
· s235j0g3 - s355j0g3, p235gh, p265gh, p255nh, p235t1, p355t1, p235t2 - p355t2, p235g1th,...
33
www.boehler-welding.com WELDING CONSUMABLES FOR STEEL CONSTRUCTION РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТАЛЬНЫХ КОНСТРУКЦИЙ
Transcript of · s235j0g3 - s355j0g3, p235gh, p265gh, p255nh, p235t1, p355t1, p235t2 - p355t2, p235g1th,...

www.boehler-welding.com
WELDING CONSUMABLES FOR STEEL CONSTRUCTION
РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТАЛЬНЫХ КОНСТРУКЦИЙ

www.boehler-welding.com
От редакции
СТАЛЬНЫЕ КОНСТРУКЦИИ И ИНДИВИДУАЛЬНЫЕ ПРОЕКТЫ
Компания BÖHLER WELDING является ведущим поставщиком коррозионно-стойких, теплостойких и жаростойких сварочных расходных материалов, входящих в полную серию продуктов для большинства применений и основных металлов.
Выпускаемая компанией BÖHLER WELDING серия сварочных расходных материалов основана на многолетнем опыте работы в области металлургии, и она обеспечивает великолепное качество сварки стальных профилей и листов. Проверенное качество продуктов BÖHLER WELDING обеспечивает снижение затрат на монтаж, а также безопасность мостов и стальных конструкций, к структуре металла которых предъявляются высокие требования, кроме того обеспечивается высокое качество мелкозернистых сталей для изготовления кранов и грузовых автомобилей. Опытные консультанты по применению работают вместе с заказчиками для выработки оптимальных технических и экономических решений для индивидуальных
требований. Полная серия первоклассных сварочных расходных материалов постоянно обновляется с учетом новых требований проектных и конструкторских бюро.
Кроме того, техническая документация, технические спецификации, сертификаты, виды испытаний, упаковка и маркировка могут корректироваться в соответствии с потребностями наших заказчиков или их технологических процессов. В течение более чем восьми десятилетий компания BÖHLER WELDING специализируется на сварке стальных конструкций и выполняет требования самых жестких стандартов качества расходных материалов и технической компетентности.
Информация о ближайших к Вам коммерческих партнерах и контактная информация приводятся на нашем сайте www.boehler-welding.com Сварочные расходные материалы компании BÖHLER WELDING выпускаются во влагостойкой и вакуумной упаковке.

www.boehler-welding.com
Руководство по выбору
Метод сварки
AISI/UNS/ASTM/API Ручная дуговая сварка покрытыми электродами
Дуговая сварка порошковой проволокой
Дуговая сварка вольфрамовым электродом в среде защитных газов
Дуговая сварка плавящимся электродом в среде защитных газов
Сварка под флюсом
FOX MSU
5
FOX OHV 5FOX KE 5FOX SUM 5 EMS 2+BB 24 12FOX SUS 5 (BW VII)* 9 EMS 2+BB 25 12FOX ETI 5 Ti 52-FD 8 (BW XII)* 10 EMS 2+BB 33 M 13FOX SPE 5 Ti 52 W-FD 8 (DMO)* 15 EMK 6 10 EMS 2+BF 16 13FOX SPEM 6 HL 51-FD 9 EMK 6 10 EMS 3+BB 24 14FOX HL 160 Ti 6 HL 53-FD 9 EML 5 10 SG 3-P 11 EMS 3+BB 25 14FOX HL 180 Ti 6 ER 70 S-2 11 EMS 3+BB 33 M 14FOX EV 47 6 EMS 3+BF 16 15FOX EV 50 7FOX EV 50-A 7FOX EV 50-W 7
Нелегированные стали
Предел текучести ≤ 355 Н/мм2
Sa106A+B
FOX EV PIPE 8
Стр
.
Стр
.
Стр
.
Стр
.
Стр
.
Основные металлы
Высокопрочные мелкозернистые
стали
Устойчивые к атмосферным воздействиям стали
Предел текучести ≤ 420 Н/мм2
Предел текучести ≤ 460 Н/мм2
Предел текучести ≤ 500 Н/мм2
Предел текучести ≤ 550 Н/мм2
Предел текучести ≤ 620 Н/мм2
Предел текучести ≤ 690 Н/мм2
Предел текучести ≤ 890 Н/мм2
Corten A 36 Gr. all A572 Gr. 65 SA508 CI.2 A302 Gr. A-D A517 Gr. A-C USS-T1 HY-100
FOX NiCuCr FOX EV 50 FOX EV 50-A FOX EV 50-W FOX EV 55 FOX EV 60 FOX 2.5 Ni FOX EV 63 FOX EV 60 PIPE FOX EV 65 FOX EV 70 FOX EV 70 PIPE FOX EV 70 Mo FOX EV 75 FOX EV 85 FOX EV 85 M FOX EV 100
19 6 Ti 52-FD 7 Ti 52 W-FD 7 HL 51-FD 19 HL 53-FD 20 22 20 Ti 60-FD 20 20 21 21 21 21 22 22 22
8 DMO-IG 8 Ni 1-IG 9 2.5 Ni-IG 9 24
NiMo 1-IG
NiCrMo 2.5-IG
NiCu 1-IG
22 EMK 6 23 23 SG 8-P
EMK 7 EMK 8 2.5 Ni-IG
NiMo 1-IG
X 70-IG NiCrMo 2.5-IG X 90-IG
19 10 EMS 2+BB 25 12
EMS 3+BB 24 14 22 EMS 3+BB 25 14 24 24 Ni 2-UP+BB 24 25 23 EMS 2+BB 33 M 13
EMS 3+BB 33 M 14 23 3 NiMo 1-UP+BB 24 25 24 3 NiCrMo 2.5-UP+BB 24 23 23 24
FOX CEL
28
DMO-IG
28
Универсальные электроды
Предел текучести ≤ 380 Н/мм2
Нелегированные стали, трубные стали FOX CEL+ 28
Предел текучести ≤ 460 Н/мм2 Нелегированные стали, трубные стали
FOX BVD 85 28
Предел текучести ≤ 550 Н/мм2 Высокопрочные стали, трубные стали
FOX BVD 90 29
FOX NUT 30
Электроды для резки / строжки
* Для применения в качестве присадочных прутков для газовой сварки, см. описание продукта
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 3
© E
lvira
Kla
mm
inge
r©
Pal
finge
r AG
Нелегированные стали www.boehler-welding.com
Стальные решетчатые конструкции Острова Аккончи сваривались с использованием материалов BÖHLER EMK 6, BÖHLER EAS 2 IG (дуговая сварка вольфрамовым электродом в среде защитных газов) и BÖHLER FOX EV 50.
Для сварки шарнирно-сочлененных кранов Palfinger AG использовались материалы BÖHLER EMK 8, BÖHLER X 70-IG, BÖHLER X 90-IG, порошковая проволока BÖHLER HL 51-FD и сочетание проволоки / флюса BÖHLER EMS 2 / BB 24

