€¦ · Web viewA novel arc heat treatment technique for producing graded microstructures...
27
A novel arc heat treatment technique for producing graded microstructures through controlled temperature gradients Vahid A Hosseini 1,2 , Leif Karlsson 1 , Kjell Hurtig 1 , Isabelle Choquet 1 , Dirk Engelberg 3 , Matthew J. Roy 4 , Chamara Kumara 1 1 Department of Engineering Science, University West, SE-461 86 Trollhättan, Sweden 2 Innovatum AB., Trollhättan, SE-461 29 Trollhättan, Sweden 3 School of Materials, The University of Manchester, Manchester M13 9PL, UK . 4 School of Mechanical, Aerospace and Civil Engineering, The University of Manchester, Manchester M13 9PL, UK [email protected] , [email protected] , [email protected] , [email protected], [email protected] , [email protected] , [email protected] Abstract This paper introduces a novel arc heat treatment technique to produce samples with graded microstructures through the application of controlled temperature gradients. Steady state temperature distributions within the sample can be achieved and maintained, for times ranging from a few seconds to several hours. The technique reduces the number of samples needed to characterize the response of a material to thermal treatments, and can consequently be used as a physical simulator for materials processing. The technique is suitable for conventional heat treatment analogues, welding simulations, multi-step heat treatments, and heat treatments with controlled heating and cooling rates. To demonstrate this technique, a super duplex stainless steel was treated with a stationary TIG arc, to confirm the relationship between generated steady-state temperature fields, microstructure development, hardness, and sensitization to corrosion. Metallographic imaging and hardness mapping provided information about graded microstructures, confirming the formation of secondary phases and microstructure sensitization in the temperature range 850-950°C. Modelling of temperature distributions and thermodynamic calculations of phase stabilities were used to simulate microstructure development and associated welding cycles. Key words: Stationary arc; heat treatment; graded microstructure; super duplex stainless steels; physical simulation; welding. 1. Introduction The outcome of a heat treatment (HT) is dependent on knowledge about the combined effects of time and temperature on the microstructure of an alloy. This information is usually summarized in time-temperature transformation (TTT) and continuous cooling transformation (CCT) diagrams. The conventional way to produce TTT and CCT diagrams is to heat treat a large number of samples, with each point in TTT diagrams representative of an 1
Transcript of €¦ · Web viewA novel arc heat treatment technique for producing graded microstructures...

A novel arc heat treatment technique for producing graded microstructures through controlled temperature gradients
Vahid A Hosseini1,2, Leif Karlsson1, Kjell Hurtig1, Isabelle Choquet1, Dirk Engelberg3, Matthew J. Roy4, Chamara Kumara1
1 Department of Engineering Science, University West, SE-461 86 Trollhättan, Sweden2 Innovatum AB., Trollhättan, SE-461 29 Trollhättan, Sweden3 School of Materials, The University of Manchester, Manchester M13 9PL, UK.4 School of Mechanical, Aerospace and Civil Engineering, The University of Manchester, Manchester M13 9PL, UK
[email protected], [email protected], [email protected] , [email protected], [email protected] , [email protected] , [email protected]
Abstract
This paper introduces a novel arc heat treatment technique to produce samples with graded microstructures through the application of controlled temperature gradients. Steady state temperature distributions within the sample can be achieved and maintained, for times ranging from a few seconds to several hours. The technique reduces the number of samples needed to characterize the response of a material to thermal treatments, and can consequently be used as a physical simulator for materials processing. The technique is suitable for conventional heat treatment analogues, welding simulations, multi-step heat treatments, and heat treatments with controlled heating and cooling rates. To demonstrate this technique, a super duplex stainless steel was treated with a stationary TIG arc, to confirm the relationship between generated steady-state temperature fields, microstructure development, hardness, and sensitization to corrosion. Metallographic imaging and hardness mapping provided information about graded microstructures, confirming the formation of secondary phases and microstructure sensitization in the temperature range 850-950°C. Modelling of temperature distributions and thermodynamic calculations of phase stabilities were used to simulate microstructure development and associated welding cycles.
Key words: Stationary arc; heat treatment; graded microstructure; super duplex stainless steels; physical simulation; welding.
1. Introduction
The outcome of a heat treatment (HT) is dependent on knowledge about the combined effects of time and temperature on the microstructure of an alloy. This information is usually summarized in time-temperature transformation (TTT) and continuous cooling transformation (CCT) diagrams. The conventional way to produce TTT and CCT diagrams is to heat treat a large number of samples, with each point in TTT diagrams representative of an experiment performed at a specific time and temperature. The method is time consuming and it is impossible to cover all temperatures, even though the Avrami equation has been shown to be able to extrapolate or interpolate to areas in TTT diagrams without any experimental data [1, 2]. Conventional heat treatment methods also fail to simulate welding cycles, because heating and cooling rates during welding are normally faster than furnace responses.
Physical simulation tools provide new possibilities for simulating heat treatment of materials, with the ability to generate microstructure close to real material processing conditions [3]. The DSI Systems Gleeble thermal-mechanical-simulator, for example, is widely used in simulation of weld heat affected zones [4, 5], and is also capable of applying thermo-mechanical treatments on samples [3, 6]. These simulators, however, are expensive and applied temperature gradients are often quite different to those experienced in real welding due to how heat is applied.
Another technique to produce welding thermal cycles in a controlled manner was introduced by remelting a plate with several bead-on-plate tungsten inert gas (TIG) welding passes. Hosseini et al. [7-9] applied this method to investigate the effect of multiple thermal cycles on the microstructure and corrosion resistance of a super duplex stainless steel (SDSS). A graded microstructure was formed in the heat affected zone (HAZ) after applying up to four TIG passes. The technique provided data about the kinetics of nitrogen loss in the weld zone and the evolution of nitride and sigma phase contents in the HAZ. It was possible to investigate the evolution of microstructures produced over a wide range of peak temperatures (melting point to room temperature). However,
1

