0601052 market assessment study for waste heat recovery power plant on sponge iron kiln exhaust i
63
A Project Report On “Market Assessment Study for Waste Heat Recovery Power Plant On Sponge Iron Kiln Exhaust In India” For TRSANSPARENT ENERGY SYSTEMS PVT. LTD. By Ravi S. Ranjan (Batch - 2006-08) Under The Guidance Of Prof. Sunil Doke Submitted To “University Of Pune” In Partial Fulfillment of the Requirement for the Award of the Degree of Masters of Business Administration (M.B.A.) 1
description
Hi Friends This is supa bouy I am a mentor, Friend for all Management Aspirants, Any query related to anything in Management, Do write me @ [email protected]. I will try to assist the best way I can. Cheers to lyf…!!! Supa Bouy
Transcript of 0601052 market assessment study for waste heat recovery power plant on sponge iron kiln exhaust i

A
Project Report
On
“Market Assessment Study for Waste Heat Recovery Power Plant On
Sponge Iron Kiln Exhaust In India”
For
TRSANSPARENT ENERGY SYSTEMS PVT. LTD.
By
Ravi S. Ranjan
(Batch - 2006-08)
Under The Guidance Of
Prof. Sunil Doke
Submitted To
“University Of Pune”
In Partial Fulfillment of the Requirement for the Award of the Degree of
Masters of Business Administration (M.B.A.)
Through
Vishwakarma Institute of Management,
Pune-48.
1

ACKNOWLEDGEMENT
I express great pleasure in introducing my project report titled “Market assessment
study for waste heat recovery power plant on sponge iron kiln exhaust in India”.
I take this opportunity to express my most sincere and heartfelt gratitude to Mr. B. G.
Kulkarni (Director-Marketing & Sales) and Mr. Pankaj Bhangale (Manager-
Marketing), Transparent Energy Systems Pvt. Ltd., Pune, for providing me with a
wonderful opportunity to execute this project in their esteemed organization and for
patiently monitoring and guiding me throughout the project.
This project would not have been successful without the precious guidance of our
director Prof. Sharad Joshi and my project guide Prof. Sunil Doke, to whom I
express my sincere gratitude and all those who have helped me directly and indirectly.
Moreover, I would also like to thank all the employees of Transparent Energy Systems
Pvt. Ltd. for their constant support and help.
Once again I express my gratitude to TRANSPARENT ENERGY SYSTEMS PVT.
LTD. for providing me this enviable opportunity to carry out this project.
RAVI S. RANJAN
2

CONTENTS
Chapter Description Page No.
1. Executive Summary 1
2. Introduction 3
3. Company Profile 4
4. Objective And Scope Of The Project 11
5. Product Profile 12
6. Research Methodology 27
7. Research Analysis and Findings 31
8. Conclusion 39
9. Recommendations 40
10 Limitations of the Project 41
11 Bibliography 42
12 Annexure 43
3

CHAPTER 1
EXECUTIVE SUMMARY
TRANSPARENT ENERGY SYSTEMS PVT. LTD., Pune is one of the leading
companies in providing Waste Heat Recovery Solution to various manufacturing
industries. Last year the company achieved a huge success in offering Waste Heat
Recovery Solution to Cement Industry and on those grounds this year company had
targeted to offer similar solution to other industries. The objective of the project is to
determine the market potential for an industrial product i.e. waste heat recovery and
power generation system for Sponge Iron Industry. Transparent Energy Systems Pvt.
Ltd. is one of the umbrella companies of Transparent Group of Companies.
Transparent Energy Systems Pvt. Ltd have developed a state of art Heat Recovery
Boiler and Power Generation System using heat from exhaust gases of the rotary kiln
exhaust in sponge iron industry.
The company has been thinking of providing waste heat recovery and power generation
systems in the sponge iron industry. Hence the project was carried out to determine the
market potential for heat recovery and power generation systems. The field selected for
the survey was EAST & CENTRAL INDIA as there is high intensity of the targeted
market segment due to availability of iron ore which is the primary material used in the
manufacturing of sponge iron.
Transparent Energy Systems Pvt. Ltd. has a turnover of 75 crore as per the last
financial year. The industries selected for sample size were segmented according to size
of the plant, quantity of sponge iron manufactured daily/yearly, market share,
availability of waste heat from manufacturing process etc.
The data collected during the project was secondary as well as primary data. The
secondary data was collected to create the database of the survey. The sources used for
secondary data are various magazines, governmental & non-governmental publications
and internet. Beside this some places like chamber of commerce & industries, sponge
iron suppliers etc were sought to obtain information regarding the sponge iron
manufacturing plants. Some website regarding information of iron ore mines and
4

geography were also visited to get the information of availability of raw material in
particular region.
Primary data was collected through the questionnaire filled by industry visited.
The analysis was carried out on the basis of the information obtained from
questionnaire. The market potential was estimated by some assumptions for the waste
heat recovery and power generation systems.
From the analysis it is concluded that the waste heat recovery system has a very good
potential in Eastern and Central India Region.
After undergoing the project it is understood that even the analysis shows good
potential for waste heat recovery and power generation system, to make it practical, the
company has to arrange some awareness programs such as demonstrations, exposing
the product in exhibitions, etc.
5