www.boehler-welding.com
Нелегированные стали
BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX MSU E 38 0 RC 11 E 43 13 A E6013 E4313
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,4 Mn 0,5
Предел текучести 430 Н/мм2 Предел прочности 490 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 75 Дж 58 Дж при -10 °C
2,5 3,2 4,0
TÜV-D, DB, ÖBB, ABS,
DNV, BV, GL, LR, RMR,
SEPROZ, CE
Электроды с рутилово-целлюлозным видом покрытия с очень хорошей свариваемостью во всех пространственных положениях, в том числе при сварке в вертикальном положении сверху вниз. Вязкая сварочная ванна, хорошие характеристики заполнения зазора, простота обращения. Для промышленного и домашнего применения, монтажной и заводской сварки.
FOX OHV E 38 0 RC 11 E 43 13 A E6013 E4313
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,4 Mn 0,45
Предел текучести 460 Н/мм2 Предел прочности 520 Н/мм2 Удлинение 25% Ударная вязкость по Шарпи 75 Дж 47 Дж при -10 °C
2,0 2,5 3,2 4,0 5,0
TÜV-D, TÜV-A, DB, ÖBB,
ABS, DNV, LR, LTSS,
SEPROZ, CE
Электроды с рутилово-целлюлозным видом покрытия с очень с очень хорошей свариваемостью во всех пространственных положениях, в том числе при сварке в вертикальном положении сверху вниз. Универсальные электроды, особенно в случае прменения трансформаторов небольшой мощности. Эластичное покрытие. Универсальное применение для изготовления стальных конструкций, котлов и баков, транспортных средств, в судостроении, а также для сварки оцинкованных частей.
FOX KE E 38 0 RC 11 E 43 13 A E6013 E4313
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,3 Mn 0,5
Предел текучести 430 Н/мм2 Предел прочности 490 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 75 Дж 50 Дж при -10 °C
2,0 2,5 3,2 4,0
LR, SEPROZ, ÖBB
Электроды с рутилово-целлюлозным видом покрытия с очень хорошей свариваемостью во всех пространственных положениях, в том числе при сварке в вертикальном положении сверху вниз. Отличная свариваемость при использовании переменного тока, хорошее зажигание дуги вначале и при возобновлении сварки, надежное проплавление, плоский шов. Предпочтительно использовать при монтаже зданий и для сборочных работ.
FOX SUM E 38 0 RR 12 E 43 13 A E6013 E4313
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,3 Mn 0,5
Предел текучести 430 Н/мм2 Предел прочности 500 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 75 Дж
2,5 3,2 4,0
- Электроды с рутиловым видом покрытия с исключительно хорошей свариваемостью во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Хорошая свариваемость при использовании переменного тока и хорошее зажигание дуги при возобновлении сварки. Мягкий поджиг, очень небольшие потери на разбрызгивание, отличное отделение шлака, особенно ровная поверхность и чистые швы.
FOX SPE E 38 2 RB 12 E 43 03 A U E6013 (мод.) E4313 (мод.)
Ручная дуговая сварка покрытыми электродами
C 0,08 Si 0,2 Mn 0,45
Предел текучести 420 Н/мм2 Предел прочности 500 Н/мм2 Удлинение 28% Ударная вязкость по Шарпи 90 Дж 60 Дж при -20 °C
2,0 2,5 3,2 4,0 5,0
TÜV-D, TÜV-A, DB, ÖBB,
LTSS, SEPROZ, CE
Электроды с рутилово-основным видом покрытия, особенно подходящие для неповоротной сварки, кроме сварки в вертикальном положении сверху вниз. Очень хорошо подходят для корневых проходов. Высококачественные, пригодные для рентгенографического контроля сварные швы. Очень хорошая свариваемость при использовании переменного тока, интенсивное наплавление. Предпочтительно использовать для сварки стальных конструкций, контейнеров и трубопроводов. Отличные механические характеристики, поэтому продукт пригоден для многих групп материалов.
Стали вплоть до предела текучести 380 Н/мм2 (52 тыс. фунтов на кв. дюйм) S275JR, S235J0G3 - S355J0G3, P235GH, P265GH, P255NH, P235T1, P355T1, P235T2 - P355T2, P235G1TH, P255G1TH, L210 - L360NB, L290MB, S235JRS1 - S235J0S1, S235JRS2 - S235J0S2 ASTM A36 и A53 Гр. все; A106 Гр. A, B, C; A135 Гр. A, B; A283 Гр. A, B, C, D; A366; A285 Гр. A, B, C; A500 Гр. A, B, C; A570 Гр. 30, 33, 36, 40, 45; A607 Гр. 45; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A935 Гр. 45; A936 Гр. 50; API 5 L Гр. B, X42-X52
FOX SUS E 42 0 RR 12 E 43 13 A E6013 E4313
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,5 Mn 0,6
Предел текучести 430 Н/мм2 Предел прочности 510 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 75 Дж 45 Дж при -10 °C
2,0 2,5 3,2 4,0 5,0
TÜV-D, DB, ÖBB, ABS, BV, DNV, GL, LR, SEPROZ, CE
Электроды с рутиловым видом с очень хорошей свариваемостью во всех пространственных положениях, даже при неблагоприятных условиях, кроме сварки в вертикальном положении сверху вниз. Также отличаются великолепными характеристиками при возобновлении сварки и незначительным образованием брызг, очень хорошей свариваемостью при использовании переменного тока. Шов имеет очень чистую и гладкую поверхность, самоотделяющийся шлак.
FOX ETI E 42 0 RR 12 E 43 13 A E6013 E4313
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,4 Mn 0,5
Предел текучести 460 Н/мм2 Предел прочности 520 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 65 Дж
1,5 2,0 2,5 3,2 4,0 5,0
TÜV-D, TÜV-A, ABS, BV,
DNV, GL, LR, LTSS, SEPROZ,
CE
Электроды с рутиловым видом покрытия с отличной свариваемостью во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Особенно гладкие швы, самоотделяющийся шлак. Незначительное образование брызг, очень хорошая свариваемость при использовании переменного тока. Отличные характеристики при возобновлении сварки, простота обращения. Можно получать увеличенную длину проходов. Универсальные электроды для промышленного и домашнего применения.
Стали вплоть до предела текучести 420 Н/мм2 (60 тыс. фунтов на кв. дюйм) S275JR, S235J0G3 - S355J0G3, P235GH, P265GH, P255NH, P295GH, P235T1, P355T1, P235T2-P355T2, P235G1TH, P255G1TH, L210 - L360NB, L290MB, S235JRS1 - S235J0S1, S235JRS2 - S235J0S2 ASTM A36 и A53 Гр. все; A106 Гр. A, B, C; A135 Гр. A, B; A283 Гр. A, B, C, D; A366; A285 Гр. A, B, C; A500 Гр. A, B, C; A570 Гр. 30, 33, 36, 40, 45; A607 Гр. 45; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A935 Гр.45; A936 Гр. 50; API 5 L Гр. B, X42-X56
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 5
www.boehler-welding.com
Нелегированные стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX SPEM E 38 2 RB 12 E 43 03 A U E6013 (мод.) E4313 (мод.)
Ручная дуговая сварка покрытыми электродами
C 0,08 Si 0,3 Mn 0,6
Предел текучести 450 Н/мм2 Предел прочности 540 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 70 Дж ≥ 47 Дж при -20 °C
2,5 3,2 4,0 5,0
TÜV-D, DB, ÖBB, TÜV-A, DNV, LR, GL, ABS, CE, BV
Электроды с рутилово-основным видом покрытия, особенно подходящие для неповоротной сварки, за исключением сварки в направлении сверху вниз. Предпочтительно использовать для сварки трубопроводов и котлов. Особенно подходят для выполнения корневых проходов и для неповоротной сварки швов, подвергаемых рентгенографическому контролю. В связи с высоким содержанием Mn в наплавленном металле, обеспечивается несколько более высокая прочность, чем при использовании электродов BÖHLER FOX SPE.
Стали вплоть до предела текучести 380 Н/мм2 (52 тыс. фунтов на кв. дюйм) S275JR, S235J2G3 - S355J2G3, P235GH, P265GH, P255NH, P235 T1 - P355T1, P235T2 - P355T2, P235G1TH, P255G1TH, L210 - L360NB, L290MB - L360MB, S235JRS1 - S235J2S1, S235JRS2 - S235J2S2, S255N-S355N ASTM A36 и A53 Гр. все; A106 Гр. A, B, C; A135 Гр. A, B; A283 Гр. A, B, C, D; A366; A285 Гр. A, B, C; A500 Гр. A, B, C; A570 Гр. 30, 33, 36, 40, 45; A607 Гр. 45; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A935 Гр.45; A936 Гр. 50; API 5 L Гр. B, X42-X52
FOX HL 160 Ti E 38 0 RR 54 E 49 24-1 A E7024-1 E4924-1
Ручная дуговая сварка покрытыми электродами
C 0,08 Si 0,4 Mn 0,7
Предел текучести 420 Н/мм2 Предел прочности 520 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 100 Дж 30 Дж при -20 °C
3,2 4,0 5,0
ABS, GL, LR, SEPROZ
Высокоэффективные электроды с рутиловым видом покрытия с коэффициентом наплавки 160%. Текучий, легко удаляемый шлак, для сварки «холодных» швов и при нехватке места. Могут использоваться для сварки ржавых листов или листов с покрытием. Предпочтительно использовать для угловых и стыковых швов в нижнем положении.
FOX HL 180 Ti E 38 0 RR 74 E 49 24 A E7024 E4924
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,5 Mn 0,8
Предел текучести 440 Н/мм2 Предел прочности 510 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 85 Дж 50 Дж при -10 °C
3,2 4,0 5,0
TÜV-A, ABS, DNV, GL, LR,
RINA, SEPROZ, ÖBB,
RMR
Высокоэффективные электроды с рутиловым видом покрытия с коэффициентом наплавки приблизительно 180%. К преимуществам данных электродов относятся очень большая длина проходов, самоотделяющийся шлак, гладкие швы без вмятин. Отличные характеристики зажигания дуги, можно вести сварку при наклоне электрододержателя углом назад. Высокая эффективность при заполнении поперечного сечения большой толщины.
Стали вплоть до предела текучести 380 Н/мм2 (52 тыс. фунтов на кв. дюйм) S235JR, S275JR, S235J0G3, S275J0G3, S355J0G3, P235GH, P265GH, S255N, P295GH, S235JRS1 - S235J0S1, S235JRS2 - S235J0S2 ASTM A36 Гр. все; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A366; A570 Гр. 30, 33, 36, 40, 45; A607 Гр. 45; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A935 Гр.45; A936 Гр. 50
FOX EV 47 E 38 4 B 42 H5 E 49 16-1 A U H5 E7016-1H4R E4916-1H4R
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,5 Mn 0,7
Предел текучести 460 Н/мм2 Предел прочности 530 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 190 Дж 90 Дж при -40 °C
2,5 3,2 4,0 5,0
TÜV-D, TÜV-A, DB, ÖBB,
ABS, BV, DNV, GL, LR, RMR, RINA, LTSS,
VUZ, SEPROZ, CE
Электроды с основным видом покрытия для получения высококачественных сварных швов. с Хорошая свариваемость во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Коэффициент наплавки сварного шва приблизительно 110%. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г). Получается особенно вязкий, устойчивый к растрескиванию и старению металл сварного шва, в связи с этим данные электроды хорошо подходят для сварки жестких конструкций с большими поперечными сечениями сварных шов.
Стали вплоть до предела текучести 380 Н/мм2 (52 тыс. фунтов на кв. дюйм) S235JR-E295, S235J2G3 - S355J2G3, C22, P235T1- P275T1, P235T2, P275T2, L210 - L320, L290MB - L320MB, P235G1TH, P255G1TH, P235GH, P265GH, P295GH, S235JRS1 - S235J4S, S355G1S - S355G3S, S255N - S355N, P255NH-P355NH, S255NL - S355NL, GE200-GE240 ASTM A 27 и A36 Гр. все; A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285, Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A570 Гр. 30, 33, 36, 40, 45; A 572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5 L Гр. B, X42 - X52
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 6

