0 Cours complet - chauvincpge.free.frchauvincpge.free.fr/ppm/Materiaux_cours.pdf · PTSI - SII P....
40
PTSI - SII P. CHAUVIN MATÉRIAUX : PROPRIÉTÉS, TRAITEMENTS, FAMILLES (COURS) I Structure des corps solides 1 II Propriétés des matériaux 2 III Traitement des matériaux 16 IV Familles des matériaux et désignation 27 V Choisir un matériau 38
-
Upload
nguyenquynh -
Category
Documents
-
view
224 -
download
1
Transcript of 0 Cours complet - chauvincpge.free.frchauvincpge.free.fr/ppm/Materiaux_cours.pdf · PTSI - SII P....
PTSI - SII P. CHAUVIN
MATÉRIAUX : PROPRIÉTÉS, TRAITEMENTS, FAMILLES
(COURS)
I Structure des corps solides 1
II Propriétés des matériaux 2
III Traitement des matériaux 16
IV Familles des matériaux et désignation 27
V Choisir un matériau 38
PTSI - SII P. CHAUVIN
MATÉRIAUX : PROPRIÉTÉS, TRAITEMENTS, FAMILLES
Les matériaux sont à la source de la technologie et du monde industriel.
Sélectionner un matériau n’est généralement pas une opération simple compte tenu de la grande variété proposée. Le choix dépend autant du prix que des qualités propres du matériau (caractéristiques telles que sa résistance, son coefficient de frottement, de dilatation, sa densité, etc…) et du procédé de fabrication retenu
pour la réalisation, qui lui-même dépend du produit à obtenir : unitaire ou en série, formes…
Table des matières I Structure des corps solides 1 II Propriétés des matériaux 2 2.1 Propriétés de mise en forme 2 2.2 Propriétés tribologiques 3 2.3 Propriétés (et essais) mécaniques 5 2.3.1 Essai de traction 5 2.3.2 Essai de torsion 8 2.3.3 Essai de résilience 8 2.3.4 Essai de dureté 10 2.3.5 Essai de fluage 12 2.3.6 Essai de fatigue ou d’endurance 13 2.4 Autres caractéristiques des matériaux 15 III Traitement des matériaux 16 3.1 Diagramme fer-carbone : aciers et fontes 16 3.2 Traitement thermique dans la masse 18 3.3 Traitements de surface 22 3.3.1 Traitements thermiques de surface 22 3.3.2 Traitements électrolytiques 24 3.3.3 Métallisation 26 3.3.4 Dépôts particuliers 26 3.3.5 Revêtements organiques ; peintures et vernis 26 IV Familles des matériaux et désignation 27 4.1 Métaux 28 4.1.1 Aciers non alliés (« aciers au carbone ») 28 4.1.2 Aciers faiblement alliés, pour haute résistance 29 4.1.3 Aciers fortement alliés 29 4.1.4 Fontes 30 4.1.5 Aluminium et alliages 31 4.1.6 Cuivre et alliages 32 4.1.7 Magnésium et alliages 32 4.1.8 Zinc et alliages 32 4.1.9 Titane et alliages 33 4.1.10 Désignation des métaux frittés 33 4.2 Matières plastiques et élastomères 34 4.3 Céramiques 36 4.4 Matériaux composites 37 4.5 Les nouveaux matériaux 37 V Choisir un matériau 38
PTSI - SII Matériaux : Propriétés, traitements, familles 1
1) STRUCTURE DES CORPS SOLIDES
1.1) Réseaux cristallins
Chaque atome attire autant de voisins qu’il le peut. Il en résulte une structure compacte et résistante ayant des liaisons courtes et une densité élevée.
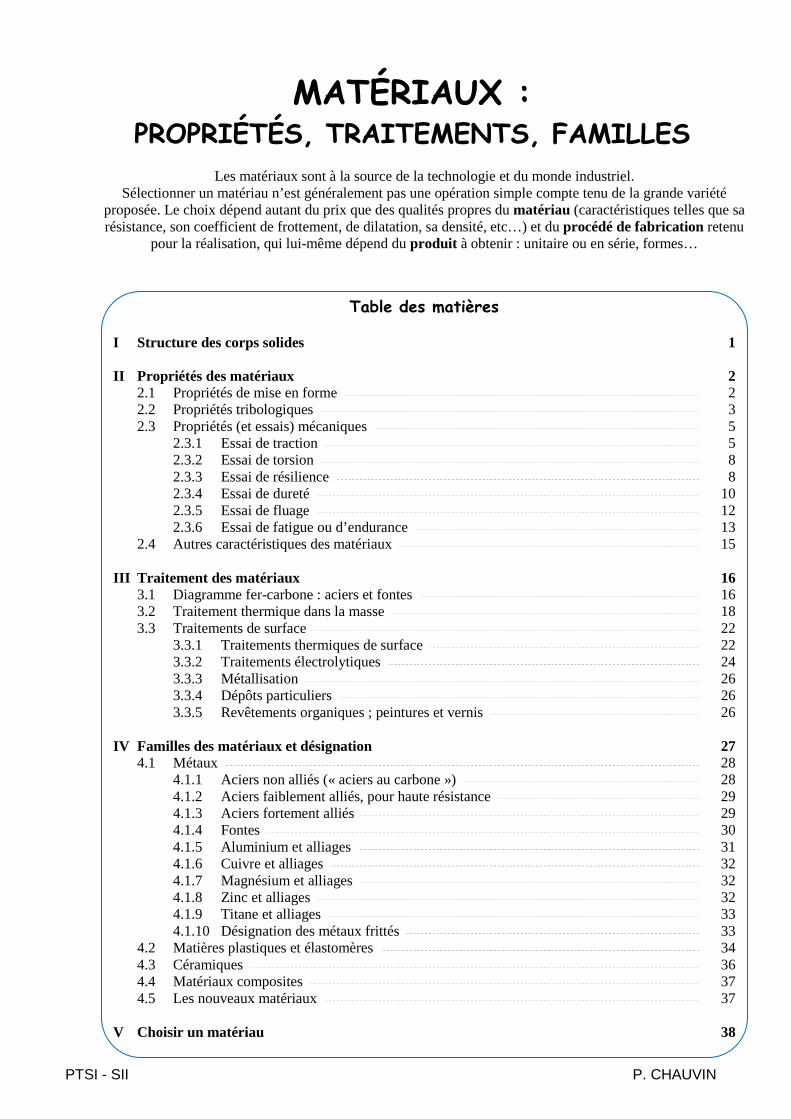
Il existe trois formes principales d’assemblage compact cristallin (pour les métaux) : - Le réseau hexagonal compact (HC) ;
Par exemple : le magnésium ; le cobalt pour une température < 477°C.
- Le réseau cubique à faces centrées (CFC), il y a un atome au centre de chaque face ;
Par exemple : l’aluminium ; le cobalt pour une température > 477°C ; le fer γ (ou austénite) (906°C).
- Le réseau cubique centré (CC), pas d’atome au centre des faces mais un au centre du cube ;
Par exemple : le fer α (ou ferrite) (à température ambiante).
1.2) Solides amorphes
Un matériau amorphe est un matériau pour lequel ses molécules possèdent une structure fondamentale qui n’est pas régulière. Ainsi on trouve le verre, la silice amorphe, des polymères (plastiques) et les élastomères (caoutchoucs) comme exemples de matériaux amorphes.
1.3) Cas général et effet sur les propriétés du matériau
En général les matériaux ne sont ni purement cristallins ni purement amorphes mais sont un agrégat de petits cristaux ; on dit qu’ils sont polycristallins.
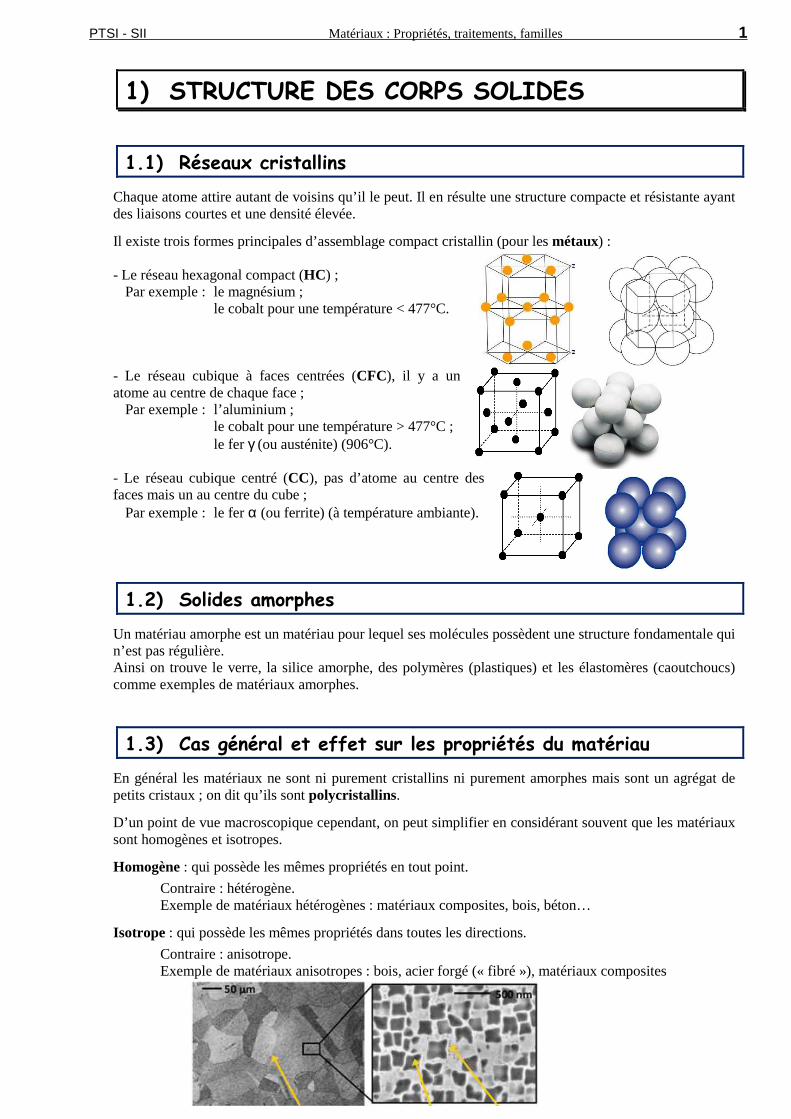
D’un point de vue macroscopique cependant, on peut simplifier en considérant souvent que les matériaux sont homogènes et isotropes.
Homogène : qui possède les mêmes propriétés en tout point.
Contraire : hétérogène. Exemple de matériaux hétérogènes : matériaux composites, bois, béton…
Isotrope : qui possède les mêmes propriétés dans toutes les directions.
Contraire : anisotrope. Exemple de matériaux anisotropes : bois, acier forgé (« fibré »), matériaux composites
PTSI - SII Matériaux : Propriétés, traitements, familles 2
2) PROPRIÉTÉS DES MATÉRIAUX
2.1) Propriétés de mise en forme
2.1.1) Moulabilité ou coulabilité
La coulabilité (ou moulabilité) est l’aptitude d’un matériau fondu à bien remplir le moule et à reproduire fidèlement son empreinte. Si la coulabilité est trop faible il peut y avoir des trous dans le remplissage (surtout dans les sections de faible diamètre).
Facteurs influençant la coulabilité des métaux : L’augmentation de température augmente la coulabilité de tous les métaux et alliages métalliques. Les inclusions non métalliques dans un alliage diminuent sa coulabilité.
Essai de coulabilité : La coulabilité est testée dans une éprouvette en forme de spirale, la longueur parcourue par le métal avant la solidification permet de caractériser la coulabilité.
Exemples : - les fontes ont une bonne coulabilité, mais la teneur en soufre diminue la coulabilité. - les alliages d’aluminium ont une bonne coulabilité ; - les aciers ont une coulabilité moyenne, pouvant devenir mauvaise en fonction des
éléments d’alliage.
2.1.2) Soudabilité
Le soudage de deux pièces métalliques consiste à chauffer l’endroit de leur contact jusqu’à la fusion ou jusqu'à l’état plastique (par pression). La soudabilité d’un métal est son aptitude à être soudé avec lui-même ou avec un autre alliage métallique.
Exemples : La fonte a une mauvaise soudabilité car elle présente des inclusions de graphite libre. La soudabilité des aciers est très influencée par la teneur en carbone : plus le pourcentage de carbone est important, plus la soudabilité est mauvaise. Une présence trop importante de soufre est nocive pour la soudabilité, elle provoque la fissuration du métal à chaud.
2.1.3) Ductilité (pour forgeage/estampage/matriçage, pliage, cintrage)
La ductilité est l’aptitude d’un matériau, sous la contrainte, à acquérir de grandes déformations permanentes (plastiques) avant de se rompre. La ductilité en traction est donnée par l’allongement pour cent : A% (cf. chapitre sur l’essai de traction).
Les procédés d’obtention des formes comme le forgeage (ou estampage ou matriçage), le pliage, le cintrage et l’emboutissage nécessitent que le matériau ait une bonne ductilité.
Classement par ordre de ductilité croissante : Fontes < Alliages cuivreux < Aciers < Alliages d’aluminium < Alliages de cuivre
PTSI - SII Matériaux : Propriétés, traitements, familles 3
2.1.4) Usinabilité
L’usinabilité est l’aptitude d’un matériau à être façonné à l’outil coupant, donc à se laisser transformer en copeaux.
Exemple : - La fonte est difficilement usinable. La présence de silicium améliore l’usinabilité de la fonte, alors que
la présence de manganèse la rend pratiquement inusinable. - En ajoutant des éléments non miscibles à l’acier ou des inclusions de sulfure on lui donne une
usinabilité maximale. A résistance ou dureté égale, les aciers non alliés s’usinent mieux que les aciers nickel-chrome. L’usinabilité d’un acier non allié est maximale pour une teneur d’environ 0,25% de carbone. Si la teneur en carbone augmente, l’augmentation de la dureté rend plus difficile l’enlèvement de copeaux. Si à l’inverse elle diminue, le copeau est alors très ductile et donc adhère à l’outil : il devient donc difficile à évacuer.
Essai d’usinabilité : L’essai de tournage à vitesse de coupe accélérée ou essai BRANDSMA consiste à dresser la face d’un disque à l’aide d’un outil en acier rapide. La vitesse de coupe croit linéairement en fonction du temps et de la longueur usinée jusqu'à la destruction du bec d’outil.
2.2) Propriétés tribologiques La tribologie est la science qui s’intéresse aux surfaces en contact, animées d’un mouvement relatif (notion de déplacement et de vitesse entre deux corps). Les grandeurs caractéristiques en tribologie sont :
- le coefficient de frottement de glissement : rapport de la force tangentielle qui s’oppose au mouvement relatif, à la force normale qui appuie les corps l’un sur l’autre. (cf. cours sur les actions mécaniques – frottement) ;
- la rugosité : influe sur le coefficient d’adhérence, de frottement, la stabilité du régime de lubrification, la résistance à la fatigue. La phase de rodage correspond à une diminution de la rugosité des surfaces (disparition des aspérités les plus importantes et les plus irrégulières par frottement avec une autre surface).
- le produit p.V (cf. cours sur la technologie des liaisons : liaison pivot par coussinet).
2.2.1) Usure adhésive
Sous l’action des contraintes dues à l’utilisation et à la température, les matériaux subissent des déformations élasto-plastiques qui entraînent l’apparition de micro liaisons entre les deux solides.
Ce phénomène peut entraîner un grippage généralisé.
Ce phénomène s’accélère avec l’augmentation de la pression exercée, de la vitesse de glissement (de laquelle dépend la température superficielle du matériau), l’état de surface (plus il y a d’aspérités plus le phénomène a lieu car la pression se répartie sur une petite surface), mais aussi de l’environnement (présence de lubrifiant) et de la nature des matériaux.
Pour éviter ce phénomène il faut :
- Éviter le contact métal/métal (par présence de lubrifiant par exemple) ;
- Éviter les déformations plastiques en augmentant leur dureté ou en diminuant la pression de charge ;
- Limiter les échauffements par diminution de la vitesse de glissement, de la charge, du coefficient de frottement, par évacuation de la chaleur dégagée dans les zones de contact. Pour les métaux, il faut que la température soit inférieure à 0,3 fois la température de fusion ;
- Limiter l’aptitude à l’adhésion des matériaux en contact, par exemple en choisissant des métaux insolubles entre eux.
PTSI - SII Matériaux : Propriétés, traitements, familles 4
2.2.2) Usure abrasive
L’usure abrasive se manifeste par des rayures, des griffures, des polissages et des arrachements de micro-copeaux dus à l’action de particules mobiles qui viennent agresser les surfaces solides. Ces particules peuvent aussi être enchâssées dans l’une des surfaces et agresser l’autre.
Pour éviter ce phénomène il faut : - Éliminer les particules par filtrage ; - Aménager des rainures pour les retenir ; - Augmenter la dureté du métal.
2.2.3) Usure érosive
L’usure érosive peut être définie comme la perte de matière provoquée par l’action d’un fluide en mouvement contenant des particules solides de faibles dimensions qui heurtent les surfaces en endommageant les couches superficielles.
Par exemple l’érosion par cavitation d’un matériau en mouvement par rapport à un liquide, dans une région d’implosions de bulles de vapeur. Ces implosions provoquent des pics élevés de température et de contraintes par impact du liquide sur les parois et effet d’onde de choc, ce qui entraîne l’extraction de particules par érosion et fatigue.
2.2.4) Usure par fatigue
Chaque fois que les phénomènes tribologiques se répètent de façon cyclique, on est confronté à des phénomènes de fatigue superficielle.
Par exemple, dans un roulement, la contrainte de cisaillement est maximale pour les points situés un peu en dessous de la surface sous la bille. La fatigue créée en ces points des amorces de fissures, qui se propagent vers la surface, et provoquent le phénomène d’écaillage des chemins de roulement.
Le même phénomène se produit au niveau des dents des engrenages.
2.2.5) Usure induite par petits débattements
Un petit débattement entre deux surfaces entraîne une usure manifestée par l’émission de particules provenant des oxydes superficiels et de la dégradation des corps en contact, il y a formation d’une poudre fine (rouge ou noire selon les matériaux).
PTSI - SII Matériaux : Propriétés, traitements, familles 5
2.3) Propriétés (et essais) mécaniques La plupart des notions abordées dans ce chapitre seront revues et largement complétées en 2e année, lors du cours sur la résistance des matériaux.