CHAPTER 2
INTRODUCTION
Transparent Energy Systems Pvt. Ltd. has acquired proficiency in the entire
spectrum of products and technologies covering all possible facets of Energy
Efficiency, Environment Conservation and Cogeneration Business.
Transparent has developed a novel waste heat recovery & power generation system
using exhaust gases of the rotary kiln of the sponge iron industry.
In sponge iron industry the exit gases from rotary kilns of temperature 800°C-1000°C
are made to pass through a direct type of heat exchanger before passing it to the Electro
Static Precipitator (ESP) or Bag Filter. The exhaust gases are let into atmosphere
without doing any heat recovery from these gases. Thus a lot of energy goes wasted
from these exhaust gases into the atmosphere.
The basic system designed for recovering this heat consists of a combination of water
tube type boiler and economizers installed on various exhaust gas streams, steam
turbine driven electrical power gensets, water/air cooled condenser and condensate tank
& necessary temperature is made available for raw mills as well as coal mill.
Depending on availability of water in the area, system can be made water cooled or air
cooled. Systems that are air cooled are little more expensive than water cooled.
By using this type of a waste heat recovery and power generation system in the sponge
iron manufacturing plant, one can utilize the exhaust waste gases to generate power.
The power thus generated will be free of cost and will subsequently increase the plant
efficiency. Thus by maximum utilization of resource, the cost of production can be
drastically reduced.
This will provide the sponge iron company with an immense competitive advantage
over the long run.
6

CHAPTER 3
COMPANY PROFILE
Transparent Energy Systems Pvt. Ltd was incorporated on 16th April, 1986 with the
name of Vapour Energy Machines Pvt. Ltd. The first commercial production was
started in January, 1988.
The name of the company was changed from Vapour Energy Machine Private Limited
to Transparent Energy Systems Private Limited on 18th December, 1995.
Transparent Group of Companies are known as the technology leaders working in
the field of Co-generation systems, Ammonia Absorption Refrigeration Plants (AARP),
Water Recycling Plants, Super-efficient boilers and heaters, Waste Heat Recovery
Systems, Pollution Control Equipments, Drying Plants, Energy and Water Consultancy,
LiBr Chillers, Noise Abatement Products and Systems etc.
Transparent Energy Systems Pvt. Ltd. has acquired proficiency in the entire
spectrum of products and technologies covering all possible facets of Energy
Efficiency, Environment Conservation and Cogeneration Business. It has designed and
implemented over 150 installations of waste heat recovery and power generation alone
for different industries in India as well as numerous countries abroad.
The latest development of the company is a novel low pressure heat recovery and
power generation system using heat from exhaust gases of rotary kiln and clinker
cooler in cement industry. The company has received a patent from Government of
India for the boilers used in this kind of a system which is in addition to the numerous
other patents for its various systems and products.
The business divisions of Transparent Energy Systems Pvt. Ltd. includes the following
1. Heat Recovery Systems: -- Waste Heat Recovery Boilers and Systems.
2. Ammonia Absorption Refrigeration: -- Refrigeration up to -55° (know- how from
Mattes Engg. Germany)
7

3. Cogeneration Systems: -- Power, Heating and Chilling.
4. Boilers and Heaters: -- 95% super efficient oil/gas fuelled boilers, 89% super
efficient Agro fuelled/coal fired boilers, 93% super
efficient Thermic Fluid Heater/Hot air generators.
5. LiBr Chillers: -- Wide range of heat inputs viz.--Low and Medium
pressure steam/super heated hot water. Special proven
design to utilize heat from low temperature hot water of
55° C or higher.
6. Evaporators & Water Recycling: -- Multistage evaporators/desalination.
7. Energy and Water Consultancy: -- Energy/Water conservation.
The other umbrella companies of Transparent Group of Companies are listed below:
Transparent Technologies Pvt. Ltd
- Dryers, Coolers, Granulators, Waste to Energy Incinators, Evaporators and
Concentrators.
Ecokleen Pollution Control Pvt. Ltd
- Pollution control, Flue gas desulphurization plants, Fume & Dust extraction plants,
Air Stripping Plants & Airborne solvent vapour Recovery Plant, Thermal Oxidation
System of Airborne Solvent Vapours, Bulk material handling.
Decimin Control Systems Pvt. Ltd.
- Noise Abatement Products and Systems (in collaboration with IAC-BOET
STOPSON, France)
8

COMPANY POLICIES
MISSION:
To provide Sustainable solutions in Energy and Environment and be Loyal to Energy
Resource Conservation.
VISION:
To be globally respected high performance organization offering sustainable solutions
in energy and environment.
BUSINESS PHILOSOPHY:
Loyal To Energy Resource Conversation
On this principle Transparent Energy System has developed energy-efficient and eco-
friendly solutions for industry and commerce. For over 2 decades. Transparent Energy
Systems has been helping customers improve their processes, conserve energy, increase
their competitiveness and adhere to environmental norms.
Transparent Energy Systems equipments helps several tens of thousands of customers
the world over enjoy increased profitability, and earn community goodwill by:
Maximizing energy efficiency and slashing operating costs.
Minimizing waste.
Recovering precious resource from waste.
Keeping pollutants out of the water and the air.
9