www.boehler-welding.com
Нелегированные стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX EV 50 E 42 5 B 42 H5 E 49 18-1 A U H5 E7018-1H4R E4918-1H4R
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,5 Mn 1,1
Предел текучести 490 Н/мм2 Предел прочности 560 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 190 Дж 100 Дж при -50 °C
2,0 2,5 3,2 4,0 5,0 6,0
TÜV-D, DB, ÖBB, TÜV-A,
ABS, BV, DNV, GL, LR, RMR, RINA, LTSS,
VUZ, SEPROZ, PDO, CRS, CE,
NAKS
Электроды с основным видом покрытия для получения высококачественных сварных швов. Отличные значения прочности и вязкости вплоть до -50 °C. Коэффициент наплавки сварного шва приблизительно 110%. Хорошая свариваемость во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г). Электроды пригодны для сварки стальных конструкций, при изготовлении котлов и сосудов, транспортных средств, в судостроении, машиностроении, а также для нанесения буферных слоев при наплавке высокоуглеродистых сталей. Также пригодны для сварки загрязненных сталей с высоким содержанием углерода. Особенно подходят для строительства морских объектов, испытания на раскрытие вершины трещины проводились при температурах до -10 °C. Электроды BÖHLER FOX EV 50 также могут использоваться в условиях воздействия сернистых газов (испытания на водородное растрескивание в соответствии с NACE TM-02-84). Также имеются данные результатов испытаний на сульфидное коррозионное растрескивание под напряжением.
FOX EV 50-W E 42 5 B 12 H5 E 49 16-1 A U H5 E7016-1H4R E4916-1H4R
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,5 Mn 1,1
Предел текучести 460 Н/мм2 Предел прочности 560 Н/мм2 Удлинение 28% Ударная вязкость по Шарпи 200 Дж ≥ 47 Дж при -50 °C
2,0 2,5 3,2 4,0 5,0
TÜV-D, GL, LTSS, PDO,
SEPROZ
Электроды с основным видом покрытия для получения высококачественных сварных швов. Очень хорошая свариваемость во всех пространственных положениях, кроме вертикальной сварки в направлении сверху вниз. Электроды также хорошо подходят для корневых проходов. Отличные гладкие и не содержащие шлака швы. Наплавленный металл исключительно устойчив к растрескиванию и нечувствителен к холоду. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г). Особенно пригодны для сварки с использованием переменного тока. Для корневых проходов рекомендуется применять отрицательную полярность («-» на электроде).
Стали вплоть до предела текучести 420 Н/мм2 (60 тыс. фунтов на кв. дюйм) S235JR-E335, S235J2G3 - S355J2G3, C22, P235T1- P355T1, P235T2, P355T2, L210 - L360NB L290MB - L320MB, P235G1TH, P255G1TH, P235GH, P265GH, P295GH, S235JRS1 - S235J4S, S355G1S - S355G3S, S255N - S355N, P255NHP355NH, S255NL - S355NL, GE200-GE260, GE300 ASTM A 27 и A36 Гр. все; A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 A27 и A36 Гр. все; A214; A242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A570 Гр. 30, 33, 36, 40, 45; A 572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5 L Гр. B, X42 - X56
FOX EV 50-A E 42 3 B 12 H10 E 49 16 A U H10 E7016 E4916
Ручная дуговая сварка покрытыми электродами
C 0,05 Si 0,6 Mn 1,0
Предел текучести 440 Н/мм2 Предел прочности 550 Н/мм2 Удлинение 28% Ударная вязкость по Шарпи 180 Дж ≥ 47 Дж при -30 °C
2,5 3,2 4,0 5,0
TÜV-D, DB, ÖBB, CE
Электроды с двойным рутиловво-основным видом покрытия, с исключительно хорошей свариваемостью во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Вследствие получения хорошо направленной дуги особенно пригодны для неповоротной сварки. Очень хорошая свариваемость для корневых проходов. Хорошо подходят для переменного тока. Незначительное разбрызгивание, хорошее отделение шлака, однородный шов. Также пригодны при применении трансформаторов небольшой мощности.
Стали вплоть до предела текучести 420 Н/мм2 (60 тыс. фунтов на кв. дюйм) S235J2G3 - S355J2G3, S235JR-E295, C22, P235T1-P355T1, P235T2- P355T2, L210 - L360NB, L290MB - L360MB, P235G1TH, P255G1TH, P235GH, P265GH, S255N, P295GH, S235JRS1 - S235J3S, S355G1S - S355G3S, S255N - S355N, P255NH-P355NH, GE200-GE260 ASTM A27 и A36 Гр. все; A214; A242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A570 Гр. 30, 33, 36, 40, 45; A 572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5 L Гр. B, X42 - X56
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 7

