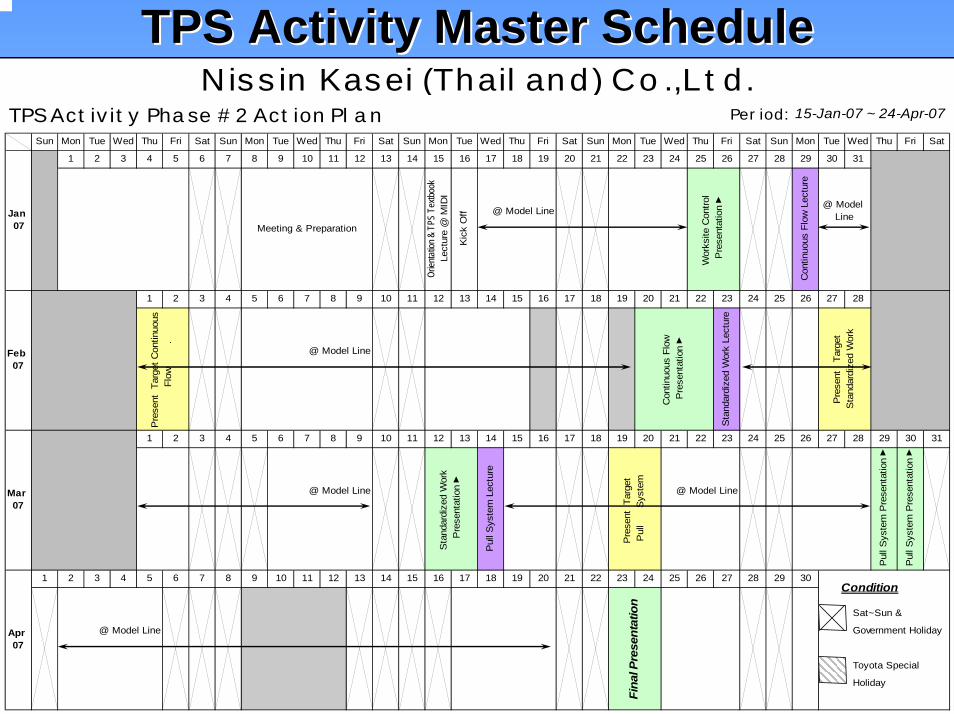
การทํํากิิจกรรม TPS · TPS Act ivit y Phase # 2 Act ion Pl an Per...
54
การทํากิจกรรม การทํากิจกรรม TPS TPS ในโรงงานผูผลิตชิ้นสวนยานยนต ในโรงงานผูผลิตชิ้นสวนยานยนต
Transcript of การทํํากิิจกรรม TPS · TPS Act ivit y Phase # 2 Act ion Pl an Per...
การทํากจิกรรมการทํากจิกรรม TPSTPSในโรงงานผูผลิตชิ้นสวนยานยนตในโรงงานผูผลิตชิ้นสวนยานยนต
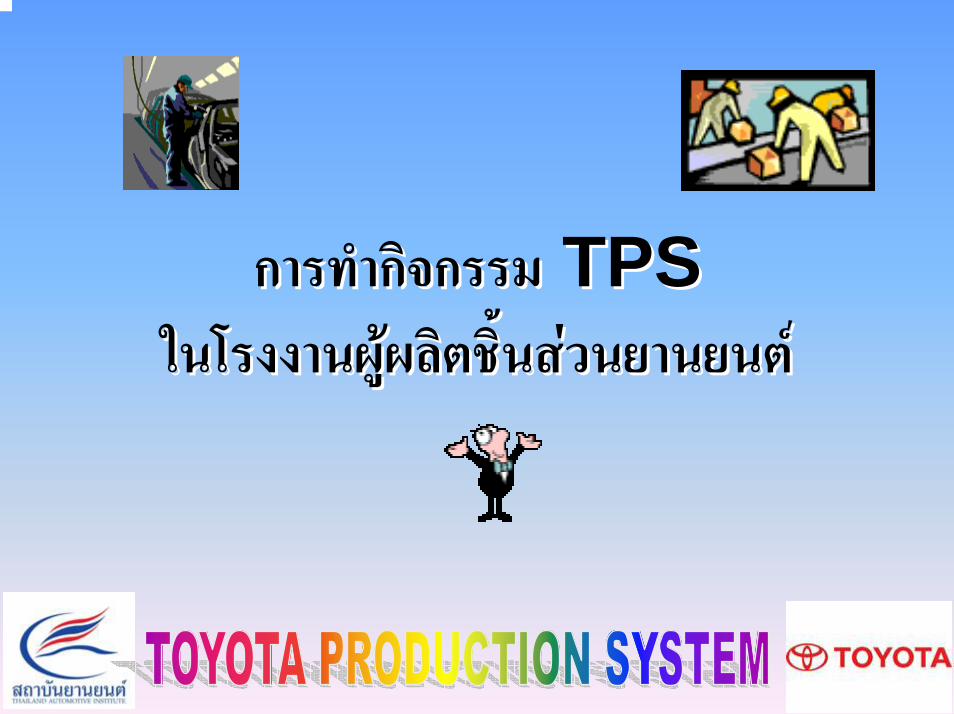
TPS Housefrom “The Toyota Way” – Jeffrey K. Liker
Best Quality-Lowest Cost-Shortest Lead Time-Best Safety-High MoraleJIT
•Takt time•Continuous flow
•Pull system•Quick changeover•Integrated logistics
JIDOKA
•Automatic stop•Andon
•Man-Machine separation•Error proofing
•In-station quality control•Solve root cause of
problems
HeijunkaStable and Standardized Process
Visual ManagementToyota Way Philosophy
People & Teamwork
Continuous Improvement
Waste reduction
ระบบการผลิตแบบโตระบบการผลิตแบบโตโยตาโยตาสําหรับสําหรับ SMEsSMEs
ความเปนมา• เปนความรวมมือระหวางภาครัฐบาลและภาคเอกชนของประเทศไทยและญี่ปุน• ภายใตโครงการพัฒนาบุคลากรในอุตสาหกรรมยานยนตไทย (Automotive Human
Resource Development Project; AHRDP)• ไดรับความรวมมือในการถายทอดเทคโนโลยีการผลิตจาก บ.โตโยตา มอเตอร
(ประเทศไทย) จํากัด• บริหารโครงการโดยสถาบันยานยนต
ระบบการผลิตแบบโตระบบการผลิตแบบโตโยตาโยตาสําหรับสําหรับ SMEsSMEs
รูปแบบการดําเนนิกจิกรรม• ระยะเวลาในการทํากิจกรรม 4 เดือนตอหนึ่งบริษทั• จัดอบรมทั้งภาคทฤษฏีและภาคปฏิบัติ
ภาคทฤษฏี: จัดที่สถาบันยานยนตภาคปฏิบัติ: ทีมที่ปรึกษาเขาไปใหคําแนะนําในโรงงานตอหนึ่งบริษัท
(ทีมทีป่รกึษาประกอบดวย Master Trainer จากบ.โตโยตาฯ และ Trainer วิทยากรทีป่รึกษา)
• นําเสนอเปาหมายและผลการทํางานกิจกรรมในแตละชวง

การทํากิจกรรมจะเนนไปที่การพัฒนาบุคลากรผานการทํากิจกรรมจะเนนไปที่การพัฒนาบุคลากรผานทางการฝกปฏิบัติจริงและการอบรมในหองเรียนทางการฝกปฏิบัติจริงและการอบรมในหองเรียน
• ปฏิบัติจริงในแตละ Model line ของแตละบริษัท
• อบรมทฤษฎีในหองเรียนกอนเริ่มกิจกรรมในแตละขั้น

ระบบระบบการผลิตแบบโตการผลิตแบบโตโยตาโยตาสําหรับสําหรับ SMEsSMEs
4 กิจกรรมหลักในการทํา TPS สําหรบั SMEs
• Worksite Control• Continuous Flow• Standardized Work• Pull System

การเตรยีมการกอนเริ่มกิจกรรมการเตรยีมการกอนเริ่มกิจกรรม
• จัดตั้ง TPS Organization– เจาของกิจการ / ผูบริหารระดบัสูง ควรรบัตําแหนง Chairman– Leader ควรเปนระดับผูจัดการ ที่สามารถตัดสินใจและสั่งการได– Sub leader, system group ควรเปนตวัแทนจากแผนกการตลาด สโตรจัดสง หรือวางแผนและควบคุมการผลิต
– Sub leader, productivity group ควรเปนตวัแทนจากแผนกผลิต ตรวจสอบคุณภาพ
– Sub leader, Kaizen support group ควรเปนตวัแทนจากแผนกซอมบาํรุง

TPS OrganizationTPS Organization
Chairman(SME President / MD)
Leader(SME TPS Leader)
System Group(2-4 prs.)
Kaizen Support Group(2-4 prs.)
Productivity Group(2-4 prs.)
Advisor : TPS Master Trainer, Trainer
DOC.NO.TPS-001
การเตรยีมการกอนเริ่มกิจกรรมการเตรยีมการกอนเริ่มกิจกรรม
• การคดัเลือก Model lineเนื่องจากระยะเวลาในการทํากิจกรรมมีจํากัด การทาํกิจกรรมจึง
ควรเริม่จากการสรางพื้นที่สายการผลิตตนแบบหรอืที่เรยีกวา Model line สําหรับผลิตชิน้งานที่เปนตนแบบ เพื่อสรางประสบการณใหกับทีมงานแลวคอยนาํไปขยายผล
• ปจจัยในการเลือก Model line– ชิ้นงานมี Volume คอนขางสูง และยอดคําสั่งซื้อสม่ําเสมอ– มีกระบวนการผลิตที่ตอเนื่องกันหลายกระบวนการ– ชิ้นงานที่ผูบริหารใหความสําคัญในการทํากิจกรรม

