
1 Just-in-Time (JIT) JIT is a manufacturing philosophy! A collection of methods. It is just a matter...
48
1 Just-in-Time (JIT) JIT is a manufacturing philosophy! A collection of methods. It is just a matter of time
-
Upload
augustus-jackson -
Category
Documents
-
view
227 -
download
1
Transcript of 1 Just-in-Time (JIT) JIT is a manufacturing philosophy! A collection of methods. It is just a matter...
1
Just-in-Time (JIT)
JIT is a manufacturing philosophy!
A collection of methods.
It is just a matter of time.
2
A rose by any other name….• ZIPS – zero inventory production system• ZI – zero inventories• MAN – material as needed• MIPS – minimum inventory production system• Kanban• Toyota System• JIT – just in time• CFM – continuous flow manufacturing• Lean manufacturing• Cellular manufacturing

3
JIT Origins - the Toyota System• Toyota could not compete with US in terms of
mass production with resulting economies of scale• Strategy to produce many models in small
numbers• To avoid waste, had to be done without large
inventories• Goal was to have each workstation acquire
necessary materials form upstream workstations precisely as need or just in time.– this lead to the kanban system, setup reductions, worker
training, vendor relationships, quality control, etc.

4
A Basic Insight
0 0
0 0
2lim lim 0
lim Cost( ) lim 2 0
A A
A A
ADQ
h
Q ADh
Oooh. Why didn’t I think of
that?

5
Conventional JIT Thinking
• defects are to be expected
• large lots are economical
• inventory provides safety
• faster production more efficient
• no defects: necessary and attainable
• ideal lot size is one
• safety stock is waste and inventory is evil
• balanced production more efficient
6
What does JIT encompass?
• product design
• equipment selection
• material management (inventory)
• quality assurance
• line layout
• productivity improvement

7
The 7 Deadly Sins Eliminate Waste!
1. extreme emphasis on high quality (zero defects)
2. reduction of setup times (zero setup times)
3. reduction of lead-times (zero lead-times)
4. reduction of lot sizes (zero lot sizes)
5. removal of work-in-process from stockroom to factory floor (visibility) (zero handling)
6. increased machine reliability (zero breakdowns)
7. smooth production flow (zero surges)

8
Multi-functional Worker - 1• Productivity achieved by training workers to have
multiple skills– reduced boredom and fatigue– increased flexibility– gave workers a better “global view”– increased potential for new ideas
• Single worker operates several different machines• Workers move to workstation/machines where
needed• Insufficient WIP to support a single machine
operation• Leads to U-shaped or L-shaped cells

9
Drill
Welder
The Manufacturing Cell
Press
Press
Tap Screw
Welder
Rivet
Finish& Inspect
incoming
Outbound
Product Family -part 1 -part 2 -part 3 -part 4

10
Plant layout - Cellular Manufacturing
• One worker can see and attend all the machines with a minimum of walking
• Flexible in the number of workers a cell can accommodate allowing adjustments as production rates change
• Workers can “manage” their cells

11
Cell design
12
Multi-functional Worker - 2• trained in and rotated among all activities
(positions) of the cell• team-leader alternates among cell workers• cell workers trained to perform (daily) preventive
maintenance on equipment• cell workers plan their own production schedule• cell performs quality control and maintains control
charts