BUSINESS AREAS:
In focus with the business mission; to provide Sustainable solutions in Energy and
Environment, and loyal to energy resource conservation Transparent Energy Systems
core business areas are
Boilers and Heaters
Absorption Cooling
Water and Waste Solutions
Chemicals for Energy and Environmental applications
Captive Power and Cogeneration systems
Air Pollution and Purification
Transparent Energy Systems provides standard products in these areas of business.
Drawing on decades of research and experience in process productivity improvement
and energy generation, Transparent also customizes integrated sustainable solutions for
the project requirements of a wide range of industries.
10

Marketing Poli cy
The company depends for is survival on its customers. The company believes that
everyone can contribute to customer satisfaction.
Guidelines and Norms for every employee in the organization, no matter in what
function or level he/she is in, have a responsibility towards the customer.
Everyone is expected to provide the best possible service to the next person in the chain
so that the ultimate service which we give to the customer is the best.
Everyone is expected to see the person, who requests his service as his customer.
In all situations, employees are expected to be courteous and responsive to external as
well as internal customers.
Every communication is to be acknowledged at the earliest even if a specific response
or decision may take a longer time.
The deadline or target date for finishing a task or for giving a decision should be
communicated along with the acknowledgement.
Anyone who has a problem, whether within the organization or outside, must be heard
and helped out to the best of one’s ability.
After action has been completed, a check for customer satisfaction must be undertaken,
as far as possible.
Every employee should ensure that commitments given to the customer are honoured
and we do not try and short-change the customer.
In whatever we do, we should aim for the highest quality and continuous improvement.
11

Quality Policy
Our Quality policy starts and ends with the customer as a focal point, understanding the
customer’s requirements, designing optimal solutions to meet those requirements,
building systems and processes in place to ensure quality at every stage, and achieving
our commitments on delivery and service before and after sales.
It is our endeavour to create a culture of Total Quality where continuous improvement
of our people, our processes and our products become a way of life.
12

Organization Structure of Transparent Energy Systems Pvt. Ltd.
Director Finance
Director HR Director Design
Director Marketing & Sales
Director Production
A.V.P. Finance
A.V.P. HR Sr. Design Engineer
Accountant Executive Jr. Design Engineer
V.P. Production
Sales Manager Marketing Manager
Sales Engineer
Sales Engineer
Marketing Engineer
Marketing Engineer
Worker Production Supervisor
Asst. Manager Production
Production Manager
13
MANAGING DIRECTOR

CHAPTER 4
OBJECTIVE AND SCOPE OF THE PROJECT
OBJECTIVES OF THE PROJECT:
Find the brand penetration of TESPL in the market.
Find out geographically the location of all sponge iron plants.
To find out market potential for Waste Heat Recovery and Power Generation
System.
To educate the sponge iron companies about the Waste Heat Recovery System
and its benefits.
To find out cost benefit analysis after doing heat recovery.
To find out the obstacles for implementing Waste Heat Recovery and Power
Generation Systems.
SCOPE OF THE PROJECT:
The project was carried out specifically in Sponge Iron Industry.
The product selected for the project was Waste Heat Recovery and Power
Generation System.
The region of East & Central of India was selected for operations.
The states of Orissa and Chattisgarh were covered to complete the market
survey.
14

CHAPTER 5
PRODUCT PROFILE
Waste Heat Recovery & Power Generation in Sponge Iron Plant
In Sponge Iron Plant Rotary Kilns are used which operate at around 900°C to 1100°C
temperature. The outgoing gases from these equipments are used to heat the incoming
feed material.
A lot of exhaust gases come out from these kilns which are sponge iron dust laden.
Hence they are passed through Electro Static Precipitators (ESPs)/ Bag Filters before
exhausting to atmosphere.
But before passing through ESP or bag filter these gases are made to pass through a
direct mixing type heat exchanger where the temperature of the exhaust gas is brought
down to 175°C. Due to this type of heat exchange process the waste heat available in
the exhaust gases goes waste into the atmosphere without being utilized. This in turn
also harms the atmosphere of the surrounding and increase global warming.
Thus a huge amount of heat is being wasted in sponge iron plants.
A novel waste heat recovery and power generation system has been designed using heat
from the exhaust gases of rotary kiln of the sponge iron plant.
15

Block Diagram of Waste Heat Recovery and Power Generation
System
WASTE HEAT RECOVERYSTEAM BOILERVERTICAL CO FLOW CONSTRUCTION SPECIAL DESIGNFOR SPONGEIRON PLANTS
SCREW CONVEYER FOR AUTOMATIC DUST REMOVALWITH COOLING ARRANGEMENT
GASES FROMBYPASS
TO EXHAUST GASCLEANING SYSTEM
Radiationzone
SUPERHEATER
EVAPOURATOR
ECONOMISER
SUPERHEATED STEAM
STEAM TURBINE
STEAM DRUM
SOOTBLOWER
SOOTBLOWER
FEED WATER
ALTERNATOR
CONDENSERCONDENSATE RETURN
ELECTRICAL POWER
Automatic 3 wayWater cooledDivertor valve
Flue gas from Kiln/ Furnace
WATER COOLEDJACKET
BYPASS PORT
16