Part Model LinePart Model Line
RETAINER BRKT
COVER UPPER
การวางแผนในการทํากิจกรรมการวางแผนในการทํากิจกรรม
• การวางแผนมี 2 ระดับ– การวางแผนตาม Master schedule ตลอดทั้งกิจกรรม (ระยะเวลา
ประมาณ 3 เดือน)– การวางแผนการทํางาน (Action Plan) สําหรับแตละชวงของการทํา
กิจกรรม
TPS Act iv it y Pha se # 2 Act ion Pl a n Per iod:Sun Mon Tue Wed Thu Fri Sat Sun Mon Tue Wed Thu Fri Sat Sun Mon Tue Wed Thu Fri Sat Sun Mon Tue Wed Thu Fri Sat Sun Mon Tue Wed Thu Fri Sat
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
@ Model Line
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
@ Model Line
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
@ Model Line @ Model Line
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Sat~Sun &
@ Model Line Government Holiday
Toyota Special
Holiday
Wor
ksite
Con
trol
Pre
sent
atio
n ►
15-Jan-07 ~ 24-Apr-07
Con
tinuo
us F
low
P
rese
ntat
ion ►
Sta
ndar
dize
d W
ork
Pre
sent
atio
n ►
Orien
tatio
n & T
PS T
extbo
ok
Lect
ure
@ M
IDI
Kic
k O
ff
Con
tinuo
us F
low
Lec
ture
Pre
sent
Tar
get C
ontin
uous
Flow
.
Sta
ndar
dize
d W
ork
Lect
ure
Feb 07
Mar 07
Apr 07
Jan 07
Fina
l Pre
sent
atio
n
Niss in Kasei (Thail an d) Co .,L t d .
Pul
l Sys
tem
Lec
ture
Pul
l Sys
tem
Pre
sent
atio
n ►
Condition
Pul
l Sys
tem
Pre
sent
atio
n ►
@ Model Line
Meeting & Preparation
Pre
sent
Ta
rget
S
tand
ardi
zed
Wor
k
Pre
sent
Tar
get
Pul
l
Sys
tem
TPS Activity Master ScheduleTPS Activity Master Schedule
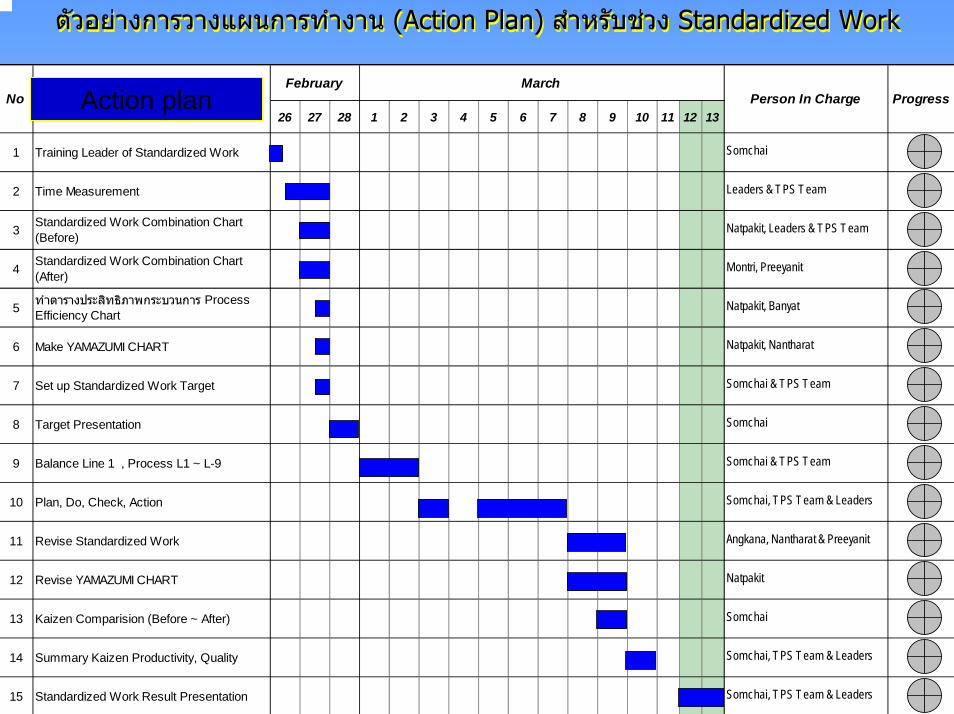
26 27 28 1 2 3 4 5 6 7 8 9 10 11 12 13
1 Training Leader of Standardized Work Somchai
2 Time Measurement Leaders & TPS Team
3 Standardized Work Combination Chart (Before)
Natpakit, Leaders & TPS Team
4 Standardized Work Combination Chart (After)
Montri, Preeyanit
5 ทําตารางประสิทธิภาพกระบวนการ Process Efficiency Chart
Natpakit, Banyat
6 Make YAMAZUMI CHART Natpakit, Nantharat
7 Set up Standardized Work Target Somchai & TPS Team
8 Target Presentation Somchai
9 Balance Line 1 , Process L1 ~ L-9 Somchai & TPS Team
10 Plan, Do, Check, Action Somchai, TPS Team & Leaders
11 Revise Standardized Work Angkana, Nantharat & Preeyanit
12 Revise YAMAZUMI CHART Natpakit
13 Kaizen Comparision (Before ~ After) Somchai
14 Summary Kaizen Productivity, Quality Somchai, TPS Team & Leaders
15 Standardized Work Result Presentation Somchai, TPS Team & Leaders
No Activity Person In Charge ProgressFebruary March
Action plan
ตัวอยางการวางแผนการทํางาน (Action Plan) สําหรับชวง Standardized Workตัวอยางการวางแผนการทํางาน (Action Plan) สําหรับชวง Standardized Work
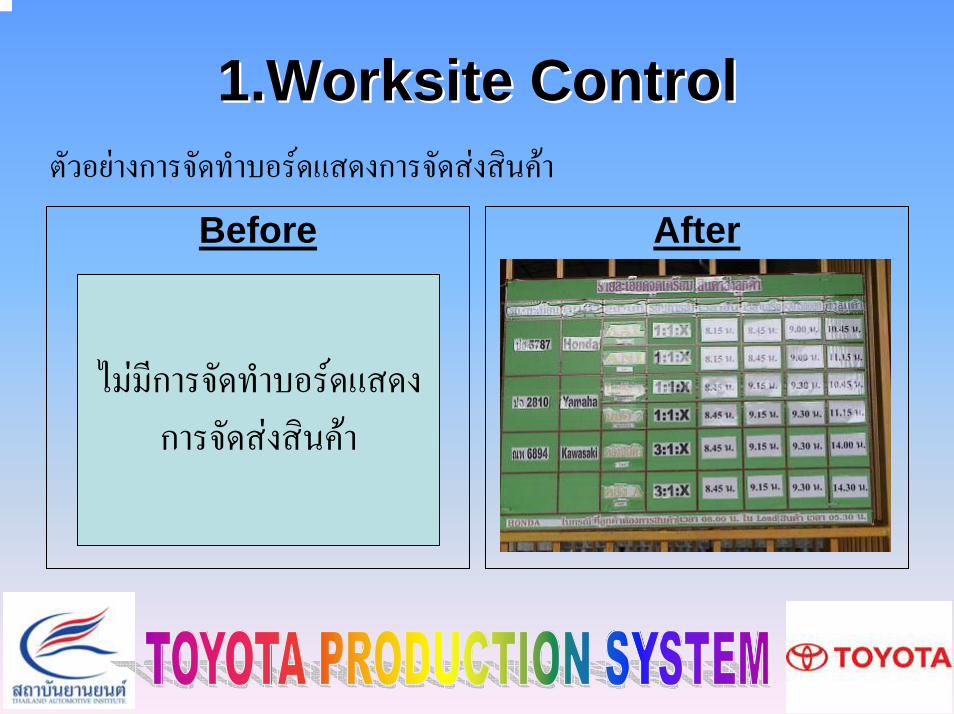
1.Worksite Control1.Worksite Control
“ ทําใหสภาพการทํางานสามารถเขาใจและควบคมุไดงาย ”ขั้นตอนการดําเนนิการ
ตรวจสอบสภาพการทํางานในปจจุบันตามหัวขอตอไปนี้• มาตรฐาน• คุณภาพ• การควบคุมดูแลเงื่อนไข• การผลิต
• 2ส (สะสาง, สะดวก)• ความปลอดภัย• การควบคุมกําลังคน
Worksite Control: ToolWorksite Control: Toolตัวอยางการตรวจสอบสภาพการทํางานโดยใช
Worksite control checksheet

1.Worksite Control1.Worksite Control
Before After
ตัวอยางการจัดทํา 2ส และมาตรฐานการใชงานของเครื่องมือ/อุปกรณ
1.Worksite Control1.Worksite Control
Before After
ตัวอยางการจัดทําบอรดแสดงการจัดสงสินคา
ไมมีการจัดทําบอรดแสดงการจัดสงสินคา

ผลที่ไดรบัจากกิจกรรม Worksite Control
• ทุกคนเขาใจสภาวะการทํางานไดโดยไมตองสอบถามกับพนักงาน
• พนักงานที่เขาใหมสามารถทํางานไดสะดวกขึ้น• สามารถแกไขปญหาไดอยางทันทวงทีเมื่อมีการเปลี่ยนแปลง• สภาพการทํางานมีความปลอดภัย พนักงานมีขวัญกําลังใจในการทํางาน