www.boehler-welding.com
Нелегированные стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX EV PIPE E 42 4 B 12 H5 E 49 16-1 A E7016-1H4R E4916-1H4R
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,6 Mn 0,9
Предел текучести 470 Н/мм2 Предел прочности 560 Н/мм2 Удлинение 29% Ударная вязкость по Шарпи 170 Дж ≥ 27 Дж при -46 °C
2,0 2,5 3,2 4,0
TÜV-D, LTSS, SEPROZ, VNIIST,
VNIIGAZ, DB, CE
BÖHLER FOX EV PIPE представляет собой электрод с основным видом покрытия, обладающий отличными характеристиками свариваемости для кольцевых швов труб или для корневых проходов при использовании отрицательной полярности («-» на электроде), а также для заполняющих и облицовоччных проходов при использовании положительной полярности («+» на электроде). При толщине стенок 8 мм или больше, для корневых проходов может использоваться электрод диаметром 3,2 мм. В связи с этим может быть сокращена продолжительность наплавления, а также получена увеличенная длина проходов для одного электрода, в результате чего обеспечивается значительная экономия затрат по сравнению с электродами типа AWS E 7018, которые обычно используются для данных целей. Аналогичным образом электроды хорошо подходят для переменного тока и могут использоваться для сварки с использованием переменного тока при строительстве зданий и сооружений. Электроды обеспечивают отличную ударную вязкость металла шва по Шарпи при низких температурах, а также низкое содержание водорода в наплавленном металле, не более 5 мл /100 г.
EN P235GH, P265GH, P295GH, P235T1, P275T1, P235G2TH, P255G1TH, S255N - S420N1), S255NL1 - S420NL1, L290NB - L360NB, L290MB - L415MB, L450MB2) - L555MB2) Тех. усл. API 5L: A, B, X 42, X46, X52, X56, X60, X65-X802) ASTM A53 Гр. A-B, A106 Гр. A-C, A179, A192, A210 Гр. A-1 1) снятие напряжений в соответствии с S380N / S380NL1 2) только для корневых проходов
Ti 52-FD T 46 2 P M 1 H10 E71T-1MH8
Дуговая сварка порошковой проволокой
C 0,06 Si 0,5 Mn 1,2 Ti +
Предел текучести 490 Н/мм2 Предел прочности 580 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 180 Дж 90 Дж пни -40 °C (80%Ar / 20%CO2)
1,2 1,6
TÜV-D, ABS, BV, DNV, GL, LR, CRS, DB,
CE
Рутиловая сварочная порошковая проволока, обеспечивающая получение быстро твердеющего шлака. Отличные сварочные характеристики во всех пространственных положениях при использовании проволоки одного диаметра и одного и того же набора параметров. Отличные механические характеристики, легко удаляемый шлак, небольшие потери на разбрызгивание, гладкая, мелковолнистая поверхность шва, пригодность для рентгенографического контроля, отсутствие вмятин на сварных швах. При использовании для неповоротной сварки продукт обеспечивает получение высочайшей производительности и значительную экономию времени и средств.
Ti 52 W-FD T 46 4 P M 1 H10 T 42 2 P C 1 H5 E71T-1CJH8 E71T-1MJH8
Дуговая сварка порошковой проволокой
C 0,05 Si 0,5 Mn 1,3 Ti +
Предел текучести 520 Н/мм2 Предел прочности 580 Н/мм2 Удлинение 24% Ударная вязкость по Шарпи 140 Дж 95 Дж при -40 °C (80% Ar/20% CO2) Предел текучести 480 Н/мм2 Предел прочности 540 Н/мм2 Удлинение 25% Ударная вязкость по Шарпи 130 Дж 100 Дж при -20 °C (100% CO2)
1,2 1,6
TÜV-D, DB, ÖBB, GL
Рутиловая сварочная порошковая проволока, обеспечивающая получение быстро твердеющего шлака. Отличные сварочные характеристики во всех пространственных положениях. Отличные механические характеристики, легко удаляемый шлак, небольшие потери на разбрызгивание, гладкая, мелковолнистая поверхность шва, пригодность для рентгенографического контроля, отсутствие вмятин на сварных швах. Особенно хорошо подходит для сварки основных металлов с покрытиями в судостроении, при изготовлении стальных конструкций и строительстве мостов. При использовании для неповоротной сварки продукт обеспечивает получение высочайшей производительности и значительную экономию времени и средств.
Стали вплоть до предела текучести 460 Н/мм2 (67 тыс. фунтов на кв. дюйм) S235J2G3 - S355J2G3, GE200, GE240, GE260, S235JRS1 - S235J2S, AH, DH, EH, S255N - S355N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210 - L360NB, P235G1TH, P255G1TH ASTM A27 и A36 Гр. все; A106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 G907 Гр. 30, 33, 36, 40; Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; AA841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42 - X56
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 8