the technique could only be used for continuous cooling and the number of runs was limited due to the distortion of the plate [7-9]. Compared to a typical Gleeble equipment, it produced real welding temperature gradients and relevant graded microstructures.
Another method to physically simulate weld metal and HAZ was introduced by Glickstein et al. [10]. They applied a stationary TIG arc on a stationary plate to investigate the welding parameters for Alloy 600. The plate was fixed, but no backing plate or coolant was used. In this work, thermal cycles were recorded and the evolution of the weld pool was studied for arc times up to 10 s. Glickstein et al. [11] also modelled the evolution of heat affected zone (HAZ) width with arc exposure time using the same experimental method. No microstructural investigations were performed on the fusion zone and HAZ. A stationary arc was also employed to investigate the evolution of weld pools in other studies [12]. Hertzman et al. [13] used a stationary arc to investigate the nitrogen absorption and desorption kinetics in duplex stainless steels. A stationary arc has also been used as a part of a calorimetry device to calculate the arc efficiency of the TIG welding process [14].
This paper introduces a novel arc heat treatment technique, in which a wide range of temperatures can be produced simultaneously in a single sample for selected holding times ranging from a few seconds to several hours. A SDSS was chosen as a pilot material to evaluate the technique, since changes in the ferrite/austenite balance and precipitation of secondary phases are strongly dependent on the applied thermal cycles and of great importance for resulting properties for this group of alloys [15-18]. The focus of the present study is on the characteristics and possible applications of this arc heat treatment technique, which can be used to generate a wide range of thermal cycles and graded microstructures. The paper first introduces the arc heat treatment technique with possible applications, modeling of the temperature distribution in the arc heat treated sample, followed by characterization of the arc heat treated SDSS sample. Finally, the correlation between microstructures predicted by thermodynamic calculations, measured and modelled temperature fields, hardness and observed microstructure is discussed.
2. Materials and methods
The present section is aimed at describing the procedure of the arc heat treatment technique. Moreover, the modelling of temperature distribution in the arc heat treated sample is explained and finally the methods used to characterize the graded microstructure are detailed in this section.
2.1. Experimental setup and heat treatment technique
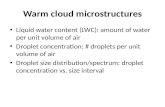
The schematic setup of the arc heat treatment device is illustrated in Figure 1. A disc was bolted to the top of a chamber containing circulating water. The concept of the present design was to impose symmetric heat extraction of the center of the disc during arc heating. Water cooling was started an hour before the experiment to have a stable condition. The water flow rate (1.4±0.02 L/min) and its inlet temperature (8± 1°C) and outlet temperature (17± 1°C) were fixed during the experiment.
2

Figure 1: Schematic illustration of the arc heat treatment method. The arc is applied on top of the water-cooled disc.
The heat treatment was performed using a TIG welding torch attached to a welding robot. The welding power source was a programmable TIG COMMANDER AC/DC 400. The electrode was a 2.4 mm diameter 2%Thorium WT 20, having a tip angle of 60°. An arc length of 3 mm was imposed, with pure argon as a shielding gas. A grade 2507 super duplex stainless steel (EN: 1.4410, UNS S32750) disc, with the chemical composition given in Table 1 and the dimensions of Ø 99 x 6 mm thickness was employed throughout.
Table 1: Chemical composition (wt.%) of as-received 2507 SDSS.
C Si Mn P S Cr Ni Mo N Cu Fe
0.016 0.44 0.76 0.028 0.001 25.04 6.93 3.78 0.265 0.4 Bal.
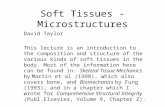
Sixteen K-type thermocouples (TC) were spot welded to the disc as shown in Figure 2. A pre-test had been performed to find the geometry of the molten zone for attaching the thermocouples. It has previously been determined that thermocouples placed closer than 1 mm to the fusion boundary cause TC junctions to fail for a similar experimental setup [8]. Therefore, thermocouple TCT0 was placed 1.5 mm from the fusion boundary (FB), as shown in Figure 2. Thermocouples TCT1-4 were attached 10 mm from the center of the disc in different directions to verify that heat transfer was symmetrical and that the arc was positioned at the center. Several thermocouples were also attached at longer distances from the weld center to gather data providing input data for modelling of the temperature distribution. Five thermocouples were also attached on the back-side of the disc. An International Instrument multi-channel data logger was employed to capture temperature readings with a logging rate of 5 Hz.
3

Figure 2: Thermocouple (TC) locations on the back and top-side of the disc. A photo showing the fusion zone and the thermocouples closest to the fusion boundary is also presented to the right.
Experimental setup commenced after the arc was positioned and centered such that thermocouples TCT1-4 showed similar temperature readings (±5°C), and located the fixture relative to the robotic manipulator. After ascertaining/centering the fixture, four different arc heat treatment procedures (i-iv) were applied to demonstrate the arc heat treatment technique, with each experiment repeated three times to ensure thermal cycles were controllable and repeatable. The four procedures described subsequently include (i) a Traditional Heat Treatment Cycle (THTC), (ii) a Step Heat Treatment Cycle (SHTC), (iii) a Continuous Heating and Cooling Cycles (CHCC), and (iv) Welding Simulation Cycles (WSC).
(THTC) - The arc was applied with a constant current (100 A) for 5 or 10 minutes with the former to record the thermal cycle, and the latter for metallurgical characterization. This procedure was designed to produce thermal cycles similar to furnace heat treatment cycles with constant temperatures.
(SHTC) - Keeping a constant current of 100 A, the arc was quickly moved from its original location 0.5 mm forward, backward, left and right towards different thermocouples. This procedure was aimed at producing heat treatment cycles representative of different steps of a heat treatment.
(CHCC) - A procedure for ramping up and down the arc current at a determined fixed rate. The initial arc current was 20 A, increased to 100 A, maintained at this current and then ramped down to 20 A. The aim of this procedure was to produce thermal cycles similar to heat treatments with certain heating or cooling rates.
(WSC) - The arc was turned off when the thermocouple (TCT0) closest to the fusion zone recorded a temperature 150°C below the peak temperature measured in the THTC test. The purpose of this procedure was to simulate welding thermal cycles.
2.2. Modelling of temperature distributions
The temperature measurements on the both sides of the samples were supplemented with numerical simulations to calculate the temperature distribution in the bulk of an arc heat treated sample. During the arc heat treatment process, heat is transferred through the sample by means of conduction. The energy conservation equation governing the temperature, T , in a solid material is given by
∂ ( ρC T )∂t
−∇ ∙ (κ∇T )=S
4

