02 - New Use of Dual-Phase Steels in the 2007 Saturn Aura Body Structure
29
New use of Dual Phase Steels in the 2007 Saturn Aura Body Structure Chad Cannon Lead Body Engineer General Motors Corporation w w w . a u t o s t e e l . o r g
Transcript of 02 - New Use of Dual-Phase Steels in the 2007 Saturn Aura Body Structure

w w w . a u t o s t e e l . o r g1
New use of Dual Phase Steels in the2007 Saturn Aura Body Structure
Chad CannonLead Body Engineer
General Motors Corporation
w w w . a u t o s t e e l . o r g

w w w . a u t o s t e e l . o r g2
Latest in the GM North American Mid-Size Portfolio

w w w . a u t o s t e e l . o r g3
Aura based off of the Pontiac G6 Structure, but with higher
performance targets
2007 Saturn Aura

w w w . a u t o s t e e l . o r g4
Aura Body Structure
= New= Carry-over
w w w . a u t o s t e e l . o r g5
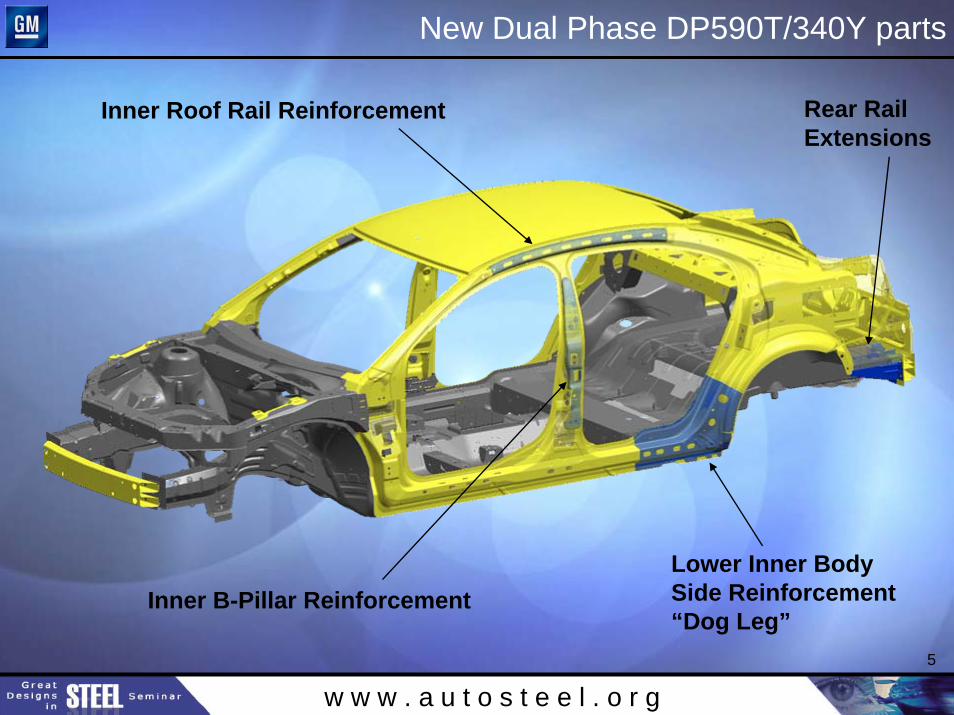
Inner Roof Rail Reinforcement Rear RailExtensions
Lower Inner BodySide Reinforcement“Dog Leg”
Inner B-Pillar Reinforcement
New Dual Phase DP590T/340Y parts

w w w . a u t o s t e e l . o r g6
New Parts and New Materials
Primary Materials ConsideredMild SteelHSLADual Phase
Potential Parts for New MaterialsAll new parts that were crash performance guidedRoof Rails, Pillar Reinforcements, Rocker,New Longer Rail Extensions, etc.
Selection ConsiderationsPackaging constraints, Mating parts welding,Performance requirements, Geometry
Results of Final Design40% mass savings and 30% cost savings from original Bodyallocations for increased vehicle length and performance targets