Following issues need to be addressed while designing Waste Heat Recovery in Sponge
Iron Plant.
1. Methods of avoiding Deposition of Sponge iron dust on the Heat Transfer
Surface which otherwise results in fouling and lesser heat recovery.
2. Methods of dislodging deposited dust and keep the heat transfer surface free of
dust.
3. Avoid exposure of the flue gases to cold surface of the equipment during start-
up or interruptions. Otherwise this results in condensation f the flue gas
moisture and when this moisture comes in contact with sponge iron dust, it gets
“set” on the surfaces which are difficult to remove. Hence slow build-up of such
patches results in choking of the system & reduction in effectiveness of heat
transfer surface.
4. Availability of the water and its appropriate utilization to conserve the water by
designing the system judiciously.
5. Selection of appropriate electrical power generation system to maximize the
power generation.
6. Bringing down the flue gas exhaust temperature to sufficiently low level, so that
less expensive method of gas cleaning (after Heat Recovery) from flue gases
can be utilized.
7. Keep flue gas pressure drop in boiler low to economize on fan power.
8. Utilize vertical elevation available while configuring boilers.
9. Easy and continuous removal of sponge iron dust separated in boiler.
10. Automatic diversion and bypass of hot gases to gas washer / cooler in case of
boiler safety / abnormal boiler working conditions.
11. The system engineered should have attractive payback periods satisfying the
investment criteria.
17

Nature of Present Invention
It relates to
a) Use of high pressure steam boilers for heat recovery from gases at about 900°C.
b) Running steam engine driven gensets (or steam turbine gensets) to produce
electrical power.
c) Condense the steam utilized in gensets by air-cooled condensers.
d) Recycling and reuse of steam condensate for water conservation along with
waste heat recovery.
Deficiencies In The Prior Art
Heat Recovery from the Sponge Iron Plant hot exhaust is a difficult issue because of
the following problems faced –
a) Design which satisfies various objectives simultaneously (mentioned above in
point 1 to 11) is not available.
b) These gases have lots of dust content which gets deposited on the heat recovery
surfaces causing a lot of fouling.
c) If the gases are cooled below dew point, water condenses and comes in contact
with dust forming hard mass on the equipment surface. This results in choking
of the system subsequently, resulting in low heat recovery.
d) Lot of water is wasted in cooling the gases before they are sent to ESP.
Normally Sponge iron plants are in arid areas. Hence availability of water is
scarce especially during summer. Increasing population is further creating
higher priority for use of scarce water for domestic purposes and water may not
be available for sponge iron industry.
18

Description of the Present Invention
Following equipments are used for heat recovery
1. High Pressure Boiler
2. High Pressure Economizer
3. High pressure steam engine based electrical power genset.
4. Finned type air-cooled steam condenser.
5. Screw Conveyor at bottom of boiler for dust removal.
19

System Construction:
The basic system consists of water tube type boiler and economizer, steam engine
driven electrical power gensets, finned type air-cooled condenser and condensate tank.
Boiler and Economizer id made with slender tubes, typically 25.4 mm OD and are
about 10-12 meter long, arranged vertically. The size & length of tubes will change if
gas quantity & temperature changes. Tubes in one row have a common header at the
top and bottom forming on cassette of that row. Many such cassettes are kept adjacent
to each other forming square matrix of the tubes. All these tubes are supported only at
the top so that they are freely hanging under self weight of the boiler / economizer. This
eliminates possibilities of tube buckling due to thermal expansion.
Intermediate horizontal supports are provided between the gaps at regular intervals of
about 1.5 meter. These supports prevent bending of the tubes. Also vibrators / hammers
can be given on these supports so the removal of dust from the tube surface can be done
easily. The top face of these supports is given inclination of 60° with respect to
horizontal. Hence dust falls freely from those and doesn’t accumulate on the top face of
the supports.
The gases enter the system from the top and move downwards. Velocity of the gases is
kept lower so that the dust separates by gravity and pressure drop across the system
remains minimum & keeps the exhaust gas handling fan power to minimum.
The “Co-current down flow arrangement” for air and dust greatly enhance the
movement of the separated dust to the lower portion without accumulation or
depositing in the system, minimizing / eliminating fouling or choking. The gravitational
flow of the dust also eliminates additional power requirement for its conveying.
A screw conveyor is provided at the bottom of the system to remove the separated dust
particles, reducing dust load on ESP or Bag house.
The steam generated is stored in a steam drum having various safety mountings and
controls. From here the steam is supplied to the Steam Engine Driven Genset to
generate electrical power. Back pressure on the Steam Engine is kept slightly above
atmospheric pressure.
20