www.boehler-welding.com
Нелегированные стали
BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
HL 51-FD T 46 4 M M 2 H5 E70C-6MH4 E48C-6MH4
Дуговая сварка порошковой проволокой
C 0,07 Si 0,7 Mn 1,5
Предел текучести 490 Н/мм2 Предел прочности 610 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 130 Дж 90 Дж при -40 °C (80% Ar/20% CO2)
1,2 1,6
TÜV-D, DB, ÖBB, ABS, GL, LR, DNV, CE
Высокоэффективная порошковая проволока с железным порошком для автоматической и полуавтоматической сварки нелегированных конструкционных и мелкозернистых сталей при рабочих температурах от -40 до +450 °C. Специально разработанная порошковая засыпка позволяет получить очень большой коэффициент наплавки в пределах 93-97% и производительность наплавки до 9 кг/час. В связи с незначительным образованием шлака можно сваривать несколько слоев без промежуточной очистки. Хорошее проплавление, высокая устойчивость к пористости и хорошие характеристики текучести являются дополнительными характеристиками качества данной электродной проволоки.
Стали вплоть до предела текучести 460 Н/мм2 (67 тыс. фунтов на кв. дюйм) S235J2G3 - S355J2G3, GE200, GE240, GE260, S235JRS1 - S235J4S, AH, DH, EH, S255N - S380N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210 - L360NB, P235G1TH, P255G1TH ASTM A27 и A36 Гр. все; A106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42 - X60
HL 53-FD T 42 5 Z M M 2 H5 E70C-GMH4 E48C-GMH4
Дуговая сварка порошковой проволокой
C 0,06 Si 0,5 Mn 1,2 Ni 0,9
Предел текучести 490 Н/мм2 Предел прочности 610 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 130 Дж 70 Дж при -50 °C (80% Ar/20% CO2) Послесварочная термообработка 600 °C/2 часа Предел текучести 470 Н/мм2 Предел прочности 530 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 190 Дж (80% Ar/20% CO2)
1,2 1,6
TÜV-D Высокоэффективная порошковая проволока с железным порошком для полуавтоматической и автоматической однопроходной и многопроходной сварки. Специально адаптированный порошок позволяет получить очень большой коэффициент наплавки в пределах 93-97% и производительность наплавки до 8 кг/час. Плавление проволоки со струйным переносом металла и минимальным образованием брызг. В связи с незначительным образованием шлака можно сваривать несколько слоев без промежуточной очистки. Хорошее проплавление, высокая устойчивость к пористости и хорошие характеристики текучести, а также низкое содержание водорода в наплавленном металле (≤ 5 мл /100 г) являются дополнительными характеристиками качества данной электродной проволоки. Проволоку HL 53-FD особенно выгодно использовать в диапазоне рабочих температур -50/+450 °C для угловых и стыковых швов при сварке стандартных конструкционных сталей, а также мелкозернистых конструкционных сталей при изготовлении сосудов, стальных конструкций, в машиностроении, при изготовлении транспортных средств и в судостроении.
Стали вплоть до предела текучести 420 Н/мм2 (60 тыс. фунтов на кв. дюйм) S235 - S355J2G3, GE200, GE240, GE260, S235JRS1 - S235J4S, AH, DH, EH, S255N - S380N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210 - L360NB, X 42-X 60, P235G1TH, P255G1TH ASTM A27 и A36 Гр. все; A106 Гр. A, B A214; A242 Гр.1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45 572 Гр. 42, 50; A606 Гр. все A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр.45; A936 Гр. 50; API 5L X42-X60
BW VII O I R45-G
Ацетилено-кислородная сварка
C 0,08 Si 0,1 Mn 0,6
Предел текучести ≥ 235 Н/мм2 Предел прочности ≥ 340 Н/мм2 Удлинение ≥ 14% Ударная вязкость по Шарпи ≥ 35 Дж
2,0 2,5 3,2 4,0
TÜV-D, LTSS, CE
Медные, нелегированные присадочные прутки для газовой сварки с целью соединения при нормальном механическом напряжении сталей вплоть до S275JR. Сварочная ванна низкой вязкости.
Стали вплоть до предела текучести 235 Н/мм2 (34 тыс. фунтов на кв. дюйм) S235JR, L195 ASTM A36 Гр. все; A283 Гр. B, C, D; A570 Гр. 33, 36, 40
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 9
www.boehler-welding.com
Нелегированные стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
BW XII O III R60-G
Ацетилено-кислородная сварка
C 0,1 Si 0,15 Mn 1,1 Ni 0,45
Предел текучести ≥ 275 Н/мм2 Предел прочности ≥ 410 Н/мм2 Удлинение ≥ 14% Ударная вязкость по Шарпи ≥ 47 Дж
2,0 2,5 3,0
TÜV-D, DB, ÖBB, CE
Присадочные прутки для газовой сварки с медным покрытием и никелевой добавкой, предназначенные для получения высококачественных сварных швов при изготовлении паровых котлов и сосудов из сталей вплоть до S275JR или из листов для котлов вплоть до P265GH. Данные присадочные прутки очень просты в применении в связи с вязкой сварочной ванной, простым удалением шлака и хорошими характеристиками заполнения зазора. Сварочная ванна нечувствительна к перегреву даже при использовании пламени со слишком высокой температурой.
Стали вплоть до предела текучести 275 Н/мм2 (40 тыс. фунтов на кв. дюйм) S235JR - S275JR, P265GH, L235- L290NB ASTM A36 Гр. все; A283 Гр. B, C, D; A285 Гр.B; A414 Гр.C; A442 Гр.60; A515 Гр. 60; A516 Гр. 55, 60; A570 Гр. 33, 36, 40
EMK 6 G3Si1 (проволока) G42 4 M G3Si1 G 42 4 C G3Si1 ER70S-6 ER48S-6
Сварка плвящимся электродом в среде защитных газов
C 0,08 Si 0,9 Mn 1,45
Предел текучести 440 Н/мм2 Предел прочности 530 Н/мм2 Удлинение 30% Ударная вязкость по Шарпи 160 Дж 80 Дж при -40 °C Ar + 15 - 25% CO2
0,8 1,0 1,2 1,6
TÜV-D, TÜV-A, DB, ÖBB,
ABS, CWB, GL, LR, DNV,
LTSS, SEPROZ, CE
W 42 5 W3Si1 (прутки для дуговой сварки вольфрамовым электродом в среде защитных газов) ER70S-6 ER48S-6
Дуговая сварка вольфрамовым электродом в среде защитных газов
C 0,08 Si 0,9 Mn 1,45
Предел текучести 430 Н/мм2 Предел прочности 540 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 160 Дж > 47 Дж при -50 °C
1,6 2,0 2,4
TÜV-D, TÜV-A, LTSS,
SEPROZ, CE
Присадочные прутки для дуговой сварки вольфрамовым электродом в среде защитных газов и проволока для сварки плавящимся электродом в среде защитных газов используются для сварки при изготовлении котлов и сосудов и в строительстве. В связи с отличными механическими характеристиками и высокой допустимой нагрузкой по току, оптимально подходят для сварки толстостенных компонентов; также могут использоваться в условиях воздействия сернистых газов (испытания на водородное растрескивание в соответствии с NACE TM-02-84). Также выпускается вариант сплошной проволоки без медного покрытия, имеющий обозначение TOP, и предназначенный для достижения незначительного образования брызг и хороших характеристик подачи проволоки даже при больших скоростях. Данные материалы особенно хорошо подходят для роботизированной сварки.
Стали вплоть до предела текучести 420 Н/мм2 (60 тыс. фунтов на кв. дюйм) S235J2G3 - S355J2G3, E360, P235T1-P355T1, P235G1TH, L210, L290MB, P255G1TH, P235GH, P265GH, P295GH, P310GH, P255NH, S235JRS1 - S235J4S, S355G1S - S355G3S, S255N - S385N, P255NHP385NH, GE200-GE260 ASTM A27 и A36 Гр. все; A106 Гр. A, B A214; A242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50
EML 5 W 46 5 W2Si ER70S-3 ER48S-3
Дуговая сварка вольфрамовым электродом в среде защитных газов
C 0,1 Si 0,6 Mn 1,2
Предел текучести 500 Н/мм2 Предел прочности 600 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 220 Дж ≥ 47 Дж при -50 °C
1,6 2,0 2,4 3,0
TÜV-D, TÜV-A, DB, ÖBB,
Statoil, CE
Присадочные прутки для дуговой сварки нелегированных и низколегированных сталей вольфрамовым электродом в среде защитных газов. Предназначаются для сварки тонкостенных труб и листов, а также для корневых проходов (применение одобрено для температур до -50 °C). Сравнительно низкое содержание Si делает данные прутки особенно подходящими для получения сварных швов, которые затем будут покрываться эмалью или оцинковываться. Материалы BÖHLER FOX EML 5 также могут использоваться в условиях воздействия сернистых газов (испытания на водородную растрескиваемость в соответствии с NACE TM-02-84).
Стали вплоть до предела текучести 460 Н/мм2 (67 тыс. фунтов на кв. дюйм) S235J2G3 - S355J2G3, E360, P235T1-P355T1, P235G1TH, L210, L290MB, P255G1TH, P235GH, P265GH, P295GH, P310GH, P255NH, S235JRS1 - S235J4S, S355G1S - S355G3S, S255N - S385N, P255NHP385NH, GE200-GE260 ASTM A27 и A36 Гр. все; A214; A242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A570 Гр. 30, 33, 36, 40, 45; A 572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5 L Гр. B, X42 - X60
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 10

www.boehler-welding.com
Нелегированные стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
ER 70 S-2 ER70S-2 ER48S-2
Дуговая сварка вольфрамовым электродом в среде защитных газов
C 0,05 Si 0,5 Mn 1,2 Ti + Zr + Al +
Предел текучести ≥ 420 Н/мм2 Предел прочности ≥ 520 Н/мм2 Удлинение ≥ 23% Ударная вязкость по Шарпи ≥ 80 Дж ≥ 27 Дж при -29 °C
1,6 2,0 2,4 3,0
- Присадочные прутки для дуговой сварки вольфрамовым электродом в среде защитных газов с добавками Al, Ti и Zr, особенно хорошо подходят для сварки нераскисленных и полураскисленных сталей. Особенно хорошо подходят для однопроходной сварки тонкостенных труб и листов, а также для корневых проходов. Для многопроходной сварки или для температур ниже -30 °C, мы рекомендуем использовать присадочные прутки для дуговой сварки вольфрамовым электродом в среде защитных газов Bohler EML 5 (ER 70S-3).
Особенно подходят для корневых проходов при сварке сталей вплоть до предела текучести 420 Н/мм2 (60 тыс. фунтов на кв. дюйм), например, S235J2G3, E360, P235T1, L210, P255G1TH, P295GH, P310GH, P255NH, S235J4S, S255N, GE260 ASTM и др. A27 и A36 Гр. все; A 210 Гр.1; A214; A34 Гр.1; A113; A 139
SG 3-P G4Si1 G 46 5 M G0 G4Si1 G 42 4 C G0 G4Si1 ER70S-G ER485S-G
Сварка плвящимся электродом в среде защитных газов
C 0,05 Si 0,75 Mn 1,5 Ti +
Предел текучести 510 Н/мм2 Предел прочности 640 Н/мм2 Удлинение 25% Ударная вязкость по Шарпи ≥ 100 Дж ≥ 47 Дж при -50 °C
TÜV-D, CE Продукт BÖHLER SG 3-P представляет собой микролегированную сплошную проволоку для сварки плавящимся электродом в среде защитных газов, предназначенную для высококачественной автоматизированной сварки трубопроводов. Концепция оптимально сбалансированного легирования обеспечивает получение хороших характеристик металла сварного шва, позволяющих выполнить высокие требования, предъявляемые при прокладке наземных / подводных трубопроводов. Наплавленный металл исключительно устойчив к растрескиванию, и нормальная ударная вязкость по Шарпи обеспечивается при температурах до -50 °C. При производстве продукта учитываются очень важные аспекты качества, необходимые для надежной подачи сплошной проволоки, например, спиральность проволоки, медное покрытие, строгое соблюдение допусков на диаметр проволоки и точная послойная намотка.
L290MB-L485MB Тех. усл. API 5 L: X42, X46, X52, X56, X60, X65
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 11