w w w . a u t o s t e e l . o r g7
%El
onga
tion
Tensile Strength (MPa)300 600 900 1200 1500
IF
LC
0
10
20
30
40
50
60
IF-HS
BH
C-Mn
HSLADP, CP
TRIP
MART
Conventional HSS
AHSS
UHSS
Energy Absorption
Load Transfer/ Crush Resistance
Generic AHSS Chart
General MotorsMaterials Engineering
w w w . a u t o s t e e l . o r g8
Engi
neer
ing
Stre
ss, M
Pa
Engineering Strain
0
100
200
300
400
500
600
700
800
0 0.1 0.2 0.3 0.4
DP600
HSLA340
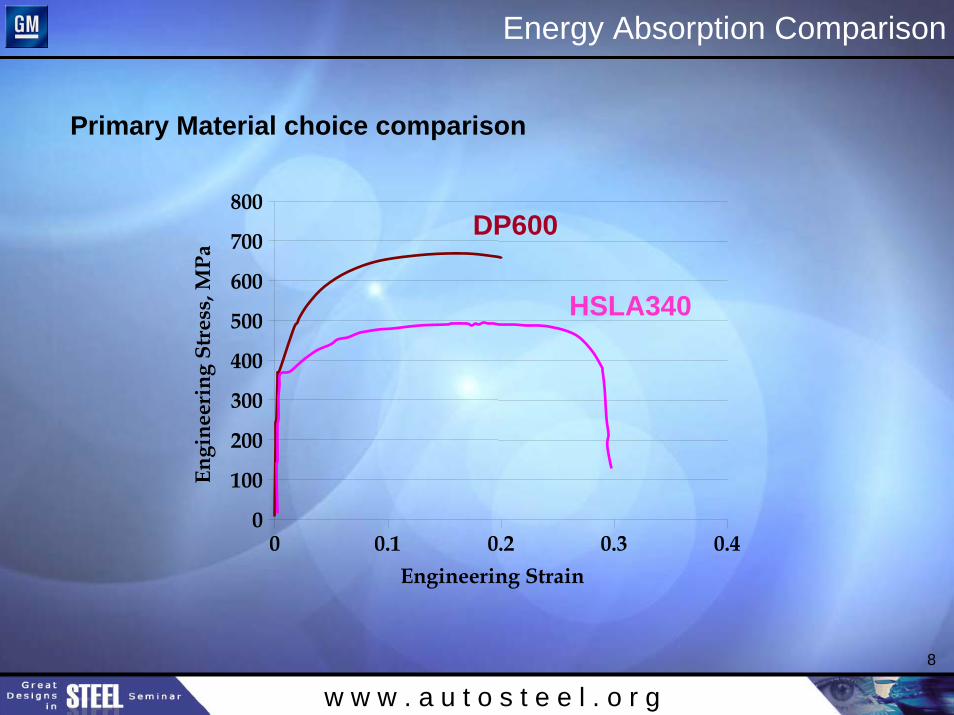
Energy Absorption Comparison
Primary Material choice comparison