2.3.1) Essai de traction
a) Mise en place de l’essai
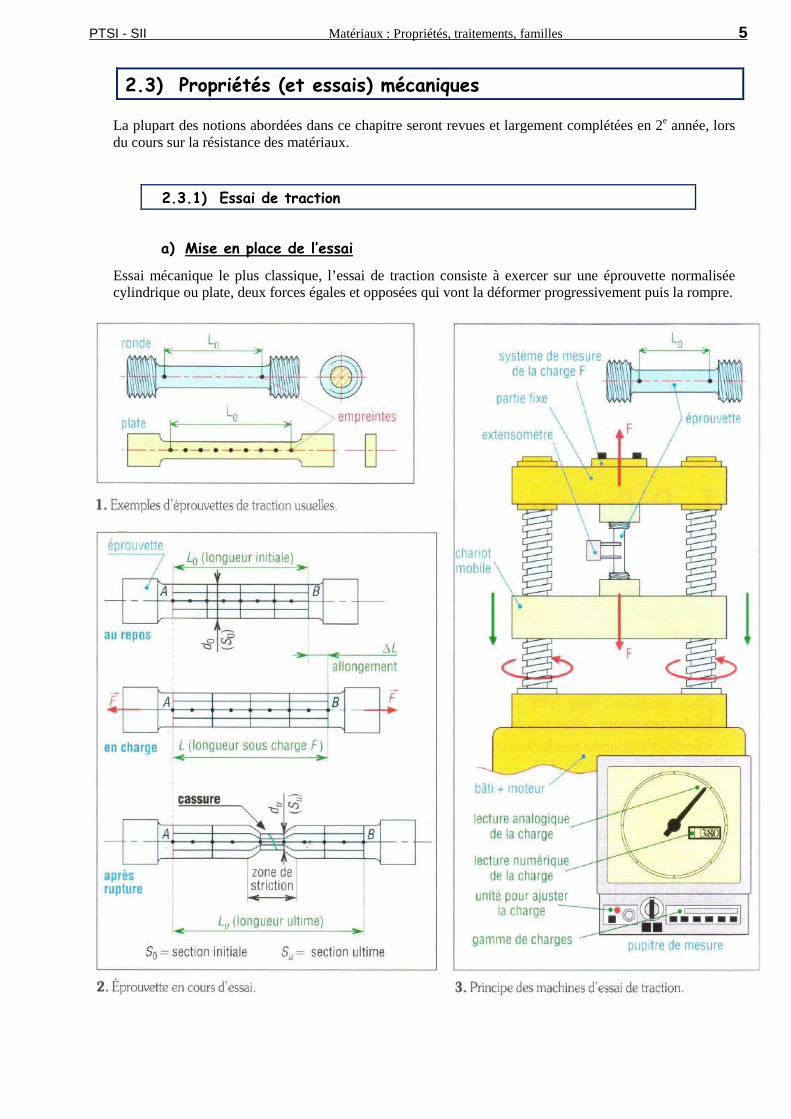
Essai mécanique le plus classique, l’essai de traction consiste à exercer sur une éprouvette normalisée cylindrique ou plate, deux forces égales et opposées qui vont la déformer progressivement puis la rompre.
PTSI - SII Matériaux : Propriétés, traitements, familles 6
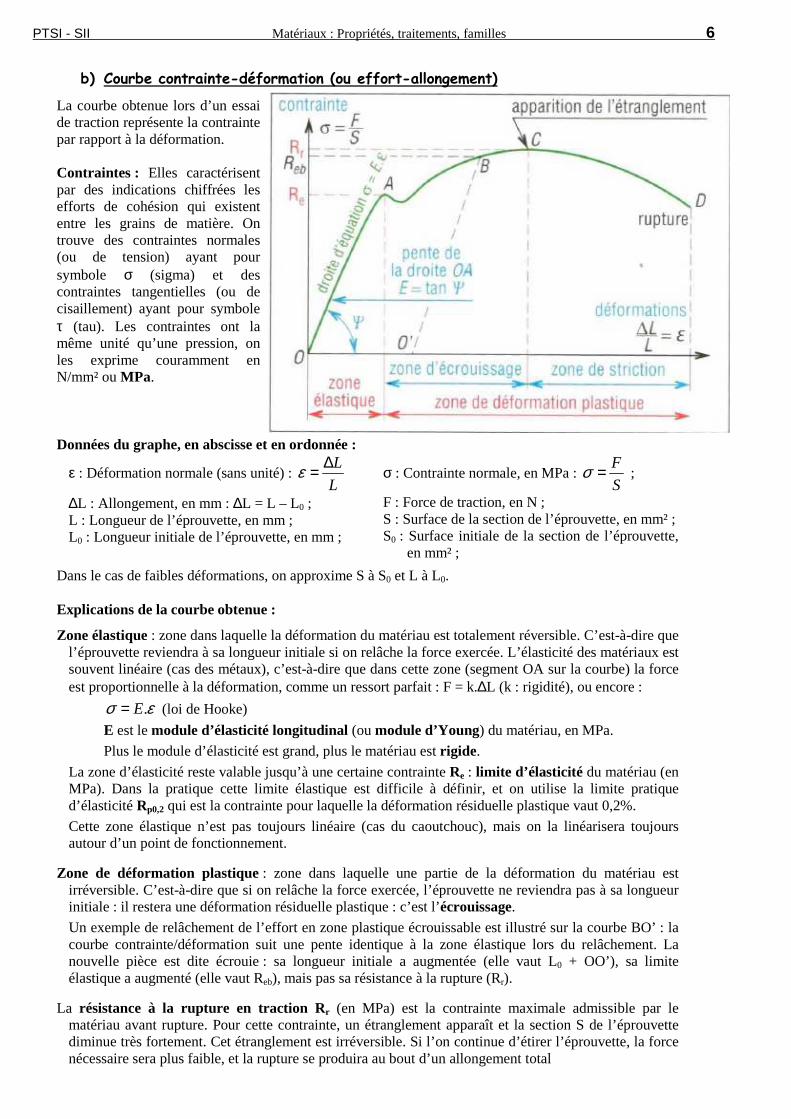
b) Courbe contrainte-déformation (ou effort-allongement)
La courbe obtenue lors d’un essai de traction représente la contrainte par rapport à la déformation. Contraintes : Elles caractérisent par des indications chiffrées les efforts de cohésion qui existent entre les grains de matière. On trouve des contraintes normales (ou de tension) ayant pour symbole σ (sigma) et des contraintes tangentielles (ou de cisaillement) ayant pour symbole τ (tau). Les contraintes ont la même unité qu’une pression, on les exprime couramment en N/mm² ou MPa. Données du graphe, en abscisse et en ordonnée :
ε : Déformation normale (sans unité) : L
Lε ∆=
∆L : Allongement, en mm : ∆L = L – L0 ; L : Longueur de l’éprouvette, en mm ; L0 : Longueur initiale de l’éprouvette, en mm ;
σ : Contrainte normale, en MPa : F
Sσ = ;
F : Force de traction, en N ; S : Surface de la section de l’éprouvette, en mm² ; S0 : Surface initiale de la section de l’éprouvette,
en mm² ;
Dans le cas de faibles déformations, on approxime S à S0 et L à L0. Explications de la courbe obtenue :
Zone élastique : zone dans laquelle la déformation du matériau est totalement réversible. C’est-à-dire que l’éprouvette reviendra à sa longueur initiale si on relâche la force exercée. L’élasticité des matériaux est souvent linéaire (cas des métaux), c’est-à-dire que dans cette zone (segment OA sur la courbe) la force est proportionnelle à la déformation, comme un ressort parfait : F = k.∆L (k : rigidité), ou encore :
.Eσ ε= (loi de Hooke)
E est le module d’élasticité longitudinal (ou module d’Young) du matériau, en MPa.
Plus le module d’élasticité est grand, plus le matériau est rigide.
La zone d’élasticité reste valable jusqu’à une certaine contrainte Re : limite d’élasticité du matériau (en MPa). Dans la pratique cette limite élastique est difficile à définir, et on utilise la limite pratique d’élasticité Rp0,2 qui est la contrainte pour laquelle la déformation résiduelle plastique vaut 0,2%.
Cette zone élastique n’est pas toujours linéaire (cas du caoutchouc), mais on la linéarisera toujours autour d’un point de fonctionnement.
Zone de déformation plastique : zone dans laquelle une partie de la déformation du matériau est irréversible. C’est-à-dire que si on relâche la force exercée, l’éprouvette ne reviendra pas à sa longueur initiale : il restera une déformation résiduelle plastique : c’est l’écrouissage. Un exemple de relâchement de l’effort en zone plastique écrouissable est illustré sur la courbe BO’ : la courbe contrainte/déformation suit une pente identique à la zone élastique lors du relâchement. La nouvelle pièce est dite écrouie : sa longueur initiale a augmentée (elle vaut L0 + OO’), sa limite élastique a augmenté (elle vaut Reb), mais pas sa résistance à la rupture (Rr).
La résistance à la rupture en traction Rr (en MPa) est la contrainte maximale admissible par le matériau avant rupture. Pour cette contrainte, un étranglement apparaît et la section S de l’éprouvette diminue très fortement. Cet étranglement est irréversible. Si l’on continue d’étirer l’éprouvette, la force nécessaire sera plus faible, et la rupture se produira au bout d’un allongement total
PTSI - SII Matériaux : Propriétés, traitements, familles 7
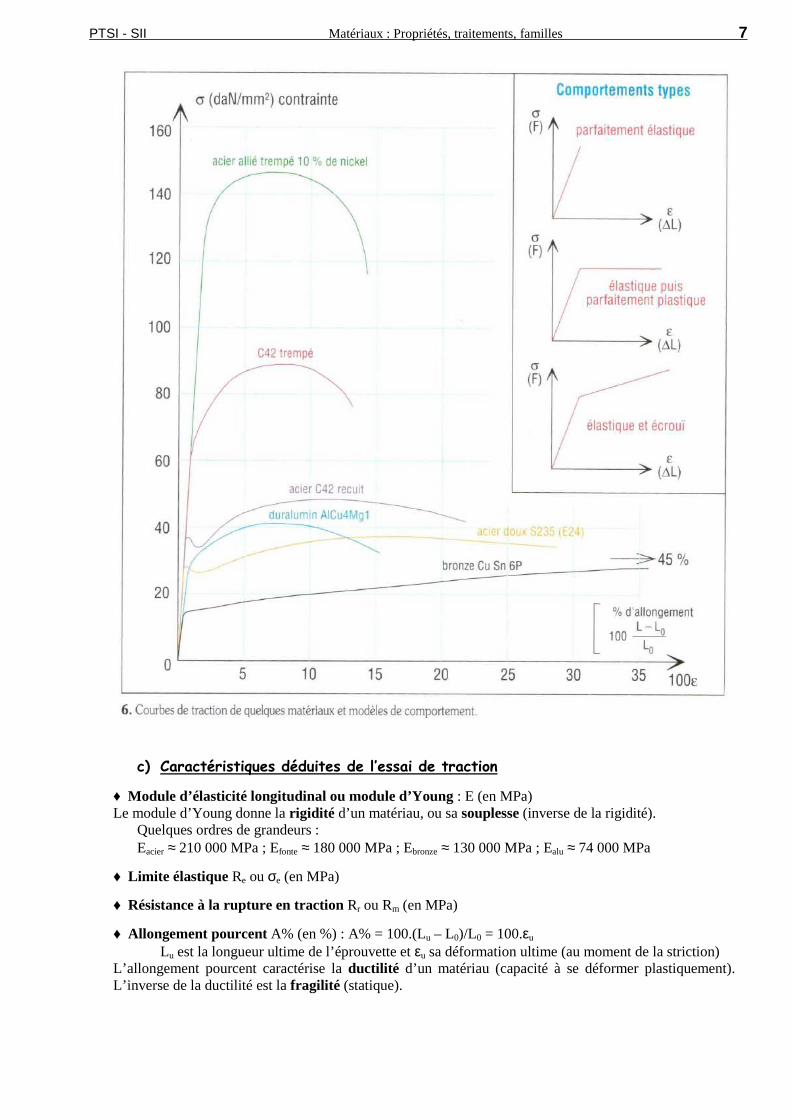
c) Caractéristiques déduites de l’essai de traction
♦ Module d’élasticité longitudinal ou module d’Young : E (en MPa) Le module d’Young donne la rigidité d’un matériau, ou sa souplesse (inverse de la rigidité).
Quelques ordres de grandeurs : Eacier ≈ 210 000 MPa ; Efonte ≈ 180 000 MPa ; Ebronze ≈ 130 000 MPa ; Ealu ≈ 74 000 MPa
♦ Limite élastique Re ou σe (en MPa)
♦ Résistance à la rupture en traction Rr ou Rm (en MPa)
♦ Allongement pourcent A% (en %) : A% = 100.(Lu – L0)/L0 = 100.εu Lu est la longueur ultime de l’éprouvette et εu sa déformation ultime (au moment de la striction) L’allongement pourcent caractérise la ductilité d’un matériau (capacité à se déformer plastiquement). L’inverse de la ductilité est la fragilité (statique).
PTSI - SII Matériaux : Propriétés, traitements, familles 8
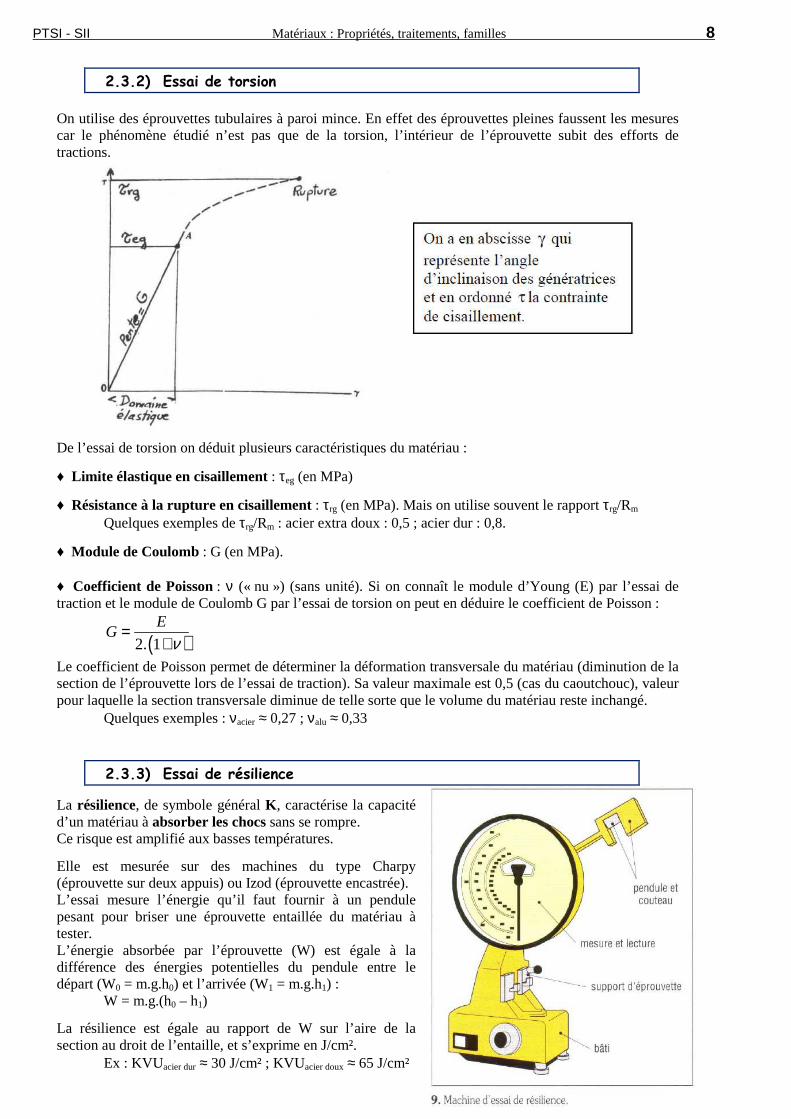
2.3.2) Essai de torsion On utilise des éprouvettes tubulaires à paroi mince. En effet des éprouvettes pleines faussent les mesures car le phénomène étudié n’est pas que de la torsion, l’intérieur de l’éprouvette subit des efforts de tractions.
De l’essai de torsion on déduit plusieurs caractéristiques du matériau :
♦ Limite élastique en cisaillement : τeg (en MPa)
♦ Résistance à la rupture en cisaillement : τrg (en MPa). Mais on utilise souvent le rapport τrg/Rm Quelques exemples de τrg/Rm : acier extra doux : 0,5 ; acier dur : 0,8.
♦ Module de Coulomb : G (en MPa). ♦ Coefficient de Poisson : ν (« nu ») (sans unité). Si on connaît le module d’Young (E) par l’essai de traction et le module de Coulomb G par l’essai de torsion on peut en déduire le coefficient de Poisson :
( )2. 1
EG
ν=
+
Le coefficient de Poisson permet de déterminer la déformation transversale du matériau (diminution de la section de l’éprouvette lors de l’essai de traction). Sa valeur maximale est 0,5 (cas du caoutchouc), valeur pour laquelle la section transversale diminue de telle sorte que le volume du matériau reste inchangé.
Quelques exemples : νacier ≈ 0,27 ; νalu ≈ 0,33
2.3.3) Essai de résilience
La résilience, de symbole général K , caractérise la capacité d’un matériau à absorber les chocs sans se rompre. Ce risque est amplifié aux basses températures.