www.boehler-welding.com
Нелегированные стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
Проволока: EMS 2 S2 EM12K Флюс: BB 24 SA FB 1 65 DC H5
Автоматическая сварка под флюсом
C 0,07 Si 0,25 Mn 1,2
Предел текучести 440 Н/мм2 Предел прочности 520 Н/мм2 Удлинение 33% Ударная вязкость по Шарпи 185 Дж 140 Дж при -60 °C
2,0 2,5 3,0 3,2 4,0
TÜV-D
Проволока: TÜV-D, TÜV-A,
DB, ÖBB, KTA 1408.1,
SEPROZ, CE
Данное сочетание проволоки / флюса может широко применяться в судостроении, при изготовлении стальных конструкций, а также котлов и сосудов. Предназначается для сварки стандартных и мелкозернистых конструкционных сталей. С точки зрения металлургических реакций, данный флюс нейтрален по отношению к Mn. Металл сварного шва обладает хорошей вязкостью при низких температурах вплоть до -60 °C. Другими преимуществами данного сочетания проволоки / флюса является получение чистого сварного шва и хороших характеристик смачиваемости, а также хорошего удаления шлака и низкого содержания водорода в наплавленном металле (≤ 5 мл/100 г). Особенно подходит для многопроходной сварки толстых листов.
Стали вплоть до предела текучести 400 Н/мм2 (60 тыс. фунтов на кв. дюйм) S235JR - S335JR, S235J2G3 - S335J2G3, P235T1 - P335T1, P235T2 - P355T2, P235GH, P265GH, S255N, P295GH, P310GH, S235JRS1 - S235J4S, S255N - S380N ASTM A36 Гр. все; A 106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42-X60
Проволока: EMS 2 S2 EM12K Флюс: BB 25 SA FB 1 68 AC H5
Автоматическая сварка под флюсом
C 0,07 Si 0,4 Mn 1,45
Предел текучести 450 Н/мм2 Предел прочности 530 Н/мм2 Удлинение 28% Ударная вязкость по Шарпи 180 Дж 90 Дж при -40 °C
2,0 2,5 3,0 3,2 4,0
TÜV-D
Проволока: TÜV-D, TÜV-A,
DB, ÖBB, KTA 1408.1,
SEPROZ, CE
Данное сочетание проволоки / флюса может широко применяться в судостроении, при изготовлении стальных конструкций, а также котлов и сосудов. Подходит для сварки стандартных и мелкозернистых конструкционных сталей. При использовании совместно со сварочным флюсом BÖHLER BB 25 получается металл сварного шва, легированный Si и Mn. Наплавленный металл обладает хорошей вязкостью при низких температурах вплоть до -40 °C.
Стали вплоть до предела текучести 420 Н/мм2 (60 тыс. фунтов на кв. дюйм) S235J2G3-S355J2G3, GE200, GE240, GE260, S235JRS1-S235J4S, AH, DH, EH, S255NS380N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210-L360NB, P235G1TH, P255G1TH ASTM A36 Гр. все; A 106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42 - X56
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 12

www.boehler-welding.com
Нелегированные стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
Проволока: EMS 2 S 2 EM12K Флюс: BB 33 M SA AR 1 97 AC SKM
Автоматическая сварка под флюсом
C 0,08 Si 0,7 Mn 1,3
Предел текучести 540 Н/мм2 Предел прочности 620 Н/мм2 Удлинение 29% Ударная вязкость по Шарпи 70 Дж 40 Дж при -20 °C
2,0 2,5 3,0 3,2 4,0
TÜV-D, TÜV-A
Проволока:
TÜV-D, TÜV-A,
KTA 1408.1, DB, ÖBB, SEPROZ,
CE
Данное сочетание проволоки / флюса может широко применяться в судостроении, при изготовлении стальных конструкций, а также котлов и сосудов. При использовании совместно со сварочным флюсом BÖHLER BB 33 M можно использовать для сварки стандартных и мелкозернистых конструкционных сталей при больших скоростях (> 1,5 м/мин). Металл сварного шва обладает хорошей вязкостью при низких температурах вплоть до -20 °C.
Стали вплоть до предела текучести 460 Н/мм2 (67 тыс. фунтов на кв. дюйм) S235J0G3-S355J0G3, GE200, GE240, GE260, S235JRS1-S235J0S, AH, DH, EH, S255NS380N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210-L360NB, P235G0TH, P255G0TH ASTM A36 Гр. все; A 106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42-X60
Проволока: EMS 2 S2 EM12K Флюс: BF 16 SF MS 1 78 AC M
Автоматическая сварка под флюсом
C 0,04 Si 0,5 Mn 1,3
Предел текучести 400 Н/мм2 Предел прочности 500 Н/мм2 Удлинение 29% Ударная вязкость по Шарпи 90 Дж 40 Дж при -20 °C
2,0 2,5 3,0 3,2 4,0
TÜV-D TÜV-A
Проволока:
TÜV-D, TÜV-A, DB, ÖBB, KTA 1408.1, SEPROZ, CE
Данное сочетание проволоки / флюса обеспечивает хорошую универсальную свариваемость в строительстве при использовании нелегированных сталей и тонкостенных компонентов. BÖHLER BF 16 представляет собой кремне-марганцовистый плавленый сварочный флюс, имеющий высокую допустимую нагрузку для постоянного и переменного тока.
Стали вплоть до предела текучести 380 Н/мм2 (50 тыс. фунтов на кв. дюйм) S235JR-S335JR, S235J0G3-S335J0G3, P235T1-P335T1, P235T2- P355T2, P235GH, P265GH, S255N, P295GH, P310GH, S235JRS1-S235J0S, S255N-S380N ASTM A36 Гр. все; A 106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42-X60
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 13