13
Multi-functional Worker - 3
• given more responsibility
• valued for contributions
• solve problems
• not extension of machine
• records data
• participates in team meetings
A multi-functionalworker on his wayto his cell.
14
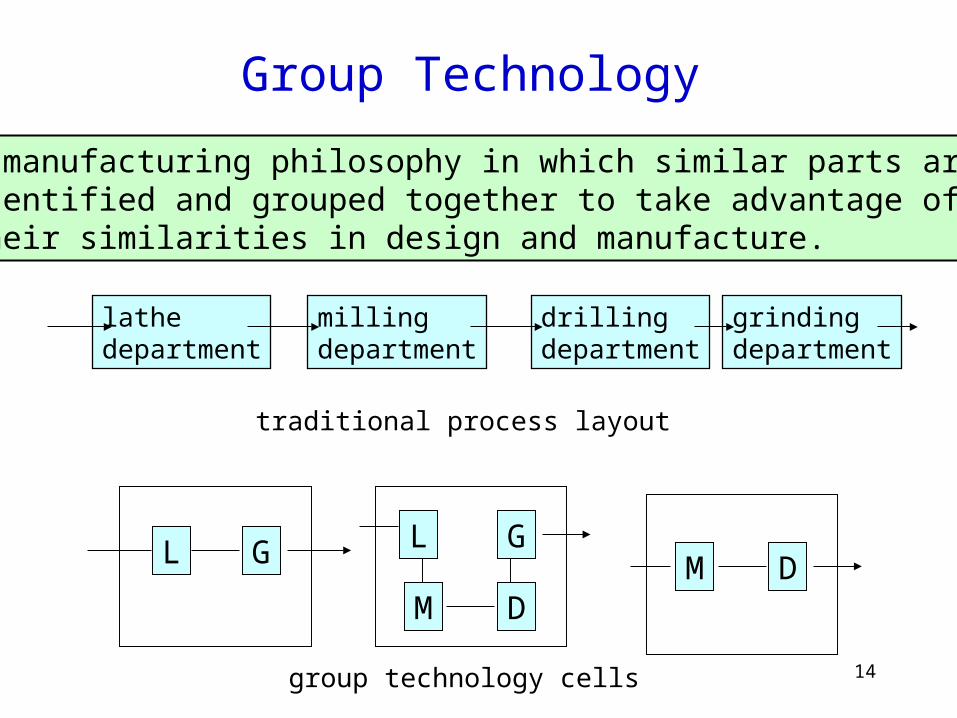
Group Technology
A manufacturing philosophy in which similar parts areidentified and grouped together to take advantage oftheir similarities in design and manufacture.
lathedepartment
grindingdepartment
millingdepartment
drillingdepartment
traditional process layout
L G
DM
GLDM
group technology cells
15
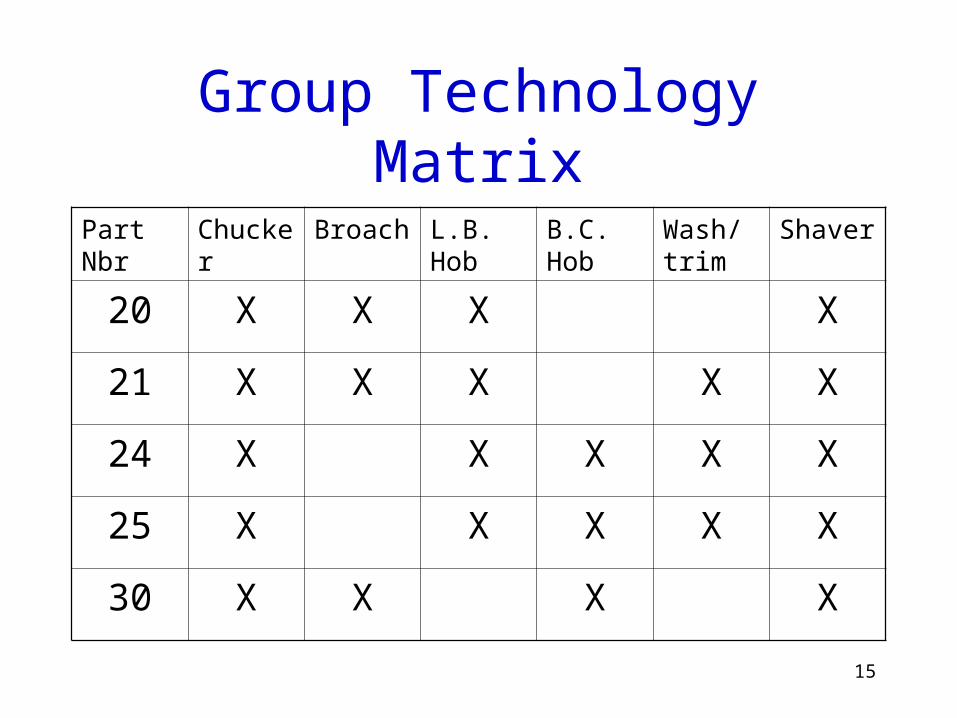
Group Technology Matrix
Part Nbr Chucker Broach L.B. Hob
B.C. Hob
Wash/ trim
Shaver
20 X X X X
21 X X X X X
24 X X X X X
25 X X X X X
30 X X X X