Steam exhausted from Steam Engine is condensed in a finned type air-cooled steam
condenser. The condensed water is stored in condensate tank and re supplied to the
economizer as feed water. Thus water circuit forms a closed loop conserving lot of
water and also eliminates need of large capacity elaborate water softeners which
otherwise would have been necessary for input water treatment.
The condenser also is selectively kept air-cooled and not water –cooled type to
minimize the use of water in the plant.
In steam based power generation Steam Engines is preferred to Steam Turbine since
Steam Engine is much more efficient and generates almost double the power.
Condensation of moisture in the flue gas will endanger the system. Since that water
when comes in contact with the dust particles will form the hard mass on the tube
surface causing fouling / choking of the system. Hence the flue gas temperature should
always be kept above the dew point. Hence for cold start or during any interruption in
the Heat Recovery Boilers, steam is supplied to the system by a start-up boiler to keep
the temperature at the required level. The system is automatic. It senses temperature &
pressure inside the boiler & steam admission is initiated from ‘start up’ boiler. This
start up boiler can be Gas / oil fired and draws input water from the condensate tank
itself.
The salient features are as follows:
1. All the boilers and economizers are arranged one above the other vertically
which allows downward movement of the flue gas from top to bottom.
2. Typically hot gas is let out from the kilns at a considerable height. Hence it
eliminates additional ducting.
3. Boilers and economizers are water tube type with tubes hanging vertically.
Water is inside the tubes and flue gas outside the tube.
4. Tubes have intermediate supports at about 1.5 meter pitch which keeps the
tubes straight.
21

The top faces of intermediate supports are given 60° slant angle from horizontal, so
that particle dislodged from tube surface doesn’t accumulate on these supports but
slides down easily on the slant.
The downward flow of the flue gases and gravity fall of dust particle greatly and
easily “co-operate” each other to reach bottom with following advantages-
a) The flue gas velocities can be much lower than pneumatic conveying velocities.
This benefits in-
Lower frictional pressure loss in flue gas flow saving energy in fan power
required.
Gravitational energy used for sponge iron dust. Hence flue gases don’t have
to be imparted additional energy, otherwise required for pneumatic conveying,
saving pneumatic conveying energy.
This greatly increased net electrical energy exported for external use.
b) Vertical downward “parallel to heat transfer area” flue gas flow with free
flowing gravity force driven dust particle eliminates any possibility of
redeposition of sponge dust on tubes.
Due to this the boiler heat recovery is very effective and tube fouling (which
reduces effectiveness of heat transfer area) is lowest.
If the fouling were to be high, then the heating surface required would have to be
much higher. Increase in boiler heating surface, increase boiler steel requirement,
increase dry and operating weight of boiler. The increased boiler weight increases
structural support steel quantities.
All these greatly increase initial cost (capital cost) of the equipment.
Therefore, the clean surface means lower initial cost.
Also if boiler has higher heating surface it has higher flue gas pressure drop (flue
gas frictional resistance). So fan consumes more power reducing net power
exported from heat recovery co-generation system.
22

Therefore excessive fouling of ‘Heating Transfer Surface’ will reduce the
commercial viability of the project.
5. Mechanical vibrators or hammers are provided to dislodge the powder
deposited on the surface. System is fully automatic
Automation is either based on preprogrammed on & off cycle timing of vibrators /
Hammers or it works on gas pressure drop across the boiler.
The automatic system working on Flue Gas Pressure is as follows:
A separate differential gas pressure switch is provided across each boiler &
economizer. If the pressure drop increase beyond desired set pint (set level) the
vibrators / hammers will work “continuously” or “continuously cyclically” till
pressure drop comes back within desired limit.
Powder dislodged from tube surfaces due to hammering / vibrations falls freely
downwards without obstruction through uniform flue gas passage.
6. All the tube headers are supported at the top only so that-
a. Tubes remain straight avoiding buckling.
b. Tubes are free to expand thermally which leaves the system without any
strain.
c. Tubes remain in tension by force equal to gravity weight of the boiler,
giving better life. Since metal has higher tensile strength than
compressive strength.
7. To avoid condensation in the flue gases, in cold start, a start–up boiler is
provided which pre-heats the entire system to about 140°C-150°C.
8. Till this initial temperature is reached the ‘Diverter Valve’ at the entry point of
the flue gases by-passes the flue gases to water spray tower. Hence there cannot
be choking of the system due to hardening of the dust-water mixture.
9. Finned type air-cooled steam condenser, condenses the used steam, which is
stored in a condensate tank. This condensate water at 105°C is used as feed
water to the economizer and boilers.
23

10. Speed of the “Cooling Air Fan” of air-cooled condenser is controlled by
monitoring condenser inlet pressure through a pressure transmitter & variable
speed drive. This conserves fan energy & also avoids excessive cooling of the
condensate water.
Safeties and Inter locks
A) A pneumatic cylinder operated “Three way diverter valve” (refer sketch) is
fitted on the entry point of the hot gases and the hot gas passage is automatically
diverted to the water spray tower in the following cases-
a. Waste Heat Recovery Boiler / economizer temperature is lower than the
required level.
b. The flue-gas temperature at inlet is lower than the required temperature.
c. The steam pressure in the steam drum is out of the desired upper and
lower limit.
d. Boiler water level is low.
e. Boilers feed pump trips.
f. Steam pressure of the start up boiler lower than desired.
g. Power supply of cogen plant is OFF.
B) Operation of the engine is sensed all the time by a speed sensor. In case the
engine stops, a control valve in the by-pass line opens diverting the steam
directly to the air-cooled condenser.
C) A pressure transmitter senses the input pressure to the air-cooled condenser
keeping constant back pressure on the steam engine. It also gives signal to the
variable speed drive of the condenser blower. This controls the blower rpm to
desired level, conserving electrical power.
D) Functioning of low temperature safety (Start-up Boiler):
To prevent the contact of flue gases with low temperature metal surface, this
safety is incorporated. This avoids condensation of water vapor in flue gases
and resultant hard mass formation of dust powder and water.
A start-up boiler is always kept at about 140°C as standby or “Banked
Position”. Whenever flue gas flow is stopped, waste heat recovery also will not
24