Where ρ is the material density, C the specific heat capacity, and κ the thermal conductivity. The local phase fractions are not calculated here (i.e. the material is assumed homogeneous), and the bulk source term S due to phase change is accordingly set to zero. However their effect is accounted for through temperature dependent material properties. The thermodynamic and transport properties were obtained using the software JMatPro for the material composition given in Table 1. The values of ρ , C and κ were tabulated over a temperature range from 25°C (room temperature) to melting temperature with temperature intervals of 5°C. The resultant thermal diffusivity D=κ /(ρC ) is plotted in Figure 3 as a function of temperature. The model was implemented in the open source computational software OpenFOAM® [19].
Figure 3: Thermal diffusivity as a function of temperature
.
The model was applied to calculate the bulk temperature distribution for a sample arc heat treated for 10 minutes (THTC). As the experimental configuration is axisymmetric (see Figure 2) the computational domain was reduced to a 2-dimensional radial section of a sample (6 mm x 49.5 mm) from which the fusion zone was subtended. The fusion boundary (FB) was rendered a computational boundary, and the overall domain was meshed with elements size and placement according to temperature gradient. A mesh sensitivity analysis was performed, with results converging for a mesh made of almost 20200 quadrilaterals elements. Steady state Dirichlet type conditions were set on all the boundaries. At the FB the temperature was set to 1386°C (i.e. the material solidus temperature). On the top and back surfaces the steady-state temperatures from TC measurements were directly imposed. The TCs were positioned strategically to enable linear interpolation between adjacent measurement points. The calculations were run up to steady state imposing a convergence criteria of 10-8 (residual in L2 norm). Thermodynamic calculations of the equilibrium phase fraction and TTT diagrams were performed using JMatPro, Version 6.2.1, for actual chemical composition of the alloy listed in Table 1.
2.3. Characterization methods
The microstructure, sensitization to corrosion and hardness profile were investigated for the disc arc heat treated for 10 minutes. A sample was cut from the middle of the fusion zone and its cross section was characterized. The sample and the schematic location of the studied cross section are shown in Figure 4.
For light optical microscopy analyses, the cross section was polished to 0.4 micron with diamond-based media, and electrolytically etched with 10 wt.% NaOH with an applied voltage of 4 V for 4 s. Light optical microscopy was performed using an Olympus BX60M microscope.
5

Figure 4: a) An arc heat treat sample was cut from the test coupon. b) Schematic figure showing the location of studied cross section.
A polished sample was also characterized using the back scattered electron (BSE) mode in a Toshiba TM3000 scanning electron microscope (SEM). Different phases could thereby be differentiated by atomic number contrast. Wavelength energy dispersive (WDS) analyses were performed using a JEOL JSM-7000F, -7001F field emission gun SEM equipped with an INCA WAVE WDS wavelength dispersive X-ray spectrometer to measure nitrogen content. An acceleration voltage of 3 kV and a working distance of 10 mm were employed to measure nitrogen content.
A Struers DuraScan 80 automated hardness tester was used to map HV0.2 hardness values of the 10 min arc heat treated sample using the THTC approach. The procedure employed to perform hardness mapping is provided by Brayshaw et al. [20], with a prescribed 0.45 mm minimum distance between indents.
A modified procedure based on ASTM A262 [21], Practice A, was used to find sensitized regions. The sample was etched for 1 minute in 10 wt. % oxalic acid with an applied voltage of 2 V and sensitized regions were identified by light optical microscopy. The sensitization of duplex stainless steels is attributed to the depletion of chromium and molybdenum in regions surrounding intermetallics and nitrides [9].
3. Results
3.1. Thermal cycle analysis
Different procedures were tested to explore characteristics of the arc heat treatment technique. Here, the resulting thermal cycles are described in detail for those heat treatments.
3.1.1. Traditional heat treatment cycles (THTC)
Time-temperature curves registered for the traditional heat treatment cycle are shown in Figure 5, where the transient response of TCT1-4 are presented after arc centering. The small temperature difference suggests that the arc is well centered. The larger deviation for TCT3 was found to be due to the position of this TC being slightly offset to the nominal 10 mm.
The steady state temperatures were a function of cooling condition (top side: air, back side: water) and distance from the fusion boundary (FB). On the top side, the regions closer to the FB registered a higher steady state temperature with a maximum of 758°C for 0.96 mm from the FB. The steady state temperature varied ± 5 °C for the thermocouple closest to the FB on the top side and the variation decreased with increasing distance from the FB on the top side. The maximum recorded temperature did not exceed 160°C on the back side. The steady state temperature decreased with increasing distance from the weld center. Temperature variation on the back side was larger than for the top side as shown in Figure 6.
As seen in Figure 6, the thermocouple closest to the arc reached the steady state temperature in about 7 s. The average heating rate, therefore, is 106 °C/s at 1.5 mm from the FB, and the time to reach steady state increased in-line with distance from the FB. For instance, the heating times for TCT2 (10 mm from the weld center) and TCT5 (20 mm from the weld center) are 15 s and 18 s. The steady state temperature for back side thermocouples, therefore, was achieved slightly faster than the top side thermocouples (except TCT0), because
6