Elle est mesurée sur des machines du type Charpy (éprouvette sur deux appuis) ou Izod (éprouvette encastrée). L’essai mesure l’énergie qu’il faut fournir à un pendule pesant pour briser une éprouvette entaillée du matériau à tester. L’énergie absorbée par l’éprouvette (W) est égale à la différence des énergies potentielles du pendule entre le départ (W0 = m.g.h0) et l’arrivée (W1 = m.g.h1) :
W = m.g.(h0 – h1)
La résilience est égale au rapport de W sur l’aire de la section au droit de l’entaille, et s’exprime en J/cm². Ex : KVUacier dur ≈ 30 J/cm² ; KVUacier doux ≈ 65 J/cm²

PTSI - SII Matériaux : Propriétés, traitements, familles 9
PTSI - SII Matériaux : Propriétés, traitements, familles 10
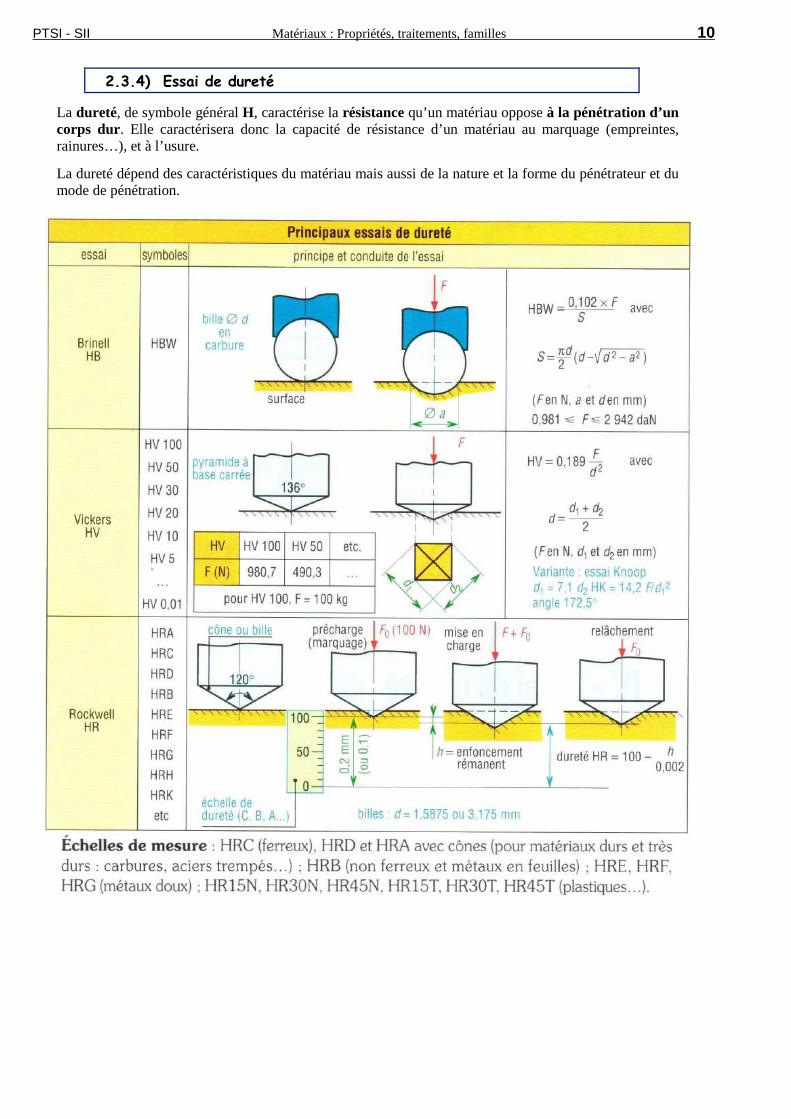
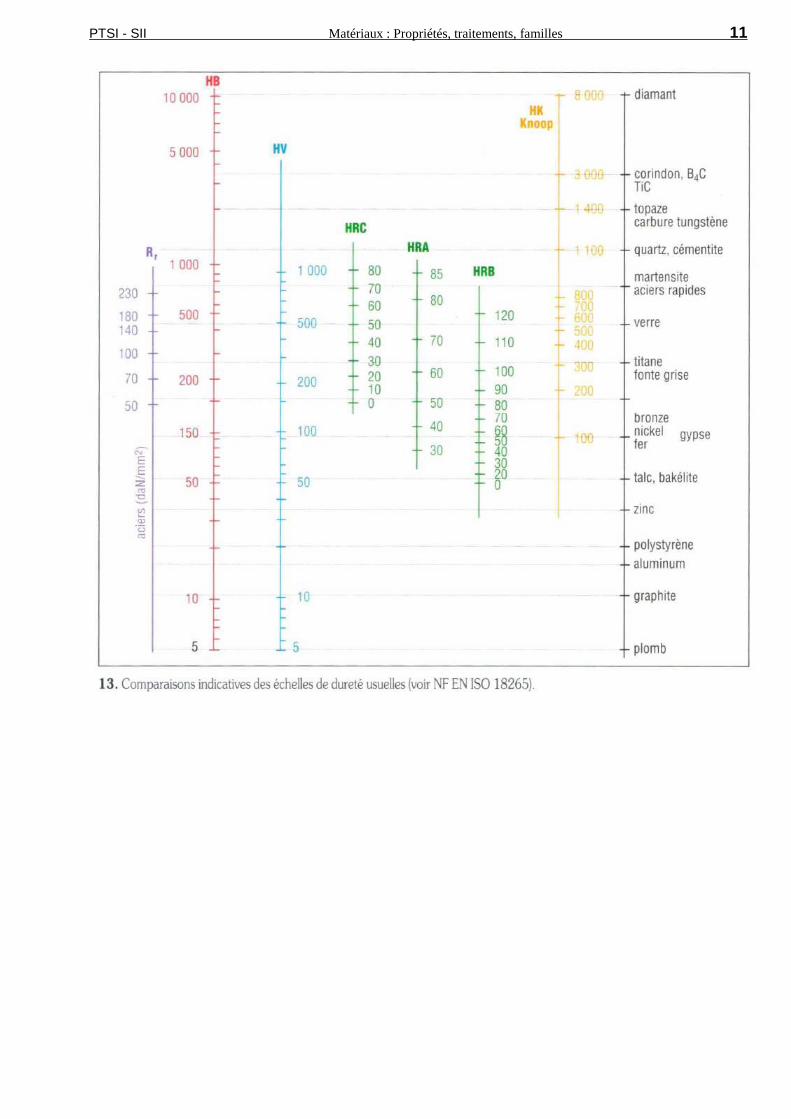
2.3.4) Essai de dureté
La dureté, de symbole général H, caractérise la résistance qu’un matériau oppose à la pénétration d’un corps dur. Elle caractérisera donc la capacité de résistance d’un matériau au marquage (empreintes, rainures…), et à l’usure.
La dureté dépend des caractéristiques du matériau mais aussi de la nature et la forme du pénétrateur et du mode de pénétration.
PTSI - SII Matériaux : Propriétés, traitements, familles 11
PTSI - SII Matériaux : Propriétés, traitements, familles 12
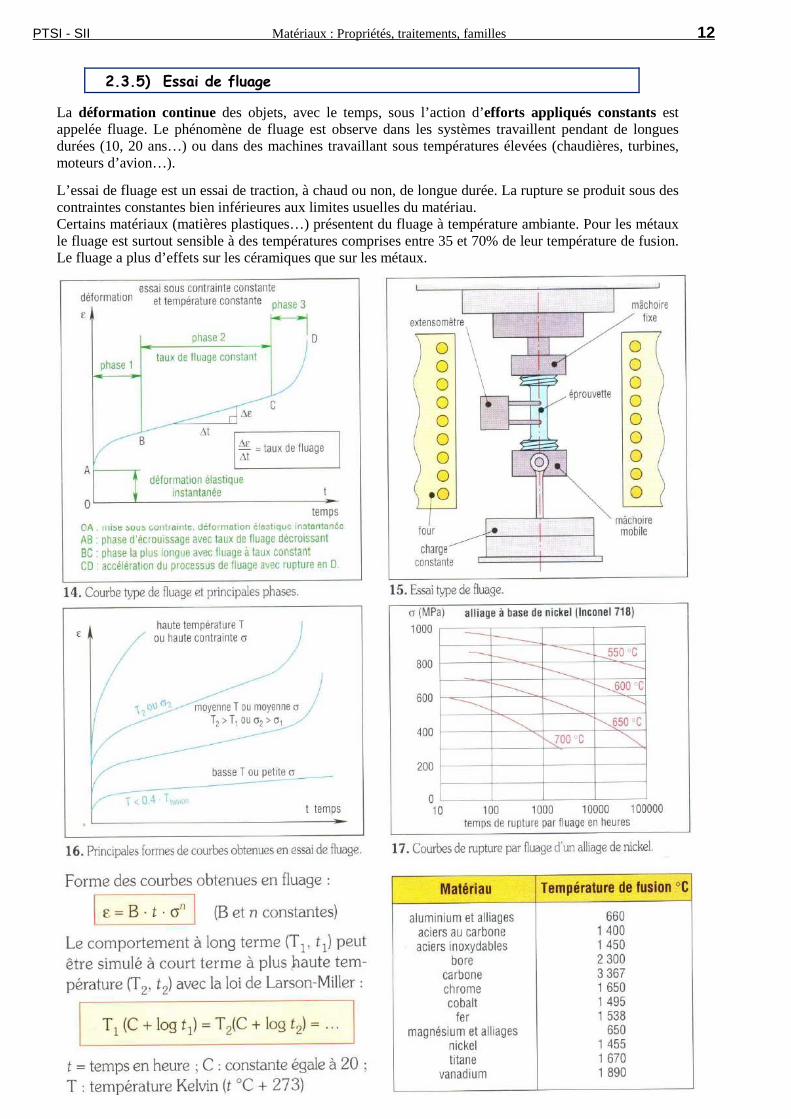
2.3.5) Essai de fluage
La déformation continue des objets, avec le temps, sous l’action d’efforts appliqués constants est appelée fluage. Le phénomène de fluage est observe dans les systèmes travaillent pendant de longues durées (10, 20 ans…) ou dans des machines travaillant sous températures élevées (chaudières, turbines, moteurs d’avion…).
L’essai de fluage est un essai de traction, à chaud ou non, de longue durée. La rupture se produit sous des contraintes constantes bien inférieures aux limites usuelles du matériau. Certains matériaux (matières plastiques…) présentent du fluage à température ambiante. Pour les métaux le fluage est surtout sensible à des températures comprises entre 35 et 70% de leur température de fusion. Le fluage a plus d’effets sur les céramiques que sur les métaux.
PTSI - SII Matériaux : Propriétés, traitements, familles 13
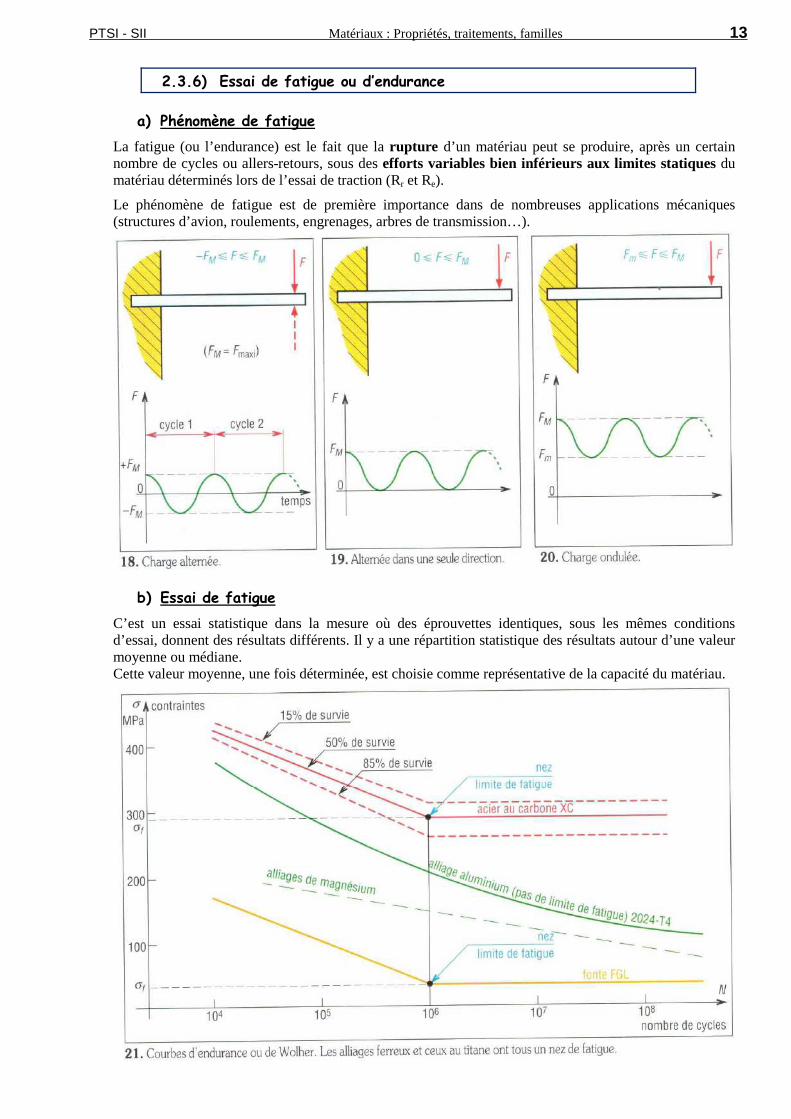
2.3.6) Essai de fatigue ou d’endurance
a) Phénomène de fatigue
La fatigue (ou l’endurance) est le fait que la rupture d’un matériau peut se produire, après un certain nombre de cycles ou allers-retours, sous des efforts variables bien inférieurs aux limites statiques du matériau déterminés lors de l’essai de traction (Rr et Re).
Le phénomène de fatigue est de première importance dans de nombreuses applications mécaniques (structures d’avion, roulements, engrenages, arbres de transmission…).
b) Essai de fatigue
C’est un essai statistique dans la mesure où des éprouvettes identiques, sous les mêmes conditions d’essai, donnent des résultats différents. Il y a une répartition statistique des résultats autour d’une valeur moyenne ou médiane. Cette valeur moyenne, une fois déterminée, est choisie comme représentative de la capacité du matériau.
PTSI - SII Matériaux : Propriétés, traitements, familles 14
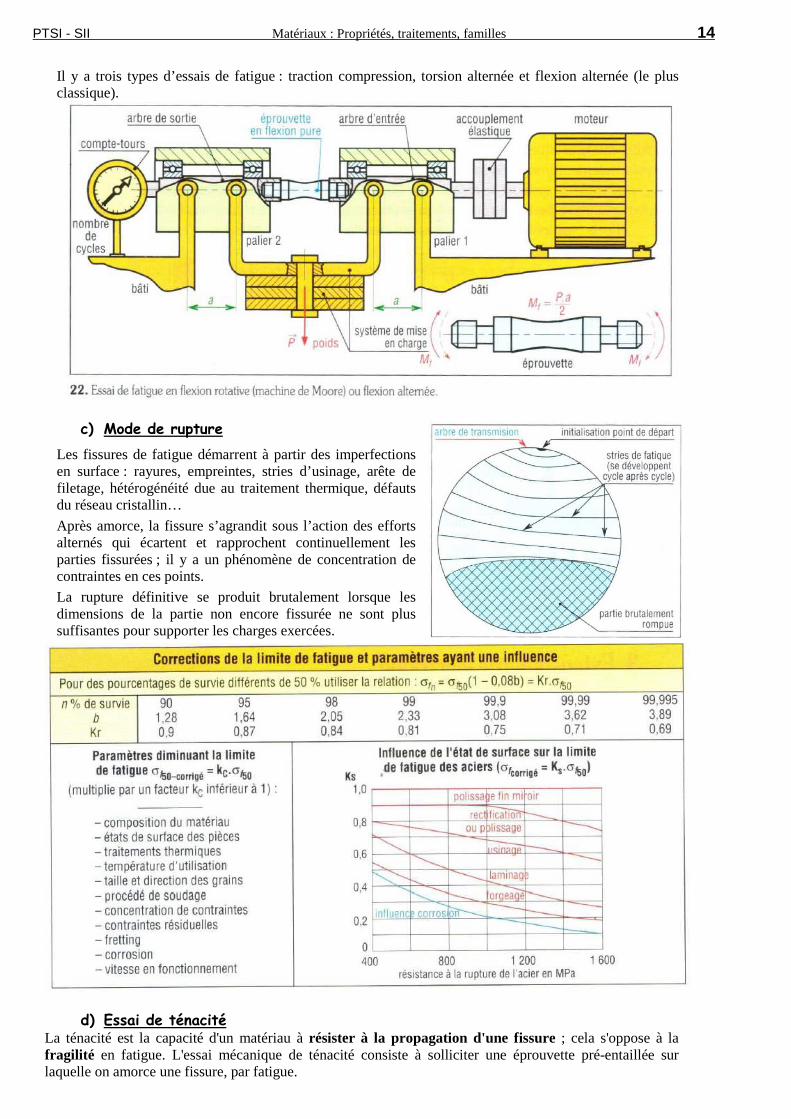
Il y a trois types d’essais de fatigue : traction compression, torsion alternée et flexion alternée (le plus classique).
c) Mode de rupture
Les fissures de fatigue démarrent à partir des imperfections en surface : rayures, empreintes, stries d’usinage, arête de filetage, hétérogénéité due au traitement thermique, défauts du réseau cristallin…
Après amorce, la fissure s’agrandit sous l’action des efforts alternés qui écartent et rapprochent continuellement les parties fissurées ; il y a un phénomène de concentration de contraintes en ces points.
La rupture définitive se produit brutalement lorsque les dimensions de la partie non encore fissurée ne sont plus suffisantes pour supporter les charges exercées.
d) Essai de ténacité La ténacité est la capacité d'un matériau à résister à la propagation d'une fissure ; cela s'oppose à la fragilité en fatigue. L'essai mécanique de ténacité consiste à solliciter une éprouvette pré-entaillée sur laquelle on amorce une fissure, par fatigue.
PTSI - SII Matériaux : Propriétés, traitements, familles 15
2.4) Autres caractéristiques des matériaux
a) Densité (ou masse volumique)
La densité ou densité relative d'un corps est le rapport de sa masse volumique à la masse volumique d'un corps pris comme référence. Le corps de référence est l'eau pure à 4 °C pour les liquides et les solides (1 kg/L).
Quelques densités de métaux : aluminium : 2,7 ; acier : 7,8 ; cuivre : 9 ; plomb : 11,3.
b) Température de fusion
Quelques exemples de températures de fusion sont donnés dans le chapitre « fluage », page 12. Les alliages d’aluminium (660 °C) ayant des températures plus basses que les aciers (1 400°C), les aciers seront référés pour des utilisations en très haute température.
c) Conductivité électrique
La conductivité électrique est l'aptitude d'un matériau ou d'une solution à laisser les charges électriques se déplacer librement, donc à permettre le passage d'un courant électrique. Cette propriété peut être utilisée pour mettre à la masse les carters des systèmes électromécaniques, ou pour mettre en évidence le contact ou non entre deux pièces.
Exemple : cuivre : très bonne ; alu : bonne ; étain : médiocre ; fer et zinc : assez mauvaise.
d) (Ferro)magnétisme
Certains matériaux sont ferromagnétiques – ils réagissent alors à un champ magnétique de façon importante. Certains capteurs (comme les capteurs inductifs) utilisent cette propriété pour détecter la proximité d’un solide, sans contact avec celui-ci.
Les matériaux ferromagnétiques sont le fer, le cobalt, le nickel et un grand nombre de leurs alliages, en particulier les aciers, et certain de leurs composés (alliages), mais seulement certains aciers inoxydables.
e) Conductivité thermique
La conductivité thermique est une grandeur physique caractérisant le comportement des matériaux lors du transfert thermique par conduction - les autres modes de transferts thermiques étant la convection (liée au mouvement d’un fluide) et le rayonnement (transfert thermique à distance, lié à la température d’un corps et à son état de surface). Notée λ (ou k en anglais), la conductivité thermique représente la quantité de chaleur transférée par unité de surface et par unité de temps sous un gradient de température de 1 degré par mètre. Elle s’exprime donc en W·m-1·K-1 .
Quelques exemples, en W·m-1·K-1 (à 20°C) : Laine de verre : 0,04 Caoutchouc : 0,4 Acier inoxydable : 26 Acier doux : 46
Fonte : 100 Carbone : 129 Aluminium : 237 Cuivre : 390
Les matériaux fortement conducteurs comme les alliages d’aluminium sont souvent utilisés dans les systèmes de refroidissement, afin de dissiper rapidement la chaleur.
f) Coefficient de dilatation thermique
La dilatation thermique est l'expansion, à pression constante, du volume d'un corps occasionnée par son réchauffement. Le coefficient de dilatation thermique linéaire, souvent noté α, s’exprime en K-1. Plus il est important, plus le matériau se dilatera pour une variation de température donnée.