take place. The steam pressure in the steam drum will droop operating the
pressure switch. This controls following three functions:
1) Control valve at the start-up boiler main stream outlet is opened which
supplies steam to Economizer and Main Boiler.
2) 3 way valve between economizer and boiler operates and supplies the
steam to the ejector which draws high temperature water from the steam
drum to heat the boiler tubes.
3) The control valve between the economizer and boiler, which is on the
opposite side of the 3 way valve also opens and supplies start-up boiler
steam to the main boiler tubes.
Thus in no case the system temperature is allowed to drop below the desired
level avoiding water condensation and choking of the flue gas path.
Advantages of the Present invention
1) Low pressure drop on the flue gas, conserving fan power.
2) Flue gas and dislodged sponge iron dust both move in the downward direction
resulting in self cleaning process.
3) Automatic vibrators / mechanical hammers dislodge the settled powder easily.
4) Free hanging tube design under self-weight prevents bending / buckling of the
tubes.
5) Dust deposition and fouling being avoided, heat transfer effectiveness assured.
6) Provision of start-up boiler & automatic instrumentation avoids cold-start and
condensation problems. This further eliminates the possibility of choking of the
system.
7) Automatic diverter valve at the flue gas entry gives improved safety on system
choking and over heating of the system.
8) Start up boiler is always at 140°C minimum i.e. in “Banked Position” to keep
the system at 140°C, even in case of flue gas flow failure.
9) Closed loop water system conserves huge amount of water. Also it eliminates
the need for large capacity water softeners which otherwise would have been
necessary for boiler feed water.
10) Electrical power generated gives additional earnings to make the system viable.
25

Conservation of Water
Tremendous quantity of water is conserved due to following:
1. Cooling of hot gas in Waste heat recovery boiler, drastically reducing the
quantity of water required in spray tower.
2. Closed loop water circuit facilitating use of condensed water.
3. Use of finned type air cooled condenser instead of water cooled condenser.
26

CASE STUDY
Transparent Energy Systems Pvt. Ltd. has designed one such heat recovery systems.
The description of the design is as follows:
BASIS OF DESIGN / HEAT SOURCE DETAILS :
Source Equipment Furnace
Media of Waste
Heat
Exhaust Gas
Rated Capacity TPD 100 X 2
Exhaust Gas
Temperature
Deg.C 1000
TECHNICAL SPECIFICATIONS OF EXHAUST GAS HEAT RECOVERY SYSTEM MODEL
‘RECOPOWER’
Model of Heat
Recovery
Steam Generation
Steam Condition Super heated
Heat Recovery
Equipment
Exhaust Gas Heat Recovery Boiler with Economizer
Installation Vertical
27

STEAM GENERATION DETAILS
- f & a 100
Deg CKg/hr 26805
- f 105oC &
at 64
kg/sq.cm(g)
& 490oC
Kg/hr 20517
Power output details
Inlet steam
pressure
Kg/
sq.cm(g)64
Inlet steam
temperatureDeg.C 480
Condenser
Pressureata 0.12
Steam flow
through
turbine
Kg/hr 20517
Net Power
output from
the turbine
Kwe 4460
28

ESTIMMATED SAVIANGS AND PAYBACK CALCULATIONS DUE TO INSTALLTION OF
WASTE HEAT RECOVERY POWER PLANT
DISCRIPTION UNIT PARAMETER
Net Heat Recovery from the exhaust Kcal/hr 14474699
Power generation from the exhaust Kwe 4460
Estimated Savings Calculations
Auxiliary power consumption due
waste heat recovery system
Kwe 340
Net power available from the system Kwe 4120.20
Cost of electricity Rs/Kwe 3.8
Hourly saving in cost of electricity Rs/hr 15656.8
Estimated annual working hours Hr 8000
Annual savings in cost of electricity Rs in lakh 1252.5
Estimated Payback calculations
Total Estimated initial investment Rs in lakh 2000
Estimated payback period Months 8.1
Note: Approximate initial investment is an indicative figure and may vary upon the site conditions.
Cost of electricity is assumed to be Rs. 3.8 per Kwe for calculations.
These savings calculations are submitted to assist the customer to access the economic feasibility of
the project. Saving on annual operating costs may vary depending on the load on equipment, cost of
electricity, operating hours etc.
29