w w w . a u t o s t e e l . o r g9
Dual PhaseHigh FormabiltyHigh StrengthEnergy AbsorptionMultiple Metallurgical Phases
Martensite (or Bainite) + Ferrite
Dual Phase
Conventional SteelsMild Steels (110 – 180 MPa YS)
Low Carbon (LC)Medium Strength (180 – 300 MPa YS)
Bake Hardenable (BH) Solid Solution Strengthened (SSS)
High Strength (340 – 550 MPa YS)High Strength Low Alloy (HSLA)
HSLA
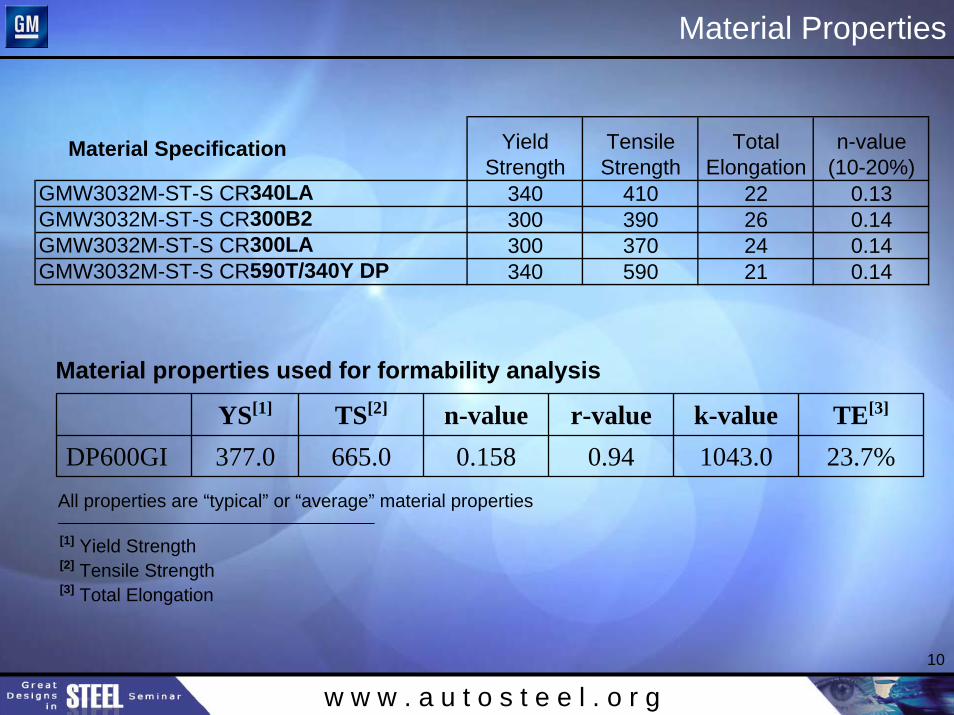
Material Properties
w w w . a u t o s t e e l . o r g10
Material Properties
YS[1] TS[2] n-value r-value k-value TE[3]
DP600GI 377.0 665.0 0.158 0.94 1043.0 23.7%
[1] Yield Strength[2] Tensile Strength[3] Total Elongation
All properties are “typical” or “average” material properties
Material properties used for formability analysis
Material Specification YieldStrength
TensileStrength
TotalElongation
n-value(10-20%)
GMW3032M-ST-S CR340LA 340 410 22 0.13GMW3032M-ST-S CR300B2 300 390 26 0.14GMW3032M-ST-S CR300LA 300 370 24 0.14GMW3032M-ST-S CR590T/340Y DP 340 590 21 0.14

w w w . a u t o s t e e l . o r g11
Designed to be crash-formed with developedtrim edges for low cost diesGage: 2.0mm
B-Pillar Inner Reinforcement