Exemples de coefficient de dilation thermique (à 25°C) : fonte : 10,5.10-6 K-1 acier : 12.10-6 K-1
bronze : 17,5.10-6 K-1 aluminium : 23.10-6 K-1
Pour réaliser des assemblages, il est important de choisir des matériaux avec des coefficients de dilatation thermique proches, pour ne pas engendrer des contraintes importantes.
PTSI - SII Matériaux : Propriétés, traitements, familles 16
3) TRAITEMENT DES MATÉRIAUX
3.1) Diagramme fer-carbone : aciers et fontes
a) Alliage fer-carbone Les aciers et les fontes sont des alliages de fer avec du carbone, avec éventuellement des éléments d’addition (aciers alliés). Ils sont peu coûteux et facilement recyclables. Le fer existe sous plusieurs formes en fonction de la température :
- fer α (alpha) : il existe jusqu’à 906 °C. De structure cristalline à maille cubique centrée, il ne dissout pratiquement pas le carbone (0,025 % C à 725 °C ou 0,008 % C à température ambiante). La solution « fer α + carbone dissous » s’appelle la ferrite.
- fer γ (gamma) : il est stable entre 906 °C et 1 401 °C ; de maille cubique à face centrée, il peut absorber beaucoup plus d’atomes de carbone que le fer α car les interstices sont plus nombreux entre les atomes. La proportion maximale est de 1,7 % C à 1 135 °C. La solution « fer γ + carbone dissout » s’appelle l’austénite.
- fer δ (delta) : il est stable entre 1 401 °C et 1 528 °C ; de maille cubique centrée, il a peu d’importance sur le plan industriel.
Le carbone (pur) fond à 3 500 °C et cristallise sous trois formes possibles : le graphite, le diamant et le noir de fumée. Alliés avec le fer, les atomes de carbone remplissent plus ou moins les interstices, ou les vides, laissés entre les atomes de fer de chaque maille. Les caractéristiques de la structure de base sont modifiées, le fer devient acier ou fonte avec de meilleures propriétés. Sous certaines conditions d’équilibre, le carbone peut s’amalgamer, sans dissolution, au fer pour former du carbure Fe3C ou cémentite qui contient 6,67 % C, pourcentage maximal d’absorption.
PTSI - SII Matériaux : Propriétés, traitements, familles 17
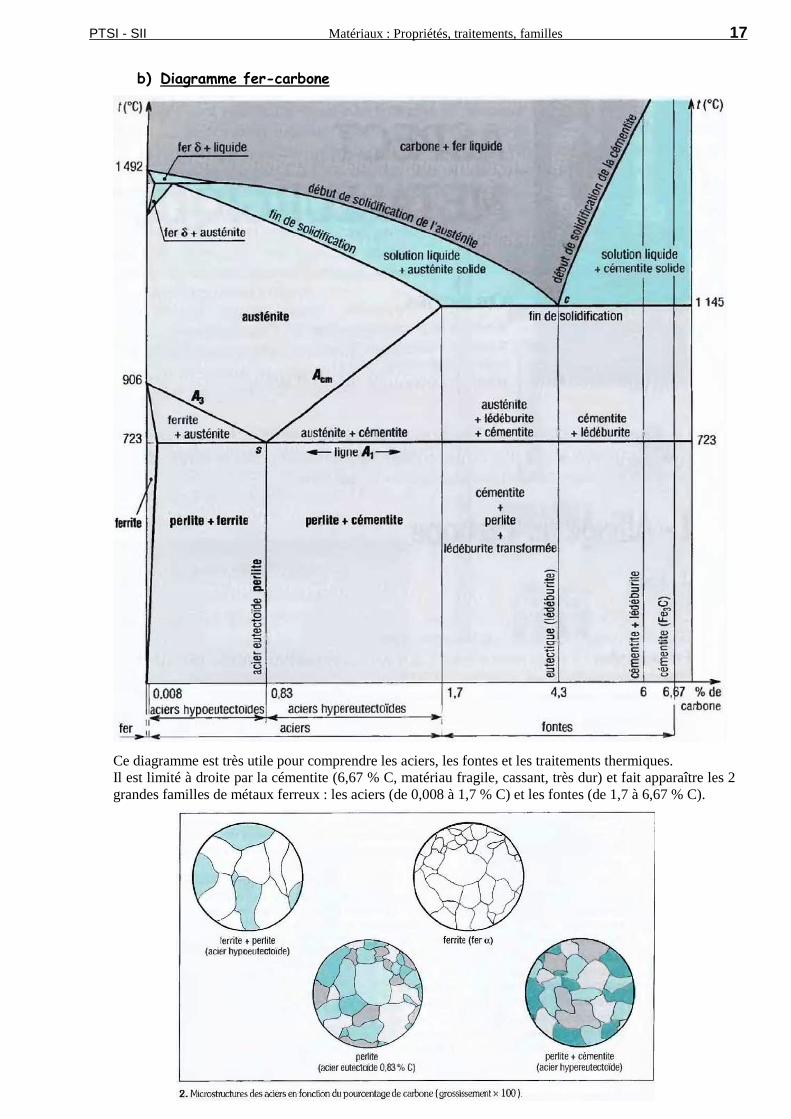
b) Diagramme fer-carbone
Ce diagramme est très utile pour comprendre les aciers, les fontes et les traitements thermiques. Il est limité à droite par la cémentite (6,67 % C, matériau fragile, cassant, très dur) et fait apparaître les 2 grandes familles de métaux ferreux : les aciers (de 0,008 à 1,7 % C) et les fontes (de 1,7 à 6,67 % C).
PTSI - SII Matériaux : Propriétés, traitements, familles 18
c) Aciers au carbone Lorsque les refroidissements sont suffisamment lents, l’austénite se transforme d’abord en ferrite qui, compte tenu des interstices plus petits de sa maille, ne peut pas absorber tous les atomes de carbone libérés. En conséquence, au fur et à mesure que la température diminue, une partie du carbone libéré se combine avec les atomes de fer pour produire de la cémentite. Cette cémentite s’agglomère avec la ferrite précédente pour donner la perlite. En fin de refroidissement on peut obtenir trois cas d’aciers :
- acier eutectoïde (0,83 % C) : Toute l’austénite initiale est précipitée en perlite : un seul constituant de base contenant 0,83 % C.
- acier hypoeutectoïdes (0,008 à 0,83 % C) : Ce sont les plus utilisés industriellement ; ils ont deux constituants de base, la perlite et la ferrite. Au refroidissement, l’austénite se transforme d’abord en perlite, mais comme il n’y a pas assez d’atomes de carbone pour n’obtenir que la perlite, il reste toujours une certaine quantité de ferrite dont la proportion est fonction du pourcentage de carbone initial.
- acier hypereutectoïdes (0,83 à 1,7 % C) : Ils ont deux constituants de base, la perlite et la cémentite. Tout le carbone initial ne pouvant être dissous et consommé par la perlite, les atomes restants s’amalgament avec le fer pour former de la cémentite, dans des proportions qui sont fonction du pourcentage de carbone initial.
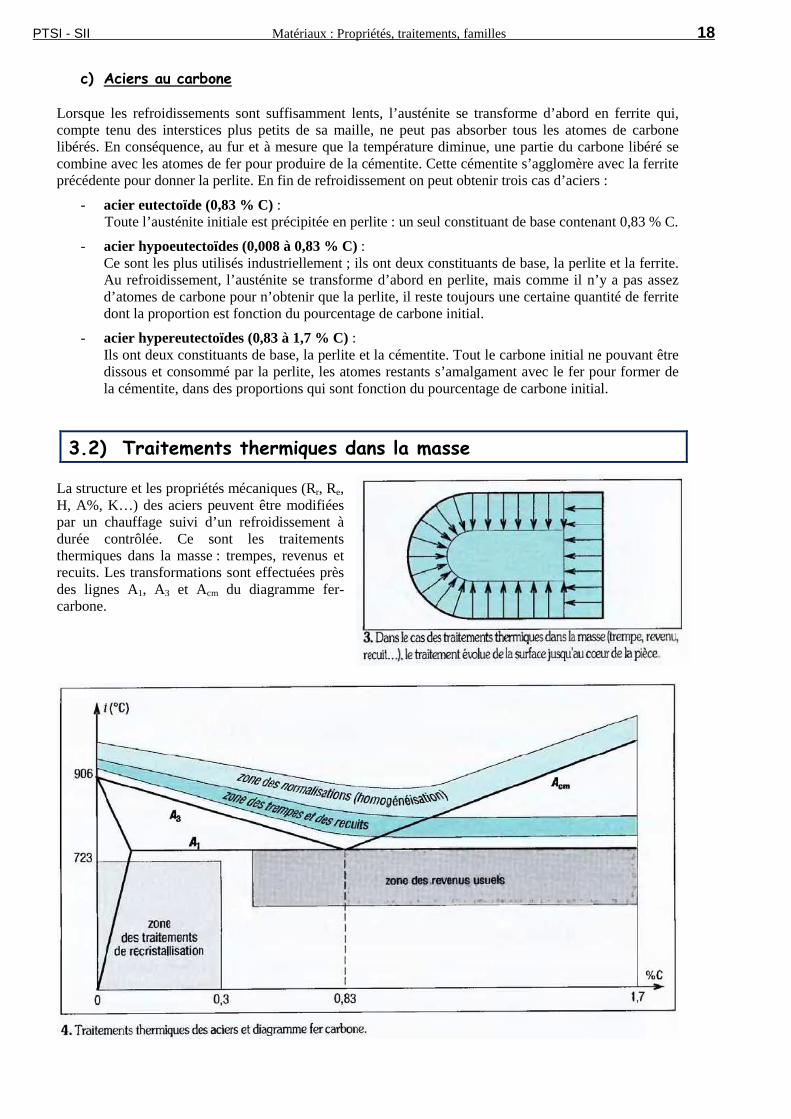
3.2) Traitements thermiques dans la masse La structure et les propriétés mécaniques (Rr, Re, H, A%, K…) des aciers peuvent être modifiées par un chauffage suivi d’un refroidissement à durée contrôlée. Ce sont les traitements thermiques dans la masse : trempes, revenus et recuits. Les transformations sont effectuées près des lignes A1, A3 et Acm du diagramme fer-carbone.
PTSI - SII Matériaux : Propriétés, traitements, familles 19
3.2.1) Trempe, ou durcissement par trempe
a) Principe
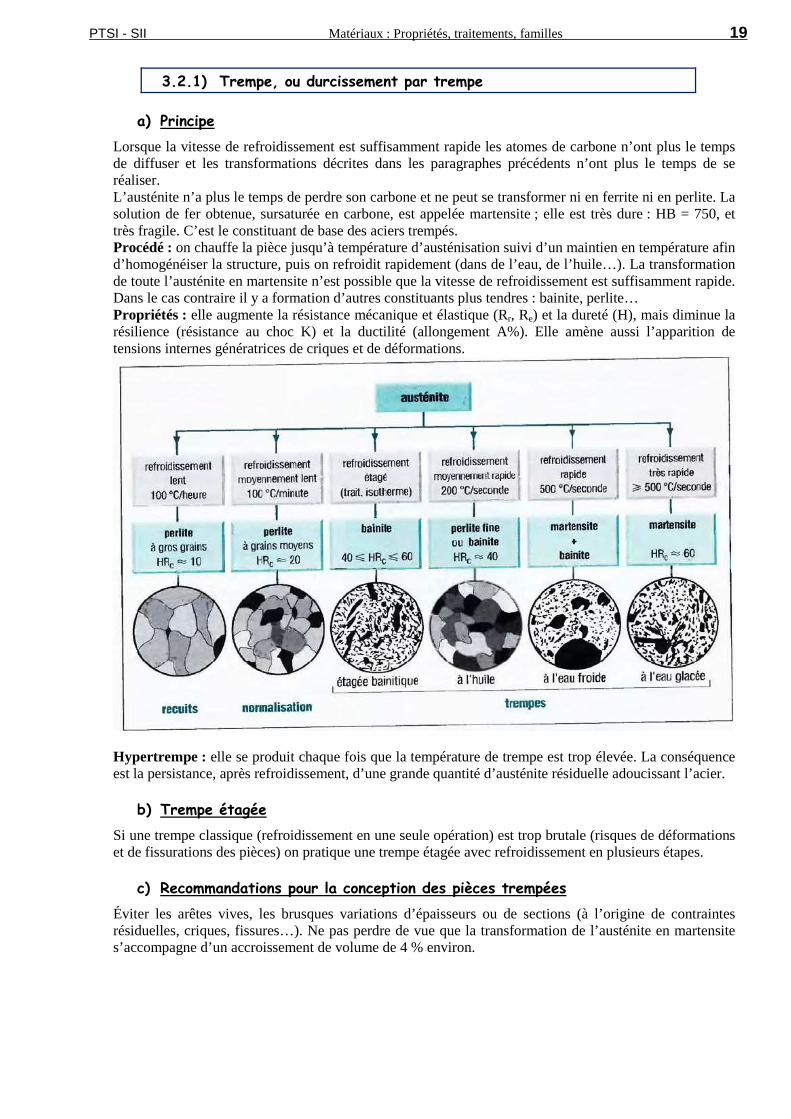
Lorsque la vitesse de refroidissement est suffisamment rapide les atomes de carbone n’ont plus le temps de diffuser et les transformations décrites dans les paragraphes précédents n’ont plus le temps de se réaliser. L’austénite n’a plus le temps de perdre son carbone et ne peut se transformer ni en ferrite ni en perlite. La solution de fer obtenue, sursaturée en carbone, est appelée martensite ; elle est très dure : HB = 750, et très fragile. C’est le constituant de base des aciers trempés. Procédé : on chauffe la pièce jusqu’à température d’austénisation suivi d’un maintien en température afin d’homogénéiser la structure, puis on refroidit rapidement (dans de l’eau, de l’huile…). La transformation de toute l’austénite en martensite n’est possible que la vitesse de refroidissement est suffisamment rapide. Dans le cas contraire il y a formation d’autres constituants plus tendres : bainite, perlite… Propriétés : elle augmente la résistance mécanique et élastique (Rr, Re) et la dureté (H), mais diminue la résilience (résistance au choc K) et la ductilité (allongement A%). Elle amène aussi l’apparition de tensions internes génératrices de criques et de déformations.
Hypertrempe : elle se produit chaque fois que la température de trempe est trop élevée. La conséquence est la persistance, après refroidissement, d’une grande quantité d’austénite résiduelle adoucissant l’acier.
b) Trempe étagée
Si une trempe classique (refroidissement en une seule opération) est trop brutale (risques de déformations et de fissurations des pièces) on pratique une trempe étagée avec refroidissement en plusieurs étapes.
c) Recommandations pour la conception des pièces trempées
Éviter les arêtes vives, les brusques variations d’épaisseurs ou de sections (à l’origine de contraintes résiduelles, criques, fissures…). Ne pas perdre de vue que la transformation de l’austénite en martensite s’accompagne d’un accroissement de volume de 4 % environ.
PTSI - SII Matériaux : Propriétés, traitements, familles 20
d) Trempabilité
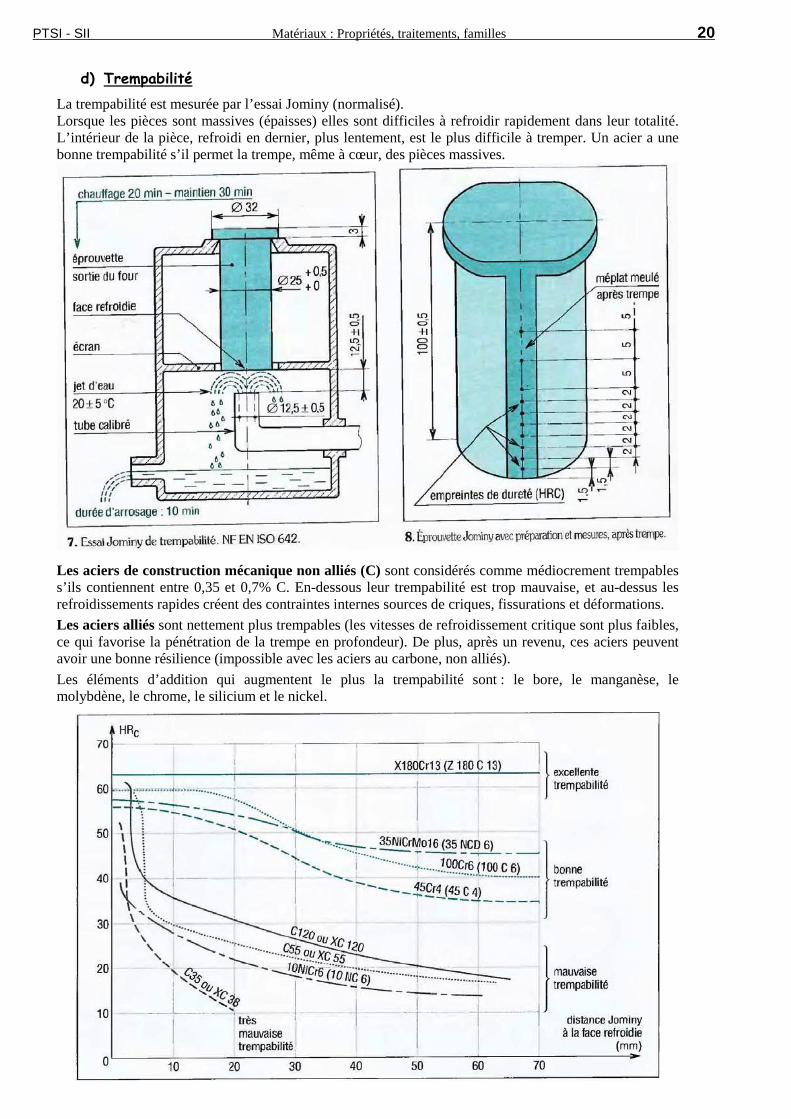
La trempabilité est mesurée par l’essai Jominy (normalisé). Lorsque les pièces sont massives (épaisses) elles sont difficiles à refroidir rapidement dans leur totalité. L’intérieur de la pièce, refroidi en dernier, plus lentement, est le plus difficile à tremper. Un acier a une bonne trempabilité s’il permet la trempe, même à cœur, des pièces massives.
Les aciers de construction mécanique non alliés (C) sont considérés comme médiocrement trempables s’ils contiennent entre 0,35 et 0,7% C. En-dessous leur trempabilité est trop mauvaise, et au-dessus les refroidissements rapides créent des contraintes internes sources de criques, fissurations et déformations.