16
Cellular/Group Technology
• close machine proximity
• equipment layout
• worker cross-training
• preventive maintenance
• setup reduction
• small lot sizes
• WIP inspection
• lead time reduction
• material handling reduction
• multi-functional workers
• higher capacities
• product mix flexibility
• WIP reduction
• improved quality, fewer rejects
Characteristic Benefit
17
Reduced Setup Times
SMED – Single Minute Exchange of DiesPremise: A significant portion of the die/tool changing operation can be performed off-line while the line continuous to operate.
Internal setup – can only be performed while the machine is stopped.External setup – can be performed while the machine isrunning.

18
Setup Reduction
1. separate internal from external setup2. convert as much as possible of internal setup to
external setup3. obtain all necessary tools, fixtures, and dies
before stopping the machine4. eliminate the adjustment process by using jigs,
fixtures, or sensors5. abolish the setup entirely by using a uniform
product design, producing various parts at the same time, or maintaining parallel machines
19
Techniques for reducing setup times
• use of jigs
• quick-release bolts
• standardized tools and dies
• color coding schemes
• parallel operations (2 workers setup in parallel)
20
Lead Time Reduction
• Lead time– total time required to complete one unit of a
product beginning with receipt of customer order and ending with customer receipt of the order.
• Value-added– any activity or operation required to ensure that
a product is manufactured or assembled in conformance to specifications.

21
Lead Time Reduction
Supplier Administrative Manufacturinglead time lead time lead time+ +
supplier office reduced setup timesinvolvement synchronization reduced material
handling
LEAD TIME REDUCTION
22
Vendor Relations
• single source suppliers
• long term agreements
• partners in profit
• quality and reliability emphasized– no incoming inspection
• vendor must implement JIT
• many items delivered in small quantities
just deliver on the hour, every hour with no defects

23
Management by Eye
• Applying visual methods at each manufacturing unit to record and monitor its activities.– input and output bins
– reject bins
– production and quality control charts
– vendor (supplier) performance
• Use of display boards, charts, lights, gauges, meters, plaques, and awards.

24
Traditional Quality Control
from vendors
incominginspection
Finalinspection
manufacturing to customers
rejects

25
Drill
Welder
Continuous Quality Control – stage 1
Press
Press
Tap Screw
Welder
Rivet
Inspect
incoming
Outbound
RejectBin
rework
26
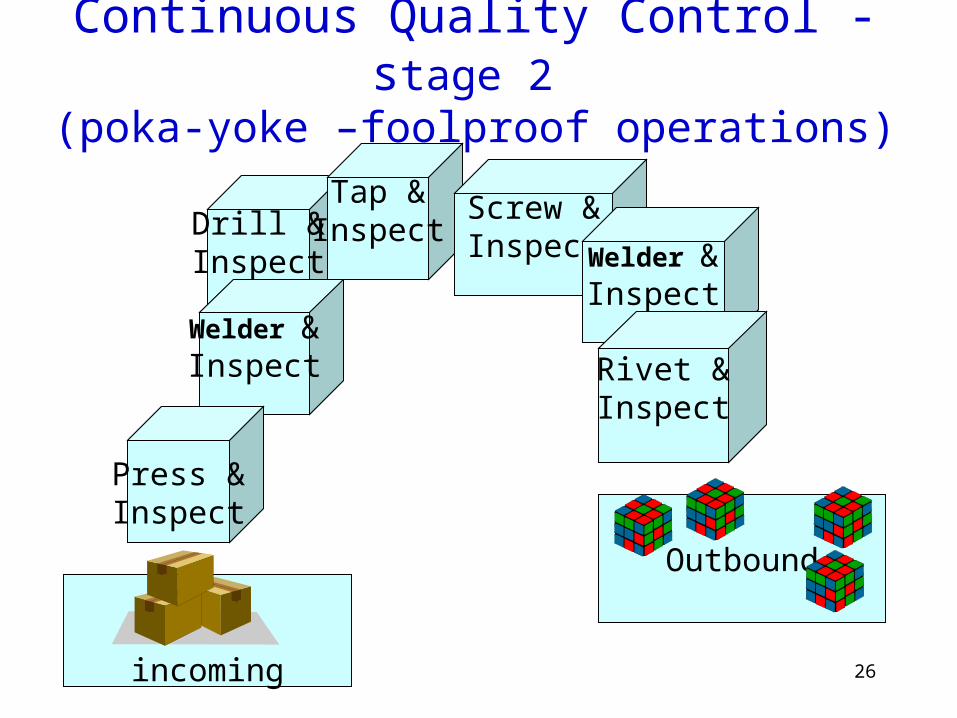
Drill &Inspect
Welder &Inspect
Continuous Quality Control - stage 2 (poka-yoke –foolproof operations)
Press &Inspect
Tap &Inspect
Screw &Inspect Welder &
Inspect
Rivet &Inspect
incoming
Outbound