they were closer to the FB. As can be seen in Figure 6, after turning off the arc, cooling was rapid and temperature dropped from 758°C to 50°C degree in 11 s for TCT0. On the top side, cooling time did not differ significantly with distance from the FB. TCs attached to the backside of the disc showed slightly faster cooling rates compared to those on the top side.
Figure 5: Traditional heat treatment thermal cycles. Steady state temperatures were obtained after few seconds at different locations
Figure 6: Heating and cooling cycles in traditional heat treatment cycles. The vertical solid lines show the points where steady state were achieved at different locations on the top side.
3.1.2. Step heat treatment cycles (SHTC)
In this procedure, the arc was moved in different directions to investigate the change in the steady state temperature. Time-temperature curves for the step heat treatment cycle (SHTC), shown in Figure 7, give the same initial steady state temperatures as those recorded for THTC. The steady state temperature of TCT2 increased when arc moved toward its location, as indicated by arrow 1. However, the steady state temperature for TCT0 decreased. Displacement of the arc towards TCT0 by 0.5 mm resulted an increased temperature (arrow 2) of around 100°C. It took less than 2 s to achieve a new steady state condition after moving the arc. Arrows 3
7

and 4 show the influence of arc movement towards TCT3 and TCT4, respectively. As expected the effect on the steady state temperature of TCT0 was small.
Figure 7: Step heat treatment cycle showing the influence of changing the arc position on the steady state temperatures. Arrows 1, 2, 3 and 4 illustrate the movement of the arc towards TCT2, TCT0, TCT3 and TCT4, respectively.
3.1.3. Continuous heating and cooling cycles (CHCC)
Time-temperature curves for the continuous heating and cooling cycle (CHCC) are presented in Figure 8 for TCT0 and TCT2. In this procedure the current was used to control the heating and cooling time. The current was ramped up from 20 A to 100 A with a rate of 2 A/s, held constant for 90 s and then decreased with a rate of 2 A/s.
Figure 8: Continuous heating and cooling cycle produced by controlled changes of current. The larger fluctuations in temperature and cooling/heating rates for TCT0 (1.5 mm form the FB) than that for TCT2 (5.5 mm form the FB) is due to a larger effect of arc
exposure for thermocouples closer to the FB.
The variation of cooling rate for TCT0 and TCT2 is also illustrated in Figure 8. The initial arc current started at 20 A and TCT0 reached 170°C very quickly. The temperature then increased with a heating rate in the range of 8-15 °C/s until steady state was reached. The temperatures at steady state condition were the same as those
8

registered for THTC experiments. After 90 s at steady state, the TCT0 location was cooled at a rate of 8-15°C/s to 170°C and then the arc was turned off, resulting in a rapid temperature drop.
The heating and cooling rates were calculated from each pair of successively logged temperatures. As the rates varied significantly, the average cooling and heating rates of 10 calculated rates are shown in Figure 8. A significant fluctuation of the recorded heating and cooling rates were seen for TCT0 (1.5 mm form the FB), especially at higher temperatures. However, TCT2 (5.5 mm from the FB) showed more stable heating and cooling rates compared to TCT0. This is most likely a consequence of a larger effect of arc exposure for thermocouples closer to the FB. The absolute values of heating and cooling rates for TCT2 are smaller than those for TCT0 due to the lower steady state temperature.
3.1.4. Welding thermal cycles (WTC)
Time-temperature curves for TCT0 and TCT2 for the welding simulation cycle (WTC) are shown in Figure 9. The maximum heating and cooling rates were approximately 400°C/s for TCT0. Much lower heating and cooling rates were recorded and the peak temperature occurred after longer time for TCT2 compared to TCT0. The same trends have been reported in experimental and theoretical studies of welding thermal cycle analysis [22, 23].
Figure 9: Welding thermal cycle simulated by arc heat treatment showing rapid heating and cooling for the thermocouples 1.5 mm and 5.5 mm from the fusion boundary.
3.2. Temperature modelling and thermodynamic calculations
The bulk temperature distribution calculated in the bulk of the material, shown in Figure 10, illustrates the smooth temperature distribution around the FB. It can be observed in the vicinity of the fusion zone (white area) that the temperature isolines are more regularly spaced along the symmetry line (y-axis) than along the top surface (x-axis).
9

Figure 10: Modelled constant temperature distribution in the arc heat treated super duplex stainless steel cross section.
Equilibrium phase fraction and TTP diagrams calculated for the 2507 SDSS alloy in Figure 11 indicate that a wide range of phases are expected to precipitate at different heat treatment temperatures. The precipitation of intermetallics and nitrides start (here defined as formation of 0.1 vol.%) at temperatures around 1000 °C after 10 minutes. It is not expected to have a large content of secondary phases at temperature less than 750 °C, based on the TTP diagram.
Figure 11: a) Equilibrium phase fraction and b) TTP diagrams calculated by JMatPro for the arc heat tread super duplex stainless steel.
3.3. Characterization
The macrostructure and a hardness map of the 10 minutes arc heat treated sample are shown in Figure 12 a and b. The fusion zone, delimited by a dashed line placed at the FB, appears brighter and has, as shown in Figure 12 a, a fully ferritic microstructure. Austenite starts to appear at some distance from the FB (Figure 12 a) and the content increase with distance. Secondary phases were found in the microstructure starting at 0.6 mm from the FB at location close to the top side of the disc, gradually replacing ferrite up to some distances, and then appearing in amounts decreasing with distance until approximately 1.5 mm from the FB.
A hardness map for the 10 min heat treated sample is shown in Figure 12 b. The most prominent feature is the band with a high hardness forming in the base material at some distance from the fusion boundary. A low magnification micrograph of 10 min arc heat treated sample after sensitization testing is illustrated in Figure 12 d. The image was obtained by electrolytically etching the sample for 1 minute in 10 wt.% oxalic acid [9], to reveal the degree of sensitization at different distances from the FB. Micrographs with higher magnification from the regions numbered R1 to R4 are shown in Figure 13. The BSE-SEM micrographs of the as-polished sample are also shown in Figure 13 to permit correlation between the microstructure and sensitization behavior.
Region 1 did not show any significant sensitization and only some ferrite/ferrite grain boundaries were affected (Figure 13-a). The SEM micrograph also shows a duplex microstructure without any precipitates. Austenite content increased with increasing distance from the FB in region 1 (Figure 13 a and b). Sensitization was clearly seen in region 2 to region 4, and was most pronounced in region 3 (Figure 13). The BSE-SEM micrographs show
10

