0¹0Æ0ó0ì0¹ M{¡0nsþX4TIGn¶c¥e¹lÕ TIG welding method of ...
4
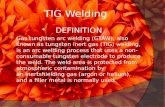
ステンレス配管の現場TIG溶接方法 TIG welding method of stainless steel piping on site 正 会 員 ○須 田 匡 英(竹中工務店) 非 会 員 岡本 晃治(竹中工務店) Masahide SUDA* 1 Koji OKAMOTO* 1 * 1 Takenaka Corporation The high-temperature wastewater and detergents, which contain various components discharged from production equipment at food plants, may degrade their drain piping and cause serious leakage problems. We will report on the quality assurance and short-term construction method for on-site welding of TIG welding of stainless steel piping used as material for drainage piping. In addition, we utilized it in plumbing construction at a large-scale food factory. Among them, a back shield gas injection / discharge port was newly developed and gas substitution time was greatly reduced. We clarified working procedure and management method on project and passed of various inspections. はじめに 食品工場において生産機器から排出される様々な成分 を含んだ高温排水や洗浄のために使用される洗剤はその 排水配管を劣化させ、重大な漏水問題を引き起こす可能 性がある。様々な種別の排水配管がある中でステンレス 配管( 以降、「SUS 管」 ) においては本来フランジ接合など が継手として用いられるが、埋設の場合はその点検や交 換が実質不可能となるため、溶接による接合が最良と考 えられる。 本報ではSUS 管の溶接として用いられるTungsten Inert Gas 溶接 ※1 ( 以降、「TIG 溶接」) について、様々な試験溶 接を基に現場溶接における品質確保及び短期施工方法を まとめ、大規模食品工場の配管施工にて実施・活用した のでここに報告する。 1.概要 1.1 工事概要 建 物 名 称:日清食品株式会社関西工場 建 築 地:滋賀県栗東市下鈎字下川鍋 16 番 1 他 工 期:2017 年 5 月 1 日~2018 年 5 月 15 日 階 数:地上 3 階(法定 4 階) 構 造 種 別:鉄骨造 敷 地 面 積:99,865 ㎡ 建 築 面 積:49,071 ㎡ 延 床 面 積:118,927 ㎡ 最 高 高 さ:24.10m 1.2 配管選定 本プロジェクトの生産排水管には主にパーム油を含む 高温排水( 約 80℃) や薬品洗浄液等が流される。また、建 物下にピットを設けず、配管を土間埋設とする計画で、 生産排水に用いる配管には既設工場でも使用している SUS 管を採用した。ただし、土間埋設部においては、配 管継手部の点検・交換が実質不可能となるため、フラン ジ等の経年劣化による交換が必要な継手類の使用が難し い。そこで、メンテナンスが不要となる溶接による接合 方法を採用した。しかしながら、SUS 管の溶接として用 いられる TIG 溶接の現場での手動溶接には、品質確保及 び短期施工を考慮した方法の検討が必要であった。 2.現場試験溶接 TIG 溶接では溶接時の配管内をバックシールドガス ※2 で置換し、配管内の酸素濃度を低くして溶接による内面 図 1 外観パース 図 3 現場仮設テントの様子 図 4 溶接後配管内面の様子 合格 図 2 現場試験溶接の様子 ガス注入口 テープにて溶接部を仮塞ぎし、 テープをめくり溶接する。 溶接部 ▲試験用配管 黒く酸化しており、 合格ラインではない。 空気調和・衛生工学会大会学術講演論文集{2018.9.12〜14 (名古屋)} -77- 第1 巻 G-20
Transcript of 0¹0Æ0ó0ì0¹ M{¡0nsþX4TIGn¶c¥e¹lÕ TIG welding method of ...

ステンレス配管の現場TIG溶接方法
TIG welding method of stainless steel piping on site
正 会 員 ○須 田 匡 英(竹中工務店) 非 会 員 岡本 晃治(竹中工務店)
Masahide SUDA*1 Koji OKAMOTO*1
*1Takenaka Corporation
The high-temperature wastewater and detergents, which contain various components discharged from production
equipment at food plants, may degrade their drain piping and cause serious leakage problems. We will report on the quality
assurance and short-term construction method for on-site welding of TIG welding of stainless steel piping used as material
for drainage piping. In addition, we utilized it in plumbing construction at a large-scale food factory. Among them, a back
shield gas injection / discharge port was newly developed and gas substitution time was greatly reduced. We clarified
working procedure and management method on project and passed of various inspections.