CHAPTER 6
RESEARCH METHODOLOGY
RESEARCH METHODOLOGY
The methodology is basically the set of rules, procedures, tools, and techniques used by
the researcher for realization of research objective. The process of designing research
study involves many interrelated decisions.
The most significant decision is the choice of research approach. This determines how
the information will obtain.
The question of my research was how to implement components of marketing strategy
for the company in terms of brand penetration and offering differentiation in WHRS
solution in comparison with the competitors of TESPL.
There are three types of research approach: -
1) Exploratory research
2) Descriptive research
3) Causal research
These types differ significantly in terms of research purpose, research question,
precision of hypotheses that are formed and data collection method used.
1) Exploratory research: -
Exploratory research is seeking insight into general nature of a problem, the
possible decision alternatives and relevant variables that need to be considered.
The objective of exploratory research is to find out new ideas flexibility, &
ingenuity characterized by the investigation. In the exploratory research emphasis
is given on the finding practices and policies that need changing and developing
possible alternatives. Exploratory research seeks to discover new relationships.
Hence most of the marketing research is of an exploratory type. Exploratory
research defines problem, which is then solved by conclusive research.
30

In my project the exploratory research was carried out by finding the sponge iron
industries located in India using the internet and the various websites like
www.osima.com which also gave the plant capacities of the sponge iron plants
and important phone numbers. Also I was able to locate the geographic locations
of the plants with the help of this site, which aided me in planning my tour plan.
2) Descriptive research: -
Descriptive research gives emphasis on description & such studies are simply fact
gathering expedition. Descriptive studies attempt to obtain a complete & accurate
description of situation. Descriptive data are based as direct basis for marketing
decisions.
In my project descriptive research works was carried out by interviewing the
customers personally and explaining to them the benefits of using WHRS and
also convince them to place an enquiry in the company to carry out further
dealings.
In planning and designing a specific research project it is necessary to anticipate
all the points that must be undertaken if the project is to be successful in
collecting valid and reliable information.
The steps in which the project was carried out were as follows: -
1) Define the problem and specify objective.
2) Developing research plan.
3) Design the data collection method.
4) Organize and carryout the field work
5) Analyze the collected data
6) Presentation of the project report
The analysis was done using pie chart and the collected data is tabulated in the tabular
form. The finding of each graph is written bellow the graphs.
31

SAMPLING DESIGN
The techniques of sample are classified as:
1) Probability sampling method.
These methods are generally applied in case of important decisions, where accuracy is
at a premium, regardless of the time and cost involved, in plain terms, every member of
the population has an equal chance of selection.
2) Non probability sampling method.
Samples are selected according to convenience of the researcher in non-probability
sampling. So it has the benefits of simplicity and low cost. This sampling does not
provide a chance of selection to each population element.
In the project non-probability sampling method was used to select sample in East &
Central India region, which was selected on the basis of target market.
The identification of the sample size was done on the basis of judgment sampling and
convenience sampling. Sample size selected was 37.
32

DATA COLLECTION METHOD
The data are basically classified into two broad categories:
Primary data (data collected by means of direct mail, personal interview, direct contact,
questionnaire, etc.)
The primary data was collected to fulfill the objective of the project. The data was
collected through questionnaire and personal interviews with the respective head of the
sponge iron company.
Secondary data (data collected from secondary sources such as census, trade
publications, consumer panels, internet, etc)
The secondary data was collected to create a database for carrying out the research
work. The objective of the project was to find out the existing customers of subsidiary
and similar products (such as electrical heating systems & gas heating system). The
data was collected from the newsletters that are published by governmental and non-
governmental organizations, websites, visiting the libraries.
33

CHAPTER 7
RESEARCH ANALYSIS AND FINDINGS
The survey is carried out in Orissa and Chattisgarh. The analysis has shown that most
of the sponge iron industries are located in Orissa area. This area has availability of raw
materials, which are used for the manufacturing of Sponge Iron. The plant capacities
varied from 50 TPD (Tones per Day) to 500 TPD.
Most of the Sponge Iron manufacturing plants are using power sourced from the state
electricity board which is expensive. The cost of electricity accounts for 30% of the
manufacturing cost of sponge iron. Most of the plants have DG sets as standby source
of power as there is a minimum power cut of 2-3 hours daily. Some of the plants were
using other sources of electricity such as captive power plant and cogeneration plants.
The waste heat recovery and power generation system is very well accepted by the
sponge iron industry because of its state-of-the-art technology and high pay back period
although the initial cost is high. Since the system is especially designed for sponge iron
industry, the feasibility is very high and hence it has tremendous potential.
Almost all of the sponge iron manufacturing plants are currently wasting all the flue
gases which are produced in the process due to lack of awareness of the waste heat
recovery and power generation systems. The heat available from these waste gases has
tremendous potential of producing electricity, which is exhausted without utilization.
Different tabulations and graphs are made for the data collected during field survey.
The sample size is 37.
34

Have you heard the name of the company Transparent Energy Systems Pvt. Ltd.?
Yes No
Abs. 2 35
Percent 5 95
This question was aimed to know whether the companies in the area of research had
heard about the company TESPL or not. This is because TESPL is a growing company
in the field of Waste Heat Recovery Systems. The response was not so overwhelming
as people in this region were not aware about this company and its products and
services.
35