Les aciers alliés sont nettement plus trempables (les vitesses de refroidissement critique sont plus faibles, ce qui favorise la pénétration de la trempe en profondeur). De plus, après un revenu, ces aciers peuvent avoir une bonne résilience (impossible avec les aciers au carbone, non alliés).
Les éléments d’addition qui augmentent le plus la trempabilité sont : le bore, le manganèse, le molybdène, le chrome, le silicium et le nickel.
PTSI - SII Matériaux : Propriétés, traitements, familles 21
3.2.2) Revenu Après trempe, la martensite, très dure et très fragile, est pratiquement inutilisable en l’état. Afin de corriger l’effet de fragilisation, tout en conservant un bon ensemble de caractéristiques (Rr, Re, H), on pratique un revenu.
Procédé : il s’applique aux pièces trempées et consiste en un chauffage, à température inférieure à 700 °C, suivi d’un maintien à température pour homogénéiser la structure, puis d’un refroidissement lent et contrôlé. Le traitement permet d’amener les caractéristiques au niveau souhaité.
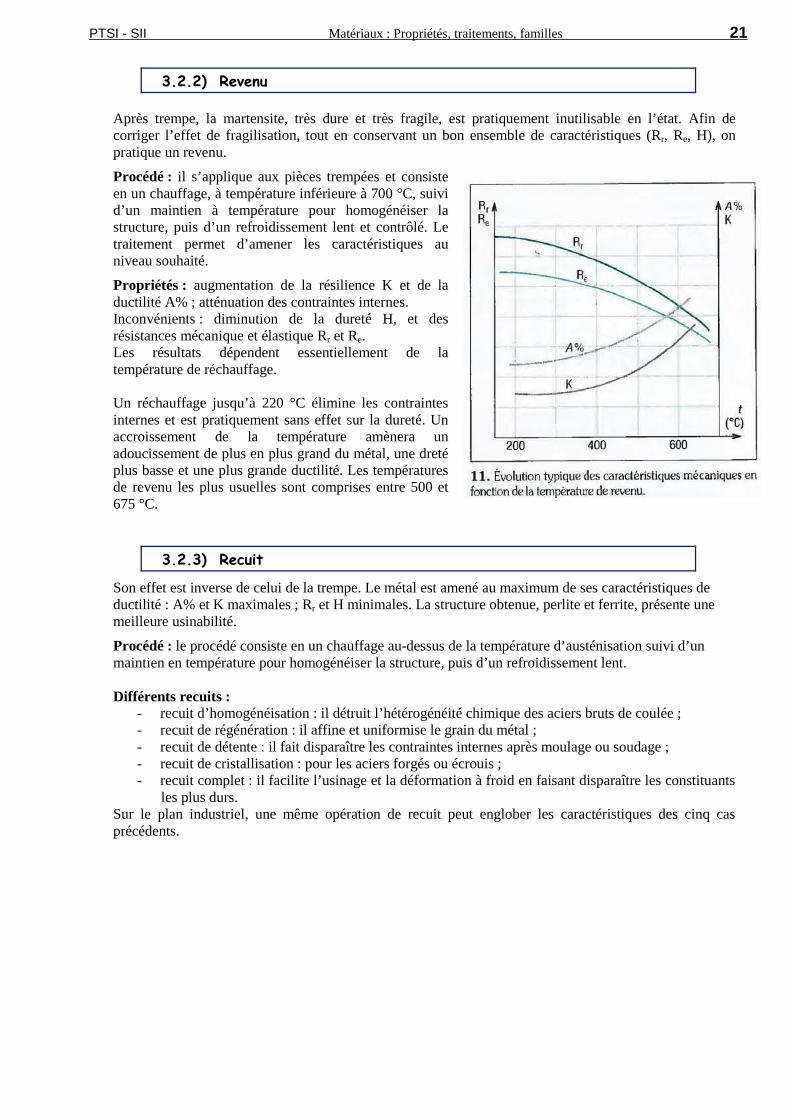
Propriétés : augmentation de la résilience K et de la ductilité A% ; atténuation des contraintes internes. Inconvénients : diminution de la dureté H, et des résistances mécanique et élastique Rr et Re. Les résultats dépendent essentiellement de la température de réchauffage. Un réchauffage jusqu’à 220 °C élimine les contraintes internes et est pratiquement sans effet sur la dureté. Un accroissement de la température amènera un adoucissement de plus en plus grand du métal, une dreté plus basse et une plus grande ductilité. Les températures de revenu les plus usuelles sont comprises entre 500 et 675 °C.
3.2.3) Recuit
Son effet est inverse de celui de la trempe. Le métal est amené au maximum de ses caractéristiques de ductilité : A% et K maximales ; Rr et H minimales. La structure obtenue, perlite et ferrite, présente une meilleure usinabilité.
Procédé : le procédé consiste en un chauffage au-dessus de la température d’austénisation suivi d’un maintien en température pour homogénéiser la structure, puis d’un refroidissement lent. Différents recuits :
- recuit d’homogénéisation : il détruit l’hétérogénéité chimique des aciers bruts de coulée ; - recuit de régénération : il affine et uniformise le grain du métal ; - recuit de détente : il fait disparaître les contraintes internes après moulage ou soudage ; - recuit de cristallisation : pour les aciers forgés ou écrouis ; - recuit complet : il facilite l’usinage et la déformation à froid en faisant disparaître les constituants
les plus durs. Sur le plan industriel, une même opération de recuit peut englober les caractéristiques des cinq cas précédents.
PTSI - SII Matériaux : Propriétés, traitements, familles 22
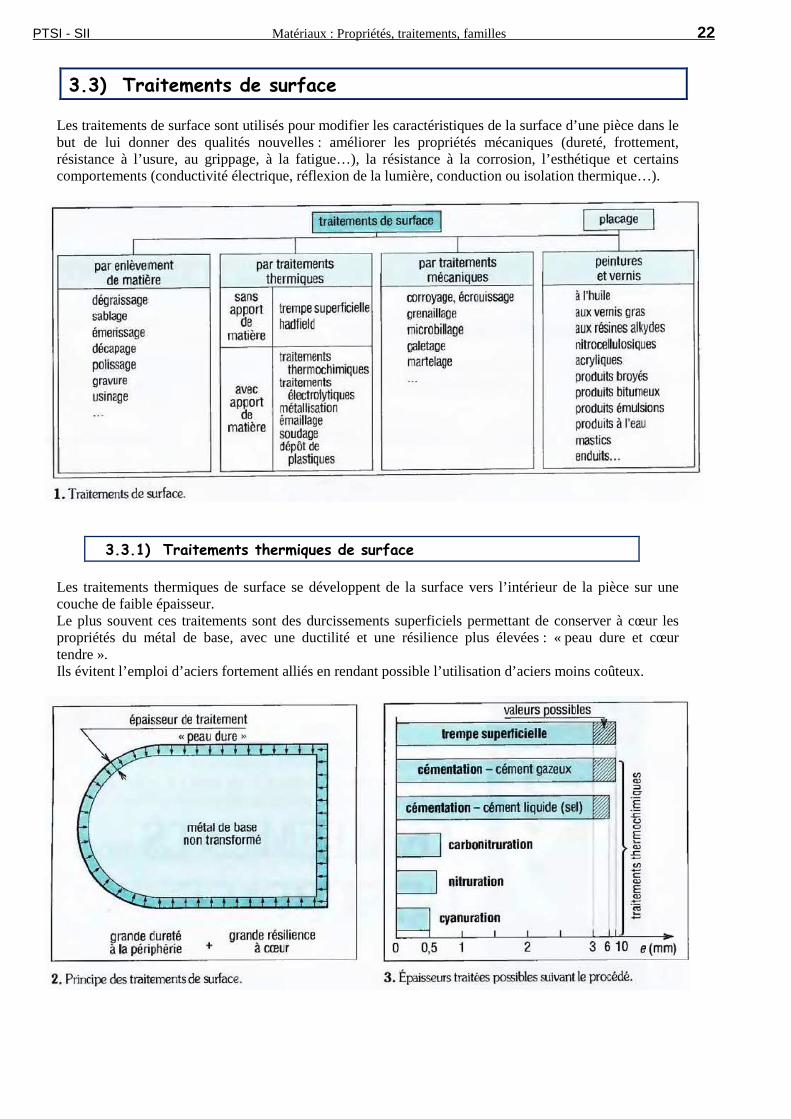
3.3) Traitements de surface Les traitements de surface sont utilisés pour modifier les caractéristiques de la surface d’une pièce dans le but de lui donner des qualités nouvelles : améliorer les propriétés mécaniques (dureté, frottement, résistance à l’usure, au grippage, à la fatigue…), la résistance à la corrosion, l’esthétique et certains comportements (conductivité électrique, réflexion de la lumière, conduction ou isolation thermique…).
3.3.1) Traitements thermiques de surface Les traitements thermiques de surface se développent de la surface vers l’intérieur de la pièce sur une couche de faible épaisseur. Le plus souvent ces traitements sont des durcissements superficiels permettant de conserver à cœur les propriétés du métal de base, avec une ductilité et une résilience plus élevées : « peau dure et cœur tendre ». Ils évitent l’emploi d’aciers fortement alliés en rendant possible l’utilisation d’aciers moins coûteux.
PTSI - SII Matériaux : Propriétés, traitements, familles 23
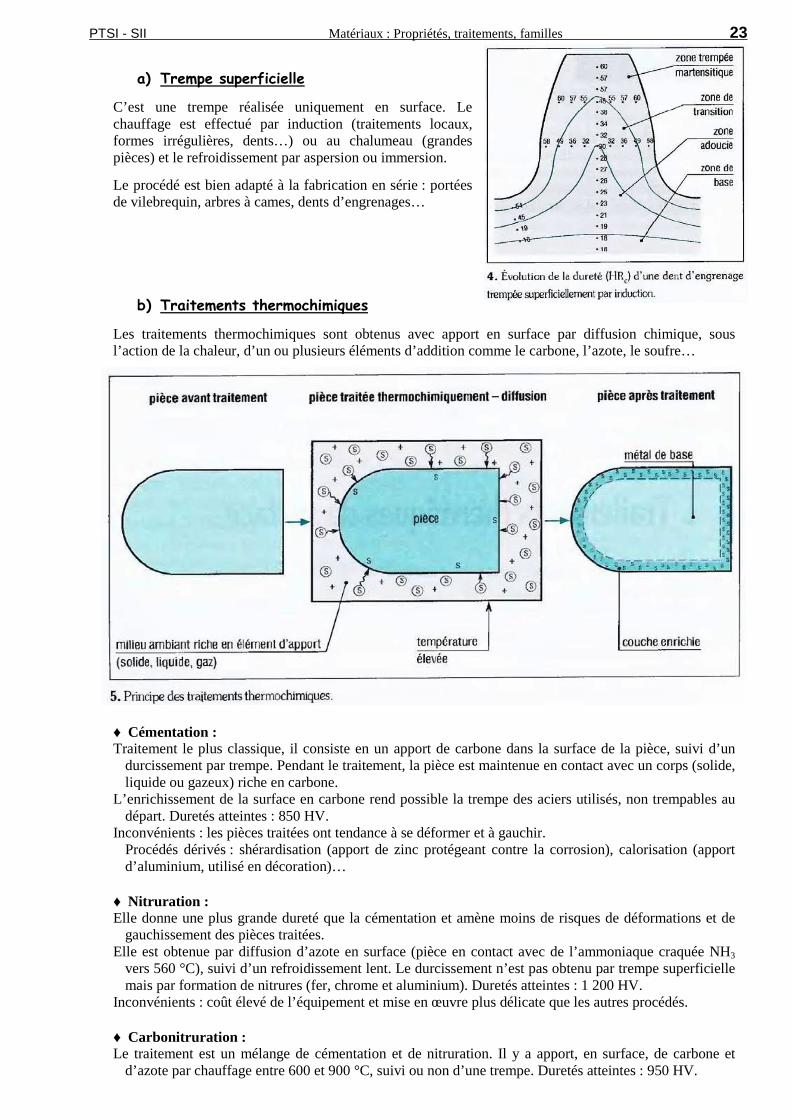
a) Trempe superficielle
C’est une trempe réalisée uniquement en surface. Le chauffage est effectué par induction (traitements locaux, formes irrégulières, dents…) ou au chalumeau (grandes pièces) et le refroidissement par aspersion ou immersion.
Le procédé est bien adapté à la fabrication en série : portées de vilebrequin, arbres à cames, dents d’engrenages…
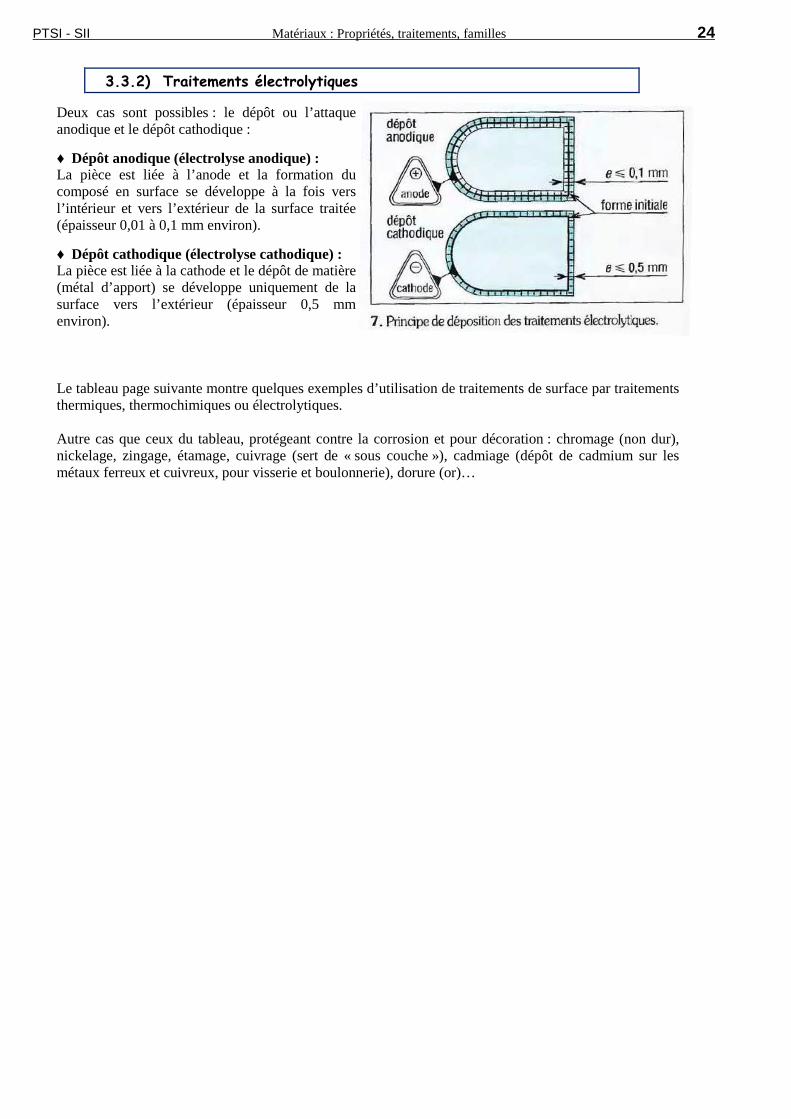
b) Traitements thermochimiques
Les traitements thermochimiques sont obtenus avec apport en surface par diffusion chimique, sous l’action de la chaleur, d’un ou plusieurs éléments d’addition comme le carbone, l’azote, le soufre…
♦ Cémentation : Traitement le plus classique, il consiste en un apport de carbone dans la surface de la pièce, suivi d’un
durcissement par trempe. Pendant le traitement, la pièce est maintenue en contact avec un corps (solide, liquide ou gazeux) riche en carbone.
L’enrichissement de la surface en carbone rend possible la trempe des aciers utilisés, non trempables au départ. Duretés atteintes : 850 HV.
Inconvénients : les pièces traitées ont tendance à se déformer et à gauchir. Procédés dérivés : shérardisation (apport de zinc protégeant contre la corrosion), calorisation (apport d’aluminium, utilisé en décoration)…
♦ Nitruration : Elle donne une plus grande dureté que la cémentation et amène moins de risques de déformations et de
gauchissement des pièces traitées. Elle est obtenue par diffusion d’azote en surface (pièce en contact avec de l’ammoniaque craquée NH3
vers 560 °C), suivi d’un refroidissement lent. Le durcissement n’est pas obtenu par trempe superficielle mais par formation de nitrures (fer, chrome et aluminium). Duretés atteintes : 1 200 HV.
Inconvénients : coût élevé de l’équipement et mise en œuvre plus délicate que les autres procédés. ♦ Carbonitruration : Le traitement est un mélange de cémentation et de nitruration. Il y a apport, en surface, de carbone et
d’azote par chauffage entre 600 et 900 °C, suivi ou non d’une trempe. Duretés atteintes : 950 HV.
PTSI - SII Matériaux : Propriétés, traitements, familles 24
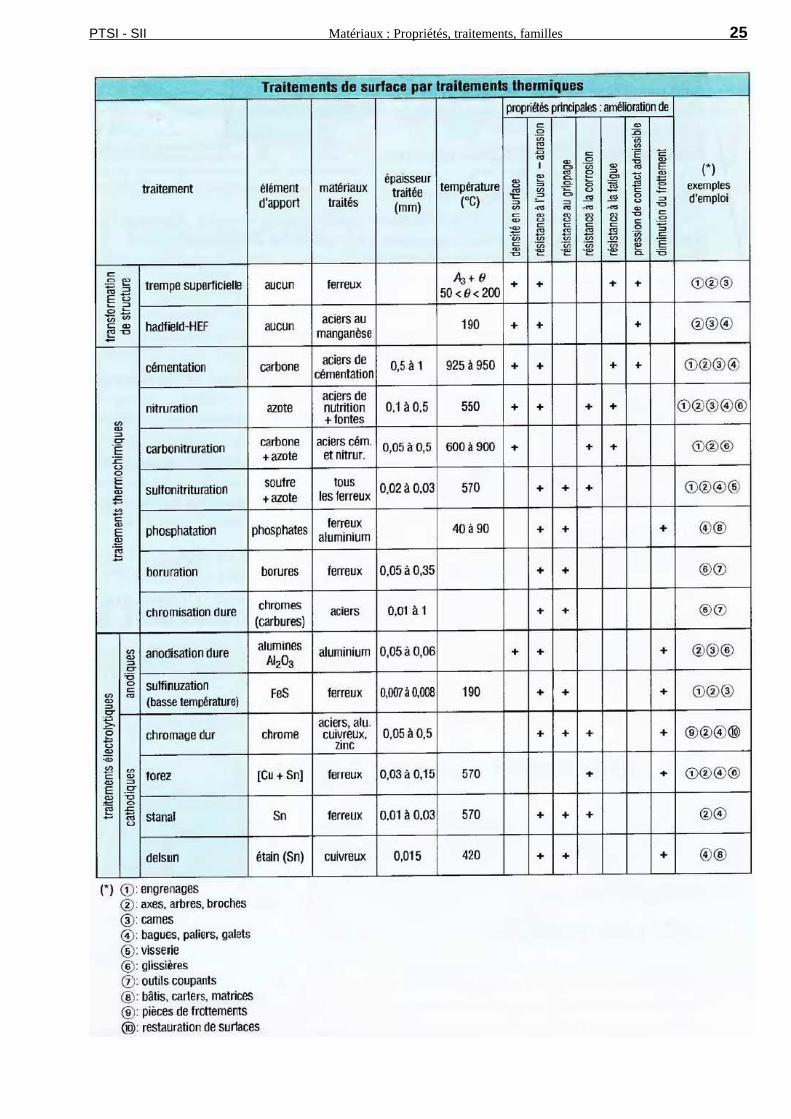
3.3.2) Traitements électrolytiques
Deux cas sont possibles : le dépôt ou l’attaque anodique et le dépôt cathodique :
♦ Dépôt anodique (électrolyse anodique) : La pièce est liée à l’anode et la formation du composé en surface se développe à la fois vers l’intérieur et vers l’extérieur de la surface traitée (épaisseur 0,01 à 0,1 mm environ).