2.Continuous Flow2.Continuous Flow“ ทําใหชิ้นงานสามารถไหลไดอยางตอเนือ่งทีละชิ้นตั้งแตตนจนจบ
กระบวนการโดยไมมีการหยุดชะงักระหวางการผลิต ”ขั้นตอนการดําเนนิการ
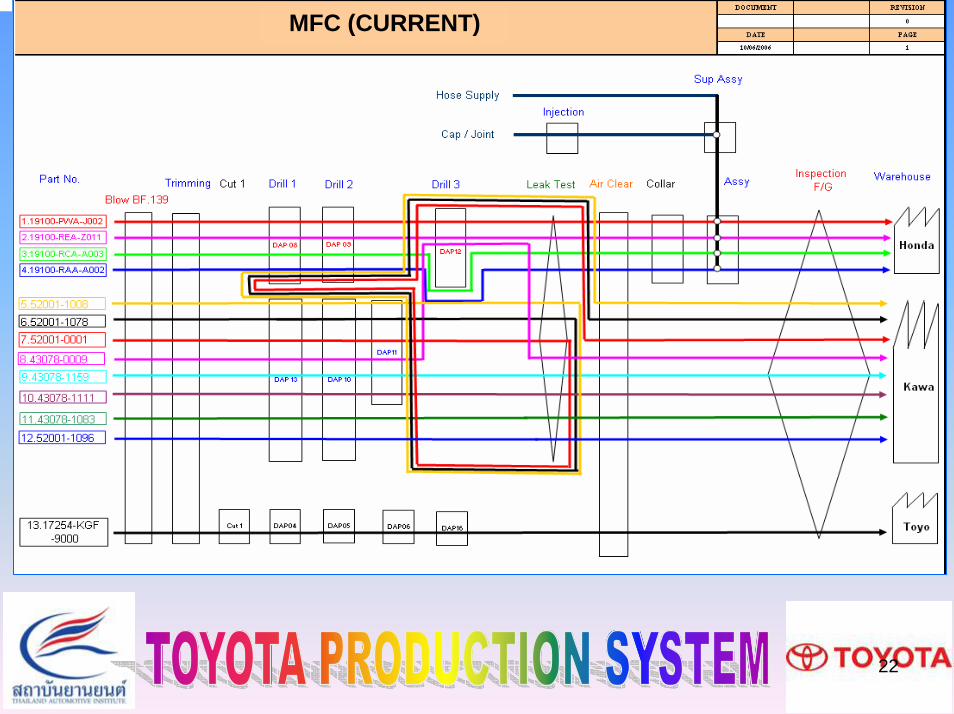
• วิเคราะหการไหลของงานดวย Material Flow Chart (MFC)• ปรับการไหลของงานใหเกิด Smooth Flow• จัด Line การผลิตใหไหลแบบ One Piece Flow• เพิ่มประสิทธิภาพการผลิตดวย Multi Process Handling
Line Model Glue Pack
LI01 LI02 LI03 TR01 TR02 TR03 CU01 CU02 CU03 SK02 SK03 SK04 SK05 LS01 SE01 SE02 SE03 SE04 SE05 SE06 GL01 SP01 SP02 FI01 FI02 FI03 FI04 FI05 FI06 PK-01
Lot St
amp
F/G
760N, 201B ① ① ① ② ② ② ③ ③ ③ ⑩ ⑩ ⑩ ⑩ ⑩ ⑫ ⑫ ⑫ ⑫ ⑫ ⑫ ⑬ ⑭ ⑭ ⑮ ⑮ ⑮ ⑮ ⑮ ⑮ ⑯
J60E, N1.2 ① ① ① ② ② ② ③ ③ ③ ⑨ ⑨ ⑨ ⑨ ⑨ ⑪ ⑪ ⑪ ⑪ ⑪ ⑪ ⑫ ⑬ ⑬ ⑭ ⑭ ⑭ ⑭ ⑭ ⑭ ⑮
870N, 136B ① ① ① ② ② ② ③ ③ ③ ⑨ ⑨ ⑨ ⑨ ⑩ ⑪ ⑪ ⑪ ⑪ ⑪ ⑪ ⑫ ⑬ ⑬ ⑭ ⑭ ⑭ ⑭ ⑭ ⑭ ⑮
783N, 135B ② ② ② ② ③ ③ ③ ③ ③ ③ ④ ⑤ ⑤ ⑥ ⑥ ⑥ ⑥ ⑥ ⑥ ⑦
783N, 446B ② ② ② ② ③ ③ ③ ③ ③ ③ ④ ⑤ ⑤ ⑥ ⑥ ⑥ ⑥ ⑥ ⑥ ⑦
P357 ① ① ① ② ② ② ③ ③ ③ ⑨ ⑨ ⑨ ⑨ ⑩ ⑪ ⑪ ⑪ ⑪ ⑪ ⑪ ⑫ ⑬ ⑬ ⑭ ⑭ ⑭ ⑭ ⑭ ⑭ ⑮
P932 ① ① ① ② ② ② ③ ③ ③ ⑨ ⑨ ⑨ ⑨ ⑩ ⑪ ⑪ ⑪ ⑪ ⑪ ⑪ ⑫ ⑬ ⑬ ⑭ ⑭ ⑭ ⑭ ⑭ ⑭ ⑮UW06, NH167L ① ① ① ② ② ② ③ ③ ③ ⑨ ⑨ ⑨ ⑨ ⑩ ⑪ ⑪ ⑪ ⑪ ⑪ ⑪ ⑫ ⑫ ⑫ ⑫ ⑫ ⑫ ⑬
Line Model
LI01 LI02 LI03 TR01 TR02 TR03 CU01 CU02 CU03 CL01
TH01
SI01
MA01
LC01
LS01
CL02
TH02
SI02
MA02
LC02
LS02
CL03
TH03
SI03
MA03
LC03
LS03 JI01 SK01 SK02 SK03 SK04 SK05 SW01 SW02 SW03 SW04 SW05 SW06 GL01 GL02 GL03 SP01 SP02 SP03 FI01 FI02 FI03 FI04 FI05 FI06 PK01 PK02 PK03
Jig
760N, 201B ① ② ③ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑫ ⑫ ⑬
J60E, N1.2 ① ② ③ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑪ ⑫
870N, 136B ① ② ③ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑪ ⑫
783N, 135B ② ③ ④ ⑤ ⑥ ⑦ ⑦ ⑧
783N, 446B ② ③ ④ ⑤ ⑥ ⑦ ⑦ ⑧
P357 ① ② ③ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑪ ⑫
