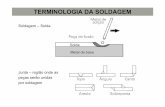
SENAI - Soldagem - (Apêndice) Metrologia e Tecnologia Aplicada à Soldagem
Upload
douglas-e-ana-pereiraCategory
view
214download
0
7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 1/70
D R A
F T
CONCURSO PETROBRAS
ENGENHEIRO(A) DE EQUIPAMENTOS JÚNIOR - INSPEÇÃO
SoldagemQuestões Resolvidas
QUESTÕES RETIRADAS DE PROVAS DA BANCA CESGRANRIO
Produzido por Exatas Concursos
rev.1a

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 2/70
D R A
F T
Introdução
Recomendamos que o candidato primeiro estude a teoria referente a este assunto, e só depoisutilize esta apostila. Recomendamos também que o candidato primeiro tente resolver cada questão,
sem olhar a resolução, e só depois observe como nós a resolvemos. Deste modo acreditamos que este
material será de muito bom proveito.
Não será dado nenhum tipo de assistência pós-venda para compradores deste material, ou
seja, qualquer dúvida referente às resoluções deve ser sanada por iniciativa própria do comprador, seja
consultando docentes da área ou a bibliografia. Apenas serão considerados casos em que o leitor
encontrar algum erro (conceitual ou de digitação) e desejar informar ao autor tal erro a fim de ser
corrigido.
As resoluções aqui apresentadas foram elaboradas pela Exatas Concursos, única responsá-
vel pelo conteúdo deste material. Todos nossos autores foram aprovados, nos primeiros lugares, em
concursos públicos relativos ao material elaborado. A organização, edição e revisão desta apostila é
responsabilidade de nossa equipe. A Exatas Concursos e todos seus autores não possuem nenhum
tipo de vínculo com a empresa CESGRANRIO, CESPE ou qualquer outra banca examinadora.
Este material é de uso exclusivo do(a) comprador(a). Sendo vedada, por quaisquer meios e a
qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsa-
bilização civil e criminal.
Faça um bom uso do material, e que ele possa ser muito útil na conquista da sua vaga.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 3/70
D R A
F T
Índice de Questões
Prova: Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012
Q54 (pág. 11), Q55 (pág. ??), Q56 (pág. 3), Q57 (pág. 6), Q58 (pág. 5),
Q59 (pág. 8), Q60 (pág. 9), Q61 (pág. 12), Q62 (pág. 1).
Prova: Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2011
Q56 (pág. 14), Q57 (pág. 18), Q58 (pág. 16), Q59 (pág. 17), Q60 (pág. 19),
Q61 (pág. 21), Q62 (pág. 23).
Prova: Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010
Q22 (pág. 24), Q23 (pág. 27), Q24 (pág. 26), Q25 (pág. 31), Q26 (pág. 29),
Q27 (pág. 30), Q28 (pág. 33), Q29 (pág. 35), Q30 (pág. 36), Q31 (pág. 39),
Q63 (pág. 42), Q65 (pág. 43), Q67 (pág. 44).
Prova: Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006
Q41 (pág. 46), Q42 (pág. 54), Q43 (pág. 49), Q45 (pág. 51), Q47 (pág. 47),
Q49 (pág. 57), Q50 (pág. 52), Q56 (pág. 56).
Prova: Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2005
Q52 (pág. 59), Q53 (pág. 61), Q54 (pág. 63), Q55 (pág. 65), Q61 (pág. 66).
Número total de questões resolvidas nesta apostila: 41
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 4/70
D R A
F T
Soldagem
Questão 1 (Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012)
so agem e aços-car ono rot ne ra na n str a
metal-mecânica, mas envolve fatores de risco, como
soldabilidade (metalúrgica e operacional) do material e
projeto satisfatório da estrutura soldada.
Nesse contexto, caracteriza a soldabilidade metalúrgica
dos aços-carbono, EXCETO ser
(A) expressa em termos do carbono equivalente do material.
(B) responsável por induzir o trincamento a frio da zona
termicamente afetada da junta.
(C) responsável por perda de tenacidade da junta soldada.
(D) responsável pela sensitização do contorno de grão nazona termicamente afetada.
(E) responsável pelo aparecimento de tensões residuais
na junta soldada.
Resolução:
A soldabilidade é definida pela American Welding Society (AWS) como “a
capacidade de um material ser soldado nas condições de fabricação impostas por
uma estrutura específica, projetada de forma adequada e de se comportar ade-
quadamente em serviço”. Isto é, a soldabilidade representa a facilidade de um
material ser soldado e atender satisfatoriamente as condições de uso. Portanto,
para se determinar a soldabilidade de um material, deve-se considerar o processo
e procedimento da soldagem e sua aplicação posterior. Um aço que requer muitos
cuidados durante a solda (controle de temperatura e tratamento pós-solda) é dito
como um aço de baixa soldabilidade. Por outro lado, se não há necessidade de
cuidados especiais durante ou após a solda, é dito que o aço tem boa soldabili-
dade.Na soldagem de aços carbonos, o que normalmente determina a soldabili-
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 5/70
D R A
F T
Soldagem
2
dade são os fatores abaixo:
• Formação de trincas induzidas pelo hidrogênio na ZTA;
• Perda de tenacidade na ZTA (associado a alterações de microestrutura e ten-
sões residuais);
• Perda de tenacidade na zona fundida;
• Trincas de solidificação;
• Teor de carbono;
Assim, o que caracteriza a soldabilidade de aços carbonos é, exceto:
(A) INCORRETO. O teor de carbono influi diretamente na soldabilidade de aços
carbono, por isso, muitas vezes, é conveniente utilizar o conceito de carbono
equivalente.
(B) INCORRETO. A facilidade de formação de trincas a frio é fator determinante
para caracterizar a soldabilidade de um aço.
(C) INCORRETO. A queda de tenacidade da junta soldada também é uma variá-vel que caracteriza a soldabilidade de aços carbono.
(D) CORRETA. A sensitização é um fator que determina a soldabilidade de aços
inoxidáveis. É caracterizada pela precipitação de carbonetos de cromo nos
contornos de grão do aço.
(E) INCORRETA. As tensões residuais na junta soldada também contribuem para
a caracterização da soldabilidade. Tensões residuais são muito prejudiciais
quando agem de forma trativa.
Alternativa (D)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 6/70
D R A
F T
Soldagem
3
Questão 2(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012)
Disponível em: <http://www.bohlerweldinggroup.com.ar/spanish/130_ESN_HTML.htm>. Acesso em: 03 abr. 2012. Adaptado.
O diagrama de Schaeffler, apresentado acima, é uma importante ferramenta adotada no estudo da soldabilidade dos
aços inoxidáveis. Assim, deseja-se fazer uma solda dissimilar entre um aço estrutural (Cr eq
=0,4 e Nieq
=7,8) e outro
inoxidável (Cr eq
=20,8 e Nieq
=14,9), adotando o material de adição X (Cr eq
=25,4 e Nieq
=15,1) ou Y (Cr eq
=31,9 e Nieq
=13,4).
A tabela abaixo apresenta a diluição de diferentes processos de soldagem.
Processo Diluição (%)
eletrodo revestido 10-30
TIG com adição 2-20
plasma com adição 20-40
Nesse contexto, para a obtenção de
(A) 5-20% de ferrita, o material de adição X necessita maior diluição que Y.(B) 0-5% de ferrita, o material de adição Y poderá ser adotado conjuntamente com o processo TIG.
(C) 0-5% de ferrita, um material de adição Y poderá ser adotado com qualquer dos processos.
(D) 15% de ferrita, o material de adição X poderá ser adotado conjuntamente com o processo de eletrodo revestido.
(E) 30-40% de ferrita, o material de adição X poderá ser adotado.
Resolução:
Conforme informado pela questão, o emprego do diagrama de Schaeffler
é de extrema importância para o estudo da soldabilidade de aços inoxidáveis. Épossível com ele prever a estrutura da junta soldada conhecendo as composições
químicas do metal de base e metal de adição. Ele também pode ser utilizado para
prever a estrutura de soldas dissimilares, ou seja, soldas onde se tem a junção de
dois metais distintos.
A previsão da estrutura da solda é feita utilizando o conceito de cromo equi-
valente e níquel equivalente. Nessa questão, esses dois valores já foram forneci-
dos, tanto para os metais de base quanto para o metal de adição. No diagrama,
são colocados os pontos de cada composição dos metais de base e traçado umareta entre eles. A composição do metal de adição também deve ser indicada no
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 7/70
D R A
F T
Soldagem
4
diagrama. Uma reta deve ser traçada entre o ponto médio das composições dos
metais de base e o ponto da composição do metal de adição. A diluição do pro-
cesso de soldagem é 0% no ponto de composição do metal de adição e 100% no
ponto médio das composições dos metais de base. Os pontos de cada composi-
ção foram indicados no diagrama abaixo.
AE
A I
X
100%
0% Y 0%
Onde: AE - aço estrutural (Creq = 0,4 e Nieq = 7,8); AI - aço inoxidável (Creq = 20,8
e N ieq = 14,9); X - material e adição X (Creq = 25,4 e N ieq = 15,1); Y - material de
adição Y (Creq = 31,9 e N ieq = 13, 4).
Localizado cada material no diagrama, é possível determinar a microestru-
tura para situação mencionada nas alternativas.
(A) INCORRETA. Observando a reta do ponto 0% a 100% de X, nota-se que para
diluições pequenas já se atinge o campo entre 5% e 20% de ferrita. Para o
material de adição Y, necessita-se uma diluição maior, por volta de 50%, para
que se atinja o campo entre 5% e 20% de ferrita.
(B) INCORRETA. Utilizando o processo de solda TIG, se tem uma diluição vari-
ando de 2% a 20%. O material de adição Y, com essa diluição, irá atingir os
campos entre 30% e 60% de ferrita.
(C) INCORRETA. Conforme avaliado na alternativa (B), para o processo TIG com
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 8/70
D R A
F T
Soldagem
5
o material Y, devido à diluição, não se atinge o campo de 0% a 5% de ferrita.
(D) CORRETA. Com o processo de eletrodo revestido se terá uma diluição de
10% a 30%. Observando essa diluição na reta do material de adição X, nota-se que a microestrutura fica compreendida entre 5% e 20% de ferrita, podendo
ser atingido os 15% de ferrita.
(E) INCORRETA. Observando a reta do material de adição X, percebe-se que
o campo situado entre 30% e 40% de ferrita não é atingido para qualquer
diluição.
Alternativa (D)
Questão 3(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012)
m operaç es e so agem, uas ou ma s peças s oconectadas para formar um único componente.
Assim, quanto à definição de zona termicamente afetada,tal região é uma porção de material adjacente ao metal desolda, que, pela ação do calor proveniente desse metalde solda,
(A) fundiu.(B) aqueceu acima de 1394 °C.(C) aqueceu acima de 912 °C.(D) aqueceu acima de 727 °C.(E) aqueceu e sofreu alterações microestruturais.
Resolução:
A zona termicamente afetada é a zona do entorno do cordão de solda que
não sofre alterações na sua composição química e permanece no estado sólido.
A microestrutura é modificada pelo calor gerado na solda. As temperaturas de
alteração da microestrutura variam conforme a composição nominal da liga. Pelas
altas temperaturas alcançadas nessa zona, é importante se ter cuidado para evitar
defeitos e fragilizações posteriores na junta soldada.
As alterações na microestrutura podem ser previstas pelo diagrama de fases
da liga e pelas curvas TTT e TRC. Não há uma temperatura específica devido à
composição da liga que influencia diretamente nas temperaturas de transformação
de fase.
Assim, a ALTERNATIVA (E) é a correta, pois afirma que o material foi aque-
cido e sofreu alterações microestruturais.
Alternativa (E)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 9/70
D R A
F T
Soldagem
6
Questão 4(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012)
ons ere que componentes estrutura s oram so a ospor processo que envolve fusão, e parte do material de
base sofreu ciclo térmico de aquecimento e resfriamento,resultando no aparecimento de uma zona termicamenteafetada (ZTA).
A respeito da ZTA, considere as afirmativas abaixo.
I - Nos aços-carbono, a susceptibilidade ao trincamentonão é influenciada pela quantidade de carbono domaterial.
II - Nos aços inoxidáveis, não há uma região preferen-cial para surgimento de corrosão intergranular.
III - As transformações de fase ocorridas são em funçãodas temperaturas alcançadas e da velocidade deresfriamento.
IV - Nos aços de baixo carbono, adotando-se a direçãodo fluxo de calor, serão encontradas, em sequência,
região de granulação grosseira, granulação fina eparcialmente transformada.
Está correto APENAS o que se afirma em
(A) I e II(B) I e III(C) II e III(D) II e IV(E) III e IV
Resolução:
No processo de soldagem que envolve a fusão, a região em volta da poça
fundida (região sólida) sofre severamente a influência das altas temperaturas atin-
gidas durante o processo. Essa região é chamada de ZTA (zona termicamente
afetada) ou ZAC (zona afetada pelo calor). Devido às diferentes taxas de res-
friamento, haverá diferentes microestruturas. Essas heterogeneidades provocam
gradientes de tensões que podem causar a falha prematura do componente sol-
dado.
I. FALSA. A susceptibilidade ao trincamento é diretamente influenciada pelo in-
tervalo de solidificação da liga. Quanto maior o intervalo de solidificação da
liga maior será a susceptibilidade à trinca. Para aços com composição euté-
tica, esse fenômeno de trincamento na ZTA quase não é observado.
II. FALSA. A corrosão intergranular, geralmente, acontece em aços inoxidáveis
que foram soldados. Ocorre a precipitação de carbonetos de cromo no con-
torno de grão, fragilizando o aço. A corrosão intergranular é observada a
alguns milímetros do cordão de sola.
III. VERDADEIRA. Dois dos principais fatores que interferem nas transformaçõesde fase em metal são a temperatura alcançada e a velocidade de resfria-
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 10/70
D R A
F T
Soldagem
7
mento. Essas duas variáveis podem ser analisadas no diagrama de fases,
no diagrama TTT (tempo - temperatura - transformação) e no diagrama TRC
(transformação resfriamento contínuo).
IV. VERDADEIRA. Analisando o esquema abaixo, na ZTA para o aço baixo car-
bono percebe-se a sequência de alterações na microestrutura. Há a região
com crescimento de grão (granulação grosseira), região de refino de grão
(granulação fina) e região parcialmente afetada.
(WAINER, Emílio, BRANDI, Sérgio Duarte e MELLO, Fábio Décourt Homem de.
Soldagem Processos e Metalurgia)
Logo, ALTERNATIVA (E) é a correta, pois indica apenas as afirmativas III e
IV como verdadeiras.
Alternativa (E)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 11/70
D R A
F T
Soldagem
8
Questão 5(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012)
arco e tr co uma onte e ca or e arga ap caç o emprocessos de soldagem, por transformar energia elétricaem térmica.
Nesse contexto, considere as afirmativas abaixo.
I - No processo TIG, o arco elétrico é estabelecido entreo eletrodo, o metal de adição e o metal de base.
II - O uso de eletrodos revestidos permite a estabilidadedo arco.
III - Na soldagem por arco submerso, correntes elétricasexcessivas durante a soldagem resultam em maio-res distorções na junta soldada.
Está correto APENAS o que se afirma em
(A) I(B) II
(C) III(D) I e II(E) II e III
Resolução:
O arco elétrico pode ser definido como “a descarga elétrica mantida através
de um gás ionizado, onde ocorre a transferência de carga entre os eletrodos”.
A geração de calor no arco é proveniente do choque de cargas elétricas. Cada
processo de soldagem tem suas características de eletrodos, proteção do arco,
formação do arco etc. Sobre os diversos tipos de arcos podemos afirmar:
I. FALSA. O processo de soldagem TIG (Tungsten Inert Gas ) utiliza o arco for-
mado entre um eletrodo não consumível de tungstênio e a peça a ser soldada
como fonte de calor. O metal de adição não é obrigatório para uma solda TIG.