27
Total Quality Management
• Process control (including SPC) responsibility given to workers
• Easy-to-see quality with visual displays, gauges, meters, awards (green, yellow, red)
• Insistence on compliance – quality comes first then output• Line stop – any worker has the authority to stop the
production line• Correct own errors – whoever produced the defective
items gets to fix it• 100 percent inspection – inspect every part• Continual improvement – strive for zero defects
28
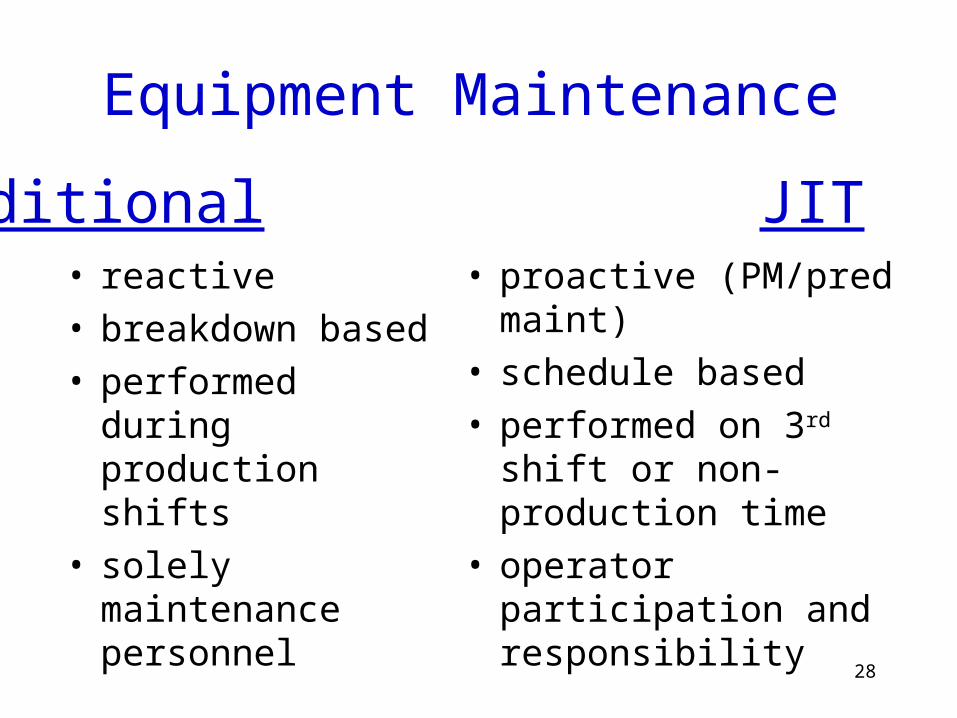
Equipment Maintenance
• reactive• breakdown based• performed during
production shifts• solely maintenance
personnel
• proactive (PM/pred maint)• schedule based• performed on 3rd shift or
non-production time• operator participation and
responsibility
Traditional JIT