はじめに 食品工場において生産機器から排出される様々な成分
を含んだ高温排水や洗浄のために使用される洗剤はその
排水配管を劣化させ、重大な漏水問題を引き起こす可能
性がある。様々な種別の排水配管がある中でステンレス
配管(以降、「SUS 管」)においては本来フランジ接合など
が継手として用いられるが、埋設の場合はその点検や交
換が実質不可能となるため、溶接による接合が最良と考
えられる。 本報ではSUS管の溶接として用いられるTungsten Inert
Gas溶接※1(以降、「TIG 溶接」)について、様々な試験溶
接を基に現場溶接における品質確保及び短期施工方法を
まとめ、大規模食品工場の配管施工にて実施・活用した
のでここに報告する。
1.概要
1.1 工事概要
建 物 名 称:日清食品株式会社関西工場
建 築 地:滋賀県栗東市下鈎字下川鍋16番1他
工 期:2017年5月1日~2018年5月15日
階 数:地上3階(法定4階) 構造種別:鉄骨造
敷 地 面 積:99,865㎡ 建 築 面 積:49,071㎡
延 床 面 積:118,927㎡ 最 高 高 さ:24.10m
1.2 配管選定
本プロジェクトの生産排水管には主にパーム油を含む
高温排水(約 80℃)や薬品洗浄液等が流される。また、建
物下にピットを設けず、配管を土間埋設とする計画で、
生産排水に用いる配管には既設工場でも使用している
SUS 管を採用した。ただし、土間埋設部においては、配
管継手部の点検・交換が実質不可能となるため、フラン
ジ等の経年劣化による交換が必要な継手類の使用が難し
い。そこで、メンテナンスが不要となる溶接による接合
方法を採用した。しかしながら、SUS 管の溶接として用
いられるTIG溶接の現場での手動溶接には、品質確保及
び短期施工を考慮した方法の検討が必要であった。 2.現場試験溶接
TIG 溶接では溶接時の配管内をバックシールドガス※2
で置換し、配管内の酸素濃度を低くして溶接による内面
図1 外観パース
図3 現場仮設テントの様子 図4 溶接後配管内面の様子
合格
図2 現場試験溶接の様子
ガス注入口
テープにて溶接部を仮塞ぎし、
テープをめくり溶接する。
溶接部
▲試験用配管
黒く酸化しており、
合格ラインではない。
空気調和・衛生工学会大会学術講演論文集{2018.9.12〜14(名古屋)} -77-
第1巻
G-20

の酸化(溶接焼け)を抑えることで、酸化部の経年劣化に
よる漏水のリスクを抑えている。これを踏まえ、現場TIG溶接を現場で行うに当たり、試験的に溶接業者 3社計 5名で試験溶接を行った。溶接方法としては、1mの配管 2本を突合せ、両端部にガスを注入・排出するための器具
を取り付け、バックシールドガスを充填する。配管内の
酸素濃度は 40ppm以下を基準とし、溶接を行う。ガスの
漏れを極力なくすために、溶接部は仮溶接後にテープで
閉塞し、溶接時はこれをめくりながら溶接する方法とし
た。(図 2) また、溶接場所には仮設テントを設け、外的
要因を少なくなるよう配慮した。(図 3) 結果としては、
現場仮設テント内での溶接は工場での製作に比べ、外的
要因により酸素濃度を低く一定の値で保つことがかなり
難しく、溶接後の配管内面が黒く酸化した。工場での製
作物と比較するとその出来は大きく異なった。※3(図 4) さらに、X線による溶接部の非破壊検査においても計 10本中 3本のみ合格と精度の低いものとなった。また、工
場加工とは違い、溶接後の内面酸化部の酸洗浄が行えず、
さらに精度の高い酸素濃度管理が必要となるため、溶接
方法やガス充填方法について検討を行うこととした。 3.工場試験溶接
上記の内容を踏まえて、工場での試験溶接にて、3点(①溶接方法、②ガス置換方法、③ガス種別・流量)の
検討を行い、現場手動溶接における品質確保及び短期施
工の観点から最良の方法を明らかにした。 3.1 ①溶接方法の検討
従来の溶接方法(配管仮付後溶接棒にて溶接する方法)
では、開先調整や仮付の手間等の観点から溶接時間の削
減を検討した。(図 5) 1つ目に、リング状の溶接棒(以下
「インサートリング※4」)を先に仮付する方法で溶接を行