II. VERDADEIRA. O revestimento do eletrodo é normalmente composto por fluo-
retos, carbonatos, celulose e ligas de ferro. Esse revestimento, quando aque-
cido, funde-se gerando uma escória e gases que protegem o arco elétrico,
estabilizando-o. A escória também protege a poça de fusão.
III. VERDADEIRA. Na solda por arco submerso, o arco elétrico é formado por
um eletrodo consumível e a peça. Para a proteção do arco, é usado um fluxo
granulado que é colocado sobre a peça na região onde é realizada a solda. A
corrente elétrica determina a taxa de deposição, profundidade de penetração
da solda e quantidade de metal de base fundido. A corrente muito elevada
produz um cordão de solda muito alto e estreito e com mordeduras, ou seja,
com maiores distorções.
Alternativa (E)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 12/70
D R A
F T
Soldagem
9
Questão 6(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012)
Trincas a frio induzidas por hidrogênio são de extrema
preocupação para os profissionais de soldagem, poisnecessitam de um tempo de incubação e, muitas vezes,ocorrem em dimensões inferiores ao limite de detecção
do equipamento adotado na inspeção.
São fatores que favorecem o aparecimento de trincas a
frio em juntas soldadas:
(A) umidade no revestimento do eletrodo, alta tenacidade
da zona termicamente afetada e tensões de solidifica-
ção da junta soldada
(B) umidade no revestimento do eletrodo, baixa tenacida-
de da zona termicamente afetada e tensões residuaistrativas
(C) limpeza prévia da região soldada, baixa tenacidade da
zona termicamente afetada e tensões residuais com-
pressivas(D) limpeza prévia da região soldada, baixa tenacidade da
zona termicamente afetada e baixa dureza do metalde base
(E) alta tenacidade da zona termicamente afetada, maior
aporte térmico na soldagem e tratamentos térmicos
de alívio de tensão
Resolução:
A fragilização por hidrogênio ocorre quando o hidrogênio penetra na estru-
tura cristalina da liga. Ela se manifesta por dois mecanismos básicos: fragilização
reversível, quando o hidrogênio permanece na forma atômica e irreversível quando
o hidrogênio combina com compostos não metálicos da liga. Para a ocorrência da
trinca a frio induzida por hidrogênio, é necessário: presença de hidrogênio, micro-
estrutura susceptível, tensão residual de tração e temperaturas baixas. Cada um
desses fatores tem sua contribuição, conforme descrito abaixo.
• Fontes de hidrogênio: umidade nos revestimentos dos eletrodos e nos fluxos
de proteção; contaminação com umidade nos gases de proteção das soldasMIG/MAG ou TIG; contaminação com óleos, sujeiras, graxas nas superfícies
dos eletrodos ou metal base; hidrogênio proveniente da fabricação do aço e
óxidos hidratados na superfície do metal.
• Microestrutura: generalizando a susceptibilidade, a trinca por hidrogênio au-
menta com o aumento da resistência do aço. A martensita é a microestrutura
mais susceptível a trinca a frio devido à alta resistência mecânica. A fragi-
lização por hidrogênio também aumenta com o teor de carbono, pois esteaumenta a dureza.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 13/70
D R A
F T
Soldagem
10
• Tensões residuais de tração: Espessura de chapa e tipo de junta oferecem
resistências diferentes para a formação das tensões na ZTA - zona termica-
mente afetada. Defeitos, como falta de fusão e falta de penetração, geram
também muitas tensões residuais.
• Temperatura: Quanto maior a diferença de temperatura entre a região soldada
(poça de fusão) e a região adjacente à solda (ZTA), maior a susceptibilidade a
trinca. Portanto, um preaquecimento da peça seria benéfico, reduzindo essa
diferença de temperatura. Um tratamento térmico pós-solda também ajuda
eliminando o hidrogênio dissolvido na estrutura do aço.
Com base no exposto acima, é possível analisar as alternativas e definiraquela que mais favorece o aparecimento de trincas a frio.
(A) INCORRETA. Com uma zona termicamente afetada de alta tenacidade, a sus-
ceptibilidade a trinca a frio é reduzida.
(B) CORRETA. Umidade no revestimento do eletrodo é um dos principais forne-
cimentos de hidrogênio para o aparecimento de trincas a frio. Uma baixa
tenacidade da ZTA também contribui para a fragilização. Tensões residuais
ajudam para a formação de trinca e as tensões trativas são as mais graves.
(C) INCORRETA. Uma limpeza prévia ajuda a prevenir a formação de trincas a
frio, pois elimina possíveis fontes de hidrogênio. As tensões residuais com-
pressivas dificultam a propagação de trincas e reduzem, portanto, a fragiliza-
ção por trincas a frio.
(D) INCORRETA. A limpeza prévia reduz as fontes de hidrogênio. A baixa dureza
do metal proporciona uma ZTA com maior tenacidade.
(E) INCORRETA. A alta tenacidade reduz o surgimento de trincas. O tratamento
de alívio de tensões também contribui para a prevenção das trincas a frio.
Alternativa (B)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 14/70
D R A
F T
Soldagem
11
Questão 7(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012)
rag zaç o por rog n o resu ta a presença e u-
são do hidrogênio para dentro de um aço.
A respeito do processo de fragilização pelo hidrogênio esua prevenção, considere as afirmativas abaixo.
I - Soldas com a presença de umidade favorecem a
fragilização pelo hidrogênio.
II - Processos de eletrodeposição com evolução de hi-
drogênio podem causar a fragilização de um aço.
III - A fragilização de um aço por hidrogênio pode nor-
malmente ser revertida por um tratamento térmico
adequado.
Está correto o que se afirma em
(A) I, apenas.
(B) II, apenas.
(C) I e III, apenas.
(D) II e III, apenas.
(E) I, II e III.
Resolução:
A fragilização por hidrogênio é um fenômeno que caracteriza um processo
de corrosão. Nesse processo de corrosão, ocorre a penetração do hidrogênio na
estrutura cristalina do metal. Normalmente, esse fenômeno é observado em aços
que foram soldados. Existem dois mecanismos básicos na qual a fragilização porhidrogênio pode se manifestar:
• fragilização irreversível
• fragilização reversível.
O processo é dito irreversível quando o hidrogênio se combina com alguma
fase não-metálica presente na estrutura do material. Essa combinação gera gases
provocando o empolamento por hidrogênio.O processo é reversível quando o hidrogênio não foi combinado e perma-
nece na forma atômica dentro da estrutura do metal. Nesse caso, é suposto que
a fragilização é dada pela interação do hidrogênio com a tensão superficial e o
movimento das discordâncias no metal.
Sobre a fragilização por hidrogênio, podemos afirmar:
I. VERDADEIRA. A umidade, quando presente no processo de solda, é hidroli-
sada pelo arco elétrico, liberando o hidrogênio atômico. Esse hidrogênio entrana estrutura do metal, fragilizando-o.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 15/70
D R A
F T
Soldagem
12
II. VERDADEIRA. Na eletrodeposição, o hidrogênio também pode penetrar na
estrutura do metal, caso esteja presente. O metal depositado aprisiona o
hidrogênio que, dentro da estrutura, fragiliza-o.
III. VERDADEIRA. No processo reversível, quando o hidrogênio não foi combi-
nado, ele pode ser expulso da estrutura quando aquecido à temperatura ade-
quada.
Logo, ALTERNATIVA (E), pois apresenta as três afirmativas como verda-
deira.
Alternativa (E)
Questão 8(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2012)
Os processos TIG e MIG/MAG são processos de solda-
gem ao arco elétrico. Tais processos são adotados em
operações industriais que envolvem soldagem de mate-
riais metálicos ferrosos e não ferrosos.
No que se refere às suas características, o(s) processo(s)
(A) TIG adota eletrodo virtualmente não consumível.(B) MAG forma uma atmosfera gasosa inerte durante a
soldagem.
(C) MIG/MAG adotam eletrodo virtualmente não consumí-
vel.
(D) MIG/MAG sempre transferem metal para a poça de
fusão por curto-circuito.
(E) TIG e MIG formam uma atmosfera gasosa ativa du-
rante a soldagem.
Resolução:
As soldas TIG e MIG/MAG utilizam arcos elétricos formados entre o eletrodo
e a peça a ser soldada. Cada processo tem suas peculiaridades, descritas abaixo:
• TIG (Tungsten Inert Gas ): pode ser referida também pela sigla GTAW (Gas
Tugsten Arc Welding ). Nesse processo, o arco é formado entre um eletrodo
de tungstênio não consumível e a peça a ser soldada. Apesar de o eletrodo
ser dito não consumível, pois ele não serve de metal de adição, ocorre um
desgaste e o mesmo precisa ser trocado com frequência. O arco é protegido
por um gás inerte, normalmente argônio, ou por uma mistura de gás hélioe argônio. Também é comum o uso de um metal de adição, porém não é
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.
7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 16/70
D R A
F T
Soldagem
13
obrigatório. É muito utilizado para soldagem de aços inoxidáveis e ligas não
ferrosas. Pode ser manual ou mecanizada.
• MIG/MAG (Metal Inert Gas / Metal Active Gas ): também pode ser referidapela sigla GMAW (Gas Metal Arc Welding ). Nesse caso, o arco é formado
entre um eletrodo consumível e a peça. O eletrodo serve como metal de
adição para a solda e é fornecido continuamente. A proteção do arco depende
do processo que é usado. Para a solda MIG, gases inertes são utilizados,
geralmente argônio (Ar) e hélio (He). Na solda MAG, uma mistura de gases
ativos é usada, podendo ser misturada também com um gás inerte. O CO2 e
O2 são considerados os gases ativos. A utilização dos gases ativos possibilita
maior controle do arco, maior penetração da solda, muda a forma do cordãoe diminui respingos e mordeduras. O metal do eletrodo pode ser transferido
para a peça por três mecanismos básicos: aerosol (spray ), globular e curto
circuito.
Assim, sobre os processos TIG e MIG/MAG, temos a seguintes característi-
cas:
(A) CORRETO. O eletrodo de tungstênio é virtualmente não consumível, ou seja,não serve de metal de adição, embora ocorra seu desgaste.
(B) INCORRETO. Na solda MAG, é utilizado uma atmosfera ativa com gases de
CO2 e misturas de Ar/O2/CO2.
(C) INCORRETO. Nas soldas MIG/MAG, o eletrodo é consumido continuamente
fornecendo metal para adição durante a solda.
(D) INCORRETO. Nos processos MIG/MAG, a transferência de metal de adição
para a junta soldada pode acontecer de três maneiras diferentes: spray, glo-
bular e curto-circuito.
(E) INCORRETO. É utilizada sempre uma atmosfera inerte de argônio e/ou hélio
em uma solda TIG ou MIG.
Alternativa (A)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 17/70
D R A
F T
Soldagem
14
Questão 9(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2011)
Qual conjunto de fatores concorre, em sua totalidade, para a penetração incompleta na raiz de uma solda de topo?(A) Ângulo de bisel excessivo, aporte térmico excessivo, nariz excessivo, abertura raiz reduzida e bitola eletrodo reduzida.
(B) Aporte térmico reduzido, nariz reduzido, corrente de soldagem excessiva, movimento de tecimento largo e solda sobre--cabeça.
(C) Velocidade de soldagem reduzida, uso de cobre-junta, chanfro largo, solda na posição plana e movimento de tecimentomuito largo.
(D) Velocidade de soldagem excessiva, nariz excessivo, ângulo de bisel reduzido, bitola de eletrodo excessiva e voltagemde soldagem reduzida.
(E) Falta de cobre-junta, aporte térmico baixo, nariz reduzido, corrente de soldagem excessiva e movimento de tecimentomuito estreito.
Resolução:
Para melhor entendimento da questão, é interessante identificar os termos
mencionados. Os termos são apresentados abaixo:
Onde: α = ângulo do chanfro; β = ângulo bisel; s = nariz; f = abertura ou fresta.
O problema de falha de penetração da raiz da solda acontece em decor-
rência da falta de fusão e completo preenchimento da raiz da junta. A falta de
preenchimento da raiz atua como grande concentrador de tensão. O mecanismo
de formação desse defeito está diretamente ligado a problemas de projeto inade-
quado da junta e a aplicação de parâmetros incorretos no procedimento de solda-
gem. Dentre eles, podemos citar:
• Manipulação incorreta do eletrodo;
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 18/70
D R A
F T
Soldagem
15
• Junta mal projetada (ângulos de bisel e chanfro incorretos);
• Diâmetro do eletrodo excessivo;
• Velocidade de soldagem muito alta;
• Corrente de soldagem baixa;
• Tensão de soldagem baixa;
• Espessura da peça muito alta;
• Grande distância entre eletrodo e peça.
Portanto, o conjunto de fatores que concorre, em sua totalidade, para a falhade penetração da raiz é:
(A) INCORRETO. Um aporte térmico excessivo contribui para uma maior poça de
fusão, ou seja, ajuda a prevenir o problema de penetração da raiz. A bitola
reduzida do eletrodo provoca uma maior geração de calor, além de facilitar o
direcionamento do arco para o nariz da solda.
(B) INCORRETA. A penetração da solda é proporcional a corrente de soldagem.
Quanto maior a corrente, maior a penetração.
(C) INCORRETA. O chanfro mais largo facilita o alcance ao nariz da solda e,
consequentemente, melhora a penetração da solda.
(D) CORRETA. Uma velocidade excessiva de solda dificulta a fusão total da junta.
Um nariz excessivo também dificulta a sua total fusão, principalmente em sol-
das onde se utiliza a fresta. O ângulo de bisel pequeno reduz o acesso ao
nariz da solda. A bitola excessiva do eletrodo e a baixa tensão da solda redu-
zem corrente de solda reduzindo a quantidade de material fundido.
(E) INCORRETA. A corrente de soldagem excessiva facilita a fusão, aumentando
a penetração da solda.
Alternativa (D)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 19/70
D R A
F T
Soldagem
16
Questão 10(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2011)
ma DESVANTAGEM o processo o a
(A) uso não recomendado em soldagem de campo (locais abertos) sem proteção.
(B) produção de depósitos com baixo teor de hidrogênio.
(C) produção de muitos respingos e arco instável na transferência por spray.
(D) remoção difícil de escória.
(E) transferência por curto-circuito ser limitada à posição plana.
Resolução:
A solda MIG/MAG é aquela que utiliza um eletrodo continuamente consu-
mido durante a solda. A proteção do arco é feita por gases inertes, no caso da
MIG, e por gases ativos, no caso da MAG. A transferência do metal para a peça
pode ser feita por quatro mecanismos:
• Curto-circuito: há o contato da gota fundida na ponta do eletrodo com a poça
de fusão;
• Transferência globular: forma-se uma gota com maior diâmetro que o eletrodo
e por ação da gravidade é depositada na peça;
• Por pulverização: é formado um spray de metal líquido que direcionado sobre
a junta;
• Transferência por arco pulsado: há a combinação da transferência globular e
pulverizada.
Sobre as desvantagens do processo MIG/MAG, afirma-se que:
(A) CORRETA. A principal desvantagem desse tipo de solda é a influência que o
arco sofre das correntes de ar. Em locais abertos, sem proteção, o arco ficaria
muito instável pelas correntes de ar.
(B) INCORRETA. A baixa produção de hidrogênio é considerada uma vantagem
do processo MIG/MAG. O hidrogênio é responsável pelo aparecimento de
trincas a frio, que são muito prejudiciais para aços soldados.
(C) INCORRETA. Na transferência por spray, o arco é considerado muito estável.
(D) INCORRETA. Não há a formação de escória na solda MIG/MAG.