www.boehler-welding.com
Нелегированные стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
Проволока: EMS 3 S3 EH10K Флюс: BB 24 SA FB 1 65 DC H5
Автоматическая сварка под флюсом
C 0,08 Si 0,30 Mn 1,5
Предел текучести ≥ 420 Н/мм2 Предел прочности ≥ 500 Н/мм2 Удлинение ≥ 24% Ударная вязкость по Шарпи ≥ 130 Дж ≥ 47 Дж при -40 °C
4,0 TÜV-D
Проволока: TÜV-D, TÜV-A, DB, ÖBB, KTA 1408.1, SEPROZ, CE
Данное сочетание проволоки / флюса может широко применяться в судостроении, при изготовлении стальных конструкций, а также котлов и сосудов. Подходит для сварки стандартных и мелкозернистых конструкционных сталей. С точки зрения металлургических реакций, данный флюс нейтрален по отношению к Mn. Хорошие характеристики вязкости до -40 °C. Другими преимуществами данного сочетания проволоки / флюса является получение чистого сварного шва и хороших характеристик смачиваемости, а также хорошего удаления шлака и низкого содержания водорода в наплавленном металле (≤ 5 мл/100 г). Особенно подходит для многопроходной сварки толстых листов.
Проволока: EMS 3 S3 EH10K Флюс: BB 25 SA FB 1 68 AC H5
Автоматическая сварка под флюсом
C 0,06 Si 0,40 Mn 1,9
Предел текучести 520 Н/мм2 Предел прочности 600 Н/мм2 Удлинение 23% Ударная вязкость по Шарпи 140 Дж ≥ 47 Дж при -30 °C
4,0 Проволока: TÜV-D, TÜV-A, DB, ÖBB, KTA 1408.1, SEPROZ, CE
Данное сочетание проволоки / флюса может широко применяться в судостроении, при изготовлении стальных конструкций, а также котлов и сосудов. Подходит для сварки стандартных и мелкозернистых конструкционных сталей. При использовании совместно со сварочным флюсом BÖHLER BB 25 получается наплавленный металл, легированный Si и Mn. Металл сварного шва обладает хорошей вязкостью при низких температурах вплоть до -30 °C.
Стали вплоть до предела текучести 420 Н/мм2 (60 тыс. фунтов на кв. дюйм) S235J2G3 - S355J2G3, GE200, GE240, GE260, S235JRS1 - S235J4S, AH, DH, EH, S255N - S380N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210 - L360NB, P235G1TH, P255G1TH ASTM A36 Гр. все; A 106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр.B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42 - X56
Проволока: EMS 3 S 3 EH 10K Флюс: BB 33 M SA AR 1 97 AC SKM
Автоматическая сварка под флюсом
C 0,08 Si 0,8 Mn 1,7
Предел текучести 550 Н/мм2 Предел прочности 650 Н/мм2 Удлинение 20% Ударная вязкость по Шарпи 60 Дж
4,0 Проволока: TÜV-D, TÜV-
A, KTA 1408.1, DB, ÖBB,
SEPROZ, CE
Данное сочетание проволоки / флюса может широко применяться в судостроении, при изготовлении стальных конструкций, а также котлов и сосудов. При использовании совместно со сварочным флюсом BÖHLER BB 33 M можно использовать для сварки стандартных и мелкозернистых конструкционных сталей при больших скоростях (> 1,5 м/мин).
Стали вплоть до предела текучести 500 Н/мм2 (72 тыс. фунтов на кв. дюйм) S235J0G3 - S355J0G3, GE200, GE240, GE260, S235JRS1 - S235J0S, AH, DH, EH, S255N - S380N, P235GH, P265GH, S255N, P295GH, S235G2T, S255GT, S355GT, L210 - L360NB, P235G0TH, P255G0TH ASTM A36 Гр. все; A 106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45, A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42-X60
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 14

www.boehler-welding.com
Указания по сварке
BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
Проволока: EMS 3 S3 EH10K Флюс: BF 16 SF MS 1 78 AC M
Автоматическая сварка под флюсом
C 0,04 Si 0,5 Mn 1,7
Предел текучести 410 Н/мм2 Предел прочности 520 Н/мм2 Удлинение 25% Ударная вязкость по Шарпи 70 Дж 40 Дж при -30 °C
4,0 Проволока: TÜV-D, TÜV-A, DB, ÖBB, KTA 1408.1, SEPROZ, CE
Данное сочетание проволоки / флюса обеспечивает хорошую универсальную свариваемость в строительстве при использовании нелегированных сталей и тонкостенных компонентов. BÖHLER BF 16 представляет собой кремне-марганцовистый плавленый флюс, имеющий высокую допустимую нагрузку для постоянного и переменного тока. Металл сварного шва обладает хорошей вязкостью при низких температурах вплоть до -30 °C.
Стали вплоть до предела текучести 380 Н/мм2 (50 тыс. фунтов на кв. дюйм) S235JR - S355JR, S235J0G3 - S355J0G3, P235T1-P355T1, P235T2- P355T2, P235GH, P265GH, S255N, P295GH, P310GH, S235JRS1 - S235J0S, S355N - S420N ASTM A36 Гр. все; A 106 Гр. A, B A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45, A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5L X42 - X52
DMO O IV R60-G
Ацетилено-кислородная сварка
C 0,12 Si 0,15 Mn 1,0 Mo 0,5
Предел текучести 330 Н/мм2 Предел прочности 470 Н/мм2 Удлинение 24% Ударная вязкость по Шарпи 60 Дж
2,0 2,5 3,2 4,0
TÜV-D, DB, ÖBB, SEPROZ,
CE
Легированная Mo проволока для газовой сварки, предназначенная для сварки нелегированных сталей и сталей, легированных 0,5% Mo, в основном для сварки труб, к которым предъявляются высокие требования при проведении испытаний. Вязкая сварочная ванна. Одобрено для долговременного использования при температурах до +500 °C.
Теплостойкие и легированные стали 16Mo3, P285NH, P295NH, P255G1TH, P295GH ASTM A335 Гр. P1, A36 Гр. все; A283 Гр. B, C, D; A285 Гр. B; A414 Гр. C; A442 Гр. 60; A515 Гр. 60; A516 Гр. 55, 60; A570 Гр. 33, 36, 40
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 15

www.boehler-welding.com
Указания по сварке
Указания по сварке нелегированных конструкционных материалов Повышение прочности нелегированных сталей в основном происходит благодаря увеличению содержания углерода. Приблизительно начиная с 0,2% углерода достигается предел хорошей свариваемости. Ориентировочную оценку свариваемости можно получить на основании углеродного эквивалента.
Mn K = C + 6
(упрощенная формула, только для нелегированных сталей)
С помощью значения K, полученного на основании химического состава стали, можно определить необходимость предварительного нагрева.
Значение К Рекомендованный предварительный нагрев, °C
До 0,45 < 100 0,45 … 0,60 100 … 250 Более 0,60 250 … 350 (и выше, если требуется )
В отношении закалки необходимо учитывать следующие важные факторы:
■ Процесс изготовления стали ■ Величина зерна ■ Размеры заготовки (поперечное сечение) ■ Температура заготовки ■ Форма и толщина сварного шва ■ Метод сварки ■ Диаметр электрода ■ Тип покрытия
Дуговая сварка нелегированных сталей в среде защитного газа В настоящее время сварка сплошной проволокой в газовой среде представляет собой самый важный процесс сварки нелегированных сталей. С учетом сварочных характеристик, механических свойств и экономичности, в качестве компромиссного решения для обычных применений вместо инертного газа может использоваться чистая двуокись углерода (CO2).
При более высоких требованиях к вязкости металла сварного шва рекомендуется использовать смесь газов (например, 82% аргона + 18% CO2).
Сварка вольфрамовым электродом в среде защитных (инертных) газов в основном используется для корневых проходов и тонких листов.
В связи с более высокими сварочными характеристиками, сварка металлическим электродом в газовой среде с использованием порошковой проволоки во все большей степени используется для неповоротной сварки.
Дуговая сварка нелегированных сталей под флюсом Для дуговой сварки нелегированных материалов под флюсом применяются такие же критерии выбора флюса, как и для покрытых электродов. Кислые флюсы аналогичны рутиловым электродам в отношении сварочных характеристик и механических характеристик металла сварного шва. Основные флюсы имеют такие же преимущества и недостатки, как электроды с основным покрытием.
Технология сварки нелегированных сталей ■ Сварочные расходные материалы должны выбираться
на основании минимальных требований к механическим характеристикам основного металла.
■ Для сталей с “гарантированной свариваемостью” и толщиной стенок 20-30 мм (в зависимости от основного металла), необходимо выполнять предварительный подогрев до 150 °C и использовать основные сварочные расходные материалы.
■ Для сталей с “ограниченной свариваемостью” предварительный подогрев должен выполняться в соответствии со значением K (углеродным эквивалентом). Необходимо использовать только основные повторно высушенные сварочные расходные материалы.
■ Для нераскисленных сталей следует избегать плавления зон сегрегации, и также необходимо использовать основные сварочные расходные материалы.
Сварка разнородных материалов Нелегированные стали – легированные стали (например, S235 и S355) Сварочные расходные материалы выбираются исходя из прочности более мягкого основного металла. При определении типа покрытия, наполнителя или флюса необходимо учитывать толщину стенок и жесткость конструкции.
Нелегированные стали – высокопрочные стали (например, S275 и S690) Сварочные расходные материалы обычно выбираются исходя из прочности более мягкого основного металла. В случае очень сильно различающихся характеристик прочности материалов, необходимо рассматривать сварочные расходные материалы, прочность которых находится между значениями прочности двух материалов.
Нелегированные стали – закаленные и отпущенные стали (например, S275 и 25CrMo4) Закаленные и отпущенные стали обладают только ограниченной свариваемостью. Стали с высоким содержанием углерода не должны использоваться для сварных конструкций. Для них требуется специальный контроль нагрева во время сварки и последующая термообработка. В зависимости от сочетания материалов необходимо рассматривать целесообразность применения нелегированных или низколегированных сварочных расходных материалов, чтобы учитывать повышение прочности металла сварного шва вследствие науглероживания от основного металла. Разбавление должно быть сведено к минимуму. Иногда также используются сварочные расходные материалы на основе никеля. В исключительных случаях, когда невозможна последующая термообработка, может оказаться полезным использование аустенитных сварочных расходных материалов на основе CrNi.
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 16