P932 ① ② ③ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑪ ⑫UW06, NH167L ① ② ③ ⑥ ⑦ ⑧ ⑨ ⑩ ⑪ ⑪ ⑫
Pack
TARGETSpreading Final InspectionGlueTracing Cutting 2nd Inspection
Line 1
F/G
Skiving Sewing
CURRENT
L. Inspection
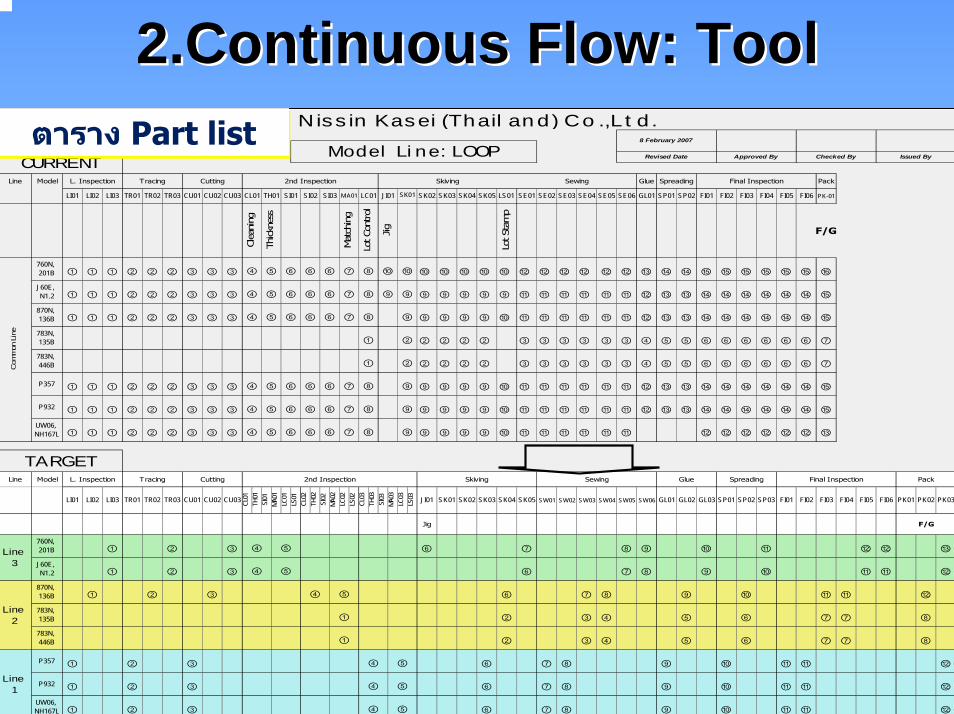
Model Li ne: LOOPSer vey Ta bl e of Pa r t List
Final InspectionSpreading
Com
mon
Lin
e
CuttingTracing
Issued ByApproved By Checked ByRevised Date
L. Inspection
CL01
Niss in Kasei (Thail an d) Co .,L t d .
Lot Co
ntro
l
LC01
Mat
chin
g
MA01SI03SI02
2nd Inspection
SK01
Jig
JI01SI01
Thickn
ess
TH01
Clea
ning
⑩ ⑩
⑨ ⑨
⑧⑦
⑦ ⑧
⑤④ ⑥ ⑥⑥
⑧
④ ⑤ ⑥ ⑥ ⑥
④ ⑤ ⑥ ⑥ ⑥ ⑦
①
①
⑦ ⑧
⑤④ ⑥ ⑦
④ ⑤ ⑥ ⑥
④ ⑤ ⑥ ⑥
⑧⑥ ⑥
⑨
⑨
②
②
⑨
⑨⑥ ⑦ ⑧
⑥
⑤
⑤
①
①
⑤④
⑤④
⑤④
8 February 2007
④
④ ⑤
Skiving Sewing
Line 2
Line 3
④
2.Continuous Flow: Tool2.Continuous Flow: Toolตาราง Part listตาราง Part list
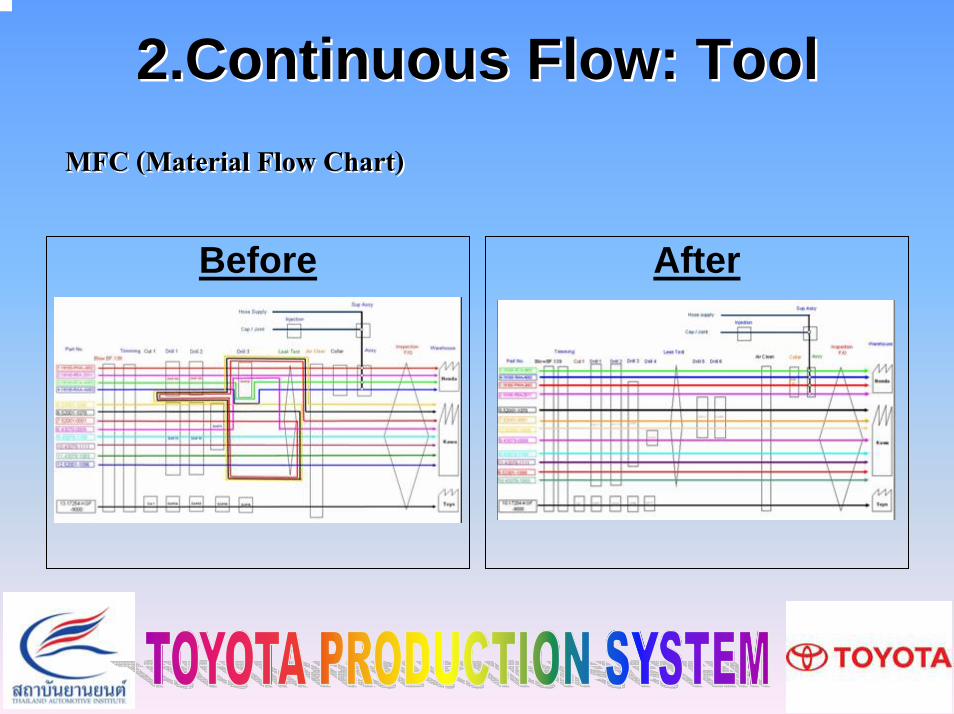
2.Continuous Flow: Tool2.Continuous Flow: Tool
Before After
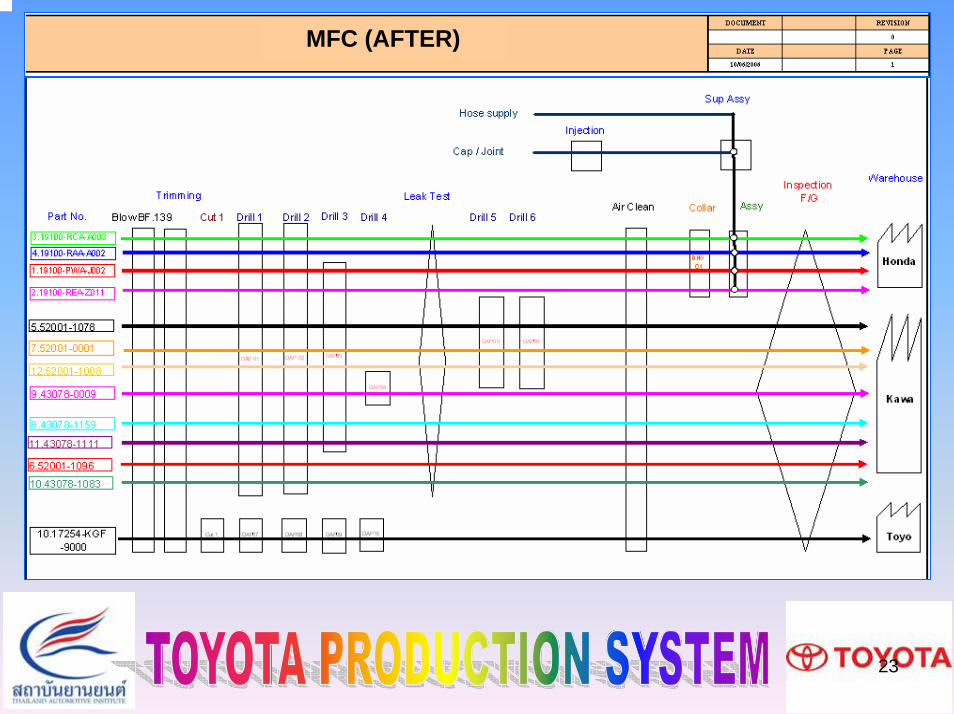
MFC (Material Flow Chart) MFC (Material Flow Chart)
22
MFC (CURRENT)
23
MFC (AFTER)
เงื่อนไขการผลิตแบบไหลอยางตอเนื่อง
1. เรียงอุปกรณเครื่องจกัรใหเปนไปตามลําดับของกระบวนการ2. ปลอยใหชิ้นงานไหลทีละ 1 ชิ้น3. ปลอยใหชิ้นงานไหลในเวลาทีใ่กลเคียงกัน4. ใชหลักการรับผิดชอบหลายกระบวนการ5. พัฒนาใหพนักงานมีความชาํนาญหลายดาน6. ใหพนักงานยืนทํางาน (การยืนทํางานจะทําใหการทํางานคลอง
และสามารถชวยเหลือกันและกันได)
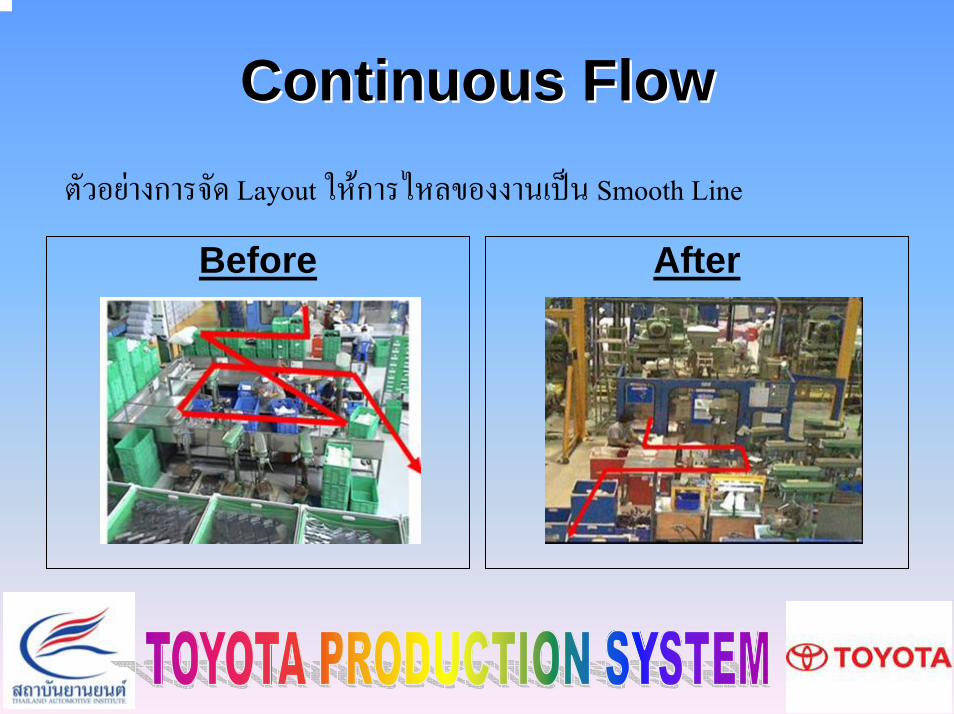
Continuous FlowContinuous Flow
Before After
ตัวอยางการจัด Layout ใหการไหลของงานเปน Smooth Line
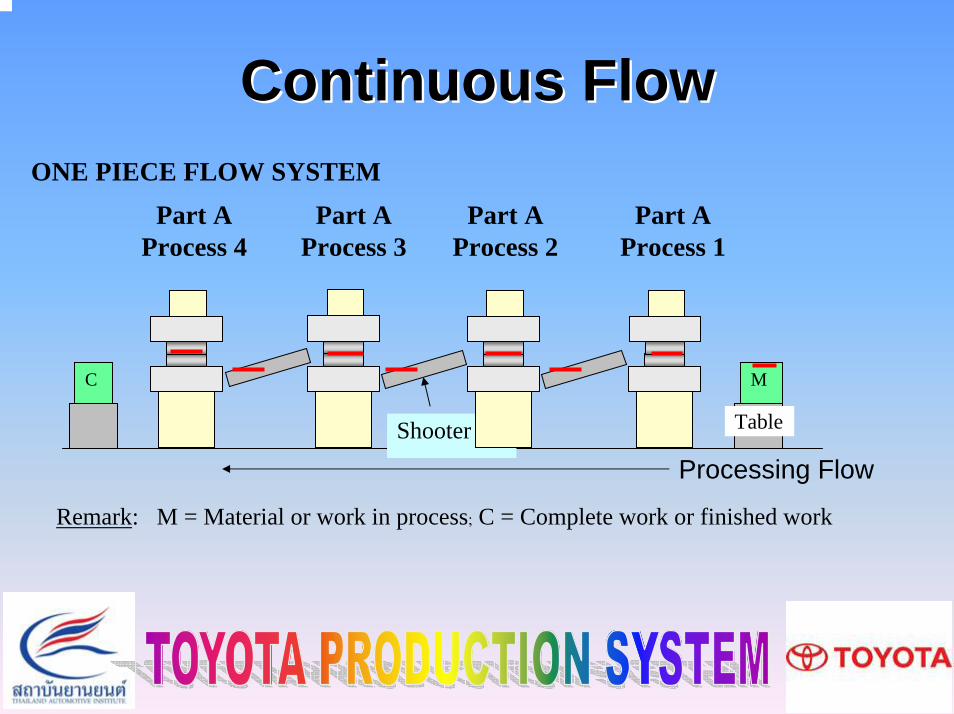
Continuous FlowContinuous Flow
Remark: M = Material or work in process; C = Complete work or finished work
ONE PIECE FLOW SYSTEM
C M
Shooter Table
Processing Flow
Part AProcess 4
Part AProcess 3
Part AProcess 2
Part AProcess 1