(E) INCORRETA. A transferência por curto circuito possibilita a soldagem em po-
sições diferentes da plana. Isso acontece pelo contato que há entre o eletrodo
e a poça.
Alternativa (A)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 20/70
D R A
F T
Soldagem
17
Questão 11(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2011)
A susceptibilidade à formação de trincas a frio (ou trincas retardadas) aumenta quando se
(A) reduz a espessura das peças.
(B) reduz a energia da soldagem.(C) reduz o teor de hidrogênio.
(D) utiliza pós-aquecimento.
(E) utiliza preaquecimento.
Resolução:
As trincas a frio caracterizam um dos mecanismos de fragilização mais drás-
ticos. O hidrogênio na sua forma atômica penetra na estrutura do aço, fragilizando-
o. Dentre os principais fatores que afetam a fragilização por hidrogênio, podemos
citar a fonte de hidrogênio, a microestrutura do aço, temperatura e tensões residu-ais.
As trincas a frio aumentam quando:
(A) INCORRETA. Conforme mencionado, um dos fatores que interfere direta-
mente na formação de trincas a frio é a tensão residual do processo de solda.
Essa tensão residual é principalmente causada pelas diferentes taxas de res-
friamento ao longo da espessura da chapa. Com uma chapa mais fina, o
gradiente de temperatura será menor e, consequentemente, há uma menor
susceptibilidade ao trincamento a frio.
(B) CORRETA. Reduzindo a energia de soldagem, problemas como falta de pe-
netração e falha de fusão podem ocorrer. Isso provoca um maior estado de
tensão, aumentando a susceptibilidade à formação de trincas a frio induzidas
por hidrogênio.
(C) INCORRETA. O hidrogênio é o responsável pelo surgimento de trincas a frio.
Reduzindo a sua presença, a formação de trincas a frio também reduz.
(D) INCORRETA. O pós-aquecimento ajuda a eliminar o hidrogênio dissolvido,
evitando a formação de trincas.
(E) INCORRETA. O pré aquecimento ajuda a minimizar o gradiente de tempe-
ratura entre a poça e o metal da zona termicamente afetada. Isso reduz as
mudanças microestruturais e as tensões residuais.
Alternativa (B)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 21/70
D R A
F T
Soldagem
18
Questão 12(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2011)
Quando um baixo teor de hidrogênio é especificado para um processo de soldagem por eletrodo revestido, o revestimento
do eletrodo deverá ser
(A) celulósico. (B) rutílico. (C) básico. (D) pó de ferro. (E) oxidante.
Resolução:
Os revestimentos consistem em misturas de compostos de minerais ou or-
gânicos com múltiplas finalidades. De uma maneira geral, os revestimentos atuam:
• estabilizando o arco;
• formando gases protetores da poça;
• formam escória desoxidante;
• adição de componentes e ligas metálicas ao depósito.
Os elementos estabilizadores são aqueles que se dissociam no arco, for-
mando gases de baixo potencial de ionização. Normalmente, os gases gerados
são CO, CO2 e hidrogênio. Há também os elementos formadores de escória que
formam uma camada líquida sobre o banho. Componentes metálicos, quando
adicionados, podem assumir um caráter ativo, pois alguns têm afinidade pelo oxi-
gênio. No entanto, essa adição tem normalmente a finalidade de aumentar a taxa
de deposição, como no caso da adição de pó de ferro.
Basicamente, os eletrodos estão divididos em quatro principais grupos: ce-
lulósicos, rutílicos, ácidos e básicos.
• Celulósicos: possui mais de 20% de materiais celulósicos. Sob ação do arco
se decompõe gerando grandes quantidades de hidrogênio, CO e CO2.
• Rutilicos: possui mais de 20% de dióxido de titânio (T iO2). A proteção gasosa
do arco contém hidrogênio, CO, CO2 e nitrogênio. Muitas vezes, é combinado
com 15% de celulósico para melhorar a proteção gasosa.
• Ácidos: são baseados em óxido de ferro, óxido de manganês e em silicatos.
Tem escória abundante com caráter ácido. Também podem ser chamados de
revestimento oxidante.
• Básicos: é composto de carbonato de cálcio (CaCO3). Sua característica mar-cante é o baixíssimo teor de hidrogênio fornecido à solda, menor que qualquer
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.
7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 22/70
D R A
F T
Soldagem
19
outro revestimento. A proteção é dada por CO e CO2 provenientes da decom-
posição do carbonato de cálcio.
Assim, a alternativa que representa o eletrodo com revestimento mais pro-
pício para a menor geração de hidrogênio é a ALTERNATIVA (C), eletrodo com
revestimento básico.
Alternativa (C)
Questão 13(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2011)
O problema metalúrgico que resulta da utilização de uma excessiva energia de soldagem em aço de médio carbono é o(a)
(A) refino da zona fundida.(B) endurecimento da zona fundida.
(C) estrutura martensítica na zona termicamente afetada.
(D) diminuição da zona termicamente afetada.
(E) granulação grosseira.
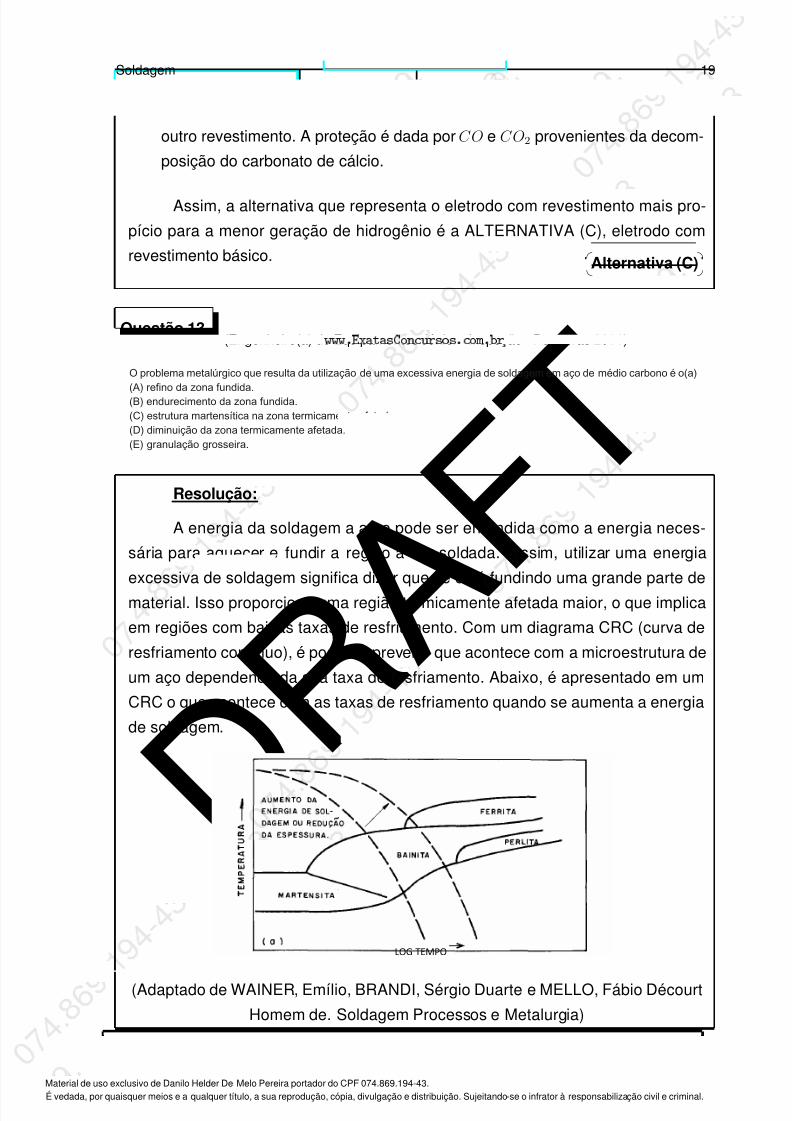
Resolução:
A energia da soldagem a arco pode ser entendida como a energia neces-
sária para aquecer e fundir a região a ser soldada. Assim, utilizar uma energia
excessiva de soldagem significa dizer que se está fundindo uma grande parte de
material. Isso proporciona uma região termicamente afetada maior, o que implica
em regiões com baixas taxas de resfriamento. Com um diagrama CRC (curva de
resfriamento contínuo), é possível prever o que acontece com a microestrutura de
um aço dependendo da sua taxa de resfriamento. Abaixo, é apresentado em um
CRC o que acontece com as taxas de resfriamento quando se aumenta a energia
de soldagem.
LOG TEMPO
(Adaptado de WAINER, Emílio, BRANDI, Sérgio Duarte e MELLO, Fábio DécourtHomem de. Soldagem Processos e Metalurgia)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 23/70
D R A
F T
Soldagem
20
Com base no exposto acima, é possível analisar as alternativas e determinar
o que acontece quando se utiliza uma excessiva energia de soldagem.
(A) INCORRETA. Analisando a CRC, observa-se que, com o aumento da energia
de soldagem, temos uma redução da taxa de resfriamento. O refino de grão
acontece na presença de altas taxas de resfriamento.
(B) INCORRETA. O endurecimento acontece quando se forma os constituintes
bainita e martensita, em ordem crescente de dureza. Pelo diagrama CRC
apresentado acima, essas fases são formadas por energia de soldagem mais
baixa, ou seja, uma taxa de resfriamento alta.
(C) INCORRETA. A formação da martensita acontece para energia de soldagem
mais baixa, conforme mencionando na alternativa (B).
(D) INCORRETA. Uma energia de soldagem maior significa uma grande quan-
tidade de material fundido e, consequentemente, uma maior zona termica-
mente afetada.
(E) CORRETA. Conforme analisado no diagrama, uma energia de soldagem
maior provoca baixas taxas de resfriamentos. Com uma taxa de resfriamento
baixa, há maior tempo em temperaturas elevadas, onde a difusão é maior.Assim, ocorre o crescimento de grão.
Alternativa (E)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 24/70
D R A
F T
Soldagem
21
Questão 14(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2011)
O teor de carbono foi alterado de 0,2% para 0,6% na composição do aço utilizado em uma peça a ser soldada. Isso pode
influenciar na ocorrência de
(A) falta de fusão. (B) falta de penetração.(C) fissuração. (D) porosidade.
(E) mordedura.
Resolução:
Quando o teor de carbono de um aço aumenta, a temperatura de fusão do
aço é reduzida. Esse fenômeno é observado no diagrama ferro carbono demons-
trado abaixo.
0 1 2 3 4 5 6 6,70
1600
1400
1200
1000
800
600
400
2500
2000
1500
1000
T e m p e r a t u r a (
) F
o
T e
m p e r a t u r a (
) C
o
Composição (%a C)
Composição (%p C)
0 5 10 15 20 25
912
γ , Austenita
γ + L
1147 Co
2,14 4,30
L
γ + Fe C3
727 Co
α + Fe C3
Cementita (Fe C)3
0,022
0,76
α
γ +
(Fe)0,2 0,6
A
B
Note que a temperatura liquidus (AB) reduz quando se aumenta o teor de
carbono de um aço. O aumento do teor de carbono também propicia um endureci-
mento do material e, dependendo da taxa de resfriamento, há maior possibilidade
da formação de martensita.
Assim, o aumento do teor de carbono em um aço que será submetido a uma
solda irá influenciar na ocorrência de:
(A) INCORRETA. Conforme exposto acima, quando se aumenta o teor de car-
bono, se reduz a temperatura de fusão do metal e, consequentemente, se
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 25/70
D R A
F T
Soldagem
22
reduz a falta de fusão.
(B) INCORRETA. A falta de penetração é análoga ao problema de falta de fu-
são. Portanto, reduzindo a temperatura de fusão do aço, também há a menorincidência do problema de falta de penetração.
(C) CORRETA. A fissuração é um problema que está diretamente ligada com a
fragilidade do aço. Quanto maior a fragilidade do aço, maior a sua suscepti-
bilidade à fissuração. A fragilidade do aço aumenta com o teor de carbono.
Assim, quanto maior o teor de carbono, maior a sua susceptibilidade a fissu-
ração.
(D) INCORRETA. A formação de poros em uma solda está diretamente ao apri-sionamento de gases ou vapores na poça de fusão. Os gases que causam
porosidade são hidrogênio, nitrogênio, e dióxido de carbono. Aumentando
o teor de carbono no aço, não se altera a susceptibilidade de formação de
porosidades.
(E) INCORRETA. A formação de mordedura é basicamente controlada por pa-
râmetros de processo. Dentre eles, podemos citar como causa principal um
elevado aporte térmico.
Alternativa (C)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 26/70
D R A
F T
Soldagem
23
Questão 15(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2011)
Nas soldas autógenas dos aços pertencentes aos campos I, II, III e IV, identificados no diagrama de Schaeffler acima,
podem ocorrer os seguintes problemas metalúrgicos, característicos de cada campo:
(A) I - trincas a quente; II - fase sigma; III - crescimento de grão; IV - trincas a frio.
(B) I - fase sigma; II - trincas a quente; III - trincas a frio; IV - crescimento de grão.
(C) I - fase sigma; II - trincas a frio; III - trincas a quente; IV - crescimento de grão.
(D) I - fase sigma; II - crescimento de grão; III - trincas a frio; IV - trincas a quente.
(E) I - crescimento de grão; II - trincas a frio; III - trincas a quente; IV - fase sigma.
Resolução:
Uma solda autógena é aquela em que as partes a serem soldadas são de
mesma composição. O Diagrama de Schaeffler é usado, normalmente, para se
determinar a composição da solda quando se usa metal adição distinto do metal
de base. Também é comum o uso do diagrama conhecendo-se as regiões men-
cionadas na questão, pois permite prever que tipo de fragilização poderá sofrer o
aço.
I. Nessa região, o problema metalúrgico característico é a formação de trincas a
quente. Isso acontece porque a susceptibilidade de trincas a quente é maior
em ligas que apresentam maior intervalo de solidificação. Sendo que, para
ligas eutéticas, a susceptibilidade é praticamente nula. O maior intervalo de
solidificação é alcançado pela grande quantidade de elementos de liga, que
é o caso de aços inoxidáveis austeníticos.
II. A fase sigma é uma fase dura e de grande fragilidade. Sua presença é inde-sejável em aços inoxidáveis. Essa fase é rica em elementos estabilizadores
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 27/70
D R A
F T
Soldagem
24
de ferrita (cromo, molibdênio e silício). Sua precipitação ocorre na decompo-
sição de ferrita em sigma + ferrita, ou de ferrita em sigma + austenita nos aço
inoxidáveis ferrítico-austeníticos. A região (II) é a região que apresenta es-
ses aços. Portanto, com altas quantidades de cromo nessa área, há grandes
chances de formação de fase sigma.
III. Nessa região, estão compreendidos os aços inoxidáveis ferríticos. Esses aços
têm grande tendência ao crescimento de grão na ZTA. Isso acontece porque
boa parte da ZTA não apresenta transformações de fases no estado sólido
durante a soldagem, permanecem ferríticos.
IV. A martensita é uma das fases mais frágeis que pode se formar em um aço.
Um dos fatores que afetam diretamente na susceptibilidade à fragilização por
trincas a frio é a presença de fases frágeis. Na região (IV), o aço possui
grandes quantidades de martensita, portanto tem grande susceptibilidade à
fragilização por trincas a frio.
Logo, ALTERNATIVA (A) é a correta, pois relaciona corretamente as regiões
do diagrama com os tipos de problemas mais comuns daquelas regiões.
Alternativa (A)
Questão 16(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
Em relaç o terminologia utilizada nos processos de
soldagem, analise as proposições a seguir.
I - No preparo do material para receber a solda, reali-
za-se um corte na peça.II - Na execução da soldagem pode ser utilizado para
conter o metal fundido, e é colocado na parte inferior,
do lado oposto da colocação da solda.
Quais termos se associam corretamente às respecti-
vas proposições?