った。この場合、仮付時のインサートリングの設置に時
間がかかることや仮溶接時の溶接焼けが配管内部に残る
ことが確認された。2つ目にフラックス付溶接棒※5を用
いた溶接を行った。これはバックシールドガスなしでの
溶接が可能となっており、試験でもガス充填なしで溶接
を行った。しかしながら、外面内面共にひどく溶接焼け
が残り、溶接者も普段と違う方法で、やりにくさが目立
った結果となった。上記の結果より、溶接方法は溶接者
がやりやすく、品質が確保しやすい従来方法で進めるこ
ととした。
3.2 ②ガス置換方法の検討
溶接方法検討時にガス置換時間が約2時間かかってい
たため、このガス置換時間の短縮について検討した。
バルーンを用いた局所置換方法
従来の置換方法では配管内部全体にバックシールドガ
スを充填する必要があるが、配管長が長くなるほどガス
充填量が増え、置換時間に影響を及ぼすため、局所的に
置換可能なバルーン※6を溶接部近傍に設置し、酸素濃度
低下時間の削減を検討した。しかし、器具付属のガス抜
き管だけではガスがうまく抜けず、配管内の圧力が高く
なり溶接ができない事象が生じたため、さらにガス抜き
管を設け、配管内部でガスが充填されやすいように改造
し、再度試験溶接を行った。(図 6) ガス抜き管を設ける
ことで、空気の排出がスムーズになり、置換時間が減少
したものの配管内の圧力によって、溶接ができない状態
や酸素濃度が安定しない状態となり、ガス流量のバラン
スをとるのがかなり難しいことが判明したため、本件で
はバルーンによるガス置換方法は使用しないこととした。
(図 7)
従来方法 インサートリング使用 フラックス付溶接棒
図5 各種溶接方法の試験結果
図7 バルーン改造版試験結果
1800 開先1個目のテープを少々(数Cm)剥がし
酸素濃度
ppm 60
40 30ppmへ下がらない
30
目標酸素濃度40ppm
0 ppm安定
0 5 10 15 20 25 分(時間)
N2ガス10L/min
±5~10ppm変動する
10000(0.1%)
N2ガス20L/min
酸素濃度
ppm
目標酸素濃度40ppm以下
空気放出穴追加
バルーン
(改良版)
バルーン
(従来方法)
図6 バルーンイメージ図
空気調和・衛生工学会大会学術講演論文集{2018.9.12〜14(名古屋)} -78-

真空引きを用いた置換方法
配管内部を真空引きし、酸素濃度を下げた状態でガス
を充填することで置換時間を削減する方法を検討した。
真空引き後の置換時間はこれまでで最も速く、約 10分で
目標とする酸素濃度 40ppmに達した。また、溶接時も酸
素濃度が大きく上がることなく溶接を行うことができた。
(図 8) しかしながら、真空引きに要する時間が長く約 2時間かかるため、真空引きの方法を用いる場合は前日よ
り真空引きを行うなど真空引きに掛かる時間を削減する
ための所作が必要となることがわかった。 3.3 ③ガス種別・流量の検討 ガス流量を変化させる方法やバックシールドガスに安
価な窒素ガスだけでなくアルゴンガスを使用すること等
様々な比較試験を行うことで、置換時間が短く溶接のし
やすい方法を比較検討した。
まず、溶接開始までのガス流量を変化させ比較した。
これまで20L/minで注入していたが、5倍(20L/min→100L/min)流すことで置換時間が削減できることを確認
した。(図 9) 次に、窒素ガスとアルゴンガスの比較では
アルゴンガスの方が、置換時間が短く、酸素濃度の安定
性がよかったことを確認した。(図 10) このガス種別の比
較については、窒素ガスに比べアルゴンガスの方が空気
と混合しにくく、アルゴンガスは空気より比重が重いた
め、空気だけを円滑に排出し、ガスを充填させることが
できたためと考えられる。
さらにこれら各種を組み合わせて20種の試験項目を
比較することにより、総合的にガス置換が円滑に行える
方法を検討した。表1に比較試験の内容と結果を示す。
結果として、ガス流量を多く流し、バルーンや真空引き
を使わない方法が、最も置換時間が早く、溶接が行いや
すい結果となったため、この方法を採用することとした。
3.4 ガス置換専用器具の開発 上記の試験を行っていく中で通常のガス流入口ではガ