Continuous FlowContinuous Flow
• Multi Process Handling
M
F
Process Flow
M
F
Process Flow
1 man operate 5 stations2 man operate 5 stations
ผลที่ไดรับจากการทํากิจกรรม Continuous FlowContinuous Flow
• ลด Lead Time ในการผลิต• ลดพื้นที่ในการทํางาน• ลดปริมาณสินคาคงคลัง (Finish Goods และ Work In Process)• ลดระยะทางในการเคลื่อนไหว• เพิ่มผลิตภาพในการผลิต
3.Standardized Work3.Standardized Work“ ทํางานอยางมีประสิทธิภาพสูงสุด (ภายใน Takt Time) และ
ทํางานเปนมาตรฐานทุกครั้ง ”ขั้นตอนการดําเนนิการ
1. วิเคราะหสภาพการทํางาน ณ ปจจุบัน ดวย SAN TEN SET (ตารางประสิทธิภาพของแตละกระบวนการ, ตารางมาตรฐานผสม, แผนภาพงานมาตรฐาน)2. ปรับปรุงประสิทธิภาพการทํางานดวย YAMAZUMI CHART และ LINE BALANCE3. จัดทํามาตรฐานการทํางานจาก SAN TEN SET หลังปรับปรุง
งานมาตรฐานเปนงานที่ทําซ้ําๆ กันและเหมือนกันทุกรอบ โดยเนนการเคลื่อนไหวของคนเปนสําคัญ และกําหนดวิธีการทํางาน เพื่อผลิตสินคาที่ดี พนักงานปลอดภัย และตนทนุต่าํลง
องคประกอบ 3 ประการ ของงานมาตรฐาน1. Takt Time คือ มาตรฐานทางเวลาในการผลิตของ 1 ชิ้น ในเวลาที่กําหนด
และเปนตัวกําหนดความเร็วในการขาย ที่สะทอนความตองการของลูกคาTakt Time = Sale Speed = เวลาการทํางานปกติ
ปริมาณสินคาที่ลูกคาตองการ
2. ลําดับการทํางาน (Working Sequence) คือลําดับในการผลิต (การติดตั้ง การดึงออก)3. Standard Work In Process คือ จํานวนชิน้งาน ที่จําเปนตองมีไวเพื่อทําซ้ําในลําดับเดียวกัน
หรือในกรณีทีเ่ปนเครื่องจักรอัตโนมัติ ทํางานดวยตัวเองโดยไมตองมีคนเฝาเครื่อง
3.Standardized Work3.Standardized Work
31
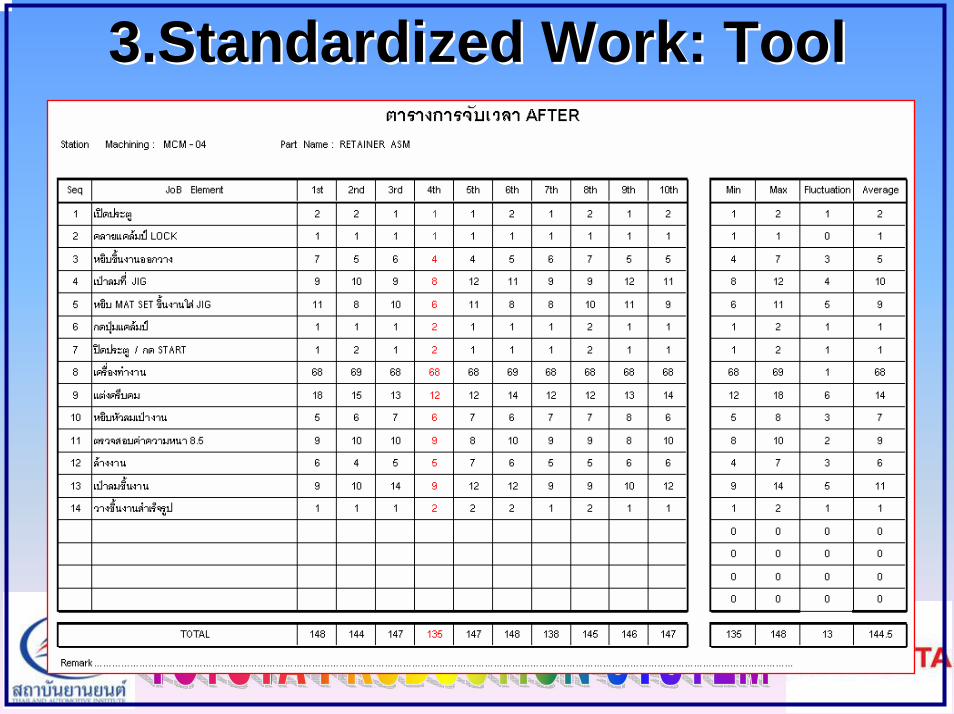
3.Standardized Work: Tool3.Standardized Work: Tool