Abertura da raiz
Face da raiz
Penetração da raiz
Chanfro
Chanfro
Filete veda-juntas
Poça de fusão
Mata-juntas
Filete veda-juntas
Mata-juntas
(A)
(B)
(C)
(D)
(E)
I II
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 28/70
D R A
F T
Soldagem
25
Resolução:
A terminologia na soldagem é extremamente extensa e, muitas vezes, os
termos técnicos que são utilizados em determinada região não são utilizados eoutras. Para compreender melhor a questão, é interessante representar esquema-
ticamente os termos mais comuns de uma solda. É apresentada abaixo uma solda
com chanfro.
(NERIS, Manoel M. - Soldagem de Metais - Universidade Santa Cecília)
Onde: α = ângulo do chanfro; β = ângulo e bisel; s = nariz; f = abertura ou fresta.
Com isso, é possível identificar os termos de cada afirmação.
I- Em grande parte das soldas, é utilizado um corte que facilita o acesso à re-
gião a ser soldada e melhora a alocação do metal de adição. Esse corte é
chamado de chanfro, podendo apresentar vários formatos. O formato repre-sentado na figura acima é chamado de chanfro em V.
II- Quando se usa aberturas grandes ou chapas muito finas, onde são formadas
poças muito grandes, é comum o uso de uma parte adicional na parte infe-
rior da junta chamado de mata-junta ou cobre-junta. Esse artifício pode ser
observado na figura acima.
Logo, a alternativa que relaciona corretamente a terminologia com a descri-
ção é a ALTERNATIVA (E).
Alternativa (E)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 29/70
D R A
F T
Soldagem
26
Questão 17(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
A partir do equipamento de soldagem esquematizado na
figura acima, identifica-se que o processo realizado é
denominado soldagem
(A) a arco plasma. (B) a arco submerso.
(C) com eletrodo revestido. (D) com gás inerte (MIG).
(E) com gás inerte (TIG).
Portafluxo
Fonte
Arame
Controle
Trator
Peça
Resolução:
Duas características do aparelho de soldagem esquematizado na figura do
enunciado são marcantes para a caracterização do processo. Uma delas é a pre-
sença de um porta-fluxo. Isso indica que o arco e a poça estão sendo protegidospor um fluxo e não por um gás. O fluxo é adicionado sobre o arco e sofre fusão.
Outra característica é a bobina de arame indicando que o eletrodo é continuamente
consumido. Portanto, o arco é formado entre a peça e o eletrodo consumido, sendo
protegido pela adição do fluxo. Com essas informações, é possível identificar o
processo de soldagem.
(A) INCORRETA. Na soldagem a arco plasma, o arco é protegido por um gás que
também é utilizado para a formação do plasma.
(B) CORRETA. A proteção do arco e da poça feita com um fluxo fundido é uma
característica marcante do processo de soldagem com arco submerso. A
utilização de um eletrodo continuamente consumível também caracteriza o
processo de soldagem a arco submerso.
(C) INCORRETA. Na soldagem por eletrodo revestido, a proteção do arco e da
poça é realizada por minerais que revestem o eletrodo. Não há utilização de
fluxo e o eletrodo é uma vareta que é consumida durante o processo. A vareta
deve ser trocada quando se chega ao fim do revestimento.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 30/70
D R A
F T
Soldagem
27
(D) INCORRETA. A solda MIG utiliza um gás para proteção do arco. O eletrodo
é consumido muito similarmente ao processo a arco submerso. A diferença
marcante entre os dois processos está na forma de proteção do arco. Na
MIG, é utilizado um gás inerte.
(E) INCORRETA. A solda TIG é realizada formando um arco entre um eletrodo
de tungstênio e a peça. A proteção é realizada por um gás. O eletrodo é
virtualmente não consumível, pois não é utilizado como metal de adição.
Alternativa (B)
Questão 18(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
O arco el trico uma das fontes de calor mais utilizadas
na soldagem por fusão. A respeito desse processo, é
INCORRETO afirmar que o(a)(A) arco elétrico consiste em uma descarga elétrica sus-
tentada através de um gás ionizado, conhecido como
plasma, podendo produzir energia térmica suficiente
para fundir, de forma local, as peças a serem unidas.
(B) processo com eletrodos revestidos (SWAN) utiliza
vareta metálica, denominada alma, recoberta por uma
mistura de diferentes materiais, denominada revesti-
mento, que tem diversas funções na soldagem, entre
elas, estabilizar o arco e conferir características
operacionais, mecânicas e metalúrgicas ao eletrodo e
à solda.
(C) processo TIG (STAW) produz a união das peças metá-licas por aquecimento e fusão, através do arco estabe-
lecido entre o eletrodo de tungstênio, o metal de adi-
ção e o metal de base.
(D) soldagem a arco com arame tubular (FCAW) é um pro-
cesso que utiliza um eletrodo tubular, contínuo e
consumível, em que a proteção do arco é feita por um
fluxo de soldagem contido no eletrodo ou por um fluxo
de gás fornecido por fonte externa.
(E) soldagem a arco com proteção gasosa (GMAW) é um
processo em que a união de peças metálicas é produ-
zida pelo aquecimento destas com um arco elétrico,
estabelecido entre um eletrodo metálico nu, consumível,
e a peça de trabalho.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 31/70
D R A
F T
Soldagem
28
Resolução:
O conhecimento do fenômeno formador do arco elétrico é muito importante
para o melhor controle do processo de soldagem. Isso promove a obtenção decontornos de solda sem defeito, diminui a quantidade de respingos, prevê a pe-
netração do passe, quantifica o calor transferido e controla distorções na solda.
Sobre os arcos elétricos, é incorreto afirmar:
(A) CORRETA. A definição mais clássica de um arco elétrico é que ele consiste
em uma descarga elétrica entre dois eletrodos (no caso de solda, eletrodo
e peça) e é sustentado por um gás ionizado. Essa descarga elétrica é res-
ponsável pela geração de calor e, consequentemente, fusão do material a sersoldado.
(B) CORRETA. No processo de eletrodo revestido, o arco elétrico é formado entre
um eletrodo, que serve de metal de adição, e a peça a ser soldada. Esse ele-
trodo é composto por uma alma que é recoberta por uma mistura de materiais
que confere maior estabilidade ao arco. O eletrodo também pode atuar nas
variáveis operacionais, mecânicas ou metalúrgicas da solda.
(C) INCORRETA. No processo TIG (Tungsten Inert Gas ), o arco é produzido entreum eletrodo de tungstênio e a peça. Esse eletrodo não é utilizado como metal
de adição, portanto, não é consumido durante a soldagem. Porém, pode ocor-
rer o seu desgaste e este é comumente chamado de virtualmente consumível.
Um metal de adição pode ser usado, mas ele não participa na formação do
arco.
(D) CORRETA. A soldagem por arame tubular proporcionou uma grande melhora
na qualidade do processo de solda. Esse processo tem duas variantes: pode
ser protegido por gases (inerte, ativo ou misturas destes) ou autoprotegido.Um fluxo é utilizado no interior do eletrodo, o que permite a operação de solda
em lugares sujeitos a intempéries.
(E) CORRETA. A soldagem por proteção gasosa GMAW também pode ser cha-
mada de soldas MIG/MAG. O arco é formado entre um eletrodo consumível
e a peça. Pode ser protegido por gases inertes, como no caso MIG ou por
gases ativos, como no caso MAG.
Alternativa (C)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 32/70
D R A
F T
Soldagem
29
Questão 19(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
Fissuraç o por hidrog nio(A) um processo corrosivo em meio sólido que ocorre,
principalmente, no concreto armado.(B) um processo corrosivo que promove fissuras pela
presença de eletrólito rico em hidrogênio.(C) a formação de trincas em materiais cerâmicos à base
de óxido, como por exemplo nos silicatos (SiO4), que
perdem os átomos de silício pela ligação do hidrogêniocom o oxigênio.
(D) a formação de trincas que ocorre, principalmente, emaços temperáveis durante a soldagem.
(E) a fratura de materiais frágeis quando submetidos àatmosfera de hidrogênio puro.
Resolução:
A fissura por hidrogênio é um fenômeno que ocorre comumente em aços
quando soldados. Elas são causadas pela introdução do hidrogênio na estrutura
metálica. O hidrogênio é proveniente de umidade ou contaminações nos eletrodos
e fluxos. Durante a solidificação do metal, a solubilidade do hidrogênio decai e
ele vai sendo deslocado para regiões com micro trincas ou microcavidades. A
alta concentração de hidrogênio nesses pontos induz a triaxialidade de tensão,
fragilizando o aço. Isso provoca a formação das chamadas trincas a frio induzidas
por hidrogênio. São consideras a frio, pois, normalmente, ocorrem quando o metal
já está em temperatura ambiente. Sobre esse fenômeno, é correto afirmar que:
(A) INCORRETO. É considerado um processo corrosivo, pois deteriora as propri-
edades do metal em uso. No entanto, não é uma característica principal em
armações de concreto.
(B) INCORRETO. Não há a necessidade de um eletrólito para que ocorra o fenô-
meno de fissura por hidrogênio.(C) INCORRETO. Não há relação entre a formação de trincas em materiais cerâ-
micos com a presença de hidrogênio.
(D) CORRETO. A formação induzidas por hidrogênio é muito comum em aços
que foram soldados devido à presença de hidrogênio nos consumíveis do
processo de solda. O mecanismo é agravado quando há a formação de es-
truturas frágeis, como no caso de aços temperáveis.
(E) INCORRETO. Não há a necessidade de uma atmosfera de hidrogênio puropara a formação de fissuras induzidas por hidrogênio. Uma presença de umi-
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 33/70
D R A
F T
Soldagem
30
dade nos consumíveis do processo de soldagem já é suficiente para apareci-
mento do fenômeno.
Alternativa (D)
Questão 20(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
Em relaç o s alteraç es encontradas nos metais compo-
nentes de uma união por solda, afirma-se que a(o)
(A) variação do campo de temperaturas na superfície da
peça soldada pode ser, aproximadamente, linear,
desde a fonte de calor até a região termicamente
afetada, enquanto que na direção transversal, atemperatura permanece inalterada.
(B) região afetada pelo calor é consequência da veloci-
dade de resfriamento a que o metal de adição é sub-
metido.
(C) zona termicamente afetada é formada em decorrência
das temperaturas acima da temperatura homóloga de
fusão da liga.
(D) zona de fusão aquece o metal de adição, originando a
zona afetada pelo calor na região adjacente à junta
soldada.
(E) metal de base sofre transformações de fase em uma
região próxima ao metal fundido, em função da veloci-
dade de resfriamento e das temperaturas alcançadas.
Resolução:
Quando um metal é soldado, ocorrem diversas alterações no metal de base
devido à influência das temperaturas alcançadas pela solda e às taxas de resfria-
mento que experimenta a região em torno da solda. Essa zona é conhecida como
Zona Termicamente Afetada - ZTA. As alterações afetam o comportamento mecâ-
nico do componente e devem ser muito bem analisadas para se obter uma boa
qualidade da solda. Sobre essas alterações, afirma-se que:
(A) INCORRETA. Em nenhuma direção da solda a temperatura permanece inal-
terada. Sempre que há uma solda, todas as direções ao redor da poça de
fusão são afetadas pelo calor.
(B) INCORRETA. Não é o metal de adição que sofre as alterações que devem ser
levadas em consideração.
(C) INCORRETA. As alterações na ZTA não dependem somente da temperatura
alcançada no processo de solda, mas também das diferentes taxas de resfri-
amento em que é submetido o metal e de sua composição química.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 34/70
D R A
F T
Soldagem
31
(D) INCORRETA. O que funde o metal de adição durante a solda é a fonte de
calor que está sendo usada. Essa fonte pode ser o arco elétrico nas soldas a
arco ou o maçarico na solda oxi-gás.
(E) CORRETA. A microestrutura na região em torno da poça de fusão é forte-
mente alterada, pois o metal é aquecido de forma que haja transformações
de fase no estado sólido. Com taxas de resfriamento diferentes, quando se
afasta da poça de fusão, o metal sofre diferentes alterações na microestrutura.
Alternativa (E)
Questão 21(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
Ao final de uma soldagem, realizou-se um corte transversalde forma que se pudesse ver, em verdadeira grandeza, alargura da solda e observar as regiões da zona de fusão, azona termicamente afetada e o metal de base. Localizandoo ponto médio (O) da largura da zona de fusão, é possíveltraçar um segmento de reta desde o ponto O até um pontofora da região da solda (P), com estrutura metálicainalterada. Esse segmento de reta passa por diferentesregiões microestruturais na direção OP, que são, além da
zona de fusão, as regiões de(A) crescimento do grão, de refino do grão, intercrítica e
termicamente inalterada.(B) crescimento do grão, intercrítica, de superaquecimen-
to, de refino do grão e termicamente inalterada.(C) crescimento do grão, intercrítica, de refino do grão e
termicamente inalterada.(D) refino do grão, de crescimento do grão, intercrítica e
termicamente inalterada.(E) refino do grão, de crescimento do grão, intercrítica, de
superaquecimento e termicamente inalterada.
Resolução:
A região mencionada na questão é conhecida como junta soldada. Consiste
em toda a região que sofreu alteração devido ao processo de soldagem. Existe a
região que foi fundida pela ação do calor e a região que sofreu alterações microes-
truturais no estado sólido. Nessa região, o metal sofre distintas alterações quando
se afasta da região que foi fundida. O metal não fundido experimenta diferentes
taxas de resfriamentos e, portanto, apresenta diferentes microestruturas. Abaixo,
estão esquematizadas as alterações que ocorre em aço comum ao carbono.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 35/70
D R A
F T
Soldagem
32
(Adaptado de WAINER, Emílio, BRANDI, Sérgio Duarte e MELLO, Fábio Décourt
Homem de. Soldagem Processos e Metalurgia)
Também está representada na figura a linha OP descrita na questão, que
parte do ponto médio da junta soldada e vai em direção ao metal base. Nota-se
que saindo da zona fundida acontece a zona de ligação e, posteriormente, entra-se
na ZTA. Nessa zona, ocorre em sequência:
• a região com crescimento de grão devido à baixa taxa de resfriamento;
• a região de refino de grão devido à moderada taxa de resfriamento;• a zona intercrítica, onde ocorrem transformações parciais devido ao aqueci-
mento não tão alto e alta taxa de resfriamento;
• a zona termicamente inalterada, onde a temperatura alcançada não foi sufici-
ente para provocar qualquer alteração na estrutura do aço.
Logo, a alternativa que representa a sequência acima é a ALTERNATIVA
(A).
Alternativa (A)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 36/70
D R A
F T
Soldagem
33
Questão 22(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
A soldabilidade dos aços inoxidáveis é função dos elemen-
tos do metal e do tipo de aço. A soldagem de aços inox
austeníticos exige alguns cuidados. Entre eles está o de
evitar a
(A) formação de trincas a quente, utilizando aço com teor
baixo de enxofre e fósforo.
(B) formação de trincas a quente, reduzindo a energia de
soldagem até a menor possível.
(C) formação de trincas a frio que aparecem imediatamen-
te após o passe da solda, ao esfriar o metal de base.
(D) fragilização do material, utilizando metais de adição que
gerem um teor de cementita ao redor de 8% no cordão
de solda.
(E) fragilização a frio do metal, modificando a geometria
da junta para acelerar a redução da temperatura
durante a soldagem.
Resolução:
É previsto no Diagrama de Scheaffler quais os tipos de defeitos mais comuns
nos aços inoxidáveis. Abaixo está representado esse diagrama, informando os
tipos de defeitos em cada tipo de aço inoxidável.
