control of the Clarksville Cement Plant byState Space Design Method, Cement Industry Conference of IEEE inSt. Louis, Missouri, May 1968.
2006 by Bla Liptk
TABLE OF CONTENTSChapter 2.7: Empirical Process OptimizationLEVELS OF OPTIMIZATIONEMPIRICAL OPTIMIZATIONOptimizationProviding Process DataSearch Procedure
CONCLUSIONSReferencesBibliographyA.1 International System of UnitsA.2 Engineering Conversion FactorsA.3 Chemical Resistance of MaterialsA.4 Composition of Metallic and Other MaterialsA.5 Steam and Water TablesA.6 Friction Loss in PipesA.7 Tank VolumesA.8 Partial List of SuppliersA.9 Directory of Lost CompaniesA.10 ISA Standards














![H20youryou[2] · 2020. 9. 1. · 65 pdf pdf xml xsd jpgis pdf ( ) pdf ( ) txt pdf jmp2.0 pdf xml xsd jpgis pdf ( ) pdf pdf ( ) pdf ( ) txt pdf pdf jmp2.0 jmp2.0 pdf xml xsd](https://static.fdocuments.net/doc/165x107/60af39aebf2201127e590ef7/h20youryou2-2020-9-1-65-pdf-pdf-xml-xsd-jpgis-pdf-pdf-txt-pdf-jmp20.jpg)