3.Standardized Work: Tool3.Standardized Work: Toolตารางประสิทธิภาพของแตละกระบวนการ (กอนการปรับปรุง)
ทําเมื่อวันที่......25/10/49.............Sect.Mgr.
หมายเลข จํานวนที่ เวลาใชเครื่อง เปลี่ยน เปลี่ยน
นาที วินาที นาที วินาที นาที วินาที ชิ้น วินาที
1 BF139 - - - 77 - 77 1150 12.522 - 47 - - - 47 - - 3 - 86 - - - 86 - - 4 - 31 - - - 31 1150 2.355 - 47 - - - 47 - - 6 - 32 - - - 32 - -
1150
21903217
21901197
Drilling
1150
3087Leak Test
Assemble Component Part
PARTNAME
PARTNUMBER
แผนก.......Auto Part............
Tank Comp Reserve
( ชิ้น )หมายเหตุ
รุน
จํานวน ( ชิ้น )
อุปกรณ....................
19100-PWA-J002
ประสิทธิภาพในการแปรรูปเวลา
งานมือเวลา
สงอัตโนมัติเวลาสําเร็จ
เวลามาตรฐาน
ChiefForeman
Triming
ตารางประสิทธิภาพ
ของแตละกระบวนการ
ลําดับงาน
ชื่อเรียกกระบวนการ
Blow molding machineCutting
สังกัด ชื่อ
77"
47"
86"
31"
47"
32"
Bottle Neck
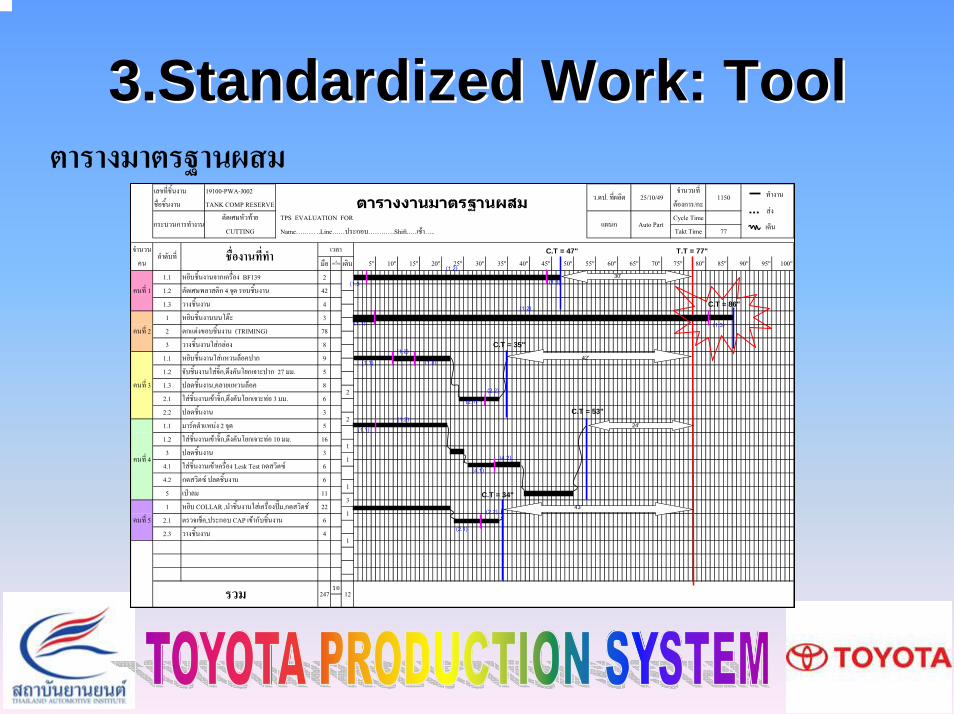
3.Standardized Work: Tool3.Standardized Work: Toolตารางมาตรฐานผสม
เลขที่ชิ้นงาน 19100-PWA-J002ชื่อชิ้นงาน TANK COMP RESERVE
Name……… ..Line……ประกอบ…………Shift..…เชา…..
มือ เครื่อง เดิน
รอรวม 247 12
1
12.1 ตรวจเช็ค,ประกอบ CAP เขากับชิ้นงาน 62.3 วางชิ้นงาน 4
15 เปาลม 11
31 หยิบ COLLAR ,นําชิ้นงานใสเครื่องปม,กดสวิตช 22
4.2 กดสวิตซ ปลดชิ้นงาน 6
14.1 ใสชิ้นงานเขาเครื่อง Lesk Test กดสวิตซ 6
1.2 ใสชิ้นงานเขาจิ๊ก,ดึงคันโยกเจาะทอ 10 มม. 161
3 ปลดชิ้นงาน 3
2.2 ปลดชิ้นงาน 32
1.1 มารคตําแหนง 2 จุด 5
1.3 ปลดชิ้นงาน,คลายแหวนลอ็ค 82
2.1 ใสชิ้นงานเขาจิ๊ก,ดึงคันโยกเจาะทอ 3 มม. 6
1.1 หยิบชิ้นงานใสแหวนลอ็คปาก 91.2 จับชิ้นงานใสจิ๊ก,ดึงคันโยกเจาะปาก 27 มม. 5
2 ตกแตงขอบชิ้นงาน (TRIMING) 783 วางชิ้นงานใสกลอง 8
1.3 วางชิ้นงาน 41 หยิบชิ้นงานบนโตะ 3
1.2 ตัดเศษพลาสติก 4 จุด รอบชิ้นงาน 42
90" 95" 100"1.1 หยิบชิ้นงานจากเครื่อง BF139 2
70" 75" 80" 85"50" 55" 60" 65"30" 35" 40" 45"10" 15" 20" 25"ลําดับที่ ชื่องานที่ทํา เวลา
5"
Cycle TimeTakt Time 77
จํานวนที่ตองการ/กะ
1150
กระบวนการทํางานตัดเศษหัวทาย
CUTTINGTPS EVALUATION FORM
แผนก Auto Part
ว.ดป. ที่ผลติ 25/10/49
คนที่ 4
คนที่ 5
จํานวนคน
คนที่ 1
คนที่ 2
คนที่ 3
ทํางานสงเดิน
C.T = 47"
ตารางงานมาตรฐานผสม
(1.3
(1.2)
(1.3)
T.T = 77"
30'
(1.3)
(1.2)
(1.1)
C.T = 86"
(1.1) (1.3)
(2.1)
(1.2)
(2.2)
42'C.T = 35"
42'
C.T = 53"
(1.1)(1.2)
(4.1)(4.2)
24'
C.T = 34"43'
(2.1)
(2.2)
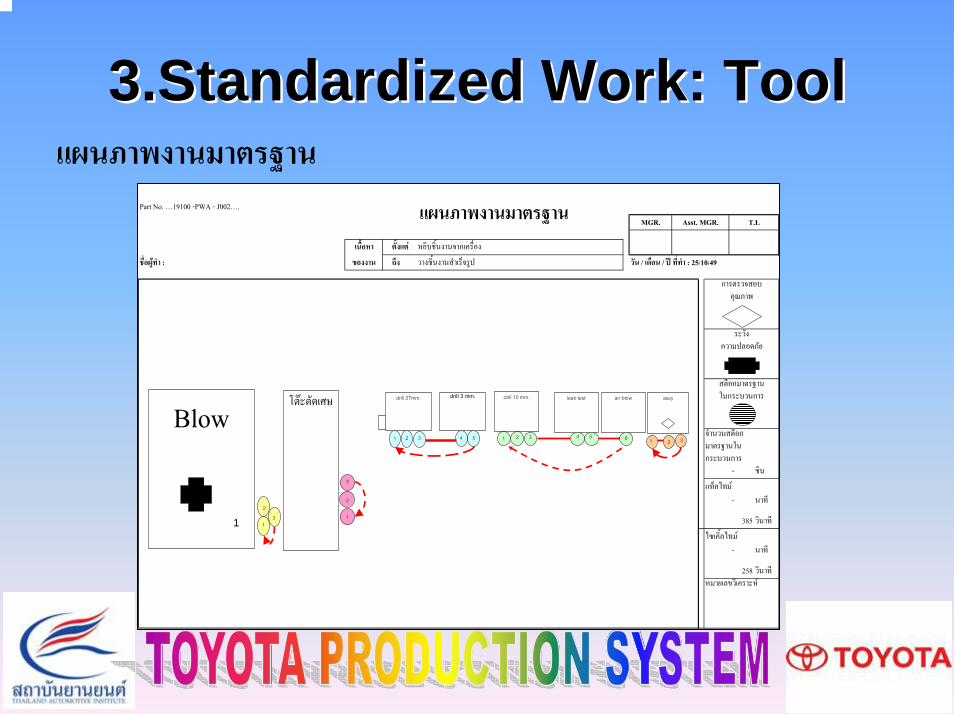
3.Standardized Work: Tool3.Standardized Work: Toolแผนภาพงานมาตรฐาน
Part No. …19100 -PWA - J002….
เนื้อหา ตั้งแต หยบิชิ้นงานจากเครื่องชื่อผูทํา : ของงาน ถึง วางชิ้นงานสําเร็จรูป วัน / เดือน / ป ที่ทํา : 25/10/49
จํานวนสต็อกมาตรฐานในกระบวนการ
- ชินแท็คไทม
- นาที
385 วินาทีไซเคิ้ลไทม
- นาที
258 วินาทีหมายเลขวิเคราะห
สต็อกมาตรฐานในกระบวนการ
แผนภาพงานมาตรฐาน
การตรวจสอบคุณภาพ
ระวังความปลอดภัย
MGR. Asst. MGR. T.L
Blow โตะตัดเศษ drill 10 mm. air blowleak testdrill 27mm. drill 3 mm. assy
1
23 1
2
3
1 2 3 412 3 4 55 6 2 31
1
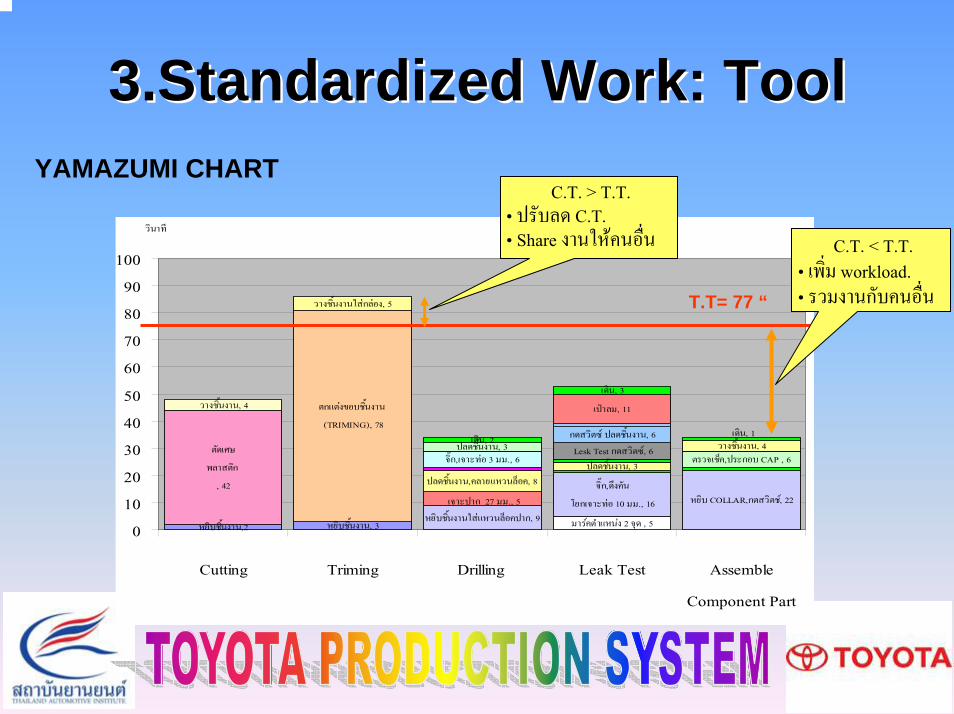
3.Standardized Work: Tool3.Standardized Work: ToolYAMAZUMI CHART
หยิบชิน้งาน,2
ตดัเศษพลาสตกิ
, 42
วางชิน้งาน, 4
หยิบชิน้งาน, 3
ตกแตงขอบชิน้งาน (TRIMING), 78
วางชิน้งานใสกลอง, 5
หยิบชิน้งานใสแหวนล็อคปาก, 9เจาะปาก 27 มม., 5
ปลดชิน้งาน,คลายแหวนล็อค, 8
จิ๊ก,เจาะทอ 3 มม., 6ปลดชิน้งาน, 3เดิน, 2
มารคตําแหนง 2 จุด , 5
จิ๊ก,ดึงคันโยกเจาะทอ 10 มม., 16
ปลดชิน้งาน, 3 Lesk Test กดสวิตซ, 6กดสวิตซ ปลดชิน้งาน, 6
เปาลม, 11เดิน, 3
หยิบ COLLAR,กดสวิตช, 22
ตรวจเชค็,ประกอบ CAP , 6วางชิน้งาน, 4
เดิน, 1
0102030405060708090
100
Cutting Triming Drilling Leak Test AssembleComponent Part
วินาที
T.T= 77 “
C.T. > T.T.• ปรับลด C.T.• Share งานใหคนอื่น C.T. < T.T.
• เพิม่ workload.• รวมงานกับคนอื่น
36
Daily Production Control BoardDaily Production Control Board
3.Standardized Work: Tool3.Standardized Work: Tool
กระดานวิเคราะหผลผลติบอรดแสดงสถานะการผลิตในแตละชั่วโมงทํางาน
ผลที่ไดรับจากการทํากิจกรรม Standardized WorkStandardized Work• ลด Muri (งานเกินกําลัง), Mura (ความไมสม่ําเสมอ), Muda (งานสูญเปลา) ในการทํางาน
• เพิ่มผลิตภาพการทํางานของชั่วโมงการทํางานพนักงานแตละคน (pcs./man-hour)
• จัดสรรจํานวนพนักงานที่ใชในการผลิตอยางเหมาะสม• ลดพื้นที่การทํางาน• สรางมาตรฐานการทํางานของแตละกระบวนการ