w w w . a u t o s t e e l . o r g12
B-Pillar Die Process
2000 Ton, coil fed transfer die, crash form, developed trim
12
General MotorsManufacturing
w w w . a u t o s t e e l . o r g13
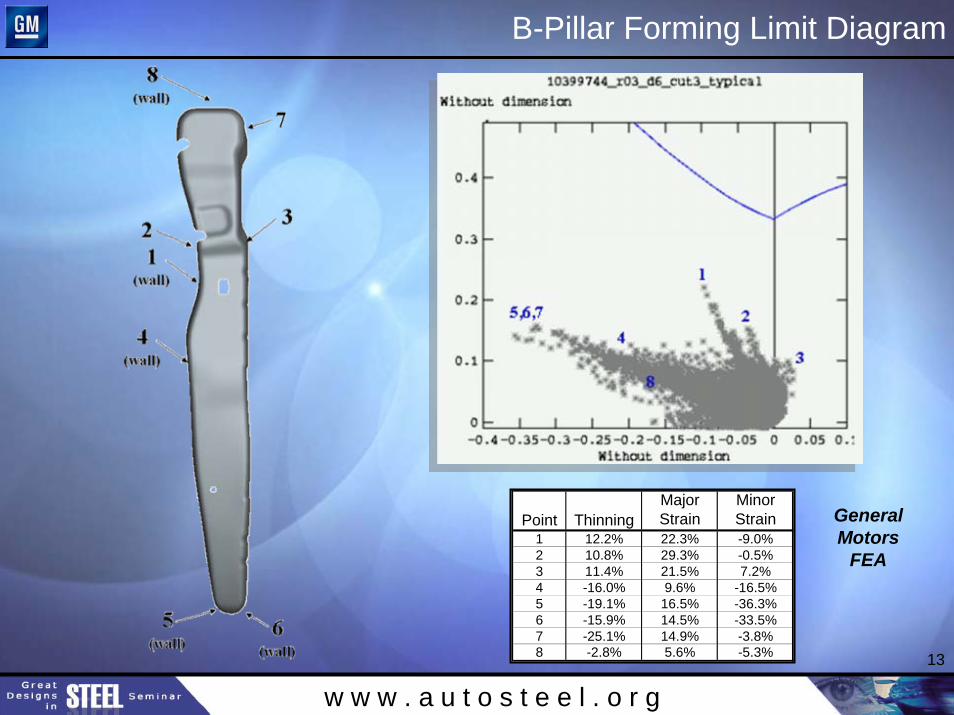
B-Pillar Forming Limit Diagram
Point ThinningMajor Strain
Minor Strain
1 12.2% 22.3% -9.0%2 10.8% 29.3% -0.5%3 11.4% 21.5% 7.2%4 -16.0% 9.6% -16.5%5 -19.1% 16.5% -36.3%6 -15.9% 14.5% -33.5%7 -25.1% 14.9% -3.8%8 -2.8% 5.6% -5.3%
GeneralMotors
FEA

w w w . a u t o s t e e l . o r g14
B-Pillar Part Scanning
Datum Pad
Initial part issues were thought to bea severe twist. Actually issue was only slight spring-back at a Datum Pad locationskewing the check data.
mm
General MotorsManufacturing