that the sensitization behavior correlates well with the largest content of sigma phase and the most severe sensitization occurring in region 3 (Figure 13-e). Indications of formation of secondary phases other than sigma can also be seen in regions 2 to 4 (Figure 13-c, e, and g), although in much smaller amounts.
Figure 12: Cross section, microstructure, hardness map of 10 hours heat treated SDSS sample. a) Macrostructure. b) Hardness map showing a band of high hardness at some distance from the FB. c) BSE-SEM micrograph showing a fully ferritic fused zone and formation of secondary phases (bright phases) 0.6 mm from the FB. d) The macrostructure of sample after sensitization test by 10 wt.% oxalic acid etching. R1 to R4 are different regions which are illustrated at higher magnifications in Figure 13.
A nitrogen concentration profile across the fusion boundary obtained by WDS analysis is shown in Figure 14. Although there is a large scatter, and analysis shows a lower base material nitrogen content than the 0.265 wt.% expected from the material certificate (Table 1), it is clear that nitrogen loss from the weld pool has been significant. Virtually all nitrogen appears to have escaped from the weld pool and there also are indications of some loss in the HAZ next to the fusion boundary.
11

Figure 13: Light optical micrographs after sensitization testing (right row) and BS-SEM images (left row) of the as-polished sample of the regions in Figure 12d. F, A, and S indicate ferrite, austenite and sigma phase, respectively. The degree of sensitization can
clearly be correlated to presence of sigma phase.
12

Figure 14: Nitrogen concentration profile across the fusion boundary of the SDSS sample arc heat treated for 10 min. Dark rectangles in top figure shows areas analyzed. The nitrogen content of the fused zone is virtually zero and there are indications of
some decrease in the HAZ next to the fusion boundary.
4. Discussion4.1. Heat treatment cycles and possible applications4.1.1. Traditional heat treatment cycle (THTC)
The THTC produces a steady state temperature field around the fusion zone for the given time, as shown in Figure 5. This unique characteristic allows the production of graded microstructures having all isolines close together in one sample. Such a sample can be used for electron backscattered diffraction (EBSD) analyses, sensitization testing and microhardness profile analyses (e.g. Ref. [24]). In this study, as an example, microhardness mapping and sensitization testing (Figure 12) were successfully performed on a 10 min arc heat treated type 2507 SDSS. The possible application of THTC is to produce TTT and TTP diagrams using very few samples compared to what is required with conventional heat treatment methods. Each distance from the FB is representative of one point in a TTT diagram. A newly developed alloy can quickly be characterized using THTC.
The corrosion resistance of different microstructures can potentially also be verified. For instance, the sensitization behavior of the SDSS sample heat treated for 10 minutes was studied after electrolytical etching for 1 min in 10 % oxalic acid in the present study. The response to etching depends on the types and amount of precipitation which occur at different temperatures. Recovery, recrystallization, and grain growth are also possible to simulate in THTC. Characterization of the fused zone provides data about the kinetics of possible loss of elements such as nitrogen from the weld metal. In addition, it is possible to use a wide range of shielding gases to study their effect on the geometry and chemical composition of the weld pool.
4.1.2. Step heat treatment cycle (SHTC)
13

The SHTC produces temperatures that vary in a controlled manner by moving the arc. The results were used for two main purposes. Firstly, data to set the boundary conditions for temperature distribution modelling of the arc heat treatment technique were obtained (section 3.2.1). Secondly, SHTC changes the steady state temperature by moving the arc, which may be used for exploring step heat treatments. The fast transition between two positions makes it possible to change the temperature in a specific location quickly. The torch, when fixed on a robot, can be moved with a well-defined and programmed speed, therefore desired heating or cooling rates can be designed when going from one steady state condition to another. As an example of possible applications is the study of austenite transformation in wrought and welded structures [25-27], such as the decomposition into ferrite, pearlite, bainite and martensite.
The principle behind these possible applications is illustrated in Figure 15. Schematic temperature regions in the vicinity of the arc are illustrated by different colors. At the initial position of the arc, points A, B, and C are on the same isoline (shown by black circle). If the arc is moved to the left, the above mentioned points will have new, but different steady state temperatures. The new condition will be TA〈TB〈TC, as shown in Figure 15b. For the physical simulation of heat treatment of a steel using this technique, the initial temperature of points A, B, and C can for example be the austenitizing temperature. Then, depending on the final location of the arc, a wide range of microstructures will result. By characterization of several combinations of positions on different isolines before and after moving the arc, it is also possible to produce data for different austenitizing and isothermal treatment temperatures. However it should be noted that precise temperature measurements and modelling are essential to get reliable results and to accurately correlate the final microstructures with the actual thermal cycles.
Figure 15: Possible application for step heat treatment. a) The colored circles show different temperature ranges in the vicinity of the arc (top view). Points A, B, and C initially all have the same steady state temperature but the new steady state condition will be
differ between the points after moving the arc. b) The thermal cycles experienced in points A, B, and C.
4.1.3. Continuous heating and cooling cycles (CHCC)
CHCC can be used to produce well controlled heating and cooling conditions. The measured surface heating and cooling rates are less stable close to the FB due to the exposure of the thermocouples to the arc. However, this is not a concern inside the plate, where the temperature is controlled by conduction rather than radiation. CHCC may for example be used to produce CCT diagrams with different peak temperatures and cooling conditions.
4.1.4. Welding simulation cycle (WSC)
As shown in Figure 8, WSC can produce thermal cycles similar to real welding conditions. Measured heating and cooling rates as high as 400 °C/s were recorded and the shape of the thermal cycle is in a good agreement with real welding cycles. Only one attempt on thermal cycle analysis of a stationary arc on a stationary work piece is available literature, as reported by Friedman et al. in 1976 [28]. However, they this study did not obtain a steady state condition, as no active cooling was employed. The shape of the recorded cycles in the present study is in good agreement with Friedman et al.’s work [28].
14