4.Pull System4.Pull System
“ ผลิตและจัดสงตามจํานวนภายในเวลาที่ลูกคาตองการ ”
ขั้นตอนการดําเนินการ1. วิเคราะหการไหลของงานและขอมูลดวย Material & Information Flow Chart (MIFC)2. เรียบเรียงปญหาที่พบดวย Stagnation List3. วิเคราะหขั้นตอนทํา Staging และ Shipping ดวย Shipping Diagram4. จัดทํา Waiting Post & Delivery Control Board5. จัดทํา Lot Making Post หรือ Pattern Post

4.Pull System: Tool4.Pull System: ToolMIFC
Production GroupProduction Group
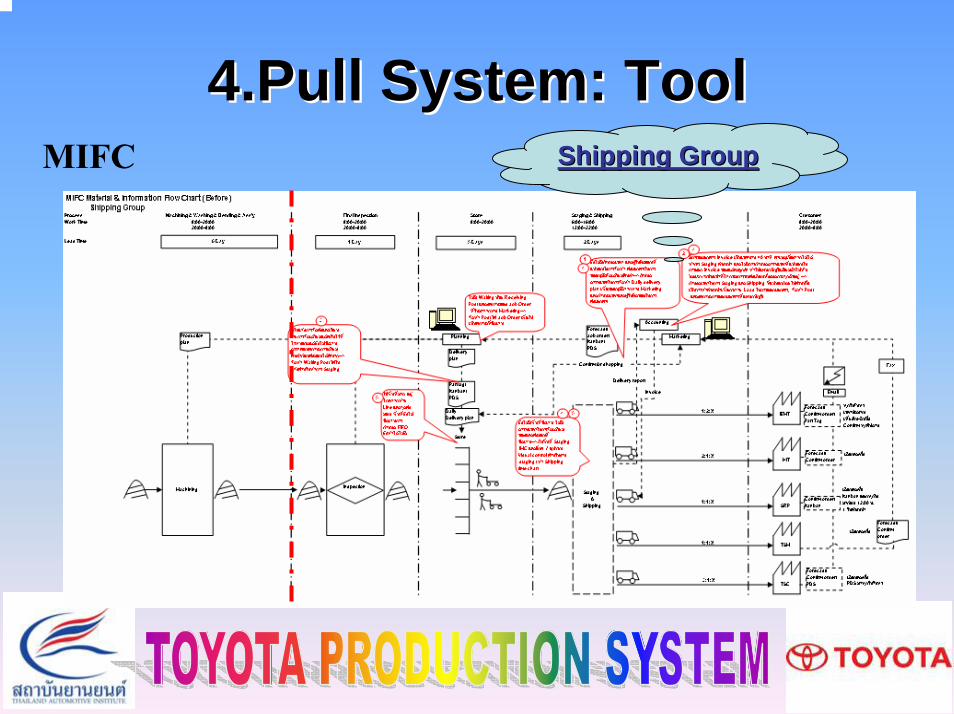
4.Pull System: Tool4.Pull System: ToolMIFC Shipping GroupShipping Group
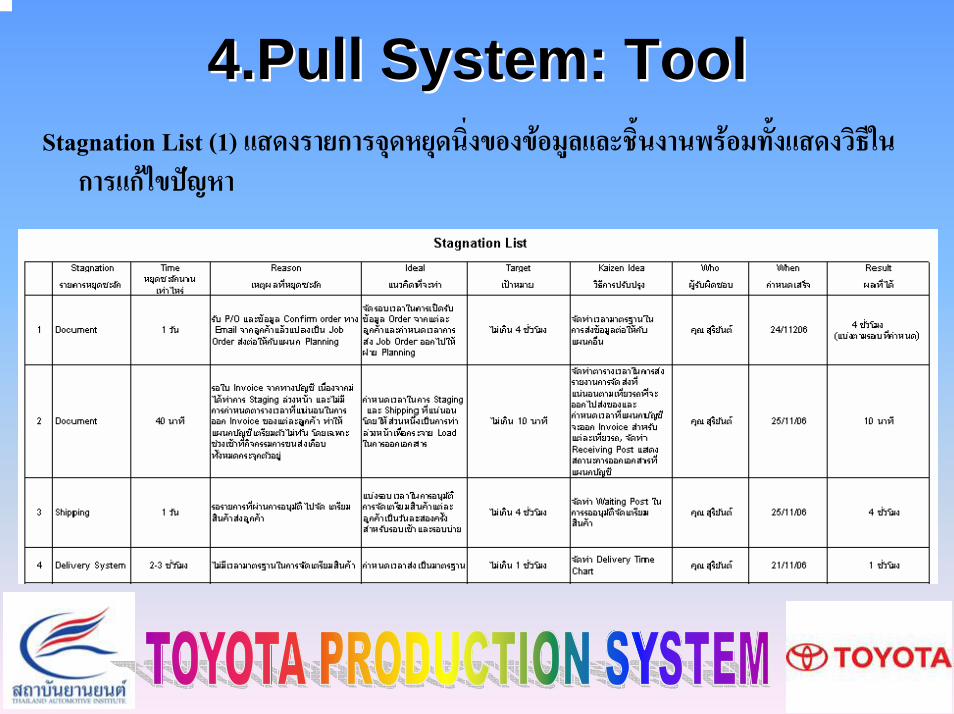
4.Pull System: Tool4.Pull System: ToolStagnation List (1) แสดงรายการจุดหยุดนิ่งของขอมูลและชิ้นงานพรอมทั้งแสดงวิธีใน
การแกไขปญหา
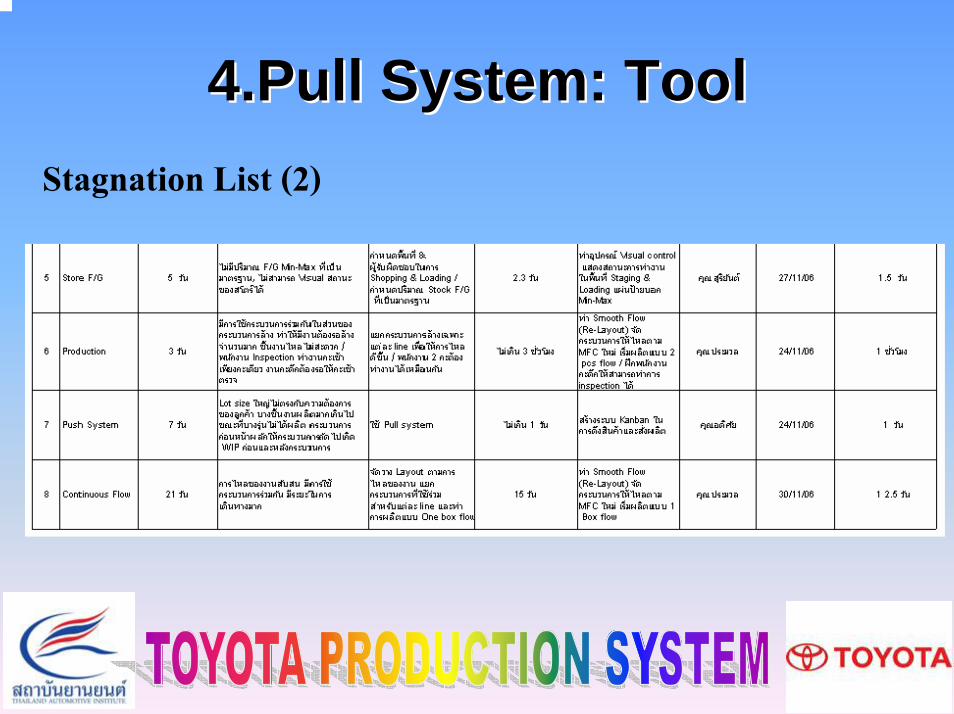
4.Pull System: Tool4.Pull System: ToolStagnation List (2)
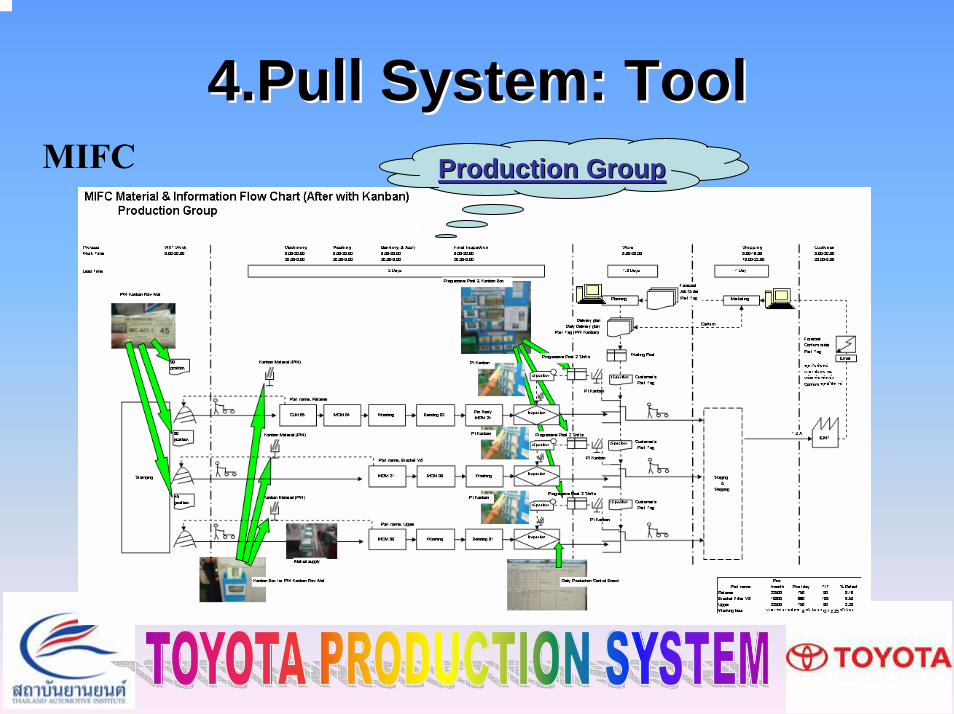
4.Pull System: Tool4.Pull System: ToolMIFC Production GroupProduction Group
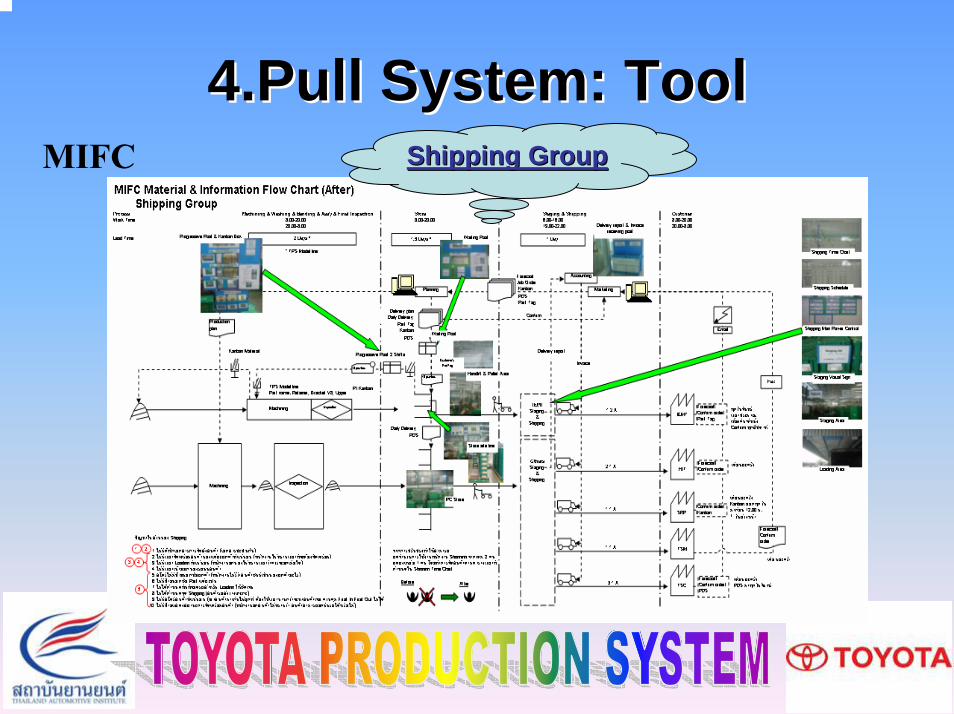
4.Pull System: Tool4.Pull System: ToolMIFC Shipping GroupShipping Group