スの流入が直線的で配管内での拡散性が悪いことが懸念
されたため、流入口を改造し、ガスが旋回しながら流入
していく“旋回ノズル”を作製した。併せて、拡散性を
高めるために配管途中に“パンチング板”を設け試験を
行った。排出口に関しては無数の穴をテープで塞ぐ形の
“管末ガス逃がし装置”を作製し、配管内の圧力を容易
に調整できるようにした。(図 11,12) これにより注入す
るガスは旋回流で配管全体に均一に置換され、またガス
の比重や配管の回転に応じて空気を逃がす穴が選定でき
るようになり、さらに短時間でのガス置換が可能となっ
た。ここでは拡散性能や設置時間等の観点からパンチン
グ板の有無を比較したが、試験ではパンチング板がない
場合の方が早く置換することができたため、旋回ノズル
と管末ガス逃がし装置を用いた溶接方法で進めることと
した。(図 13)
1800 開先1個目のテープ剥がし
酸素濃度
ppm 60
40
30
目標酸素濃度40ppm
0 ppm安定
0 5 10 15 20 25 分(時間)
開先2個目のテープ剥がし
10000(0.1%)
N2ガス20L/min
目標酸素濃度40ppm以下
酸素濃度
ppm
図10 窒素ガスとアルゴンガスの比較
1800
500
酸素濃度 200
ppm 60
40 40ppm安定*N2ガス15L/min
30
20 目標酸素濃度40ppm以下
0 5 10 15 20 25 分(時間)
10000(0.1%)
N2ガス35L/min 窒素ガス
18
1800
1500
酸素濃度 200
ppm 60
40 20ppm安定*N2ガス35~10L/min
30
20 目標酸素濃度40ppm以下
0
0 5 10 15 20 25 分(時間)
10000(0.1%)
Arガス35L/min
Arガス35L/min
アルゴンガス
図8 真空引き試験結果
1800
1500
酸素濃度 200
ppm 60
40
30
20 目標酸素濃度40ppm以下
0
0 5 10 15 20 25 分(時間)
バルーン無しは速い。
配管直管のピストン流は、置換時間が速い。
10000(0.1%)
Arガス100L/min
Arガス35L/minへ減
図9 ガス流量増量試験結果
流量増
(通常20L/min→100L/min)
図12 流入出口設置器具
パンチング板 旋回ノズル 管末ガス逃がし装置
ガス
溶接部 ガス注入口 ガス排出口
備考その他
有無 真空度○× ○× 高中低※ (N2orAr) (L/min) (min) ◎○×
1 × × ― Ar 100 管末ホース 5 ◎ ガス使用量が多いが、置換時間は短い2 × ○ 高 N2 35 管末ホース 9 ◎ 真空度を上げると置換時間が早い3 ○ ○ 中 Ar 35 透明ホース 8 ○4 × ○ 低 N2 35 管末ホース 10 ○5 × ○ 中 N2 35 管末ホース 12 ○6 × ○ 中 Ar 35 管末ホース 12 ○7 × ○ 中 Ar 35 管末ホース 13 ○8 ○ ○ 中 Ar 35 管末ホース 13 ○9 × ○ 中 N2 35 管末ホース 15 ○10 × ○ 低 N2 30 管末ホース 16 ○11 × ○ 中 N2 35 管末ホース 16 ○12 × × ― Ar 55 管末ホース 16 ○13 ○ × ― N2 20 圧空消音器 7 × 溶接時濃度不安定14 ○ × ― Ar 20 圧空消音器 7 × 溶接時濃度不安定15 ○ × ― N2 20 透明ホース 9 × 酸素濃度が安定しない16 ○ × ― Ar 20 透明ホース 9 × 酸素濃度が安定しない17 × ○ 中 N2 20 管末ホース 13 × 途中で中止18 × × ― N2 20 管末ホース 20 × 途中で中止19 ○ ○ 中 N2 25 透明ホース 24 × 途中で中止20 ○ × ― Ar 20 透明ホース 60 × 途中で中止
※真空度 高:700㎜Hg以上 中:550~700㎜Hg 低:551㎜Hg未満
※評価及び酸素濃度到達時間順
No.真空引き
使用ガスバルーン
有無
条件酸素濃度(40ppm)
到達時間
評価ガス流量 ガスノズルの種類
結果