Recently, several studies [29, 30] have been aimed at producing samples with welding thermal cycles. However, temperature gradients and sometimes heating and cooling rates were not successfully replicated. Multiple thermal cycles and multipass welding can also be simulated using WSC. In addition, complex thermal cycles in multipass welding can be produced by applying the arc at different positions. Moreover, increasing and decreasing current with specific rates without reaching a steady state condition may provide information about the effect of different heat inputs.
4.2. Heat transfer
The heat transfer during the arc heat treatment is quite complex due to the presence of the arc on the top side and the circulating cooling water on the back side. As mentioned in section 3.1.1, the temperature isolines are not equidistant below the fusion zone and on the top side. In other words, the local temperature gradients along the directions normal to the fusion line vary. This difference is due to the modes of heat transfer involved. The temperature distribution on the top surface (obtained from measurements) implicitly takes into account the convective and radiative cooling of the surface, and conduction within the material. Close to the FB on the top surface the temperature isolines are closely spaced, while the spacing increase with larger distances. A main reason is the different types of convective cooling involved [14]. In the vicinity of the arc the convective cooling is forced due to the high arc jet velocity induced by the magnetic pinch force. Further away the convective cooling is natural and thus less effective. The back side is cooled by forced convection due to the flowing water. Thus the more closely spaced isolines in the temperature range of 300°C to 600°C through thickness as opposed to along the plate.
To investigate the phenomenon in detail, the temperature calculated as a function of the distance to point B along the normal (AB) to the fusion line at A, and as a function of the distance to point D along the normal (CD) to the fusion line at C are shown in Figure 16. The temperature gradient (orange solid line) is almost constant along AB, with a value of about 310°C/mm, except in the close vicinity of points A and B that are located at the limiting surfaces. Along CD, the temperature gradient decreases when moving away from the FB (point C). The slope of the CD curve is similar to that of the AB curve about 1mm from the fusion line along CD, where the temperature is about 850°C. The temperature gradient along CD is thus larger than 310°C/mm when the material temperature is above 850°C. In contrast, it is lower than 310°C/mm when the material temperature is below 850 °C. The reason for this change in gradient is the change in convective cooling mode combined with the lowering of the radiative cooling efficiency with decreasing surface temperature.
15

Figure 16: Temperature distribution calculated along the lines on the top side (CD) and the thickness (AB). Curves AB and CD represent the temperature along the dashed lines in the temperature field image. The solid orange lines show the temperatures were
the gradient is the same for both curves.
From this comparison, it can be seen that the cooling close to point C, which is dominated by forced convective cooling due to the arc, leads to larger temperature gradients in the material than cooling close to point B, which is due to the forced convective water cooling. It was observed that the water on the back side had a complex cooling effect. At steady state conditions, the backside thermocouples showed larger temperature variations compared to the top side thermocouples (Figure 5 and Figure 6). The water temperature just below the sample back side exceeded 100C and boiling water heat transfer therefore with certainty occurred. It is known that boiling liquid heat transfer is complex because of the presence of liquid and vapor [31]. Also, vapor is known to have a lower cooling efficiency than liquid. It would in principle be possible to avoid the effect of the vapor by increasing the water flow rate. However, this would not change the conclusions of the present work. It is believed that the temperature variations with time are less in the bulk of the plate, but the effects of radiation or boiling water would only affect temperature locally at the surface.
4.3. Material characterization
A 2507 type super duplex stainless steel sample was selected for evaluation of the arc heat treatment technique because of this grades complex response to aging. A wide range of microstructures were formed after the arc heat treatment at different locations (Figure 13). The correlation between the temperature distribution, hardness profile, thermodynamic calculations of equilibrium phase content and the observation of microstructure is shown in Figure 17. A stepwise color change with temperature gradient was chosen to clearly illustrate the temperature of different zones. Each pair of black lines in the hardness profile and the corresponding temperature distribution has the same length. Therefore, they refer to the same locations in the hardness map and the temperature distribution map.
16