w w w . a u t o s t e e l . o r g15
Minimal curvature and draw, mostly flange bendingDarts in flanges to minimize spring back distortionHoles for lightening and ELPO flowGage: 1.5mm
Roof Rail Inner Reinforcement
w w w . a u t o s t e e l . o r g16
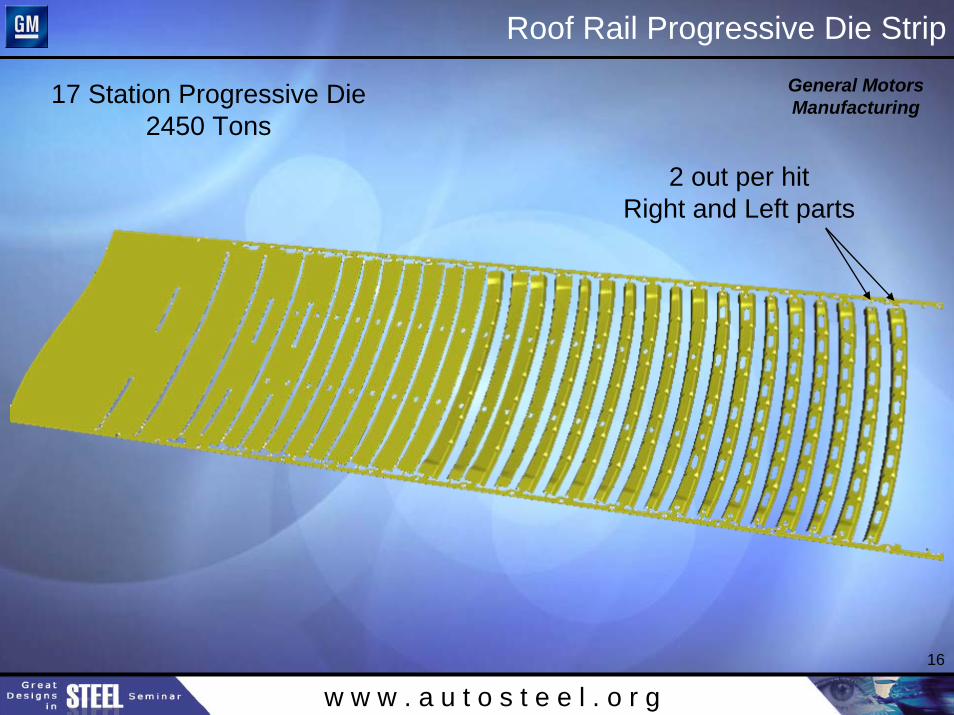
Roof Rail Progressive Die Strip
17 Station Progressive Die2450 Tons
2 out per hitRight and Left parts
General MotorsManufacturing
w w w . a u t o s t e e l . o r g17