As fases mencionadas no diagrama indicam qual tipo de aço inoxidável é
formado em relação à composição química. Respectivamente, austenita, ferrita emartensita representam os aços inoxidáveis austeníticos, ferríticos e martensíticos.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 37/70
D R A
F T
Soldagem
34
Os números representam a região onde há maior incidência de determina-
dos tipos de defeitos.
Região 1, delineada pela cor vermelha, representa maiores chances deocorrer formação de trincas a quente. Região 2, delineada pela cor verde, indica
maiores chances de ocorrer a precipitação de fases intermetálicas e fase sigma.
Região 3, representada pela cor azul, indica inconvenientes como o crescimento
de grão. Região 4, demarcada pela cor roxa, determina a região com maior inci-
dência de trincas a frio ou induzidas por hidrogênio.
Com base nisso, é possível determinar quais os cuidados que se deve ter
com a soldagem de aços inoxidáveis austeníticos.
(A) CORRETA. Conforme observado no diagrama acima, na soldagem de aços
inoxidáveis austeníticos é muito comum a formação de trincas a quente. A for-
mação de trincas a quente em aços inoxidáveis austeníticos é, basicamente,
guiada pela presença de enxofre e fósforo. Esses dois elementos têm pouca
solubilidade na austenita, sendo segregados no líquido remanescente. Esse
líquido tem maior dificuldade de solidificação e se acumula no contorno de
grão fragilizando o aço.
(B) INCORRETA. A redução da energia de soldagem pode ajudar a minimizar a
formação das trincas a quente, porém não vai evitá-la. Como dito anterior-
mente, a formação de trincas a quente depende intrinsecamente da presença
de fósforo e enxofre.
(C) INCORRETA. Conforme visto no diagrama de Schaeffler, para aços austeníti-
cos é mais comum a formação de trincas a quente. As trincas a frio, também
conhecidas como trincas induzidas por hidrogênio, aparecem geralmente dias
depois da solda e são frequentemente observadas nos aços martensíticos.
(D) A fragilização que tem que ser evitada é a causada por trincas a quente. Os
cuidados que devem ser tomados com o metal de adição é somente com
relação à presença de enxofre e fósforo.
(E) As trincas que se devem evitar são as trincas a quente. A geometria da junta
não evita a formação caso haja uma concentração elevada de fósforo e enxo-
fre.
Alternativa (A)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 38/70
D R A
F T
Soldagem
35
Questão 23(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
A soldabilidade é definida pela AWS (American Welding
Society) como a capacidade de um material ser soldado
nas condições de fabricação impostas por uma estrutura
específica, projetada de forma a se comportar adequada-
mente em serviço. Aços com baixo carbono apresentam
alguns problemas de soldabilidade, tais como a(o)
(A) perda de tenacidade na zona termicamente afetada.
(B) formação de crateras na estrutura, principalmente na
zona termicamente afetada.
(C) formação de extensa zona termicamente afetada com
a formação de bainita na zona de fusão, quando
apresenta baixo aporte térmico.
(D) aumento da tenacidade na zona termicamente afetada.
(E) aumento da tensão de escoamento com a deformação
plástica da zona de fusão de estruturas coquilhada.
Resolução:
Conforme mencionado, a soldabilidade determina a facilidade com que o
material é soldado em condições satisfatórias de uso. Sobre os problemas de
soldabilidade de aços com baixo teor carbono, podemos dizer que:
(A) CORRETA. A principal alteração que ocorre em aços baixo carbono é a perda
de tenacidade na ZTA (zona termicamente afetada). A queda de tenacidadeestá diretamente ligada às alterações microestruturais que ocorrem na ZTA.
Na zona mais perto da poça de fusão, ocorre o crescimento de grão favo-
recendo a formação de martensita. Essa fase diminui consideravelmente a
tenacidade do material.
(B) INCORRETA. O defeito de cratera ocorre na poça de fusão, onde se teve a
fusão de metal. Na zona termicamente afetada, somente ocorrem transforma-
ções no estado sólido.
(C) INCORRETA. Com um baixo aporte térmico, a extensão da ZTA será reduzida,
pois terá uma menor região aquecida.
(D) INCORRETA. Um aumento de tenacidade seria um efeito benéfico, mas o que
ocorre é uma queda de tenacidade, conforme observado na alternativa (A).
(E) INCORRETA. Não ocorre uma deformação plástica na zona de fusão.
Alternativa (A)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 39/70
D R A
F T
Soldagem
36
Questão 24(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
O diagrama de Schaeffler indica graficamente a composição da microestrutura de uma liga em função do cálculo dos
alores de Níquel e Cromo equivalentes, que podem ser obtidos a partir das equações a seguir.
Nieq
= Ni + 30.C + 0,5.Mn
Cr eq
= Cr + Mo − 1,5.Si + 0,5.Nb
Esta ferramenta é utilizada para aços austeníticos, ferríticos e martensíticos, como por exemplo, para realizar uma solda de
aço inox ferrítico de composição 0,03%C, 0,9%Mn, 0,4%Si e 17,3%Cr (ABNT430), utilizando eletrodo de composição
0,06%C, 0,7%Mn, 0,7%Si, 22,1%Cr e 12,5%Ni (AWS E309) com 50% de diluição. A partir do diagrama de Schaeffler
acima, conclui-se que o metal da solda resultante terá estrutura(A) austenítica.
(B) com composição entre 5 e 20% de ferrita. .
(C) com composição entre 30 e 40% de ferrita. .
(D) com composição entre 40 e 60% de ferrita. .
(E) martensítica.
CROMO EQUIVALENTE
N Í Q U E L E Q U I V A L E N T E
0 % F E R R
I T A
5 % F E R R
I T A
2 0 %
F E R R
I T A
3 0 %
F E R R
I T A
4 0 %
F E R R
I T A
6 0 % F E R
R I T A
1 0 0 % F E R
R I T A
FERRITAM+F
MARTENSITA
A+M
AUSTENITA
F+M
0 2 4 6 8 10 12 14 16 18 20 2 2 24 26 28 30 32 34 36 38 40
30
28
26
24
22
20
18
16
14
12
10
8
6
4
2
0
Resolução:
Para identificar a microestrutura formada na solda, é preciso conhecer a
composição química do metal de base, do metal de adição e da diluição utilizada
na solda. Tendo essas informações, é utilizado o Diagrama de Schaeffler paradeterminar a composição da solda. Porém, é necessário utilizar os conceitos de
cromo equivalente e níquel equivalente no Diagrama de Schaeffler. Estes devem
ser calculados com as expressões dadas na questão. Descoberto o cromo e níquel
equivalente para o metal base e metal de adição, o próximo passo é representá-los
no diagrama. Então, é traçado uma reta entre o metal de base e o metal de adição.
A diluição representa quanto metal de adição foi diluído no metal de base, para
isso é considerado 0% no ponto do metal de adição e 100% no ponto do metal de
base.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 40/70
D R A
F T
Soldagem
37
• Cálculo de cromo e níquel equivalente para o metal de base.
Composição: Aço inox ferrítico (ABNT430) 0,03% C, 0,9% Mn, 0,4% Si e17,3%Cr
Níquel equivalente:
Nieq = N i + 30 × C + 0, 5 ×Mn
Nieq = 0, 0 + (30 × 0, 03) + (0, 5 × 0, 9)
Nieq = 1, 35
Cromo equivalente:
Creq = Cr + Mo− 1, 5 × Si + 0, 5 ×Nb
Creq = 17, 3 + 0, 0 − (1, 5 × 0, 04) + (0, 5 × 0, 0)
Creq = 16, 7
• Cálculo de cromo e níquel equivalente para o metal de adição.
Composição: Eletrodo (AWS E309) 0,06% C, 0,7% Mn, 0,7% Si e 22,1%Cr
12,5% Ni
Níquel equivalente:
Nieq = N i + 30 ×C + 0, 5 ×Mn
Nieq = 12, 5 + (30 × 0, 06) + (0, 5 × 0, 7)Nieq = 14, 65
Cromo equivalente:
Creq = Cr + Mo− 1, 5 × Si + 0, 5 ×Nb
Creq = 22, 1 + 0, 0 − (1, 5 × 0, 7) + (0, 5 × 0, 0)
Creq = 21, 05
• Representando-os no diagrama de Schaeffler, utilizando a diluição de 50%.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 41/70
D R A
F T
Soldagem
38
CROMO EQUIVALENTE
N Í Q U E L E
Q U I V A L E N T E
0 % F E R R
I T A
5 % F E R R
I T A
2 0 %
F E R R
I T A
3 0 %
F E R R
I T A
4 0 %
F E R R
I T A
6 0 % F E R
R I T A
1 0 0 % F E R
R I T A
FERRITAM+F
MARTENSITA
A+M
AUSTENITA
F+M
0 2 4 6 8 10 1 2 14 16 18 20 22 24 2 6 28 30 3 2 34 36 38 40
30
28
26
24
22
20
18
16
14
12
10
8
6
4
2
0
ç nox
letro o
olda5
Note que com 50% de diluição a microestrutura da solda fica localizada entre
os campos de 30% e 40% de ferrita. Logo, a alternativa correta é a ALTERNATIVA
(C).
Alternativa (C)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 42/70
D R A
F T
Soldagem
39
Questão 25(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
Cada ponto do metal de base exposto ao calor com diferente intensidade, em funç o da dist ncia da fonte de calor. variação de temperatura que um ponto sofre é expressa através de uma curva chamada de ciclo térmico de soldagem.
Em relação aos efeitos da temperatura na peça, as afirmativas a seguir apresentam características e valores relevantesdesta curva.
I - A temperatura de pico, isto é, a temperatura máxima atingida pelo ponto que indica a possibilidade de transforma-ções microestruturais.
II - O tempo de permanência acima da temperatura crítica, que indica transformações microestruturais ou mudança daspropriedades do material no ponto.
III - A velocidade de esfriamento, representada pela derivada da curva ou pelo tempo que a temperatura passa de uma
temperatura T1 a uma temperatura T
2.
É(São) correta(s) a(s) afirmativa(s)(A) I, apenas. (B) I e II, apenas. (C) I e III, apenas. (D) II e III, apenas. (E) I, II e III.
Resolução:
Conforme mencionado na questão, cada ponto do metal base sofre um ciclo
térmico diferente em função da distância da fonte de calor. Para cada ponto, esse
ciclo térmico pode ser representado esquematicamente pela curva a seguir.
(MODENESI, Paulo J. MARQUE, Paulo V. SANTOS Dagoberto B. - Introdução à
Metalurgia da Soldagem. Universidade de Federal de Minas Gerais - 2012).
Os principais fatores que descrevem o ciclo térmico são:
• Temperatura de pico (Tp) - Essa é a temperatura máxima que sofreu o ponto
durante a soldagem, ou seja, indica a possibilidade de ocorrências de transfor-
mações microestruturais. É uma função das condições de soldagem, geome-
tria da peça, propriedades térmicas do metal, temperatura inicial e distânciada fonte de calor. Abaixo, é representada a variação das temperaturas de pico
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 43/70
D R A
F T
Soldagem
40
em função da distância de cada ponto da fonte de calor e da intensidade da
energia de solda (H).
(MODENESI, Paulo J. MARQUE, Paulo V. SANTOS Dagoberto B. -
Introdução à Metalurgia da Soldagem. Universidade de Federal de Minas
Gerais - 2012).
• Temperatura crítica - é a temperatura mínima para a ocorrência de uma alte-
ração relevante, como uma transformação de fase ou uma mudança de pro-priedade
• Tempo de permanência (tc) acima da temperatura critica (Tc). É um parâmetro
importante, pois indica o tempo em que o material foi submetido a temperatu-
ras em que pode ocorrer uma transformação.
• Velocidade de resfriamento (φ). Também é um parâmetro importante, pois
indica a velocidade de resfriamento que cada ponto está sendo submetido.
Muitas microestruturas são alcançadas por taxas de resfriamento elevadas.Ela é determinada pela tangente da curva de ciclo térmico, ou seja, a derivada
em cada ponto da curva. Também pode ser representa por uma variação de
tempo (∆t) entre duas temperaturas determinadas.
Com base no texto acima, é possível determinar quais afirmativas são ver-
dadeiras.
I. VERDADEIRA. A temperatura de pico é máxima temperatura que um ponto
pode alcançar durante a solda. Ela indica se o ponto irá sofrer alteração
microestrutural ou de propriedade.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 44/70
D R A
F T
Soldagem
41
II. VERDADEIRA. O tempo de permanência acima da temperatura crítica de-
monstra quanto tempo o metal teve para promover as alterações microestru-
turais ou de propriedades.
III. VERDADEIRA. A taxa de resfriamento é a inclinação da curva, ou seja, de-
rivada da função em cada ponto da curva. Porém, também pode ser repre-
sentada por um ∆t ao mudar de uma temperatura T1 para uma temperatura
T2.
Logo, a alternativa correta é a ALTERNATIVA (E).
Alternativa (E)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 45/70
D R A
F T
Soldagem
42
Questão 26(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
Durante paradas de operaç o em instalaç es industriais,
adota-se frequentemente a soldagem de manutenção como
uma técnica eficiente para prolongar a vida residual de
equipamentos. Em aços ligados, a zona termicamente
afetada formada durante a operação de soldagem deverá
apresentar, como característica principal,
(A) região de granulação grosseira.
(B) região de granulação fina.
(C) baixa ductilidade.
(D) baixa dureza.
(E) alta resistência ao impacto.
Resolução:
Todo aço, quando soldado, sofre alterações microestruturais em torno do
cordão de solda. Isso acontece devido à temperatura alcançada nessa região.
Essa região não possui uma microestrutura uniforme, pois as taxas de resfriamento
não são as mesmas em toda extensão da zona termicamente afetada (ZTA). As
propriedades dos aços, quando soldados, são drasticamente alteradas. Nos aços
ligados, a principal característica que deve ser considerada é:
(A) INCORRETA. A granulação grosseira é uma característica de aços comum ao
carbono. É formada na região adjacente ao metal de solda devido à alta tem-
peratura alcançada e tempo de permanência elevado. Em aço ligado nessa
zona, devido à alta temperabilidade provocada pelos elementos de liga, é
mais comum a formação de uma estrutura martensítica.
(B) INCORRETA. Assim como a granulação grosseira, o refino de grão também
é uma característica marcante de aços carbono. Em aço ligado, o refino tam-
bém pode ocorrer, porém não é uma característica principal.
(C) CORRETA. A baixa ductilidade é marcante em aços ligados, justamente pela
microestrutura gerada na zona termicamente afetada. Normalmente, são for-
mados martensita e bainita, que são duas fases duras e que fragilizam o aço.
(D) INCORRETA. A dureza aumenta na zona termicamente afetada em aço ligado
pela formação de estruturas duras como a martensita e bainita.
(E) INCORRETA. A alta resistência ao impacto é uma característica de materiais
dúcteis. A formação de materiais frágeis na ZTA de aço ligado provoca uma
baixa resistência ao impacto.
Alternativa (C)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 46/70
D R A
F T
Soldagem
43
Questão 27(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
O conhecimento das caracter sticas do material de
fundamental importância para a confiabilidade de juntas
soldadas em serviço. Uma das característica de juntas
soldadas de aços inoxidáveis é o(a)
(A) encruamento.
(B) corrosão.
(C) segregação.
(D) fragilização a quente.
(E) fragilização a frio.
Resolução:
O aço, quando soldado, sofre uma série de alterações na junta soldada. Es-
sas alterações vão desde a composição no local da poça fundida até alterações
microestruturais na zona termicamente afetada. Em aços inoxidáveis, alguns cui-
dados devem ser tomados durante a solda para que as alterações não afetem o
desempenho do material em uso. Uma das características da junta soldada em
aços inoxidáveis é:
(A) INCORRETA. Não há encruamento na junta, pois não há conformação mecâ-
nica durante o processo de solda.
(B) CORRETA. A corrosão é freqüente em juntas soldadas de aços inoxidáveis.