Figure 17: Correlation between the modelled temperature (top left), microhardness map (top right), and equilibrium phase fraction (below) of the 10 min THTC SDSS sample. It can be seen that the regions heated to temperatures in the range of 750-1000 °C have
high hardness due to the precipitation of secondary phases.
Nitrogen is an important austenite stabilising element [32] and its loss is often a major reason for high ferrite content in welds [33]. The fusion zone was fully ferritic due to nitrogen loss during arc heat treatment. As reported for TIG welding of 2507 SDSS, 75% of initial nitrogen content was lost after four welding passes [7]. Consequently, it is logical that an even higher nitrogen loss occurred after 10 minutes arc heat treatment, as shown in Figure 14. This Figure 14 also shows a drop in nitrogen content next to the FB, which illustrates that the method potentially can be used for diffusion studies.
The correlation between the temperature distribution and microstructure indicated that secondary phases precipitated within an estimated temperature range of 750-1000 °C. Precipitation in super duplex stainless steels occurs quickly in these temperatures [34] (Fig. 10b), and well within the time of the 10 min arc heat treatment. The equilibrium phase fraction and TTP diagrams predicted the observed precipitation behavior illustrating the usefulness of the method for development of in particular TTP diagrams.
The microhardness profile showed that the location of the zone with a higher hardness correlated well with where secondary phases precipitated. The brittle sigma phase, precipitating in the largest volume fraction, was the main phase responsible for the high hardness. In addition, the sample showed significant sensitization in the same zone. The observation is in agreement with results reported by Hosseini et al. [8, 9] about the precipitation of sigma phase and sensitization of locations at some distance from the FB in TIG welding of 2507 SDSS.
The focus of the present work was on the applicability of the arc heat treatment method and only limited characterization was performed on the heat treated sample. Future studies, therefore, will be aimed at more detailed investigations of the metallurgical characteristics of arc heat treated wrought and welded microstructures and their evolution when subjected to this process.
5. Conclusions
A novel heat treatment technique suitable for physical simulation of material processing is introduced. A stationary tungsten inert gas arc is used to form a molten pool on the top surface of a sample that is water cooled
17

on the back side. A steady state temperature distribution within the sample is thereby achieved and can be maintained for times ranging from a few seconds to several hours. Thermal cycles are easily controlled by adjusting the arc current and the position of the arc. The technique has been demonstrated to be suitable for conventional heat treatment, welding simulation, multi-step heat treatment and heat treatments with controlled heating and cooling rates. Modelling of temperature distribution was performed for the studied super duplex stainless and its results were essential to link microstructure and properties to location and temperature.
This novel technique provides the possibility to produce a wide range of microstructures in a single sample by simultaneously heat treating at all temperatures from room temperature to liquidus. It thereby greatly reduces material characterization time as only one sample needs to be prepared and analyzed for each heat treatment time. It can furthermore be used not only for traditional and step heat treatments as its flexibility also permits simulation of heat treatment cycles with a wide range of easily controllable heating and cooling rates as well as single and multiple welding thermal cycles. Examples of possible applications include studies of precipitation kinetics, production of time-temperature transformation (TTT) and continuous cooling transformation (CCT) diagrams, sensitization to corrosion and studies of decomposition of austenite in steels.
The applicability of this technique has been realized for a type 2507 super duplex stainless steel. This material was arc heat treated for 10 min resulting in the formation of secondary phases at some distance from the fusion boundary corresponding to heat treatment at temperatures in the range of 750-1000°C. Precipitation of secondary phases was accompanied by sensitization and a hardness increase. The highest hardness, up to 400 HV, was seen in the zone heated to temperatures between 850°C and 950°C where the maximum content of sigma phase was formed, predicted by a thermal model of the process along with thermodynamic and transport calculations.
Acknowledgement
Authors would like to thank Dr. Sten Wessman for his valuable comments on the paper. The helps received from Dr. Fredrik Lindberg in nitrogen measurements and Mr. Daniel Wilson in automatic hardness testing are highly acknowledged. V.A. Hosseini acknowledges the financial support from research school SiCoMaP, funded by KK-stiftelsens. M.J. Roy acknowledges financial support from the EPSRC (EP/L01680X/1) through the Materials for Demanding Environments Centre for Doctoral Training. Raw research data from this article is available upon request.
18

References [1] A. Gregori, J.-O. Nilsson, Decomposition of ferrite in commercial superduplex stainless steel weld metals; microstructural transformations above 700 °C, Metallurgical and Materials Transactions A 33(4) (2002) 1009-1018. DOI: 10.1007/s11661-002-0202-6
[2] S. Wessman, R. Pettersson, Application of Computational Thermodynamics to Predict Growth of Intermetallic Phases in Superduplex Stainless Steels, steel research international 86(11) (2015) 1339-1349. DOI: 10.1002/srin.201400277
[3] D. Ferguson, W. Chen, T. Bonesteel, J. Vosburgh, A look at physical simulation of metallurgical processes, past, present and future, Materials Science and Engineering: A 499(1) (2009) 329-332. DOI: 10.1016/j.msea.2007.10.121
[4] H.-Y. Liou, R.-I. Hsieh, W.-T. Tsai, Microstructure and pitting corrosion in simulated heat-affected zones of duplex stainless steels, Materials Chemistry and Physics 74(1) (2002) 33-42. DOI: 10.1016/S0254-0584(01)00409-6
[5] Y. Yang, B. Yan, J. Li, J. Wang, The effect of large heat input on the microstructure and corrosion behaviour of simulated heat affected zone in 2205 duplex stainless steel, Corrosion Science 53(11) (2011) 3756-3763.DOI: 10.1016/j.corsci.2011.07.022
[6] R. Cremisio, H. Butler, J. Radavich, Effect of Thermomechanical History on the Stability of Alloy 718, J METALS 21(11) (1969) 55-61. DOI: 10.7449/1968/Superalloys_1968_597_618
[7] V.A. Hosseini, S. Wessman, K. Hurtig, L. Karlsson, Nitrogen loss and effects on microstructure in multipass TIG welding of a super duplex stainless steel, Materials & Design 98 (2016) 88-97. DOI: 10.1016/j.matdes.2016.03.011
[8] V.A. Hosseini, M.A.V. Bermejo, J. Gårdstam, K. Hurtig, L. Karlsson, Influence of multiple thermal cycles on microstructure of heat-affected zone in TIG-welded super duplex stainless steel, Weld World 60(2) (2016) 233-245. DOI: 10.1007/s40194-016-0300-5
[9] V. Hosseini, K. Hurtig, L. Karlsson, Effect of multipass TIG welding on the corrosion resistance and microstructure of a super duplex stainless steel, Materials and Corrosion (2016). DOI: 10.1002/maco.201609102
[10] S. Glickstein, E. Friedman, W. Yeniscavich, Investigation of alloy 600 welding parameters, Welding journal 54(4) (1975).
[11] S. Glickstein, E. Friedman, Technical Note: Effect of Weld Pool Configuration on Heat-Affected Zone Shape, Welding journal 60(6) (1981) 110-112.
[12] A. Faraji, A. Bahmani, M. Goodarzi, S. Seyedein, M. Shabani, Numerical and experimental investigations of weld pool geometry in GTA welding of pure aluminum, Journal of Central South University 21(1) (2014) 20-26. DOI: 10.1007/s11771-014-1910-y
[13] S. Hertzman, S. Wessman, An experimental and theoretical study of nitrogen flux in stainless steel TIG welds, Materials science forum, Trans Tech Publ, 1999, pp. 579-590. DOI: 10.4028/www.scientific.net/MSF.318-320.579
[14] K. Hurtig, I. Choquet, A. Scotti, L.-E. Svensson, A critical analysis of weld heat input measurement through a water-cooled stationary anode calorimeter, Science and Technology of Welding and Joining 21(5) (2016) 339-350. DOI: 10.1080/13621718.2015.1112945
19