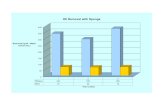
SOURCE OF POWER USED RESPONSE
GRID (STATE ELECT.) 25
CAPTIVE POWER PLANT 12
TOTAL SAMPLE SIZE 37
The above graph shows that maximum numbers of sponge iron companies are using
power from the grid which indicates that the power can be generated from the waste
gases and it will immensely increase the profitability of the companies, thereby
indicating tremendous market potential for the system.
36

LOCATION NO. OF PLANTS
ORISSA 32
CHATTISGARH 5
TOTAL SAMPLE SIZE 37
37

FEASIBILITY RESPONSE
HIGHLY FEASIBLE 29
SOMEWHAT FEASIBLE 3
NOT FEASIBLE 1
CAN’T SAY 4
TOTAL SAMPLE SIZE 37
The above graph shows that our waste heat recovery and power generation system is
highly feasible in most of the sponge iron companies which indicates there is large
potential for our system.
38

WATER AVAILABILITY RESPONSE
MORE THAN SUFFICIENT 24
SUFFICIENT 5
NOT SUFFICIENT 3
SCARCE 5
TOTAL SAMPLE SIZE 37
The above graph shows that most of the sponge iron companies have sufficient water
which indicates that our waste heat recovery and power system can be implemented at
lower cost.
39

The above graph shows that most of the respondents were attracted to the high pay
pack period of the system. Although the initial cost is high, the rapid pay-back period
makes it commercially very attractive.
* The no. of respondents for this graph is only 25 as 12 plants had either already
installed the Waste Heat Recovery System or were in the process of installing it.
40

The above graph shows that the waste heat recovery and power generation system has
created much interest among the sponge iron manufacturers. The power that can be
generated from the waste gases will immensely increase the profitability of the sponge
iron companies thereby indicating tremendous market potential for the system.
41

CHAPTER 8
CONCLUSION
After analyzing the data collected in field research following conclusions are made.
1. Almost all of the sponge iron manufacturing plants are currently wasting all the
flue gases which are produced in the process due to lack of awareness of waste
heat recovery and power generation systems. The heat available from these
waste gases has tremendous potential of producing electricity, which is
exhausted without utilization. The energy thus produced will be available
absolutely free of cost since the system utilizes energy which is exhausted into
the atmosphere and wasted.
2. In addition to producing electricity, the waste heat recovery and power
generation saves a lot of water, which can be put to other productive use. In
areas, which face scarcity of water, this system can prove to be a boon.
3. The system helps to reduce the dust content of the exhaust gases thereby
facilitating pollution control and eco-conservation. Industries using this kind of
waste heat recovery and power generation system can avail the benefits of
carbon credits through carbon trading.
4. The heat available for recovery from exhaust waste gases is of sufficient
temperature and quantity which makes the system highly feasible.
5. Hence the project proves that the waste heat recovery and power generation
system has immense market potential in the sponge iron industry in East India
region.
42

CHAPTER 9
RECOMMENDATIONS
From the analysis and conclusion it is clear that the waste heat recovery and power
generation system has good scope in East and Central India region. The market for the
system is very large and profitable in this region; hence it is essential to target the
particular region.
As Transparent Energy Systems Pvt. Ltd are technologically sound but are not known
throughout India, hence intensive corporate brand promotion campaigns should be
carried out in order to develop confidence amongst the industrial buyers.
It is suggested that the company should arrange awareness programs regarding benefits
of the waste heat recovery and power generation system. The company should organize
some exhibitions introducing their product. Also, they can arrange demonstrations to
the target customers explaining the percentage saved in energy cost and other benefits
of using the system.
Advertising the system in leading industrial magazines and journals can facilitate the
awareness program
Sponsoring national level awards related to engineering and design will prove
beneficial in building the brand name of the company. Sponsoring seminars and
conferences related to energy sector can also be effective.
For first installation of Waste Heat Recovery System in Sponge Iron industry,
Transparent Energy Systems should provide financing facilities and other monetary
concessions in order to promote its product in other Sponge Iron industries.
43

CHAPTER 10
LIMITATIONS OF THE PROJECT
No project is ideal. In reality I came across different problems which act as limitations
of the project such as-
1) Some of the respondents did not give other relevant information which
was required for the project.
2) Non -availability of official data.
3) There was time constraint (2 months). Hence total no. of plant visits was
limited.
4) To keep the project cost minimum due to budget constraints
5) Transportation problems due to rainy season.
44

CHAPTER 11
BIBLIOGRAPHY
Marketing Management
Philip Kotler
12th Edition
Thermal Engineering
S.Domkundwar, Dr.C.P.Kothhandaraman, A.V. Donkundwar
Fifth Edition (Year 2000)
Marketing Research
G C Beri
Third Edition
Research Methodology
Dr. C M Kothari
Himalaya Publication
World Wide Web
www.osima.com
Brochures of Transparent Energy Systems Pvt. Ltd, Pune
45

CHAPTER 12
ANNEXURE
QUESTIONNAIRE DESIGN
The questionnaire was designed to get the technical information. Questions in the
questionnaire were close ended as well as open ended. Before going on the field the top
management approved the questionnaire.
The questionnaire on company’s letter head which was used for survey is attached with
this report.
46