Esse fenômeno é conhecido como sensitização. Ocorre durante a soldagem
uma precipitação de carbonetos de cromo nos contornos de grão, provocando
uma corrosão ativa-passiva.
(C) INCORRETA. A segregação é o processo de separação das impurezas do aço
durante a solidificação do mesmo. Alguns aços, dependendo da composição
química, apresentaram esse fenômeno. Porém, isso não é uma característica
comum a todos os aços inoxidáveis.
(D) INCORRETA. A fragilização a quente é uma característica apenas de aços
inoxidáveis austeníticos, não é comum a todos os aços inoxidáveis.
(E) INCORRETA. Assim como a fragilização a quente, a fragilização a frio não
é comum a todos os aços inoxidáveis. Ela é comum em aços inoxidáveis
martensíticos.
Alternativa (B)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 47/70
D R A
F T
Soldagem
44
Questão 28(Engenheiro(a) de Equipamentos Júnior - Inspeção - Petrobras 2010)
Duas barras de alum nio foram laminadas a frio e soldadas de topo, formando uma junta que apresentava tr s regi es
distintas, indicadas esquematicamente na figura abaixo: metal de base (posição 9), zona termicamente afetada
(posições 10-11-12) e metal de solda (posições 13-14).
Após a soldagem, houve a retirada de amostras dessas três regiões da junta, que sofreram distintamente tratamentos
térmicos de recozimento (amostras 1), alívio de tensão (amostras 2) ou permaneceram sem qualquer tratamento
(amostras 3). Em sequência, foram determinadas as propriedades mecânicas das amostras e realizadas análises
metalográficas, o que permite concluir que
(A) as amostras (1), (2) e (3) retiradas do metal de solda apresentaram módulos de elasticidade diferentes.
(B) a amostra (1) retirada da zona termicamente afetada apresentou maior resistência mecânica do que as amostras
(2) e (3) retiradas da mesma região.
(C) em relação ao metal de solda, as amostras (1) e (2) apresentaram grãos deformados, enquanto que a amostra (3)
apresentou grãos livres de deformação.
(D) em relação ao metal de base, a amostra (1) apresentou maior ductilidade do que as amostras (2) e (3).
(E) todas as amostras (2) apresentaram a mesma dureza.
14
13
12
10
9
11
Resolução:
Com base no que foi exposto pela questão, é interessante relacionar as re-
giões mencionadas com as amostras que foram retiradas da junta soldada. Dessa
maneira, segue abaixo a relação:
• Amostras 1 e 2: foram retiradas da zona termicamente afetada representadas
pelas posições 10, 11 e 12. Conforme dito, as amostras 1 sofreram recozi-mento, ou seja, tiveram um aquecimento relativamente alto, no qual a taxa de
difusão é alta, portanto são representadas pela posição 11. As amostras 2 so-
freram apenas alívio, ou seja, não sofreram um aquecimento muito alto para
que fosse possível um recozimento, portanto são representadas pela posição
10.
• Amostra 3: Não sofreu alteração alguma. Sua microestrutura continuou a
mesma após a solda. Essas amostras são representadas pela região 9. Con-
forme citado na questão, a soldagem foi realizada em duas barras de alumíniolaminadas a frio, assim a microestrutura sem alteração é compostas por grãos
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 48/70
D R A
F T
Soldagem
45
encruados.
Com isso, é possível determinar qual alternativa conclui as melhores carac-
terísticas de cada amostra.
(A) INCORRETA. Apesar de as três amostras apresentarem microestruturas dis-
tintas, as três ainda possuem o mesmo módulo elástico. O módulo elástico é
uma propriedade determinada pelas ligações químicas entre cada átomo do
metal. Como as três regiões de onde foram retiradas as amostras não sofre-
ram alteração na composição química, elas ainda permanecem com o mesmo
módulo elástico.
(B) INCORRETA. As amostras 1 sofreram um tratamento de recozimento que
atua na recuperação da microestrutura encruada, devolvendo ao aço a capa-
cidade de nova deformação plástica. As amostras 2, com um alívio de tensão,
ainda apresentam uma microestrutura encruada. As amostras 3 não sofre-
ram nenhuma alteração. A resistência mecânica de um metal é proporcional
ao seu encruamento. Portanto, em ordem crescente de resistência mecânica
temos amostras 1, 2 e 3.
(C) INCORRETA. O metal de solda é representado pelas posições 13 e 14. Nes-sas posições, ocorreu a fusão do metal e uma precipitação de grãos livres
de deformação. As amostras 1 sofreram recozimento, o que eliminou a de-
formação dos grãos. As amostras 2 sofreram alívio de tensão, o que reduz o
estado de tensão, porém ainda mantém os grãos deformados. As amostras
3 ainda mantém o estado deformado gerado durante a laminação das barras
de alumínio.
(D) CORRETA. A ductibilidade pode ser representada pela capacidade do mate-
rial se deformar plasticamente. Dessa forma, as amostras 1, que sofreram
recozimento, apresentam maior ductilidade que as amostras 2 e 3, pois estas
ainda apresentam uma estrutura deformada.
(E) INCORRETA. Não apresentam a mesma dureza, pois cada ponto da zona
termicamente afetada da solda recebe uma quantidade de calor diferente e
também sofre resfriamentos distintos. Esses dois fatores são cruciais para
determinação da dureza, que é uma função da microestrutura do metal.
Alternativa (D)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 49/70
D R A
F T
Soldagem
46
Questão 29(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006)
Na soldagem de linha de dutos s o utilizados processos de
soldagem com proteção gasosa. Em relação ao processo
MAG, observe as afirmações a seguir.
(A) O processo MAG pode utilizar uma mistura de gases
em que o CO2 é combinado com o argônio ou o oxigênio.
(B) A presença de argônio no gás de proteção diminui a
estabilidade do arco elétrico e aumenta a formação de
respingos.
(C) A adição de oxigênio ao gás de proteção diminui a
velocidade de deposição, mas aumenta a quantidade de
escória formada.
(D) A adição de oxigênio ao gás de proteção piora a aparência
do cordão.
(E) A adição de argônio ao gás de proteção causa uma
diminuição na freqüência de transferência das gotas
para a poção de fusão.
Resolução:
No processo de soldagem MAG (Metal Active Gas ), ocorre formação do arco
entre um eletrodo consumível e a peça a ser soldada. O eletrodo serve como me-
tal de adição para a solda e é consumido continuamente. A proteção do arco é
realizada com gases ativos que ajudam, principalmente, na estabilidade do arco,
reduzem a formação de respingos, mudam a forma do cordão de solda e aumen-
tam a penetração, quando comparados com o processo MIG (Metal Inerte Gas ).
Sobre o processo de soldagem, é possível afirmar:
(A) CORRETA. O CO2 e o O2 são os gases ativos que são utilizados no processo
MAG. Podem ser misturados com argônio, onde haverá um controle ainda
maior na estabilidade do arco e na formação de respingos. Normalmente, as
misturas com gases ativos são utilizadas para a soldagem de aços.
(B) INCORRETA. A mistura de gases ativos, CO2 e O2, com gases inertes, como
o argônio, é realizada justamente para se aumentar a estabilidade do arco e
reduzir a formação de respingos.
(C) INCORRETA, A adição deO2 permite um aumento da velocidade de soldagem
por aumentar a taxa de deposição. Também no processo MAG não há a
formação de escória sobre o cordão de solda.
(D) INCORRETA. A mistura de gases inertes (argônio) com gases ativos (O2 e/ou
CO2) melhora a aparência do cordão de solda, pois reduz respingos, melhorapenetração, reduz distorções e mordeduras.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 50/70
D R A
F T
Soldagem
47
(E) INCORRETA. A utilização de argônio no gás de proteção favorece a mudança
de transferência globular, na qual ocorrem poucas gotas e de grande volume,
para transferência por spray, na qual ocorrem muitas gotas com pequeno vo-
lume. Portanto, o argônio aumenta a frequência de transferência de gotas.
Alternativa (A)
Questão 30(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006)
A figura a seguir apresenta esquematicamente o Diagrama
de Schaeffler, que correlaciona os diferentes tipos deestruturas metalúrgicas passíveis de serem encontradas emaços inoxidáveis, em função de sua composição química,traduzidas em termos dos equivalentes percentuais deníquel e cromo.
O Diagrama de Schaeffler é muito utilizado para a previsãoda microestrutura da solda e da possibilidade de ocorrênciados seguintes problemas:
a. surgimento de trincas durante a solidificação;b. precipitação de fases intermetálicas;c. fragilização e fissuração por formação de martensita;d. crescimento de grão na zona termicamente afetada.
Assinale a opção que relaciona corretamente os problemastípicos na soldagem de aços inoxidáveis e os pontos indica-dos no diagrama.(A) 1-a, 2-b, 3-c, 4-d (B) 1-b, 2-c, 3-a, 4-d(C) 1-b, 2-c, 3-d, 4-a (D) 1-c, 2-d, 3-a, 4-b(E) 1-d, 2-a, 3-b, 4-c
Resolução:
O diagrama de Schaeffler é muito útil para previsão da microestrutura que
será composta pela junta soldada em função da composição química do metal
de adição e metal base. Além desse auxílio, é possível com ele indicar a maiorsusceptibilidade da junta para alguns defeitos. Seguem abaixo a identificação da
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 51/70
D R A
F T
Soldagem
48
microestrutra de cada região mencionada no diagrama, também são listados os
principais problemas de cada região e suas causas.
1) Aço inoxidável martensítico: nessa região é mais propícia a formação de mar-
tensita. Dessa maneira, essa região é mais propensa à formação de trincas a
frio induzida por hidrogênio. A estrutura frágil é um dos requisitos para forma-
ção de trincas a frio induzidas por hidrogênio.
2) Aço inoxidável ferrítico: esses aços têm grande tendência ao crescimento de
grão na ZTA, pois não apresentam transformações no estado sólido. Assim,quando aquecidos durante uma solda, haverá uma região da ZTA que sofrerá
grande crescimento de grão devido às baixas taxas de resfriamento nesses
pontos.
3) Aço inoxidável austenítico: nessa região o problema metalúrgico característico
é a formação de trincas a quente. Isso acontece porque a susceptibilidade de
trincas a quente é maior em ligas que apresentam maior intervalo de solidifica-
ção. Sendo que a susceptibilidade é quase nula para ligas eutéticas.
4) Aço inoxidável ferrítico-austenítico: nesse aço há grande possibilidade de ocor-
rer a precipitação de fases intermetálicas e fase σ. São fases duras que fragili-
zam o aço.
Com isso, a relação entre a região mencionada no diagrama de Schaeffler e
a possibilidade da ocorrência de alguns problemas pode ser encontrada. Portanto,
a ALTERNATIVA (D) é a correta.
Alternativa (D)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 52/70
D R A
F T
Soldagem
49
Questão 31(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006)
Em relaç o ocorr ncia de trincas a frio na zona termica-mente afetada, assinale a afirmação INCORRETA.
(A) Para evitá-las, devem-se preferir os aços que contêm,em sua composição química, baixos teores de elemen-tos que tendem a promover seu endurecimento.
(B) A influência dos elementos de liga na suscetibilidadea trincas a frio da ZTA pode ser estimada por meio deíndices de carbono equivalente.
(C) Quando o grau de restrição na zona de solda é elevado eas chapas de aço utilizadas são espessas, surgem, nometal depositado, durante a solidificação, trincas a friodevidas ao alívio de tensões caracterizadas por suapropagação em forma de trechos retos ao longo deinclusões não metálicas no aço próximo à ZTA.
(D) As trincas de solda são grandemente afetadas pelohidrogênio proveniente do metal de solda e que se difunde
na zona termicamente afetada.(E) O metal depositado no estado fundido absorve uma grande
quantidade de hidrogênio, mas, durante o seuresfriamento, ele se difunde ou é parcialmente eliminado,devido à sua baixa solubilidade no aço a baixas tempe-
raturas.
Resolução:
Dos tipos de trincas, as trincas a frio são as mais críticas. Normalmente,
aparecem um tempo após o processo de soldagem. Elas são causadas pela intro-
dução do hidrogênio a estrutura metálica. À medida que o metal vai solidificando,a solubilidade do hidrogênio decai e este vai sendo deslocado para regiões com
microtrincas ou microcavidades. A alta concentração de hidrogênio nesses pontos
provoca a triaxialidade de tensão fragilizando o aço. Dentre os principais fatores
que afetam a fragilização por hidrogênio, podemos citar a fonte de hidrogênio, a
microestrutura do aço, temperatura e tensões residuais.
Sobre a ocorrência de trincas a frio, é incorreto afirmar:
(A) CORRETO. Conforme mencionado acima, a microestrutura é um dos princi-
pais fatores que auxiliam na formação de trincas a frio. Quanto mais frágil for
o material, mais susceptível ele será a formação de trincas a frio.
(B) CORRETO. A presença de elementos de liga no aço auxilia na formação de
martensita, que é uma microestrutura frágil. Assim, a suscetibilidade a trin-
cas é proporcional a temperabilidade do aço, que pode ser estimada com o
conceito de carbono equivalente.
(C) INCORRETO. As trinca a frio estão relacionadas com o alívio de tensão de
forma oposta ao exposto pela alternativa. Um alívio de tensão provocaria uma
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 53/70
D R A
F T
Soldagem
50
redução na susceptibilidade a trincas a frio.
(D) CORRETO. O hidrogênio é um dos principais fatores que causam a formação
de trincas a frio. Uma das fontes de hidrogênio é a umidade nos revestimentosde eletrodos ou nos fluxos. Esse hidrogênio é introduzido no metal de solda e
durante o resfriamento é segregado para a ZTA.
(E) CORRETO. A solubilidade do hidrogênio em função da temperatura pode ser
analisada no gráfico apresentado abaixo.
(WAINER, Emílio, BRANDI, Sérgio Duarte e MELLO, Fábio Décourt Homem de.
Soldagem Processos e Metalurgia)
Note que no estado líquido a solubilidade é extremamente grande e quando
a temperatura é reduzida, a solubilidade de hidrogênio no aço também é. Com a
queda de temperatura, o hidrogênio é difundido dentro do aço e é acumulado em
microcavidades, onde provocam a concentração de tensões.
Alternativa (C)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 54/70
D R A
F T
Soldagem
51
Questão 32(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006)
A porosidade no metal depositado pode ocorrer:
I - devido à geração de gases como resultado de reaçõesquímicas na poça de fusão, sendo a presença demonóxido de carbono (CO) na poça de fusão um exemplotípico de gases gerados por reações químicas;
II - devido à segregação causada pela transformaçãogradual dos componentes, como a que ocorre desde a
vizinhança da linha de fusão até o centro do cordão desolda, bem como dentro e no contorno do grão cristalinodendrítico;
III - pela expulsão de gás de solução, à medida que a soldasolidifica, como, por exemplo, na soldagem de ligas dealumínio, quando o hidrogênio originado da umidade é
absorvido pela poça e, mais tarde, liberado.
Está(ão) correta(s) a(s) afirmação(ões):(A) II, apenas.(B) I e II, apenas.(C) I e III, apenas.
(D) II e III, apenas.(E) I, II e III.
Resolução:
A porosidade é uma descontinuidade da solda que acontece no aprisiona-
mento de gases ou vapores durante a solidificação da poça de fusão. O aprisi-
onamento é resultado do decréscimo da solubilidade dos gases na poça durante
o resfriamento. Reações químicas no metal de solda também podem causar a
porosidade. Sobre a porosidade no processo de soldagem, é possível afirmar que:
I. VERDADEIRA. Reações químicas que acontecem na poça de fusão entre
os gases de proteção, como Ar e CO2, geram normalmente monóxido de
carbono. O gás é aprisionado na solda e gera a porosidade.