4.Pull System: Tool4.Pull System: ToolShipping Diagram แสดงขัน้ตอนและเวลาการทํางานในการจัดสงสนิคาใหลูกคา
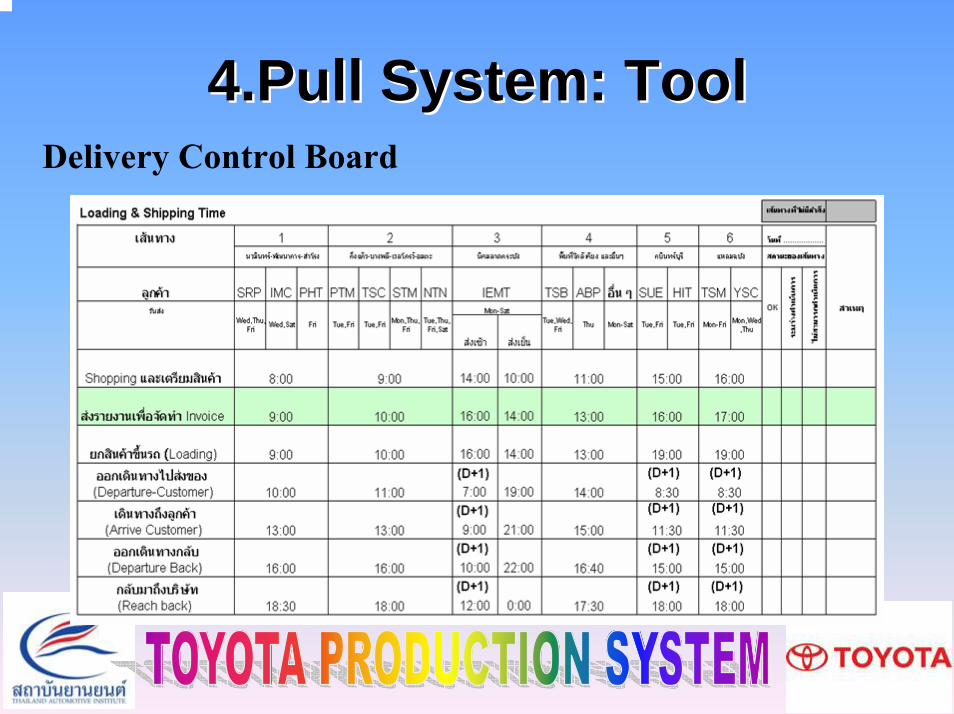
4.Pull System: Tool4.Pull System: ToolDelivery Control Board

4.Pull System: Tool4.Pull System: ToolWaiting Post เครื่องมือในการควบคุมการจัดสงสนิคาและการจัดสงขอมูลจากลูกคาให
เปนไปตามรอบเวลาที่กําหนด

4.Pull System: Tool4.Pull System: ToolLot Making Post เครื่องมือควบคุมการสั่งผลิตก็ตอเมื่อสะสม Kanban ครบ
ตามจํานวนที่กําหนด

4.Pull System: Tool4.Pull System: ToolPattern Post เครื่องมือควบคุมการสั่งผลิตตามเวลาที่กําหนด
50
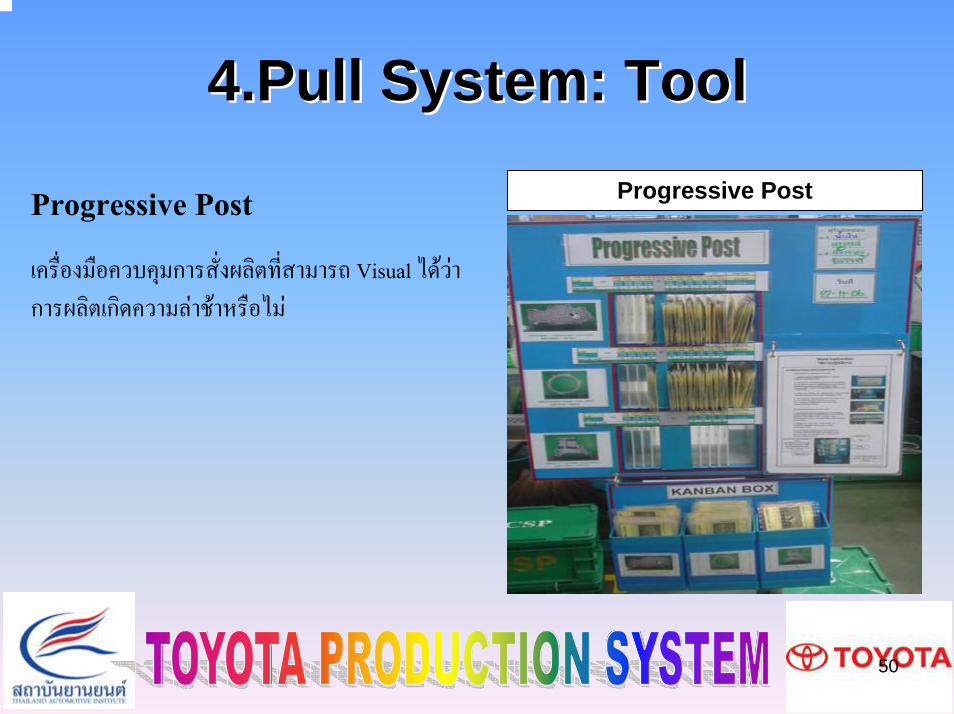
Progressive Post
4.Pull System: Tool4.Pull System: Tool
Progressive Postเครื่องมือควบคุมการสั่งผลิตที่สามารถ Visual ไดวาการผลิตเกิดความลาชาหรือไม

51
Kanban
เครื่องมือที่ใชในการสื่อสารระหวางกระบวนการทั้งในเรื่องของการสัง่ดงึของและการสัง่ผลิต
KanbanKanban
4.Pull System: Tool4.Pull System: Tool
Pull SystemPull System
ผลที่ไดรับ• ลดความสูญเปลาในจากการผลิตมากเกินความจําเปน• กําจัดความลาชาในการจัดสงสินคาใหทันตามเวลาที่กําหนด• ลดจํานวน Stock (Finished Goods และ Work In Process)• ลดพื้นที่ในการจัดเกบ็ Stock

สรุปผลที่ไดรับจากกิจกรรมสรุปผลที่ไดรับจากกิจกรรม TPS TPS• เพิ่มประสิทธิภาพในการทํางานของพนักงาน• ลดเวลานําการผลิต (Lead Time)• จัดสงสินคาไดทันตามเวลาที่ลกูคาตองการ• ควบคุมการทํางานไดงายขึ้นดวย Visual Control• ลดจํานวน Stock ทั้ง F/G และ WIP• ลดพื้นที่ในการทํางานและการจัดเก็บ Stock• จัดสรรกําลังคนไดอยางพอเหมาะ• สภาพการทํางานที่ปลอดภัยและพนักงานมีขวัญกําลังใจในการทํางาน
The End