[15] L. Karlsson, S. Rigdal, S. Pak, Effects of Intermetallic phases in duplex stainless steels weldments Duplex America 2000, 2000, p. 15.
[16] L. Karlsson, Welding duplex and super duplex stainless steels, Anti-Corrosion Methods and Materials 42(6) (1995) 30-35.DOI: 10.1108/eb007380
[17] N. Llorca-Isern, H. López-Luque, I. López-Jiménez, M.V. Biezma, Identification of sigma and chi phases in duplex stainless steels, Materials Characterization 112 (2016) 20-29. DOI: 10.1016/j.matchar.2015.12.004
[18] C. Örnek, A. Ahmed, D. Engelberg, Effect of microstructure on atmospheric-induced corrosion of heat-treated grade 2205 and 2507 duplex stainless steels, European Federation of Corrosion. EuroCorr2012, Istanbul, Turkey (2012).
[19] C. Kumara, Modelling of the temperature field in TIG arc heat treated super duplex stainless steel samples, Engineering, University West, Sweden, 2016.
[20] W.J. Brayshaw, M.J. Roy, T. Sun, V. Akrivos, A.H. Sherry, Iterative mesh-based hardness mapping, Science and Technology of Welding and Joining (2016) 1-8. DOI : 10.1080/13621718.2016.1251713
[21] A. International, ASTM A262-15: Standard Practices for Detecting Susceptibility to Intergranular Attack in Austenitic Stainless Steels, West Conshohocken, PA, 2015.
[22] S. Murugan, P. Kumar, B. Raj, Temperature distribution during multipass welding of plates, International journal of pressure vessels and piping 75(12) (1998) 891-905. DOI: 10.1016/S0308-0161(98)00094-5
[23] M. Attarha, I. Sattari-Far, Study on welding temperature distribution in thin welded plates through experimental measurements and finite element simulation, Journal of Materials Processing Technology 211(4) (2011) 688-694. DOI: 10.1016/j.jmatprotec.2010.12.003
[24] C. Oernek, D.L. Engelberg, Correlative EBSD and SKPFM characterisation of microstructure development to assist determination of corrosion propensity in grade 2205 duplex stainless steel, Journal of Materials Science 51(4) (2016) 1931-1948. DOI:10.1007/s10853-015-9501-3
[25] Y. Lee, H. Shin, Y. Jang, S. Kim, C. Choi, Effect of isothermal transformation temperature on amount of retained austenite and its thermal stability in a bainitic Fe–3% Si–0.45% C–X steel, Scripta Materialia 47(12) (2002) 805-809. DOI: 10.1016/S1359-6462(02)00303-2
[26] H.K.D.H. Bhadeshia, I.O. Materials, Bainite in steels, Inst. of Metals1992.
[27] P. Harrison, R. Farrar, Application of continuous cooling transformation diagrams for welding of steels, International materials reviews (2013). DOI: 10.1179/imr.1989.34.1.35
[28] E. Friedman, S. Glickstein, An investigation of the thermal response of stationary gas tungsten arc welds, Welding Journal 55(12) (1976) 408s-420s.
[29] R.L. Tao, J. Liu, G.W. Fan, X. Chang, The Study on Welding HAZ Microstructure of SAF 2507 Duplex Stainless Steel by Simulation Tests, Materials Science Forum, Trans Tech Publ, 2015, pp. 277-280. DOI: 10.4028/www.scientific.net/MSF.804.277
[30] K. Nishimoto, K. Saida, O. Katsuyama, Prediction of Sigma Phase Precipitation in Super Duplex Stainless Steel Weldments, Weld World 50(3-4) (2006) 13-28. DOI:10.1007/BF03263429
20

[31] I. Pioro, W. Rohsenow, S. Doerffer, Nucleate pool-boiling heat transfer. I: review of parametric effects of boiling surface, International Journal of Heat and Mass Transfer 47(23) (2004) 5033-5044. DOI: 10.1016/j.ijheatmasstransfer.2004.06.019.
[32] P. Soulignac, J.-C. Gagnepain, Why duplex usage will continue to grow, Duplex conference, Grado, Italy, 2007, pp. 18-20.
[33] S.-H. Jang, S.-T. Kim, I.-S. Lee, Y.-S. Park, Effect of shielding gas composition on phase transformation and mechanism of pitting corrosion of hyper duplex stainless steel welds, Materials transactions 52(6) (2011) 1228-1236. DOI: 10.2320/matertrans.M2010414
[34] J.-O. Nilsson, Super duplex stainless steels, Materials science and technology 8(8) (1992) 685-700. DOI: 10.1179/mst.1992.8.8.685
21