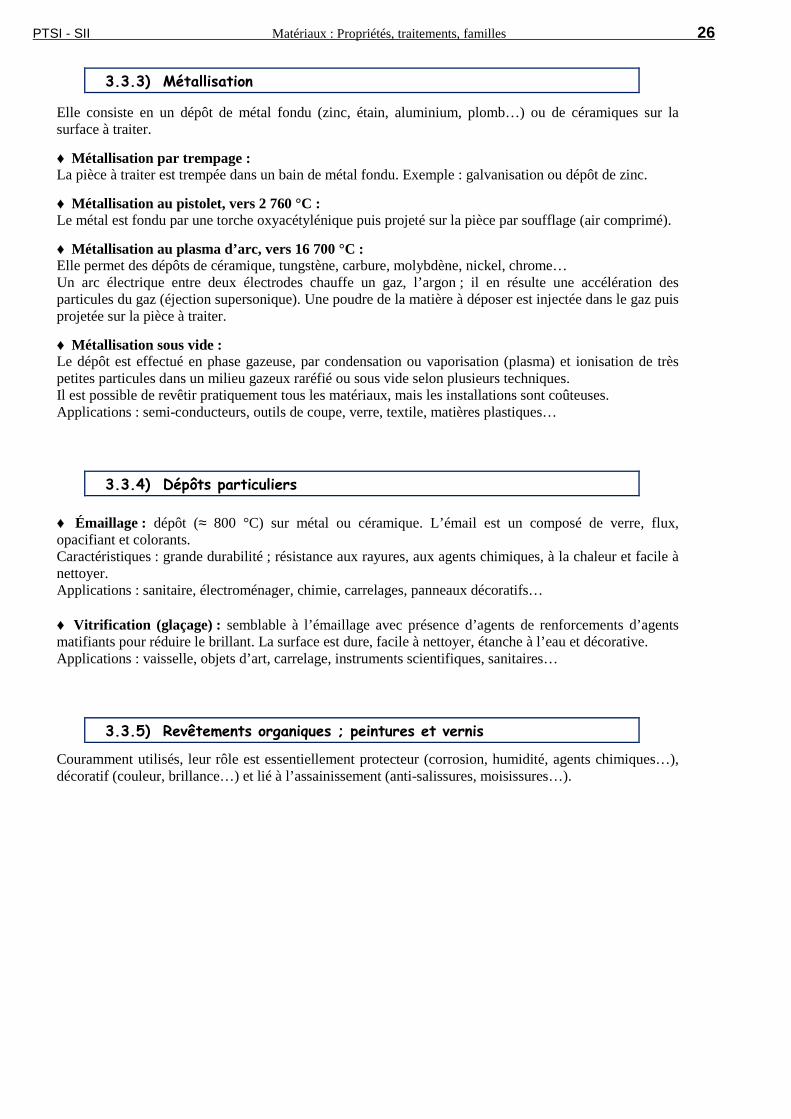
♦ Dépôt cathodique (électrolyse cathodique) : La pièce est liée à la cathode et le dépôt de matière (métal d’apport) se développe uniquement de la surface vers l’extérieur (épaisseur 0,5 mm environ). Le tableau page suivante montre quelques exemples d’utilisation de traitements de surface par traitements thermiques, thermochimiques ou électrolytiques. Autre cas que ceux du tableau, protégeant contre la corrosion et pour décoration : chromage (non dur), nickelage, zingage, étamage, cuivrage (sert de « sous couche »), cadmiage (dépôt de cadmium sur les métaux ferreux et cuivreux, pour visserie et boulonnerie), dorure (or)…
PTSI - SII Matériaux : Propriétés, traitements, familles 25
PTSI - SII Matériaux : Propriétés, traitements, familles 26
3.3.3) Métallisation
Elle consiste en un dépôt de métal fondu (zinc, étain, aluminium, plomb…) ou de céramiques sur la surface à traiter.
♦ Métallisation par trempage : La pièce à traiter est trempée dans un bain de métal fondu. Exemple : galvanisation ou dépôt de zinc.
♦ Métallisation au pistolet, vers 2 760 °C : Le métal est fondu par une torche oxyacétylénique puis projeté sur la pièce par soufflage (air comprimé).
♦ Métallisation au plasma d’arc, vers 16 700 °C : Elle permet des dépôts de céramique, tungstène, carbure, molybdène, nickel, chrome… Un arc électrique entre deux électrodes chauffe un gaz, l’argon ; il en résulte une accélération des particules du gaz (éjection supersonique). Une poudre de la matière à déposer est injectée dans le gaz puis projetée sur la pièce à traiter.
♦ Métallisation sous vide : Le dépôt est effectué en phase gazeuse, par condensation ou vaporisation (plasma) et ionisation de très petites particules dans un milieu gazeux raréfié ou sous vide selon plusieurs techniques. Il est possible de revêtir pratiquement tous les matériaux, mais les installations sont coûteuses. Applications : semi-conducteurs, outils de coupe, verre, textile, matières plastiques…
3.3.4) Dépôts particuliers ♦ Émaillage : dépôt (≈ 800 °C) sur métal ou céramique. L’émail est un composé de verre, flux, opacifiant et colorants. Caractéristiques : grande durabilité ; résistance aux rayures, aux agents chimiques, à la chaleur et facile à nettoyer. Applications : sanitaire, électroménager, chimie, carrelages, panneaux décoratifs… ♦ Vitrification (glaçage) : semblable à l’émaillage avec présence d’agents de renforcements d’agents matifiants pour réduire le brillant. La surface est dure, facile à nettoyer, étanche à l’eau et décorative. Applications : vaisselle, objets d’art, carrelage, instruments scientifiques, sanitaires…
3.3.5) Revêtements organiques ; peintures et vernis
Couramment utilisés, leur rôle est essentiellement protecteur (corrosion, humidité, agents chimiques…), décoratif (couleur, brillance…) et lié à l’assainissement (anti-salissures, moisissures…).
PTSI - SII Matériaux : Propriétés, traitements, familles 27
4) FAMILLE DE MATÉRIAUX ET DÉSIGNATION
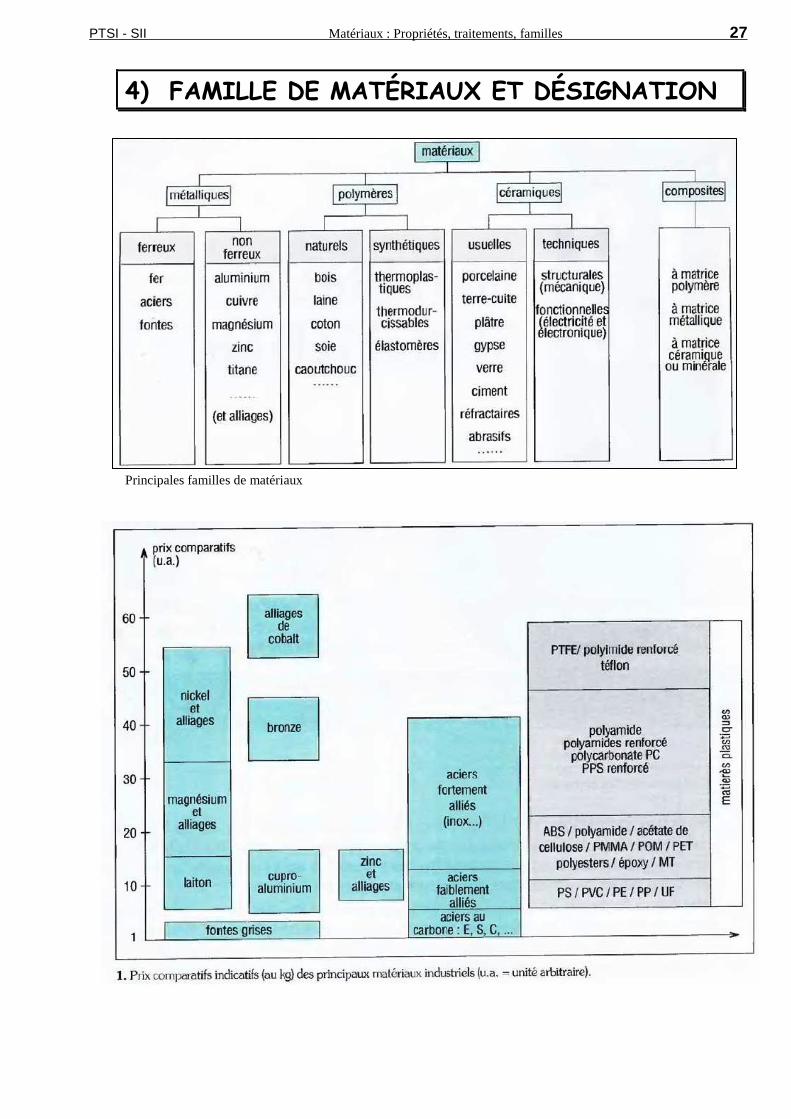
Principales familles de matériaux
PTSI - SII Matériaux : Propriétés, traitements, familles 28
4.1) Métaux Les métaux possèdent une structure cristalline (CC, CFC, HC…) qui influence sur leur comportement.
Allotropie : propriété de certains métaux ou alliages qui peuvent avoir, selon la température, des structures cristallines différentes, avec des propriétés différentes. Exemples : fer, acier, fonte, titane… Alliage : métal obtenu par ajout d’atome d’autres métaux sur un métal de base. Lorsqu’on ajoute les atomes d’un autre métal, on modifie l’arrangement des plans de la structure cristalline du métal de base. Cela accroît le plus souvent la résistance. Les métaux comprennent deux grandes familles : les métaux ferreux (aciers, fontes et leurs alliages) et les métaux non-ferreux.
Parmi les métaux ferreux, les aciers sont des matériaux contenant en masse plus de fer que tout autre élément et dont la teneur en carbone est inférieure à 1,7%, limite courante les séparant des fontes. La normalisation (NF EN 10020) retient trois familles principales d’aciers :
- les aciers non alliés (aucun élément d’alliage ne dépasse 0,6% ; sauf 1,65% pour le manganèse Mn) ; - les aciers inoxydables (10,5% de chrome minimum et 1,2% de carbone maxi) ; - les autres aciers alliés.
Les fontes sont de prix compétitif et sont mieux adaptées au moulage que les aciers du fait d’une plus grande fluidité à chaud et de températures de fusion inférieures (≈ 1 200 °C contre 1 500 °C). Les métaux non-ferreux peuvent être désignés par le symbole chimique du métal de base, suivi des symboles chimiques et teneurs des principaux éléments d’addition, par ordre croissant. Mais certains alliages possèdent aussi d’autres désignations normalisées (Al ; Zn ; Mg …).
4.1.1) Aciers non alliés (« aciers au carbone »)
Acier avec très peu d’éléments d’alliage (< 0,6% sauf 1,65% pour le manganèse Mn).
a) Aciers non alliés d’usage général (E ou S …)
Caractérisés par une faible teneur en carbone, ce sont les plus utilisés. La plupart sont disponibles sous forme de laminés marchands (profilés, poutrelles, barres, tôles…) aux dimensions normalisées. Désignation normalisée :
Lettre (S, E …) suivie de la limite élastique à la traction Re en MPa (valeur minimale) : S : aciers de construction ; E : aciers de construction mécanique ; P, B, H, etc… : autres utilisations spécifiques
S’il s’agit d’un acier moulé, la désignation est précédée de la lettre G.
Une indication complémentaire pour être ajoutée à la fin (cf. schéma ci-contre).
Exemples : S 185 ; E 295 ; GE 335 ; GS 235 ; … Propriétés : tenaces, ductiles, moulables, soudables.
Applications (constructions soudées, formage à froid ou à chaud, emboutissage, étirage, laminage, pliage…) : carrosseries, profilés pour le bâtiment, construction navale, plate-forme pétrolière, trains, chaudronnerie, ameublement, électroménager, biens de consommation…
PTSI - SII Matériaux : Propriétés, traitements, familles 29
b) Aciers spéciaux, non alliés (C)
Destinés aux traitements thermiques (trempe, cémentation) des pièces petites ou moyennes, ils sont caractérisés par un ajustement précis de leur composition et une plus grande pureté.
Propriétés et applications : - aciers à faible teneur en carbone (< 0,3 %) : ils ont réservés à la cémentation et aux traitements de
surface (catégorie des aciers « doux »). - aciers à teneur moyenne en carbone (0,3 à 0,5 %) : ils sont utilisés pour les trempes et les revenus,
dans le cas d’applications exigeant une plus grande résistance et une certaine tenue à l’usure (catégorie des aciers « mi durs »). Applications : pièces moulées et forgées, arbres, axes, engrenages, visserie...
- aciers à haute teneur en carbone (> 0,5 %) : ils sont employés pour des applications exigeant : grandes duretés, hautes résistances, tenue à l’usure. Ils ont tendance au gauchissement et aux déformations après trempe. Ils perdent leurs propriétés aux hautes températures. Ne durcissant pas en profondeur, ils sont surtout utilisés pour des pièces petites en volume, ou minces. Applications : pièces forgées, ressorts, lames, rasoirs, forêts, matrices…
Désignation normalisée :
Lettre C suivie du pourcentage de carbone multiplié par 100, plus au besoin des indications complémentaires (E = teneur en soufre ; C = pour formage ; S = pour ressort ; etc.)
Exemple : GC 35 C (0,35 % de carbone ; G = acier moulé ; C = pour formage).
4.1.2) Aciers faiblement alliés, pour haute résistance
Pour ces aciers, aucun élément d’addition ne dépasse 5% en masse. Ils sont choisis chaque fois qu’une haute résistance est exigée. Ils peuvent être utilisés en l’état ou avec traitement.
Désignation normalisée :
Pourcentage de carbone multiplié par cent, suivi des symboles chimiques des principaux éléments d’addition classés en ordre décroissant. Puis, dans le même ordre, les pourcentages de ces mêmes éléments (avec des coefficients multiplicateurs) plus au besoin des indications complémentaires.
Exemple : G 35 NiCr 16 (0,35 % de carbone ; G = acier moulé ; allié avec du nickel et du chrome)
4.1.3) Aciers fortement alliés Ils sont destinés à des usages particuliers (inoxydable…). Pour ces aciers au moins un élément d’addition dépasse la teneur de 5 % en masse. Désignation normalisée :
Lettre X, symbolisant la famille (acier fortement allié), suivi des symboles chimiques des principaux éléments d’addition classés en ordre décroissant.
Exemple : GX 6 CrNiTi 18-11 : acier moulé (G) fortement allié avec du chrome, nickel et titane. Aciers inoxydables : Famille très importante, caractérisée par une grande résistance à la corrosion, à l’oxydation à chaud, au fluage. Leur teneur en chrome est supérieure à 10,5 % et leur teneur en carbone inférieure à 1,2 %. Les aciers inoxydables sont subdivisés suivant leur teneur en nickel. Propriétés : Ductiles, résilients, soudables et usinables sous conditions. Re < 700 MPa ; Rm < 1 000 MPa. Exemples : X2CrNi19-11 ; X5CrNiMo17-12 ; X30Cr13 ; X6Cr17 ; … Autres familles d’aciers fortement alliés :
- aciers à outil : aciers rapides. Exemple : X160CrMoV12 ; désignations « HS » ; - aciers réfractaires : pour hautes températures. Exemple : X12NiCrSi35-16 ; - aciers Maraging : très hautes résistances pour l’aérautique (Rr ≈ 2 000 MPa) ; - aciers Hadfields : au manganèse ; très grande résistance à l’usure (≈ 500 HB) ; - aciers pour roulements ; etc…
PTSI - SII Matériaux : Propriétés, traitements, familles 30
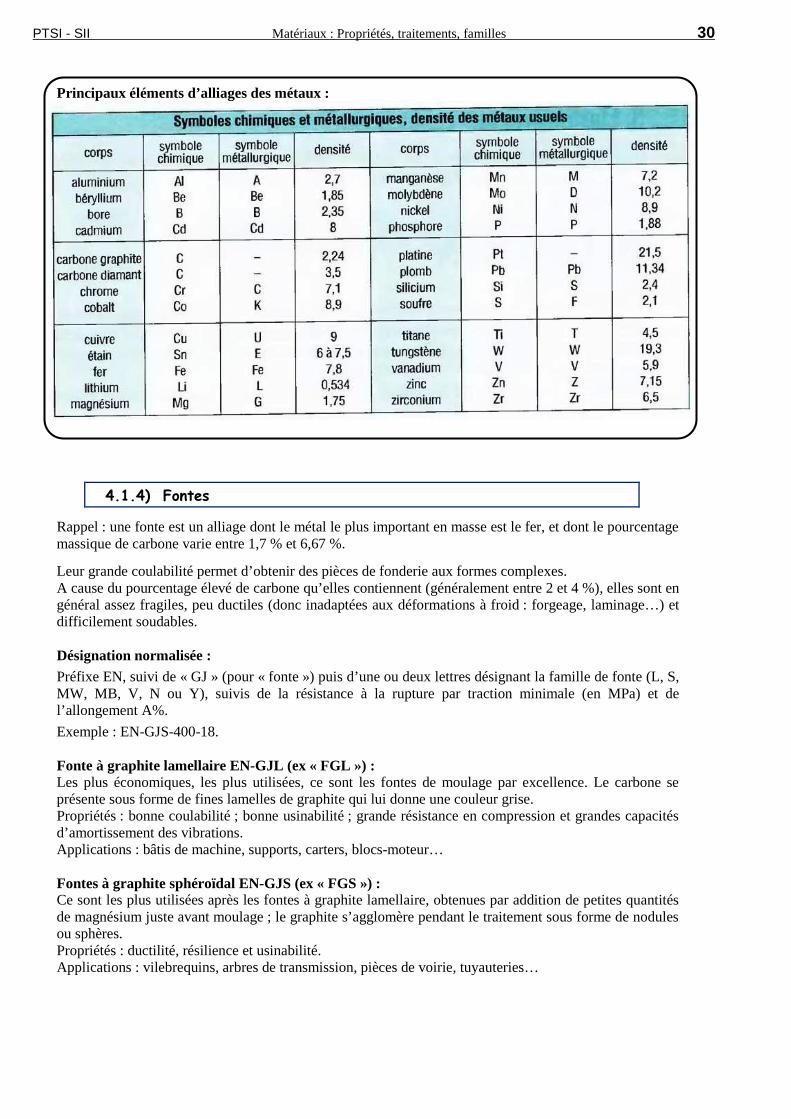
Principaux éléments d’alliages des métaux :
4.1.4) Fontes
Rappel : une fonte est un alliage dont le métal le plus important en masse est le fer, et dont le pourcentage massique de carbone varie entre 1,7 % et 6,67 %.