29
Kanban (card)
• synchronize production process• only parts or products required to fill a customer order
are produced• when a part is removed from final inventory, the last
work station in the line is given authorization to replace the part
• authorization signal is sent upstream replacing WIP as they are used
• operator requires both parts and an authorization (Kanban) to produce
The production/control system associated with JIT

30
Kanban (2- card system)• Move cards – authorize transfer of a container• Production cards – authorize production of one
container• Card contains
– Kanban number– part number– name and description of part– place where card is used– the number of units in a container
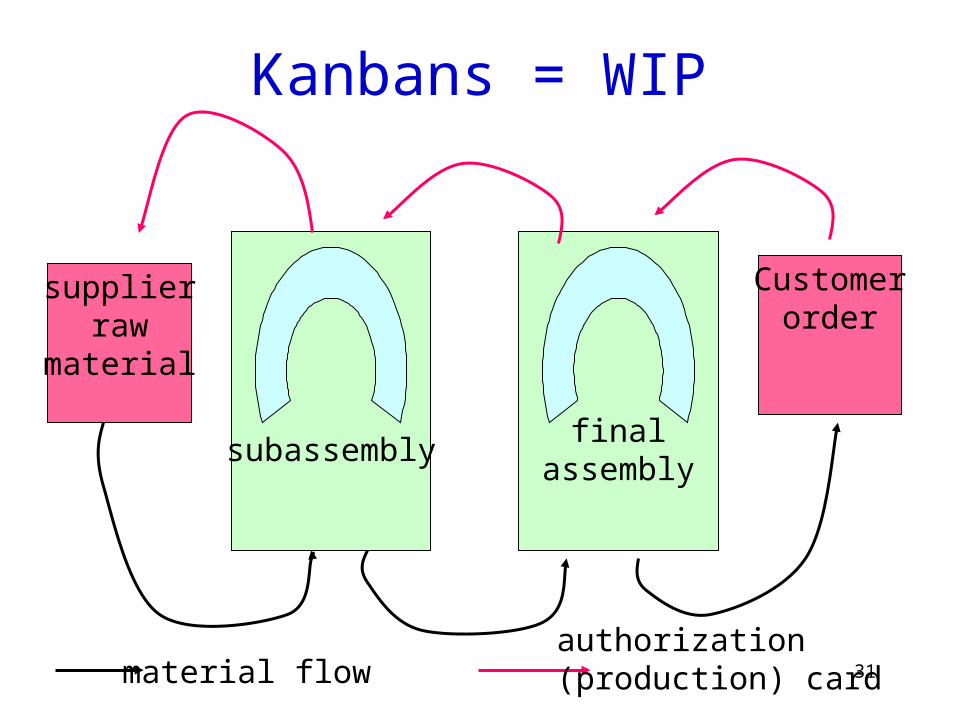
31
Kanbans = WIP
Customerorder
supplierraw
material
subassemblyfinal
assembly
material flowauthorization(production) card

32
Kanbans We are tryingto figure outhow many Kanbanswe need.
y = number of kanbansD = demands per dayL = average lead-time in (fraction of) daystp = average processing time per containertw = average wait + transportation time per containera = container capacitys = safety factor <= 10%
single card systemL = tp + tw
y = DL(1 + s) / a = (DL + w) / a
(move card) yT = D tw (1 + s) / a
(produce card) yP = D tp (1 + s) / a
WIP = a y
note: DLs = w = buffer stock

33
JIT Summary
Small WIP Inventories decrease cost
improve prod efficiency
identify quality issues quickly
increased worker idle time
decrease production rate
Kanban information flow
efficient lot tracking
cheap implementation
predetermined WIP levels
slow to react to demand changes
ignores future demand patterns
other reduced inventories
improved vendor relationships
decrease in multiple sourcing
lack of competition
feature advantages disadvantages

34
Conclusions
• JIT works well only in favorable manufacturing environments– little or no demand variability– reliable vendors– small setup times– high quality
• primary benefit – creating favorable environment?• process of implementing JIT more beneficial than JIT
itself ?• Hybrid system
– use MRP to pull long-lead time items and purchases into the factory
– use JIT within the factory
Just-in-time will solve all of our manufacturing
problems!