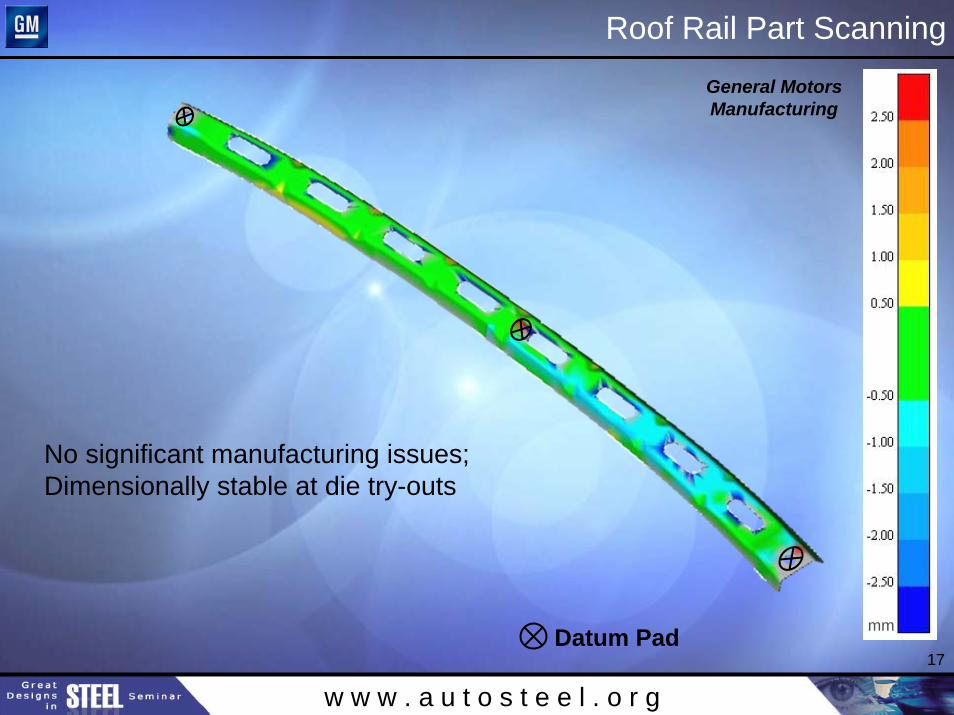
Roof Rail Part Scanning
Datum Pad mm
General MotorsManufacturing
No significant manufacturing issues;Dimensionally stable at die try-outs
w w w . a u t o s t e e l . o r g18
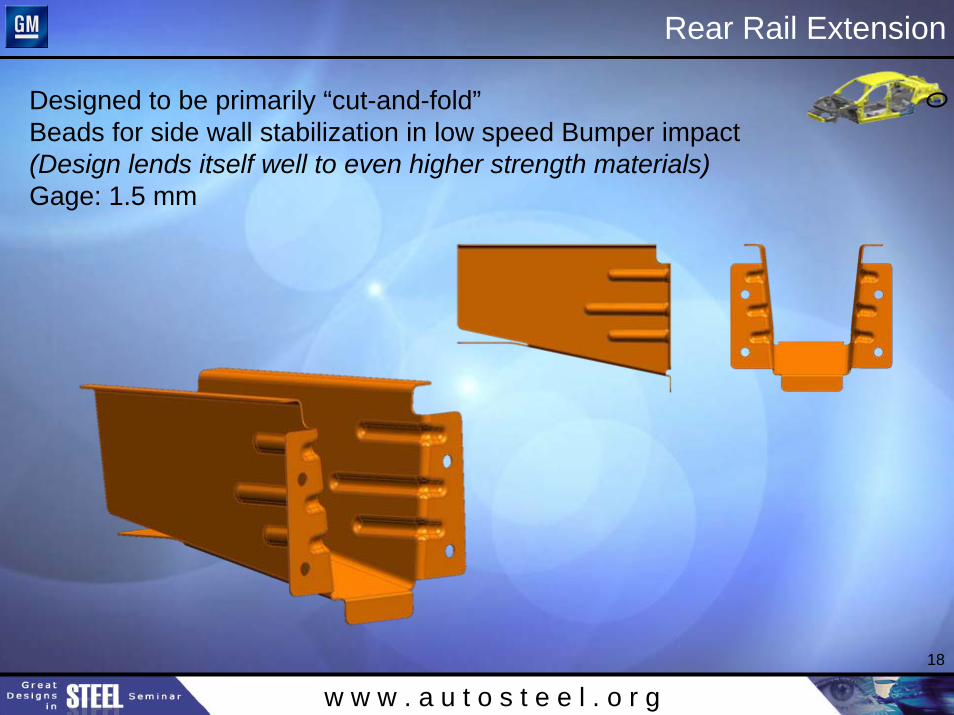
Designed to be primarily “cut-and-fold”Beads for side wall stabilization in low speed Bumper impact(Design lends itself well to even higher strength materials)Gage: 1.5 mm
Rear Rail Extension