Leur grande coulabilité permet d’obtenir des pièces de fonderie aux formes complexes. A cause du pourcentage élevé de carbone qu’elles contiennent (généralement entre 2 et 4 %), elles sont en général assez fragiles, peu ductiles (donc inadaptées aux déformations à froid : forgeage, laminage…) et difficilement soudables. Désignation normalisée :
Préfixe EN, suivi de « GJ » (pour « fonte ») puis d’une ou deux lettres désignant la famille de fonte (L, S, MW, MB, V, N ou Y), suivis de la résistance à la rupture par traction minimale (en MPa) et de l’allongement A%.
Exemple : EN-GJS-400-18. Fonte à graphite lamellaire EN-GJL (ex « FGL ») : Les plus économiques, les plus utilisées, ce sont les fontes de moulage par excellence. Le carbone se présente sous forme de fines lamelles de graphite qui lui donne une couleur grise. Propriétés : bonne coulabilité ; bonne usinabilité ; grande résistance en compression et grandes capacités d’amortissement des vibrations. Applications : bâtis de machine, supports, carters, blocs-moteur… Fontes à graphite sphéroïdal EN-GJS (ex « FGS ») : Ce sont les plus utilisées après les fontes à graphite lamellaire, obtenues par addition de petites quantités de magnésium juste avant moulage ; le graphite s’agglomère pendant le traitement sous forme de nodules ou sphères. Propriétés : ductilité, résilience et usinabilité. Applications : vilebrequins, arbres de transmission, pièces de voirie, tuyauteries…
PTSI - SII Matériaux : Propriétés, traitements, familles 31
4.1.5) Aluminium et alliages
Fabriqués industriellement depuis 1886, à partir des bauxites et de la cryolithe, ces métaux sont les plus utilisés, juste après les métaux ferreux (aciers et fontes).
a) Désignation normalisée
Préfixe « EN A_- », suivi d’un nombre (de plusieurs chiffres normalisés), éventuellement suivis par le symbole chimique de l’alliage placé entre crochets. La lettre suivant le « A » indique le mode d’obtention du métal : W : corroyé ; B : lingot ;
C : pièce moulée ; M : alliage mère.
Aluminium et alliages corroyés (« EN AW- ») : Cette famille, la plus utilisée, comprend tous les produits laminés d’usage courant (barres, profilés, tôles…). Aluminium et alliages pour la fonderie : La plupart des nuances d’alliages d’aluminium sont faciles à mouler (moule métallique permanent ou moulage sable). Inconvénient : grand retrait au moulage (entre 3,5% et 8,5% en volume) qui peut être minimisé par un bon tracé de la pièce. Exemples : EN AW-5086 [Al Cu 4] : duralumin : alliage d’aluminium avec 4% de cuivre ; EN AW-1050A [Al 99,5] : aluminium pur à 99,5 % ; EN AC-45400 [Al Si5 Cu3] : alliage d’aluminium avec 5% de silicium et 3% de cuivre.
b) Principalement caractéristiques
- Bas point de fusion (658 °C) ; ductilité élevée (A% ≈ 40 %) ; léger (densité 2,7) ; bonne conductivité électrique ; bonne conductibilité thermique (5 fois celle des aciers) ; coefficient de dilatation thermique 1,5 fois celui des aciers ; propriétés réfléchissantes.
- Bon rapport résistance/poids, ce qui explique les nombreuses applications dans le domaine des transports, comme l’aéronautique.
- Résistance à la corrosion élevée. Le métal se couvre, au contact de l’air, d’une couche d’oxyde protectrice (l’alumine), les éléments d’addition diminuent plus ou moins cette résistance.
- Résistance mécanique : elle peut être modifiée par écrouissage ou par recuit (adoucissement).
- Inconvénients : faibles résistances à l’usure et à la fatigue.
c) Mise en œuvre
Elle est assez facile par un grand nombre de procédés : laminage, moulage, forgeage, formage, étirage, extrusion, métallurgie des poudres… Le coefficient de dilatation important et la grande conductivité thermique imposent, à cause des dilatations, certaines précautions en soudage et en usinage. L’élasticité, assez élevée, peut être une gêne dans certains cas d’usinages. La soudabilité dépend de la trempe et du revenu pratiqués sur l’alliage.
d) Traitements thermiques
Ils sont tout à fait différents de ceux des aciers. Après trempe, le durcissement est obtenu par vieillissement naturel, ou maturation, à température ambiante ou par revenu à température élevée. Les alliages avec le cuivre, le silicium, le zinc et ceux avec le magnésium plus le silicium sont trempants ; ils sont dits avec durcissement structural. L’aluminium pur, les alliages avec le manganèse et le magnésium ne sont pas trempants ; ils sont dits sans durcissement structural.
PTSI - SII Matériaux : Propriétés, traitements, familles 32
4.1.6) Cuivre et alliages
Il existe plus de 200 alliages de cuivre. Les principales familles sont : les laitons (Cu + Zn), les bronzes (Cu + Sn), les cupronickels (Cu + Ni), les cupro-aluminiums (Cu + Al) et les maillechorts (Cu + Ni + Zn). Désignation normalisée :
Symbole chimique du cuivre (Cu) suivi des symboles chimiques et teneurs des principaux éléments d’addition, par ordre croissant.
Exemple :Cu Zn 27 Ni 18 : maillechort (alliage de cuivre avec 27% de zinc et 18% de nickel). Principales caractéristiques du cuivre :
Plus lourd que l’acier (densité 8,9) ; fond à 1 083 °C ; grande résistance à la corrosion ; plasticité ou ductilité élevée (A% jusqu’à 50 %) ; grande conductivité électrique qui le rend indispensable dans les industries électriques et électroniques ; grande conductibilité thermique ; couleur rouge plus ou moins foncée, tendant vers le jaune avec addition de zinc. Les cuivres ne peuvent pas être traités thermiquement, sauf ceux au béryllium. Cependant, la résistance (Rr) peut être augmentée par écrouissage à froid et la ductilité restaurée par un revenu. Laitons : C’est la famille de cuivre la plus utilisée. L’addition de zinc (jusqu’à 42%) diminue le prix de base, augmente Rr et A%, ce qui favorise l’emboutissage (A% = 60% avec 31% de Zn), et diminue la température de fusion, ce qui facilite le moulage.
Une addition supplémentaire de plomb, de 2 à 3 %, augmente considérablement l’usinabilité. Bronzes : L’étain (addition de 4 à 22 %) a un rôle comparable au zinc mais avec une action plus forte ; il est plus couteux.
Propriétés : résistance à la corrosion ; qualité frottantes ; aptitude au moulage. Les bronzes se travaillent moins bien que les laitons (usinage, emboutissage…) mais donnent des moulages plus sains.
Une addition de phosphore (P < 1%) améliore les caractéristiques mécaniques, les propriétés antifriction, l’aptitude au moulage et a un rôle désoxydant.
L’addition de plomb (Pb) améliore l’usinabilité et l’addition de zinc diminue le prix de revient.
4.1.7) Magnésium et alliages
Le magnésium est rarement utilisé à l’état pur. La désignation normalisée est analogue aux alliages d’aluminium (G à la place de A).
Principales caractéristiques des alliages de magnésium : Léger (densité 1,8) ; rapport résistance/poids élevé et grande capacité d’amortissement (réduit les bruits et les vibrations). Les alliages résistent à la corrosion atmosphérique, peu aux acides, bien aux bases, alcalins et solvants et ne résistent pas en eau de mer. Ils sont facilement usinables, moulables, forgeables, soudables et rivetables.
4.1.8) Zinc et alliages
La désignation normalisée est analogue aux alliages d’aluminium (Z à la place de A). Mais il existe des alliages de zinc possédant d’autres désignations normalisées : les zamaks et les kayems (ZP pour alliages moulés).
Principales caractéristiques : assez lourd (densité 7,1) ; basse température de fusion (420 °C) et bonne résistance à la corrosion. La mise en œuvre des alliages est facile en fonderie (basse température de fusion et retrait très faible). Il est possible de réaliser des pièces robustes à parois minces très complexes avec des tolérances serrées (0,01 à 0,1 mm), sans reprise d’usinage et sous des cadences très élevées (moulage en coquille sous pression des zamaks). Nombreux traitements de surface.
PTSI - SII Matériaux : Propriétés, traitements, familles 33
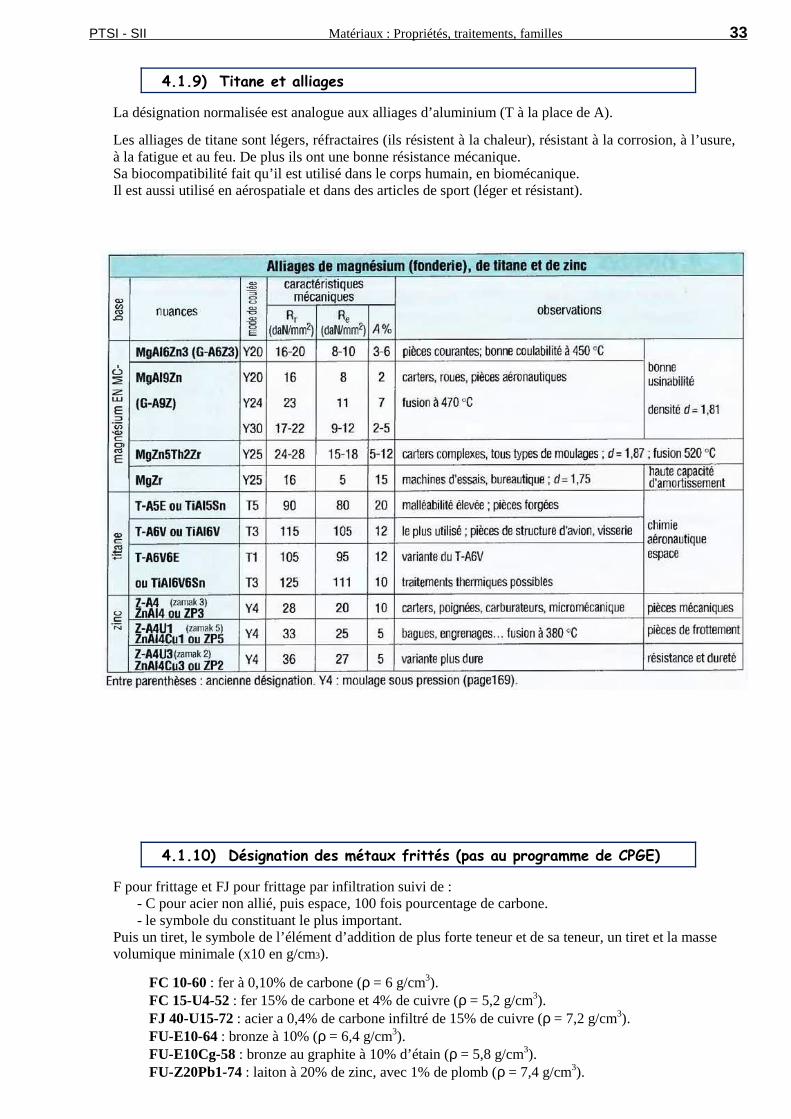
4.1.9) Titane et alliages
La désignation normalisée est analogue aux alliages d’aluminium (T à la place de A).
Les alliages de titane sont légers, réfractaires (ils résistent à la chaleur), résistant à la corrosion, à l’usure, à la fatigue et au feu. De plus ils ont une bonne résistance mécanique. Sa biocompatibilité fait qu’il est utilisé dans le corps humain, en biomécanique. Il est aussi utilisé en aérospatiale et dans des articles de sport (léger et résistant).
4.1.10) Désignation des métaux frittés (pas au programme de CPGE)
F pour frittage et FJ pour frittage par infiltration suivi de : - C pour acier non allié, puis espace, 100 fois pourcentage de carbone. - le symbole du constituant le plus important.
Puis un tiret, le symbole de l’élément d’addition de plus forte teneur et de sa teneur, un tiret et la masse volumique minimale (x10 en g/cm3).
FC 10-60 : fer à 0,10% de carbone (ρ = 6 g/cm3). FC 15-U4-52 : fer 15% de carbone et 4% de cuivre (ρ = 5,2 g/cm3). FJ 40-U15-72 : acier a 0,4% de carbone infiltré de 15% de cuivre (ρ = 7,2 g/cm3). FU-E10-64 : bronze à 10% (ρ = 6,4 g/cm3). FU-E10Cg-58 : bronze au graphite à 10% d’étain (ρ = 5,8 g/cm3). FU-Z20Pb1-74 : laiton à 20% de zinc, avec 1% de plomb (ρ = 7,4 g/cm3).
PTSI - SII Matériaux : Propriétés, traitements, familles 34
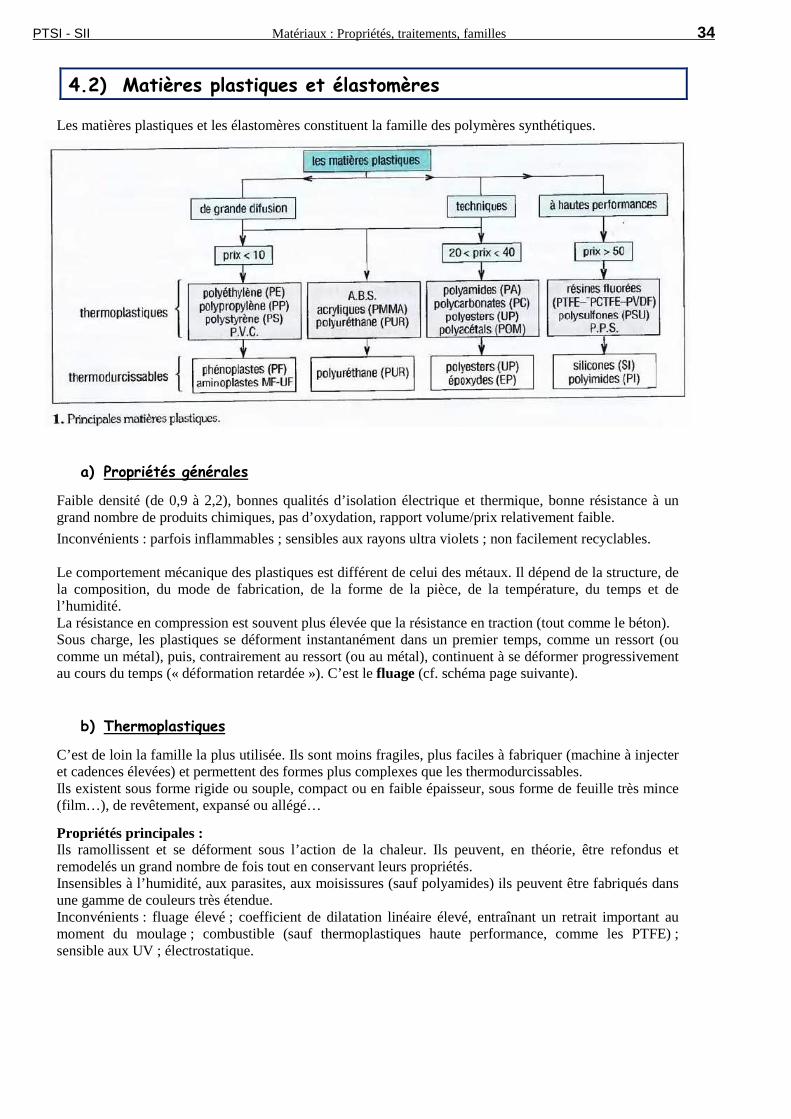
4.2) Matières plastiques et élastomères Les matières plastiques et les élastomères constituent la famille des polymères synthétiques.
a) Propriétés générales
Faible densité (de 0,9 à 2,2), bonnes qualités d’isolation électrique et thermique, bonne résistance à un grand nombre de produits chimiques, pas d’oxydation, rapport volume/prix relativement faible.