35
MRP versus JIT
A Comparative Analysis

36
Push (MRP) System
-difficult to control-irregular deliveries-requires large storage-frequent stock-outs-large batches
The work center produces to a forecast (dependent demand)regardless of whether the parts are needed immediately.

37
Pull System
from supplier to customer
-demand oriented-small, manageable quantities-uniform load
The work center produces only when output is needed by the next stage of production.

38
Push versus Pull
• work releases are scheduled (SOR)
• schedules prepared in advance
• directly accommodates customer due dates
• MRP must be regenerated – demands pushed down
• work releases are authorized (kanban)
• authorization initiated by a customer demand
• forced to accommodate customer due dates by matching production against demands– uses excess capacity (e.g.
overtime) to accommodate MPS changes

39
Pull vs. Push
1 2 3buffer buffer
push system
decoupling of stages
1 2 3
pull system
rawmaterial
customers
information flow
material flow

40
MRP versus JITMRP dayproduct 1 2 3 4 5 6 7 8 A 500 500 0 0 0 0 0 0B 200 200 200C 120 120 120
JIT dayproduct 1 2 3 4 5 6 7 8 A 500 0 0 500 0 0 0 0B 0 200 0 0 200 0 200 0C 0 0 120 0 0 120 0 120
JIT or each day A 125B 75C 45
JIT repeat 25 times a dayA A A A A B B B C C

41
The Bottom Line(s)
• MRP– static system– high inventories
particularly WIP– push system– long production runs– few setups– long lead times– specialized workers– organized by function
• JIT– dynamic (continuous
improvement – kaizen)– zero inventories– pull system (Kanban)– short production runs– frequent setups– short lead times– flexible workforce– organized by product

42
What went wrong? US decline in market share
Continued perception of inferior qualitylarge trade deficits
An introspection of American manufacturing
43
A General Observation
• Top management along with the best and brightest minds focused on marketing and finance rather than operations– Short-term profit is primary objective– Strategies for long-term health of the company
are largely ignored

44
Traditional Methods (inventory control and scheduling)
• Invalid and simplified assumptions– constant, known setup cost (exogenous) and demands
– infinite capacities
– no product interactions (dependent demands)
• Emphasis on the mathematics rather than the applications– stylized standard problems became focus of research
– algorithms and computational speed dominated

45
Trouble with MRP?
• Inventory turns (sales/average on-hand inventory) have not shown an upward trend under MRP
• Survey and anecdotal evidence continue to show problems with MRP/ERP
• Common problems include:– lack of top management commitment– lack of education on those using the system’– Unrealistic master production schedule– Inaccurate data (BOM, inventory position)
• Flawed Model– not in the detail but in the basics– deterministic with infinite capacity
46
Trouble with JIT?• Is JIT transportable to US manufacturers?
– a set of beliefs and attitudes embedded in a culture?– or a collection of methods and slogans?
• Difficulty implementing the pragmatic nuts and bolts methods of JIT– does form a complete system– is not off the shelf technology– requires a coherent set of operating policies– requires a revolutionary change– Toyota spent 25 years developing JIT
• JIT contains multiple, conflicting objectives– quality, regularity of flow, flexibility, worker involvement, zero
waste, zero inventory, etc.– what are the trade-offs, precedence's?
• JIT has proven to be neither simple nor inexpensive
Say it isn’t so.

47
The JIT Bottom Line
• The American JIT as described in the literature is a loosely coordinated collection of techniques infused with an inspiring stream of romantic rhetoric.
• A metaphor: US JIT is like a father faced with assembling a complex toy for his son but without the instruction manual. He has components, but some may be missing and others may be extra. He has enthusiasm, because his child is anxious for the toy, but he does not precisely know what the toy should be or do. The resulting toy may or may not please the son.– Hopp and Spearmen, Factory Physics

48
No easy solution
Gosh. Manufacturing is complex, large, stochastic, multi-objective,
rapidly changing, and highly competitive. How am I ever going to become a successful production
engineer?
Towards a science of manufacturing


