w w w . a u t o s t e e l . o r g19
Rear Rail Extensions Progressive Die Strip
9 Station, 1250 tons550-600 sets / hour (net)

w w w . a u t o s t e e l . o r g20
Significant learning:Die design included adjustment capabilities throughout- trim, pierce, and flange adjustments allowed for tuningBeads across flats caused “Oil-Canning” difficulties- More tapered and balanced bead design could have improved condition
Lower DieUpper Die
Rear Rail Extensions Progressive Die

w w w . a u t o s t e e l . o r g21
Initial concerns over manufacturing of fairlycomplex geometry and deeper part from AHSS;past experience issues even with 340 HSLAGage: 1.2mm
“Dog Leg” Reinforcement
w w w . a u t o s t e e l . o r g22
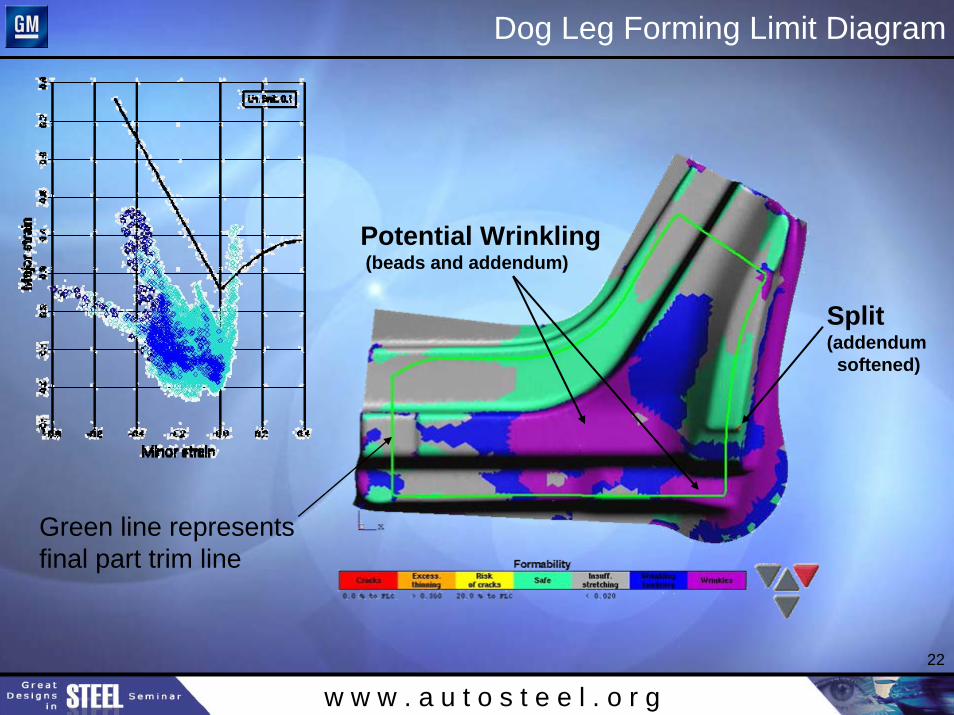
Dog Leg Forming Limit Diagram
Split(addendumsoftened)
Potential Wrinkling(beads and addendum)
Green line representsfinal part trim line
w w w . a u t o s t e e l . o r g23
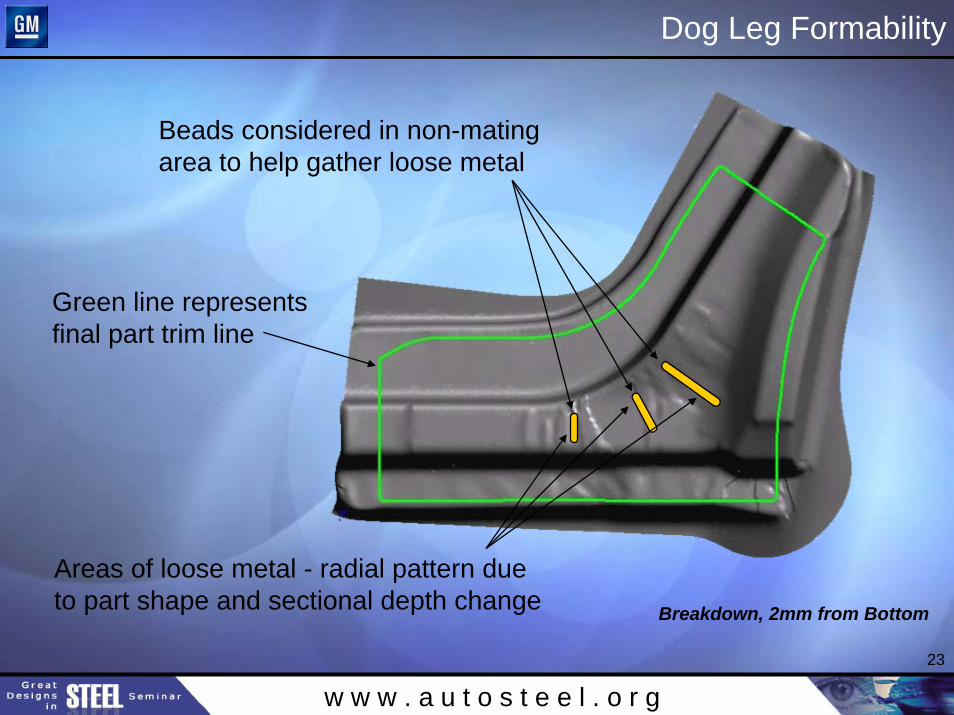
Dog Leg Formability
Areas of loose metal - radial pattern dueto part shape and sectional depth change
Green line representsfinal part trim line
Breakdown, 2mm from Bottom
Beads considered in non-matingarea to help gather loose metal