II. FALSA. O grão cristalino, uma vez solidificado, não há mais possibilidade de
formar a porosidade. À medida que a poça é solidificada, os gases geradoresde porosidade são segregados para dentro do líquido, onde a solubilidade de
gases é significativamente maior.
III. VERDADEIRA. O hidrogênio é o principal causador de porosidades em sol-
dagem de ligas de alumínio. A solubilidade do hidrogênio no alumínio líquido
é maior que no sólido. Quando o metal solidifica, o gás é expulso para a parte
ainda fundida. Uma das fontes de hidrogênio é a presença de umidade nos
consumíveis ou no metal de base.
Alternativa (C)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 55/70
D R A
F T
Soldagem
52
Questão 33(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006)
A seguir est o listados alguns defeitos comumente encon-
trados na soldagem manual a arco elétrico com eletrodo
revestido.
I - Mordeduras
II - Superposição
III - Falta de penetração
IV - Inclusão de escória
V - Falta de fusão
Algumas medidas preventivas que podem ser utilizadas como
forma de combater cada um destes defeitos são listadas
abaixo.
P) Reduzir a corrente
Q) Aumentar a corrente
R) Diminuir o diâmetro da alma do eletrodoS) Aumentar o diâmetro da alma do eletrodo
T) Reduzir a velocidade de avanço do eletrodo
U) Aumentar a velocidade de avanço do eletrodo
A relação correta do tipo de defeito com medida(s)
preventiva(s) possível(eis) é:
(A) I – P ; II – Q ; III – Q, R, T ; IV – P, T ; V – P
(B) I – P ; II – Q ; III – Q , R, T ; IV – Q , U ; V – Q
(C) I – Q ; II – P ; III – P, S, U ; IV – P, T ; V – P
(D) I – Q ; II – P ; III – Q, R, T ; IV – Q, U ; V – P
(E) I – Q ; II – Q ; III – P, S, U ; IV – Q , U ; V – P
Resolução:
Para determinar qual medida mais indicada para evitar os defeitos mais co-
muns em soldagem manual com eletrodo revestido, é interessante conhecer a de-
finição de cada defeito e suas possíveis causas.
I- Mordedura: é observada sempre no pé do cordão de solda, ou seja, entre o
metal de base e o cordão. Ocorre a formação de uma depressão, ou seja, um
entalhe que reduz a resistência mecânica da junta. A mordedura é formada,
principalmente, por um aporte térmico elevado. Ocorre a fusão excessiva do
metal de base, fazendo com que a poça escorra pela junta.
II- Superposição: é conhecida também com sobreposição ou ainda overlap.
Acontece quando o metal de adição solidifica-se sobre a borda da junta sem
fundir o metal de base. Uma das causas desse defeito é um baixo aporte
térmico, não provocando a fusão do metal de base ou uma alta taxa de depo-
sição.
III- Falta de penetração: é vista na raiz da solda, ocorre em função da dificul-
dade de preenchimento completo da raiz da solda. A raiz incompleta causa
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.
7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 56/70
D R A
F T
Soldagem
53
uma região com grande concentração de tensão que facilita a propagação de
trincas. A causa de falta de penetração está relacionada ao projeto da junta
e os parâmetros de soldagem. Manipulação incorreta, junta muito pequena
comparada com o diâmetro do eletrodo, baixa corrente de fusão ou alta velo-
cidade de avanço podem causar a falta de penetração.
IV- Inclusão de escória: ocorre um aprisionamento de uma descontinuidade me-
tálica ou não metálica na zona fundida. Normalmente, são materiais de alto
ponto de fusão que não fundiram durante o processo de soldagem. Essa
inclusão também age como concentrador de tensão, fragilizando o compo-
nente. Frequentemente, esses materiais são oriundos do eletrodo, fluxos for-
madores de escória em soldas multipasses ou tungstênio no caso de soldaTIG. Assim, as principais causas são a manipulação inadequada do eletrodo,
remoção incompleta de sujeiras e escória e aporte térmico insuficiente para
a fusão da escória. Velocidades de avanço reduzidas também contribuem
para a inclusão, pois permitem que a escória formada penetre no metal ainda
fundido.
V- Falta de fusão: é causada por uma falha na continuidade metalúrgica entre
o metal depositado e o metal base ou entre dois passes de solda. A falta
de fusão é resultado de um aquecimento não adequado e a presença de
camadas de óxidos, que dificultam a fusão. O aporte térmico baixo, uma
limpeza deficiente das bordas da junta e a manipulação incorreta do eletrodo
são os causadores da falta de fusão.
Com base no exposto acima, é possível fazer a relação entre o defeito e as
medidas de prevenção como forma de combate.
P) Reduzir a corrente: ajuda a prevenir o defeito de morderdura (I), pois reduz a
fusão excessiva do metal de base.
Q) Aumentar a corrente: ajuda na superposição (II), já que aumenta o aporte
térmico e consegue a fusão do metal de base; também combate a falta de pene-
tração (III), pois aumenta a poça de fusão com maior aporte térmico; a inclusão
de escória (IV) também é prevenida com um maior aporte térmico, pois consegue
a fusão efetiva da escória; e reduz a falta de fusão (V).
R) Diminuir diâmetro da alma do eletrodo: essa medida combate a falta de pene-tração (III), porque facilita o alcance da raiz da solda.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 57/70
D R A
F T
Soldagem
54
S) Aumentar o diâmetro da alma do eletrodo: não combate nenhum dos proble-
mas mencionados.
T) Reduzir a velocidade de avanço do eletrodo: com uma velocidade de avançodo eletrodo menor, há mais tempo de contato com o metal fundido e ele alcança
a raiz, reduzindo a falta de penetração (III).
U) Aumentar a velocidade de avanço do eletrodo: essa medida é bem vinda para
prevenir as inclusões de escória (IV). Tendo uma velocidade extremamente baixa,
a escória formada tende a penetrar no metal fundido, aumentado as inclusões.
Logo, a alternativa que relaciona corretamente os defeitos de soldagem com
as medidas preventivas é a ALTERNATIVA (B).
Alternativa (B)
Questão 34(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006)
m re aç o aos processos e so agem u zan o arametubular, assinale a afirmativa correta.
(A) Os processos sem proteção gasosa utilizam eletrodonão consumível e os que adotam gás de proteçãoutilizam eletrodo consumível com alimentação auto-mática.
(B) No processo sem proteção gasosa, o interior do arameé preenchido com um fundente que contém elementosformadores de escória, estabilizadores de arco edesoxidantes.
(C) No processo sem proteção gasosa, a eficiência desoldagem é inferior à obtida com eletrodos revestidos.
(D) No processo com proteção gasosa, o gás para a proteçãoda poça de fusão é conduzido pelo interior do arametubular até alcançar a ponta do eletrodo.
(E) No processo com proteção gasosa, o gás utilizado pode
ser inerte, ativo ou mesmo uma mistura destes, sendo aeficiência de soldagem inferior à obtida com eletrodosrevestidos.
Resolução:
O processo de solda com arame tubular é uma evolução dos processos
MIG/MAG, no qual foi introduzido um arame tubular no lugar de um arame sólido.
No interior do arame é posto um fluxo que tem a finalidade de melhorar o arco
elétrico e a transferência do metal, proteger o banho com formação de escória e,
em alguns casos, adicionar elementos de liga. Nesse processo é possível a utili-zação dos mesmos equipamentos para as soldas MIG/MAG. As proteções gaso-
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 58/70
D R A
F T
Soldagem
55
sas também podem ser utilizadas caracterizando o processo por proteção gasosa.
Quando a proteção é realizada somente com os elementos presentes no fluxo no
interior do arame, o processo é dito autoprotegido. As vantagens alcançadas com
o uso de arames tubulares são uma excelente aparência do cordão de solda, boas
características de arco, redução na formação de respingos e a possibilidade de
solda em todas as posições.
Sobre o processo de solda com arame tubular, é possível afirmar:
(A) INCORRETO. Tanto no processo sem proteção gasosa (autoprotegido),
quanto no processo com proteção gasosa é utilizado eletrodos que são con-
sumidos continuamente durante a soldagem.(B) CORRETA. No processo sem proteção gasosa (autoprotegido), toda a esta-
bilidade e proteção do arco são realizadas pelo material que é inserido no
interior do tubo. Ele funde durante o processo e forma uma escória sobre o
cordão, além de auxiliar como desoxidante.
(C) INCORRETA. O processo de solda com arame tubular normalmente é ope-
rado de forma automática ou semi-automática. Isso proporciona uma alta
eficiência da soldagem, o que não é alcançado no processo com eletrodosrevestidos que é um processo manual.
(D) INCORRETA. O gás é conduzido por volta do arame tubular. O seu interior é
preenchido pelo fluxo.
(E) INCORRETA. O gás de proteção pode ser inerte, ativo ou uma mistura destes.
Sua eficiência é superior ao processo de eletrodos revestidos por ser semi-
automático ou automático, enquanto o eletrodo revestido é manual.
Alternativa (B)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 59/70
D R A
F T
Soldagem
56
Questão 35(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006)
A soldagem de manutenção é uma operação adotada industri-
almente para se prolongar a vida útil de equipamentos.Tal tipo de soldagem resulta em economia para o setor
produtivo, pois reduz as paradas não programadas e a
necessidade de manter estoques de peças de reposição.
Nesta perspectiva, quando da soldagem de manutenção em
peças, deve-se considerar que a(s):
(A) soldabilidade de peça de aço não depende da sua quan-
tidade de carbono.
(B) velocidade de soldagem não depende do diâmetro do
eletrodo.
(C) largura da zona termicamente afetada da peça não
depende da velocidade de soldagem.
(D) proteção do metal fundido depositado na peça não
depende do revestimento do eletrodo.(E) características metalúrgicas do metal de base da peça
não dependem do número de passes.
Resolução:
A soldagem de manutenção, conforme mencionado pela questão, é muito
utilizada para prolongar a vida útil de equipamentos industriais. Uma redução de
custos acontece, já que a soldagem de manutenção reduz paradas não programa-
das e a necessidade de manter peças de reposição em estoque. Sobre a soldagemde manutenção, considera-se que:
(A) INCORRETA. A soldabilidade de um componente de aço depende da sua
quantidade de carbono. O percentual de carbono no aço influi diretamente
na microestrutura formada e, consequentemente, na temperatura de fusão e
desempenho do componente soldado.
(B) INCORRETA. A velocidade de deposição também é dependente do diâmetro
do eletrodo. Um eletrodo com maior diâmetro diminui a taxa de deposição, jáque para fundir esse eletrodo é necessária maior quantidade de energia.
(C) INCORRETA. A largura da zona termicamente afetada é influenciada direta-
mente pela velocidade de soldagem. Com uma velocidade pequena, há maior
região aquecida e, consequentemente, maior zona termicamente afetada.
(D) INCORRETA. A proteção do metal fundido, principalmente em soldas com
eletrodo revestido, é realizada justamente pelo tipo de revestimento. Há basi-
camente quatro tipos de revestimento. A sua escolha depende dos cuidadosque são necessários para cada tipo de metal.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 60/70
D R A
F T
Soldagem
57
(E) CORRETA. As características metalúrgicas do metal de base não são altera-
das pela quantidade de passes. O metal de base é considerado aquele onde
não há interação da solda, ou seja, além da zona termicamente afetada.
Alternativa (E)
Questão 36(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2006)
Em relaç o prevenç o de ocorr ncia de defeitos em
soldagem, indique a afirmaçãoERRADA.
(A) Na soldagem manual e por arco submerso, quanto maior
a basicidade do fluxo, menor será o teor de oxigênioincluído.
(B) Nas linhas de dutos, há predominância da soldagem
executada apenas pelo lado externo da tubulação e,
conseqüentemente, a qualidade do passe de raiz é de
vital importância.
(C) A presença de oxigênio, sob a forma de inclusões de
óxidos, diminui consideravelmente o valor da energia
absorvida no Ensaio Charpy.
(D) A porcentagem de oxigênio incluída no metal de solda
depende do processo de soldagem e dos materiais
empregados.
(E) Um meio eficaz de melhorar as características de
resistência à propagação de trincas dos aços de baixo
carbono é diminuir o teor de manganês e elevar o de
carbono, considerando que a temperatura de transição
diminui com o aumento do valor C/Mn.
Resolução:
Os defeitos de uma solda podem ser interpretados como uma interrupção
ou violação estrutural na região soldada. Eles podem ser evidenciados como uma
falta de homogeneidade nas propriedades mecânicas, físicas, metalúrgicas e vi-
suais da região soldada. O conhecimento do tipo de defeito e seu mecanismode formação representam a diferença entre uma solda realizada com sucesso e a
indesejada falha do componente.
Sobre os defeitos de solda, é incorreto dizer que:
(A) CORRETA. A basicidade de um fluxo na solda por arco submerso e do reves-
timento na solda manual é representada pela relação entre os óxidos básicos
e óxidos ácidos. De um modo geral, fluxos com maior quantidade de óxidos
básicos tendem a gerar soldas com menor teor de oxigênio. Esse comporta-mento pode ser observado pelo gráfico abaixo.
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 61/70
D R A
F T
Soldagem
58
(MODENESI, Paulo J. - Soldabilidade dos Aços Transformáveis.
Universidade de Federal de Minas Gerais - 2012).
(B) CORRETA. A predominância da execução de soldagem apenas pelo lado ex-
terno acontece pela maior facilidade de acesso a região a ser soldada. Dessamaneira, o passe de raiz, ou seja, o primeiro passe, aquele que estará em
contato com o interior da tubulação, deve ser processado com extremo cui-
dado. Isso previne uma descontinuidade nessa região, que é muito crítica.
(C) CORRETA. A presença de qualquer inclusão na rede cristalina de um metal
proporciona uma concentração de tensão. Essa tensão concentrada fragiliza
o metal, reduzindo a energia absorvida no ensaio de impacto Charpy.
(D) CORRETA. Conforme analisado na alternativa (A), depende do tipo de fluxoutilizado para proteção do metal. Condições de processo, como aporte tér-
mico e velocidade, também podem contribuir para o aprisionamento de oxigê-
nio no metal de solda.
(E) INCORRETA. Aumentando o teor de carbono no aço, a formação de microes-
truturas frágeis na junta soldada é favorecida. A martensita, por exemplo, se
forma com maior facilidade em teores de carbono mais elevados.
Alternativa (E)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 62/70
D R A
F T
Soldagem
59
Questão 37(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2005)
om re aç o aos processos e so agem a arco e trco,
assinale a afirmação correta.(A) No processo de soldagem a arco submerso, é utilizado
um eletrodo não consumível, que consiste em um arame
metálico, coberto com um revestimento fundente, que é
consumido através de um arco gerado entre sua extre-
midade livre e o metal que se deseja soldar.
(B) No processo de soldagem a arco elétrico com eletrodo
revestido, é utilizado um eletrodo consumível, que con-
siste em um arame metálico, coberto com um revesti-
mento fundente, que é consumido através de um arco
gerado entre sua extremidade livre e o metal que se de-
seja soldar.
(C) No processo de soldagem MIG, é utilizado um eletrodo
não consumível, que consiste em um arame metálico,
sendo a zona do arco e a poça de fusão protegidas da
contaminação atmosférica pelo gás alimentado pela tocha
de solda, e os gases tradicionalmente utilizados para
esta finalidade são o hélio e o argônio.
(D) No processo de soldagem MAG é utilizado um eletrodo
não consumível, que consiste em um arame metálico,
sendo a zona do arco e a poça de fusão protegidas da
contaminação atmosférica pelo gás alimentado pela tocha
de solda, e o gás tradicionalmente utilizado para esta
finalidade é o CO2
.
(E) No processo de soldagem TIG é utilizado um eletrodo
consumível, coberto com um revestimento fundente, que
é consumido através de um arco gerado entre sua extre-
midade livre e o metal que se deseja soldar.