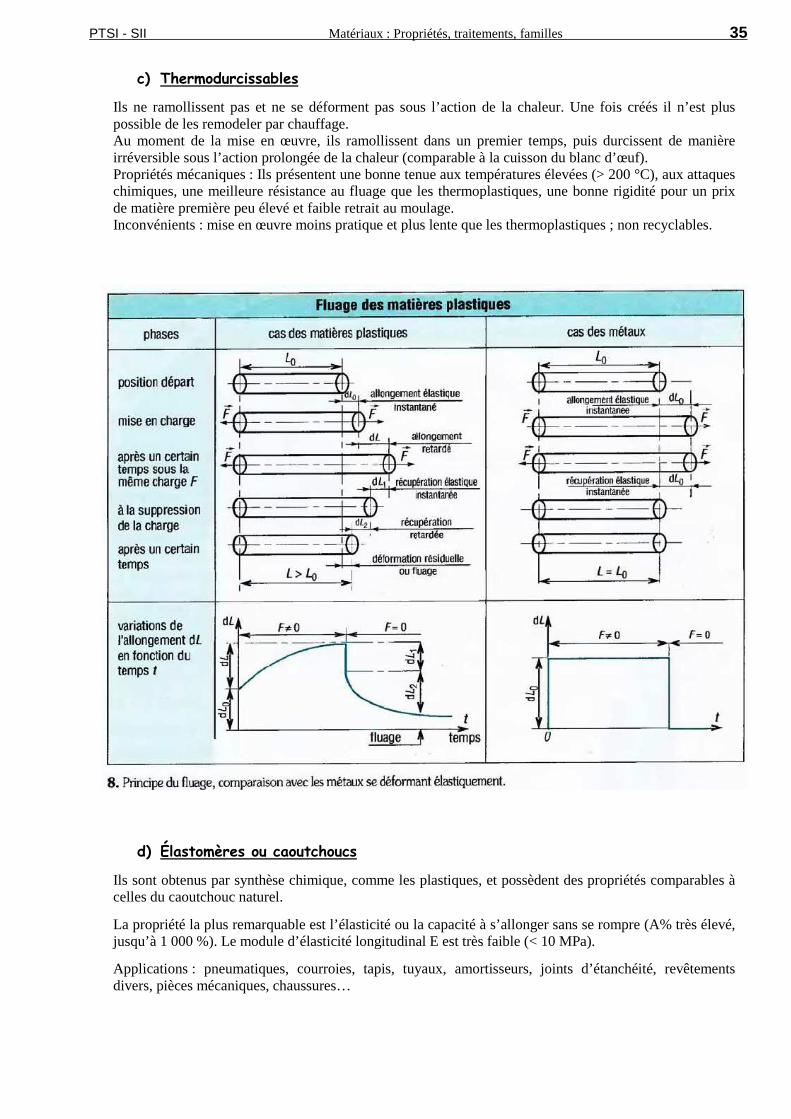
Inconvénients : parfois inflammables ; sensibles aux rayons ultra violets ; non facilement recyclables. Le comportement mécanique des plastiques est différent de celui des métaux. Il dépend de la structure, de la composition, du mode de fabrication, de la forme de la pièce, de la température, du temps et de l’humidité. La résistance en compression est souvent plus élevée que la résistance en traction (tout comme le béton). Sous charge, les plastiques se déforment instantanément dans un premier temps, comme un ressort (ou comme un métal), puis, contrairement au ressort (ou au métal), continuent à se déformer progressivement au cours du temps (« déformation retardée »). C’est le fluage (cf. schéma page suivante).
b) Thermoplastiques
C’est de loin la famille la plus utilisée. Ils sont moins fragiles, plus faciles à fabriquer (machine à injecter et cadences élevées) et permettent des formes plus complexes que les thermodurcissables. Ils existent sous forme rigide ou souple, compact ou en faible épaisseur, sous forme de feuille très mince (film…), de revêtement, expansé ou allégé…
Propriétés principales : Ils ramollissent et se déforment sous l’action de la chaleur. Ils peuvent, en théorie, être refondus et remodelés un grand nombre de fois tout en conservant leurs propriétés. Insensibles à l’humidité, aux parasites, aux moisissures (sauf polyamides) ils peuvent être fabriqués dans une gamme de couleurs très étendue. Inconvénients : fluage élevé ; coefficient de dilatation linéaire élevé, entraînant un retrait important au moment du moulage ; combustible (sauf thermoplastiques haute performance, comme les PTFE) ; sensible aux UV ; électrostatique.
PTSI - SII Matériaux : Propriétés, traitements, familles 35
c) Thermodurcissables
Ils ne ramollissent pas et ne se déforment pas sous l’action de la chaleur. Une fois créés il n’est plus possible de les remodeler par chauffage. Au moment de la mise en œuvre, ils ramollissent dans un premier temps, puis durcissent de manière irréversible sous l’action prolongée de la chaleur (comparable à la cuisson du blanc d’œuf). Propriétés mécaniques : Ils présentent une bonne tenue aux températures élevées (> 200 °C), aux attaques chimiques, une meilleure résistance au fluage que les thermoplastiques, une bonne rigidité pour un prix de matière première peu élevé et faible retrait au moulage. Inconvénients : mise en œuvre moins pratique et plus lente que les thermoplastiques ; non recyclables.
d) Élastomères ou caoutchoucs
Ils sont obtenus par synthèse chimique, comme les plastiques, et possèdent des propriétés comparables à celles du caoutchouc naturel.
La propriété la plus remarquable est l’élasticité ou la capacité à s’allonger sans se rompre (A% très élevé, jusqu’à 1 000 %). Le module d’élasticité longitudinal E est très faible (< 10 MPa).
Applications : pneumatiques, courroies, tapis, tuyaux, amortisseurs, joints d’étanchéité, revêtements divers, pièces mécaniques, chaussures…
PTSI - SII Matériaux : Propriétés, traitements, familles 36
4.3) Céramiques Ni métalliques, ni polymères, ce sont les matières premières les plus abondantes de la croûte terrestre. Elles sont très dures, très rigides, résistent à la chaleur, à l’usure, aux agents chimiques et à la corrosion. Leur principal inconvénient est la fragilité. Fabrication : elle comprend en général une mise en forme (pressage, moulage, extrusion…) suivie par un traitement thermique (cuisson ou frittage).
a) Céramiques traditionnelles
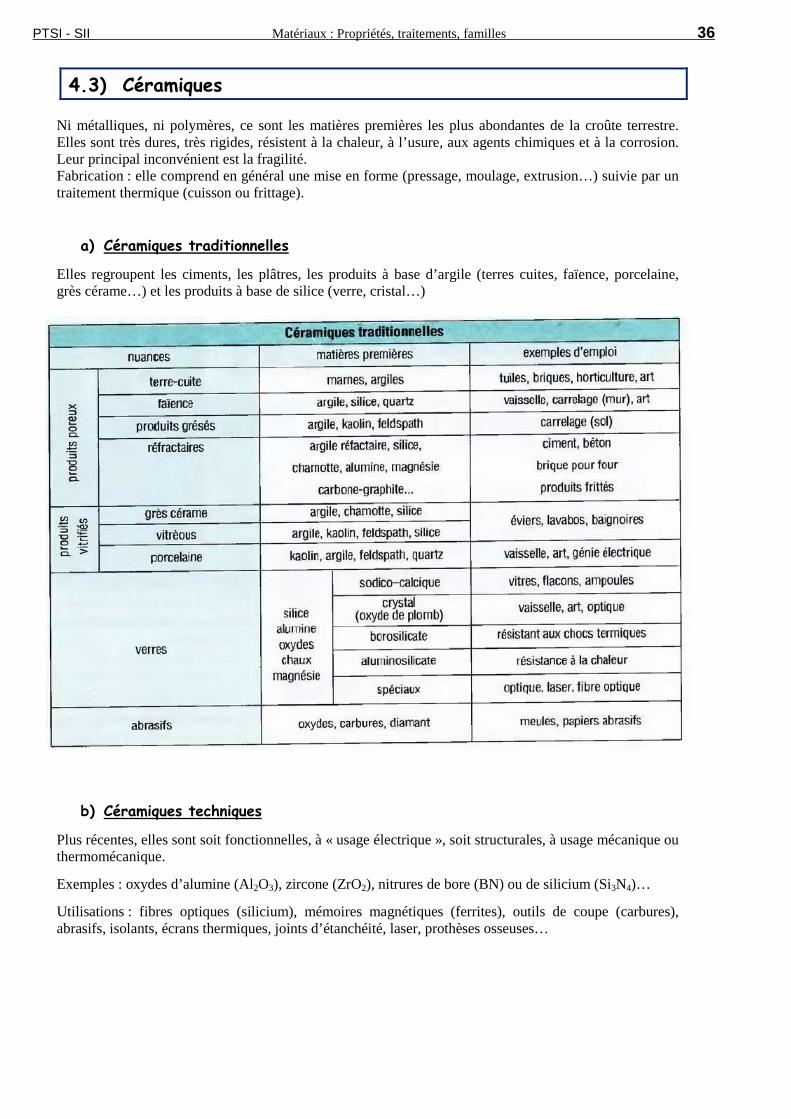
Elles regroupent les ciments, les plâtres, les produits à base d’argile (terres cuites, faïence, porcelaine, grès cérame…) et les produits à base de silice (verre, cristal…)
b) Céramiques techniques
Plus récentes, elles sont soit fonctionnelles, à « usage électrique », soit structurales, à usage mécanique ou thermomécanique.
Exemples : oxydes d’alumine (Al2O3), zircone (ZrO2), nitrures de bore (BN) ou de silicium (Si3N4)…
Utilisations : fibres optiques (silicium), mémoires magnétiques (ferrites), outils de coupe (carbures), abrasifs, isolants, écrans thermiques, joints d’étanchéité, laser, prothèses osseuses…
PTSI - SII Matériaux : Propriétés, traitements, familles 37
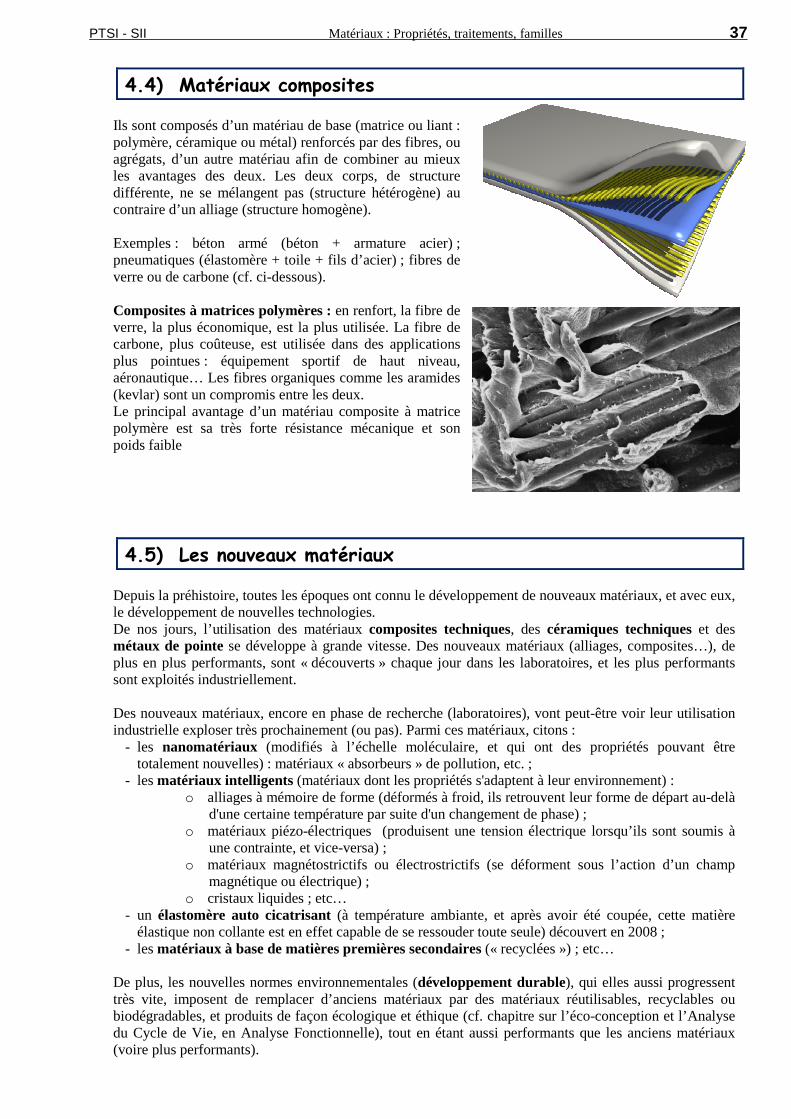
4.4) Matériaux composites Ils sont composés d’un matériau de base (matrice ou liant : polymère, céramique ou métal) renforcés par des fibres, ou agrégats, d’un autre matériau afin de combiner au mieux les avantages des deux. Les deux corps, de structure différente, ne se mélangent pas (structure hétérogène) au contraire d’un alliage (structure homogène). Exemples : béton armé (béton + armature acier) ; pneumatiques (élastomère + toile + fils d’acier) ; fibres de verre ou de carbone (cf. ci-dessous). Composites à matrices polymères : en renfort, la fibre de verre, la plus économique, est la plus utilisée. La fibre de carbone, plus coûteuse, est utilisée dans des applications plus pointues : équipement sportif de haut niveau, aéronautique… Les fibres organiques comme les aramides (kevlar) sont un compromis entre les deux. Le principal avantage d’un matériau composite à matrice polymère est sa très forte résistance mécanique et son poids faible
4.5) Les nouveaux matériaux Depuis la préhistoire, toutes les époques ont connu le développement de nouveaux matériaux, et avec eux, le développement de nouvelles technologies. De nos jours, l’utilisation des matériaux composites techniques, des céramiques techniques et des métaux de pointe se développe à grande vitesse. Des nouveaux matériaux (alliages, composites…), de plus en plus performants, sont « découverts » chaque jour dans les laboratoires, et les plus performants sont exploités industriellement. Des nouveaux matériaux, encore en phase de recherche (laboratoires), vont peut-être voir leur utilisation industrielle exploser très prochainement (ou pas). Parmi ces matériaux, citons :
- les nanomatériaux (modifiés à l’échelle moléculaire, et qui ont des propriétés pouvant être totalement nouvelles) : matériaux « absorbeurs » de pollution, etc. ;
- les matériaux intelligents (matériaux dont les propriétés s'adaptent à leur environnement) : o alliages à mémoire de forme (déformés à froid, ils retrouvent leur forme de départ au-delà
d'une certaine température par suite d'un changement de phase) ; o matériaux piézo-électriques (produisent une tension électrique lorsqu’ils sont soumis à
une contrainte, et vice-versa) ; o matériaux magnétostrictifs ou électrostrictifs (se déforment sous l’action d’un champ
magnétique ou électrique) ; o cristaux liquides ; etc…
- un élastomère auto cicatrisant (à température ambiante, et après avoir été coupée, cette matière élastique non collante est en effet capable de se ressouder toute seule) découvert en 2008 ;
- les matériaux à base de matières premières secondaires (« recyclées ») ; etc… De plus, les nouvelles normes environnementales (développement durable), qui elles aussi progressent très vite, imposent de remplacer d’anciens matériaux par des matériaux réutilisables, recyclables ou biodégradables, et produits de façon écologique et éthique (cf. chapitre sur l’éco-conception et l’Analyse du Cycle de Vie, en Analyse Fonctionnelle), tout en étant aussi performants que les anciens matériaux (voire plus performants).
PTSI - SII Matériaux : Propriétés, traitements, familles 38
5) CHOISIR UN MATÉRIAU En phase de (re)conception d’un mécanisme, les ingénieurs du bureau d’études sont amenés à choisir un tryptique produit/procédé/matériau pour chacune des pièces qu’ils souhaitent concevoir.
En fonction de la forme globale de la pièce à obtenir, des caractéristiques qu’elle devra avoir (résistance élastique, à la rupture, à l’usure, à la corrosion, dilatation, température d’utilisation, frottements, etc…) on choisit ensemble :
- le procédé d’obtention ; - le matériau ; - les formes précises de la pièce (produit).
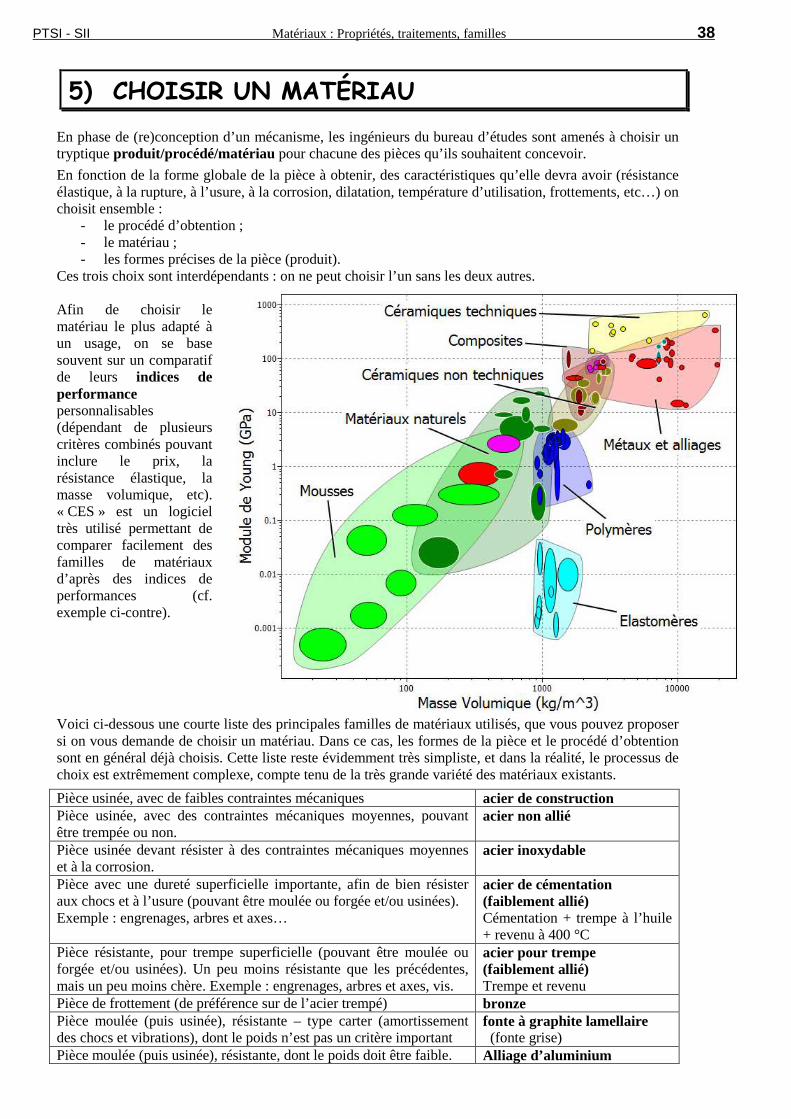
Ces trois choix sont interdépendants : on ne peut choisir l’un sans les deux autres. Afin de choisir le matériau le plus adapté à un usage, on se base souvent sur un comparatif de leurs indices de performance personnalisables (dépendant de plusieurs critères combinés pouvant inclure le prix, la résistance élastique, la masse volumique, etc). « CES » est un logiciel très utilisé permettant de comparer facilement des familles de matériaux d’après des indices de performances (cf. exemple ci-contre).
Voici ci-dessous une courte liste des principales familles de matériaux utilisés, que vous pouvez proposer si on vous demande de choisir un matériau. Dans ce cas, les formes de la pièce et le procédé d’obtention sont en général déjà choisis. Cette liste reste évidemment très simpliste, et dans la réalité, le processus de choix est extrêmement complexe, compte tenu de la très grande variété des matériaux existants.
Pièce usinée, avec de faibles contraintes mécaniques acier de construction Pièce usinée, avec des contraintes mécaniques moyennes, pouvant être trempée ou non.
acier non allié
Pièce usinée devant résister à des contraintes mécaniques moyennes et à la corrosion.
acier inoxydable
Pièce avec une dureté superficielle importante, afin de bien résister aux chocs et à l’usure (pouvant être moulée ou forgée et/ou usinées). Exemple : engrenages, arbres et axes…
acier de cémentation (faiblement allié) Cémentation + trempe à l’huile + revenu à 400 °C
Pièce résistante, pour trempe superficielle (pouvant être moulée ou forgée et/ou usinées). Un peu moins résistante que les précédentes, mais un peu moins chère. Exemple : engrenages, arbres et axes, vis.
acier pour trempe (faiblement allié) Trempe et revenu
Pièce de frottement (de préférence sur de l’acier trempé) bronze Pièce moulée (puis usinée), résistante – type carter (amortissement des chocs et vibrations), dont le poids n’est pas un critère important
fonte à graphite lamellaire (fonte grise)
Pièce moulée (puis usinée), résistante, dont le poids doit être faible. Alliage d’aluminium