w w w . a u t o s t e e l . o r g24
Even with beads some loose metalwaviness still evident in final form
Dog Leg Draw Operation Panel
w w w . a u t o s t e e l . o r g25
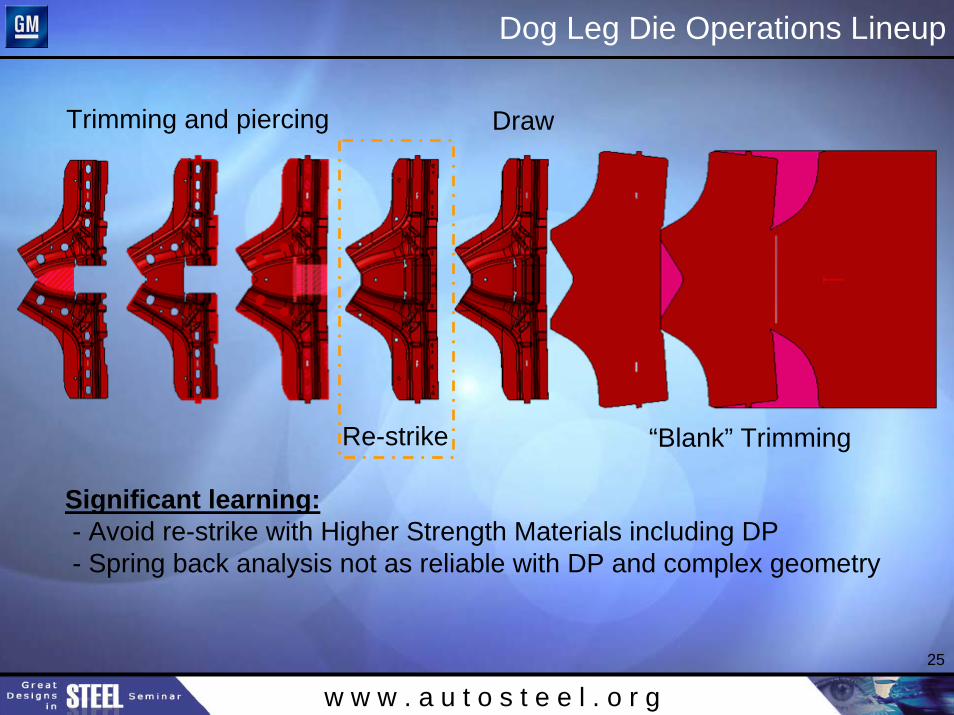
Dog Leg Die Operations Lineup
“Blank” Trimming
Draw
Re-strike
Trimming and piercing
Significant learning:- Avoid re-strike with Higher Strength Materials including DP- Spring back analysis not as reliable with DP and complex geometry

w w w . a u t o s t e e l . o r g26
Dog Leg Die Design
Die
Punch
1750 tons required425-450 sets / hour (net)

w w w . a u t o s t e e l . o r g27
Summary
Dual Phase Steel in 2007 Saturn Aura
Benefits Realized- Higher performance for lower Mass and Cost
Manufacturing Experience- Better than expected formability, Dimensionalcharacteristics, and Tooling costs
Key Manufacturing Considerations- Achieve all form with single hit whenever possible- Die designs including adjustable forms, flange steels, etc. beneficial- Coatings for high wear sections for high volumes essential- DP drives higher tonnage due to higher nitrogen pressure forBinders and Pads as well as Trim shear strength with thicker materials

w w w . a u t o s t e e l . o r g28
Acknowledgements
General MotorsGunther Pautz - Body Design EngineerJeff Bisdorf - Body Design EngineerRon Marucci - Body Design EngineerCurt Horvath - Materials EngineerJason Coryell - Materials EngineerBrian Krok - Die EngineerRavi Tangirala - Vehicle Safety & Simulation EngineerNick Kriete - Structural Analysis Engineer
Challenge ManufacturingDave Slapyznski - Program ManagerJonathan Buckley - Head of Sales and Advanced Engineering
Eclipse Tool & DieCal DeGood - President
Arcelor Mittal NA - Automotive Product Applications DivisionLiang Huang - Formability ExpertGopal Nadkarni - Platform Manager
w w w . a u t o s t e e l . o r g
w w w . a u t o s t e e l . o r g29
w w w . a u t o s t e e l . o r g
Chad CannonGM Global Technology [email protected]