Resolução:
A soldagem a arco envolve a maior parte dos métodos de soldagem utiliza-
dos na indústria. A fonte de calor utilizada é proveniente de uma descarga elétrica
que acontece em um meio gasoso entre um eletrodo e a peça. Existem diversos
tipos de eletrodos e mecanismos de formação de arco. Cada mecanismo carac-
teriza um processo de soldagem. Sobre os diversos processos a arco elétrico écorreto afirmar que:
(A) INCORRETA. No processo a arco submerso, o eletrodo é consumido, já que
serve de metal de adição para o processo de soldagem. O eletrodo é um
arame metálico nu que fica enrolado na forma de bobina. A proteção do arco
e da poça fundida é realizada com um fluxo que é depositado continuamente
sobre arco.
(B) CORRETA. Na solda com eletrodo revestido, o arco é formado entre o eletrodoe a peça a ser soldada. Esse eletrodo é composto por uma alma metálica e
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 63/70
D R A
F T
Soldagem
60
recoberto com um revestimento fundente. O eletrodo e o revestimento são
consumidos durante o processo de soldagem.
(C) INCORRETA. No processo de solda MIG (Metal Inert Gas ), o arco é formadoentre o um eletrodo metálico nu e peça a ser soldada. O mesmo é consumido
continuamente durante o processo de soldagem. A proteção do arco e da
poça é realizada por uma mistura gasosa inerte que é alimentada pela tocha.
Normalmente, na solda MIG são utilizados o argônio e o gás hélio como gases
de proteção.
(D) INCORRETA. Assim como no processo MIG, no processo MAG (Metal Active
Gas ) o arco é formado por um eletrodo nu e a peça a ser soldada, O eletrodo
também é consumido continuamente durante o processo de soldagem. Neste
caso, os gases de proteção são ativos e são fornecidos pela tocha. Na solda
MAG, é utilizado dióxido de carbono (CO2) como gás de proteção e, em alguns
casos, uma mistura de gases ativos (CO2, O2) com gases inertes (Ar, He).
(E) INCORRETA. Diferentemente das soldas MIG/MAG, o eletrodo é virtualmente
não consumível na solda TIG, ou seja, não é utilizado como metal de adição.
O arco é formado entre o eletrodo de tungstênio e a peça a ser soldada. O
metal de adição pode ser utilizado, porém não faz parte do arco elétrico. Aproteção do arco e da poça, nesse caso, é realizada por gás argônio, hélio ou
uma mistura dos dois.
Alternativa (B)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 64/70
D R A
F T
Soldagem
61
Questão 38(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2005)
ss na e a opç o que apresenta corretamente os t pos e
defeitos e suas possíveis causas, na soldagem manual a
arco elétrico.
(A) Mordeduras – corrente excessiva, arco muito longo. Fal-
ta de penetração – diâmetro da alma do eletrodo muito
grande, corrente insuficiente, velocidade de avanço alta.
(B) Falta de fusão – corrente excessiva. Inclusão de escória
– corrente excessiva, arco muito curto.
(C) Porosidades – corrente insuficiente, sujeira na zona de
solda (óleo, graxa, ferrugem, tinta etc). Mordeduras –
corrente insuficiente, arco muito curto.
(D) Falta de penetração – diâmetro da alma do eletrodo muito
pequeno, corrente excessiva, velocidade de avanço bai-
xa. Falta de fusão – corrente insuficiente.
(E) Inclusão de escória – corrente insuficiente, arco muito
longo. Porosidades – corrente excessiva, ângulo do
chanfro inadequado.
Resolução:
Existem diversos defeitos de soldagem que podem surgir durante a opera-
ção ou após o processo de soldagem. Os defeitos de soldagem estão intimamente
ligados às condições de processo utilizadas e a escolha e operação inadequada
de consumíveis. É considerado um defeito de soldagem a alteração na homo-
geneidade nas propriedades mecânicas, físicas, metalúrgicas e visuais do metal
de base ou do metal de solda. Para resolver a questão é interessante, primeiro,
esclarecer os defeitos mencionados nas alternativas.
• Mordedura: é o defeito que acontece no pé do cordão de solda, entre o metal
de base e a zona de fusão. É caracterizada por uma depressão que é obser-
vada na borda superior da junta ou na raiz da solda. Normalmente, é causada
por um elevado aporte térmico, ou seja, elevada corrente e arco elétrico longo.
• Falta de penetração: é observada na raiz de solda, onde o arco não teve ca-
pacidade de fundir completamente. Isso pode ser ocasionado por um eletrodo
com diâmetro grande, no qual há dificuldade de alcançar o fundo da junta pro-
jetada. Outros fatores que contribuem para a falta de penetração são uma
corrente insuficiente e uma velocidade de avanço elevada. Essas práticas
reduzem o aporte térmico e, consequentemente, a capacidade de fusão da
junta.
• Falta de fusão: é causada por uma descontinuidade metalúrgica entre o metal
depositado e o metal base ou entre dois passes de solda. É ocasionada por
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 65/70
D R A
F T
Soldagem
62
uma dificuldade de fusão do metal, normalmente é relacionada com uma baixa
corrente de soldagem.
• Inclusão de escórias: ocorre um aprisionamento de materiais metálicos ounão metálicos de alto ponto de fusão que não foram fundidos durante a sol-
dagem. Normalmente, esses materiais são provenientes do revestimento do
eletrodo. O uso de uma corrente maior pode ajudar a fundir a escória formada
em cada passe e reduzir o aparecimento de inclusões. O arco muito curto
também ajuda a prevenir, pois aumenta o aporte térmico.
• Porosidades: é a consequência de aprisionamento de gases ou vapores dis-
solvidos na poça de fusão durante a solidificação do metal. À medida que
o metal vai solidificando a solubilidade de gases, decresce drasticamente o
que provoca uma segregação dos gases para a parte ainda líquida. Caso a
velocidade de solidificação for maior que a velocidade de segregação, ocorre
o aprisionamento de gases. Normalmente, este tipo de defeito está relacio-
nado com a composição química do metal de base, do revestimento ou gases
de proteção. Contaminações na superfície a ser soldada como graxa, óleo,
ferrugem ou tintas também contribuem para a formação de porosidades.
Assim, a alternativa que relaciona o tipo de defeito com suas principais cau-
sas é a ALTERNATIVA (A).
Alternativa (A)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 66/70
D R A
F T
Soldagem
63
Questão 39(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2005)
egun o o cr t r o o mecan smo s co, os processos esoldagem se classificam em soldagem por fusão, por pres-são e brasagem. São exemplos de processos por fusão epor pressão, respectivamente, as soldagens:(A) MIG e TIG.(B) por pontos e MAG.(C) por arco submerso e por feixe de elétrons.(D) fraca e oxiacetilênica.(E) por eletroescória e por resistência.
Resolução:
Considerando o critério do mecanismo físico que é envolvido no processo
de soldagem, podemos citar os seguintes processos:
• Soldagem por fusão: é considerado como sendo o processo que envolve a
fusão do metal por meio de energia elétrica ou química sem haver a pressão
dos componentes a serem soldados.
• Soldagem por pressão: é considerado como sendo o processo que envolve o
coalescimento das partes a serem soldadas por uma pressão que é exercida
por dois eletrodos.
• Brasagem: é o processo no qual ocorre a união das partes por meio da fusão
de uma liga metálica. Neste caso, o metal de base não sofre a fusão, somente
a liga metálica.
Dessa maneira, é possível identificar os dois processos que são classifica-
dos como processo de soldagem por fusão e processo de soldagem por pressão.
(A) INCORRETO. MIG e TIG são considerados processos de soldagem por fu-são. Nos dois casos, o metal de base é fundido pela ação de um arco elétrico
formado entre o eletrodo e a peça a ser fundida. A proteção do arco é reali-
zada por meio de gases inertes. No processo MIG, o próprio eletrodo serve
de metal de base. Na solda TIG, o eletrodo não é consumido, mas um metal
de adição pode ser usado.
(B) INCORRETO. A soldagem por ponto pode ser considera como uma solda por
pressão. Dois eletrodos pressionam as partes a serem soldadas e um curto
pulso de baixa tensão e alta corrente é gerado. A resistência dos metais debase provoca a geração de calor suficiente para haver a coalescência/união
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 67/70
D R A
F T
Soldagem
64
dos metais. A solda MAG é caracterizada pela fusão das partes a serem
soldadas por meio de um arco elétrico. A proteção do arco, neste caso, é
causada por gases ativos.
(C) INCORRETO. Tanto a soldagem a arco submerso, quanto a soldagem por
feixe de elétrons são consideradas soldagens por fusão, já que fundem o
metal sem haver pressão. Na soldagem a arco submerso, o arco elétrico é
formado pela peça e um eletrodo nu. A proteção do arco é realizada pela
deposição de um fluxo que se funde sobre o arco. Na soldagem por feixe de
elétrons, ocorre a fusão localizada da junta. O calor gerado para a fusão é
resultado do bombardeamento de elétrons na superfície metálica.
(D) INCORRETO. A solda fraca, também conhecida por solda branda, é um pro-
cesso que é classificado como brasagem. Neste processo de soldagem, o
metal de adição tem temperatura de fusão abaixo do ponto de fusão do metal
de base e abaixo de 450◦C. Na solda oxiacetilênica, ocorre a fusão do metal
por meio de uma chama entre um combustível gasoso e oxigênio.
(E) CORRETO. No processo de soldagem por eletroescória, a fusão do metal de
adição e da peça acontece por meio do calor proveniente de uma escória fun-
dente que é mantida em altas temperaturas. No processo de resistência, aunião das partes acontece devido a uma corrente que passa pela peça ao
mesmo tempo em que é exercida uma pressão. Em certas ocasiões pode
acontecer a fusão localizada, porém ainda se considera um processo de sol-
dagem sob pressão.
Alternativa (E)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 68/70
D R A
F T
Soldagem
65
Questão 40(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2005)
Na soldagem por fricção, também chamada soldagem poratrito, pode-se afirmar que:(A) cada parte a ser soldada é aquecida separadamente pelo
atrito com uma ferramenta especial, para em seguidaserem reunidas e soldadas uma à outra pela aplicaçãode altas pressões e neste momento atingindo a tempe-ratura de fusão.
(B) cada parte a ser soldada é aquecida separadamente,pelo atrito com uma ferramenta especial, para em segui-da serem reunidas e soldadas uma à outra pela aplica-ção de altas pressões, sem que seja atingida a tempe-ratura de fusão.
(C) as partes a serem soldadas são postas em contato eaquecidas por atrito até que seja atingida a temperaturade fusão, sendo freqüente a existência de altas pres-sões na região da solda.
(D) as partes a serem soldadas são postas em contato eaquecidas por atrito, sem que seja atingida a temperatu-ra de fusão, sendo freqüente a existência de altas pres-sões na região da solda.
(E) as partes a serem soldadas são postas em contato eaquecidas por atrito, juntamente com o metal de adição,até que seja atingida a temperatura de fusão, sendo fre-qüente a existência de altas pressões na região da solda.
Resolução:
A soldagem por atrito é uma soldagem que acontece no estado sólido, ou
seja, não ocorre a fusão dos metais. A união das partes é realizada por um aque-cimento gerado mecanicamente. Esse aquecimento é devido à rotação de uma
das partes mantida em contato sobre a outra que está fixa. Normalmente, há o
uso de elevadas pressões durante o processo para que seja possível a soldagem.
No início do processo, a fricção aumenta as áreas de contato, fazendo com que
a temperatura aumente. O material torna-se plástico e começa a fluir devido às
pressões exercidas. Nesse momento, ocorre a ligação das partes. Como não há
a formação de fases líquidas, não ocorrem os inconvenientes dos processos de
solidificação.
Com base no exposto acima, é possível identificar a alternativa correta. A
ALTERNATIVA (D) é a que descreve corretamente o processo de soldagem por
atrito. Ela diz que as partes a serem soldadas são postas em contato e aquecidas
por atrito sem que haja a fusão das partes envolvidas e que, frequentemente, há
o uso de elevadas pressões. As demais alternativas descrevem erroneamente
que a soldagem por atrito: promove a fusão das partes envolvidas; as partes são
aquecidas separadamente; utiliza-se metal de adição.
Alternativa (D)
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 69/70
D R A
F T
Soldagem
66
Questão 41(Engenheiro(a) de Equipamentos Pleno - Inspeção - Petrobras 2005)
a so agem ox acet n ca, ut zan o-se c ama:
(A) neutra, o oxigênio e o acetileno são fornecidos em partesiguais através do maçarico e o restante do oxigênio ne-
cessário para a combustão é fornecido pelo ar ambiente.
(B) neutra, todo o oxigênio utilizado para a combustão é for-
necido pelo ar ambiente.
(C) redutora, o oxigênio e o acetileno são fornecidos em
partes iguais através do maçarico e o restante do oxigê-
nio necessário para a combustão é fornecido pelo ar
ambiente.
(D) oxidante, todo o oxigênio utilizado para a combustão é
fornecido através do maçarico.
(E) oxidante, o oxigênio e o acetileno são fornecidos em
partes iguais através do maçarico e o restante do oxigê-
nio necessário para a combustão é fornecido pelo arambiente.
Resolução:
Na soldagem oxiacetilênica, ocorre a fusão do metal base e do metal de
adição por meio de uma chama proveniente da queima de um combustível com
um oxidante. O combustível usado é o acetileno (C 2H 2) e o oxidante é o oxigênio
(O2). A queima estequiométrica do acetileno com oxigênio é descrita abaixo:
2C 2H 2 + 5O2 → 4CO2 + H 2O + calor
Nota-se que, para cada molécula de acetileno, são necessárias 2,5 molé-
culas de oxigênio para que a combustão seja completa (estequiométrica). Ideal-
mente, deveria ser fornecida à chama, pelos cilindros, uma molécula de acetileno
e 2,5 moléculas de oxigênio. No entanto, isso é inviável comercialmente. Na prá-
tica, para uma combustão completa, são fornecidas pelos cilindros uma molécula
de C 2H 2 e uma molécula de O2, o restante do oxigênio é fornecido pelo próprio aratmosférico.
Existem, basicamente, três tipos de chamas que são utilizadas no processo
de soldagem oxiacetilênica.
• Chama neutra - é aquela com queima completa do combustível e sem excesso
de oxidante. Acontece a reação de combustão estequiométrica.
• Chama redutora - é aquela com um excesso de combustível.
• Chama oxidante - é aquela com um excesso de oxidante (O2).
Material de uso exclusivo de Danilo Helder De Melo Pereira portador do CPF 074.869.194-43.É vedada, por quaisquer meios e a qualquer título, a sua reprodução, cópia, divulgação e distribuição. Sujeitando-se o infrator à responsabilização civil e criminal.

7/23/2019 07486919443-2014-09-19-21-09-09-EngInspecao-Soldagem-1a
http://slidepdf.com/reader/full/07486919443-2014-09-19-21-09-09-enginspecao-soldagem-1a 70/70
D R A
F T
Soldagem
67
Assim, é possível identificar a alternativa correta.
(A) CORRETA. Conforme citado acima, para uma chama neutra é necessário a
queima completa do acetileno. Para isso, o maçarico é suprido com partes
iguais de acetileno e oxigênio e, por uma questão comercial, o restante de O2
necessário é fornecido pelo ar ambiente.
(B) INCORRETA. Uma parte do O2 necessário é fornecida pelo cilindro de oxigê-
nio e outra parte é proveniente do ar ambiente.
(C) INCORRETA. Para que se tenha uma chama redutora, é necessário que se
forneça um excesso de combustível.
(D) INCORRETA. Em uma chama oxidante, é necessário fornecer mais oxidante.
(E) INCORRETA. Em uma chama oxidante, é necessário fornecer mais oxidante.
Alternativa (A)