表1 各種比較試験結果一覧
図11 従来方法のガス注入・排出イメージ
空気調和・衛生工学会大会学術講演論文集{2018.9.12〜14(名古屋)} -79-

4.現場での取組・管理方法
本プロジェクトでは、配管を工場で可能な限り溶接し
た状態(最長8m)で現場へ搬入し、敷地内に設置した加工
場及び埋設場丘上での溶接を経て、配管敷設状態での最
終溶接を行った。(図 14) この手順で行うことにより、本
来現地埋設場(つぼ掘り)で溶接を行う予定だった溶接箇
所(972ヶ所)を約9%(85ヶ所)にまで減らし、より溶接
環境の良い状態で作業を行えるようにした。これにより、
品質の向上及び作業時間の削減に繋げた。
また、溶接状況に関しても品質確保のための確認項目
を設定し、開先形状や酸素濃度の確認、内外面の溶接焼
け状況、防食対策等を記録に残して管理を行った。(図15) 結果として内外面の溶接状況や抜き取りの非破壊検
査、気密や満水検査等の項目を全て合格した。
5.まとめ
現場にて行われる SUS配管のTIG 溶接について、そ
の品質確保と短期施工方法を新たに確立するため、様々
な試験溶接を行った。その中で、バックシールドガス注
入・排出口を新たに開発し、その有用性を証明しただけ
でなく、ガス流量やガス種別を明確にすることで、ガス
置換時間を大幅に削減した。加えて、作業手順や管理方
法も同様に定めて実プロジェクトにて実施・管理を行い、
各種検査項目の全数合格を確認することができた。
図13 流入出口設置器具比較試験結果
管末ガス逃がし装置 旋回ノズル
パンチング板 溶接部
管末ガス逃がし装置
注釈:※1 TIG溶接とは、電極にタングステン、シールドガスに不活性ガスを使用
した溶接方法で、溶接時に母材内面の溶融金属部をガスでシールドして大気から
遮断することで、燃焼による母材の酸化を保護する目的で用いられる。※2 配管
内部の酸素濃度を低下させるために配管内部に充填する不活性ガスのこと。一般
に窒素ガスやアルゴンガスが用いられる。※3 溶接の合否については、ステンレ
ス協会より発行されるテンパーカラー表を基に 50ppm 以下の溶接焼け色までを合
格とした。※4 リング状の溶接棒で先行して配管間に仮溶接することで、開先の
隙間をなくし、配管内からのガス排出を抑えることで安定した溶接が可能となっ
ている。※5 溶接棒自体に被覆材が入っており、バックシールドガスなしで溶接
できるとされる溶接棒。※6 局所バックシールドガス充填用の専用器具で配管内
溶接部近傍に設置して使用する。ガスをバルーン内部に通して配管内に充填する
ことでバルーン内部の圧力を保ちながら配管内を置換する。
旋回ノズル
溶接部
管末ガス逃がし装置
パンチング板有りの場合 パンチング板無しの場合
① 工場加工・搬入
溶接箇所数:701ヶ所
配管長:最長8m
② 現場加工場
溶接箇所数:156ヶ所
配管長:最長16m
③ 現場埋設場(丘上)
溶接箇所数:31ヶ所
配管長:最長24m
④ 現場埋設場(つぼ掘り)
溶接箇所数:85ヶ所
(総溶接箇所:計972ヶ所 配管総距離:約1,350m(埋設部のみ))
試験結果 1800 Arガス200L/min半分+Arガス280L/min半分=4,700L
1200
600
100 管内圧力0.4KPa
60 管内圧力40mm水柱
40
30
20 目標酸素濃度40ppm以下
0
0 5 10 15 20 25 分(時間)
ppm安定
17.5min
10000(0.1%)
N2ガス供給25L/minへ減
管内圧力0.5KPa
管内圧力50mm水柱
管内圧力8KPa
管内圧力800mm水柱
18分
試験結果 1800 Arガス280L/min*10min=2,800LのArガスと仮定します。
1200
600
100 管内圧力0.4KPa
60 管内圧力40mm水柱
40
30
20 目標酸素濃度40ppm以下
0
0 5 10 15 20 25 分(時間)
10000(0.1%)
10分
図14 配管据付施工手順
図15 溶接状況確認
内視鏡による溶接内面の確認 研磨後の溶接部外面確認
空気調和・衛生工学会大会学術講演論文集{2018.9.12〜14(名古屋)} -80-