www.boehler-welding.com
Указания по использованию покрытых электродов
Покрытые электроды для сварки нелегированных конструкционных материалов
Электроды с рутиловым видом покрытия ПРЕИМУЩЕСТВА НЕДОСТАТКИ
■ Лёгкое зажигание дуги вначале и при возобновлении сварки
■ Простота ведения процесса вследствии высокой стабильности дуги
■ Отличные сварочные характеристики при сварке на постоянном и переменном токе
■ Пригодны для неповоротной сварки ■ Лёгкость удаления шлака ■ Незначительное образование брызг ■ Хорошие характеристики заполнения зазора (для корневых проходов)
■ Эластичное покрытие ■ Высокая устойчивость к пористости
■ Не рекомендуются для толстостенных компонентов (> 25-30 мм)
■ Низкие значения ударной вязкости при низких температурах
■ Вязкость разрушения для нелегированных и низколегированных типов сталей только до ±0 °C (-10 °C)
■ Высокое содержание водорода (~ 25 мл/100 г) ■ Не рекомендуются для углеродистых сталей с содержанием C > 0,2%
■ Не рекомендуются для мелкозернистых конструкционных сталей
Электроды с основным видом покрытия ПРЕИМУЩЕСТВА НЕДОСТАТКИ
■ Высокая ударная вязкость при низких температурах, например: FOX EV 50 -50 °C FOX EV 60 -60 °C FOX 2.5 Ni -80 °C
■ Высокая чистота наплавленного металла (O2, N2, S, P)
■ Обычно очень вязкие и устойчивые к растрескиванию
■ Низкое содержание водорода (< 5 мл/100 г) ■ Пригодны для сварки толстостенных элементов ■ При использовании правильной технологии сварки пригодны для сталей с высоким содержанием углерода (C > 0,2%) или закаленных и отпущенных сталей (нелегированные и низколегированные типы)
■ Пригодны для мелкозернистых конструкционных сталей
■ Более сложная сварка (требуются обученные сварщики)
■ Выраженный основной тип, только постоянный ток, положительная полярность («+» на электроде)
■ Неровная поверхность шва ■ Худшее удаление шлака ■ Вертикальные сварные швы в направлении вниз можно получить только с использованием специальных материалов (например, FOX BVD 85)
■ Более хрупкое покрытие (высокотемпературная сушка) ■ Чувствительность к пористости в связи с высокой склонностью к поглощению влаги.
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 17

www.boehler-welding.com
Указания по использованию покрытых электродов
Электроды с целлюлозным видом покрытия ПРЕИМУЩЕСТВА НЕДОСТАТКИ
■ Пригодны для корневых проходов ■ Вертикальные сварные швы в направлении вниз ■ Стабильная дуга ■ Непористые швы ■ Высокая допустимая нагрузка по току и большие скорости сварки
■ Высокое содержание водорода ■ Требуется предварительный подогрев
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 18

© S
iem
ens T
rans
porta
tion
Sys
tem
s ©
Gef
yra
SA
Высокопрочные мелкозернистые стали www.boehler-welding.com
Для сварки моста Рион-Антирион использовались сварочные материалы BÖHLER FOX EV 65 и BÖHLER NiMo1-IG
Для сварки транспортной системы Siemens использовались сварочные материалы EMK 6 Top и NiCu1-IG

www.boehler-welding.com
Высокопрочные мелкозернистые стали Некоторые нелегированные расходные сварочные материалы компании BÖHLER WELDING также пригодны для сварки высокопрочных основных металлов. Технические характеристики этих продуктов приводятся в разделе “Нелегированные материалы”. Смотрите руководство по выбору на стр. 4. BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX NiCuCr E 46 4 ZNiCrCu B 42 H5 E 49 18-G A H5 E8018-W2H4R E5518-W2H4R
Ручная дуговая сварка покрытыми электродами
C 0,05 Si 0,4 Mn 0,7 Cr 0,6 Ni 0,6 Cu 0,45
Предел текучести 520 Н/мм2 Предел прочности 570 Н/мм2 EL 27% Ударная вязкость по Шарпи 200 Дж 130 Дж при -40 °C Послесварочная термообработка 580 °C/2 часа Предел текучести 500 Н/мм2 Предел прочности 550 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 190 Дж
2,5 3,2 4,0
RMR Легированные Cu-Cr электроды с основным видом покрытия для устойчивых к атмосферным воздействиям конструкционных сталей сходного типа, например, CORTEN, PATINAX, CORALDUR и KORALPIN. Отличные механические характеристики и высокая устойчивость к растрескиванию даже в условиях больших напряжений. Коэффициент наплавки сварного шва приблизительно 115%. Простота использования во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
NiCu 1-IG G 42 4 M GO G 42 4 C GO ER80S-G ER55S-G
Сварка плавящимся электродом в защитных газах
C 0,1 Si 0,5 Mn 1,1 Ni 0,9 Cu 0,4
Предел текучести 500 Н/мм2 Предел прочности 580 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 130 Дж 50 Дж при -10 °C ≥ 90 Дж при -40 °C
1,0 1,2
DB, ÖBB, CE Легированная Ni-Cu проволока сплошного сечения с медным покрытием, предназначенная для сварки устойчивых к атмосферным воздействиям сталей, конструкционных и специальных сталей плавящимся электродом в среде инертного газа. Проволока NiCu 1-IG обеспечивает хорошую свариваемость при короткой дуге и низком напряжении, а также для дуги со струйным переносом металла при более высоком напряжении. Механические характеристики наплавленного металла, устойчивость к пористости и образование валиков металла зависят от используемого инертного газа и других параметров сварки. В связи с легированием медью, металл сварного шва обладает более высокой устойчивостью к атмосферной коррозии.
Устойчивые к атмосферным воздействиям стали Corten A, Patinax 37, Alcodur 50, Koralpin 52 S235JR, S235JRW, S355JRW, S355J2G3 Cu ASTM A36, A283 Гр. B, C
FOX EV 55 E 46 5 B 42 H5 E 49 18-1 A U H5 E7018-1H4R E4918-1H4R
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,35 Mn 1,4
Предел текучести 500 Н/мм2 Предел прочности 550 Н/мм2 Удлинение 30% Ударная вязкость по Шарпи 220 Дж 90 Дж при -50 °C Послесварочная термообработка 580 °C/2 часа Предел текучести 470 Н/мм2 Предел прочности 530 Н/мм2 Удлинение 30% Ударная вязкость по Шарпи 200 Дж
2,5 3,2 4,0
TÜV-D, TÜV-A, RMR, LTSS,
SEPROZ
Электроды с основным видом покрытия для получения высококачественных сварных швов с отличными характеристиками прочности и вязкости. Устойчивость к растрескиванию, нечувствительность к холоду до -50 °C. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г). Очень хорошая свариваемость во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Используются для сварки стальных конструкций, при изготовлении котлов и сосудов, транспортных средств, в судостроении, машиностроении. Также пригодны для нанесения буферных слоев при наплавке высокоуглеродистых сталей. Могут использоваться в условиях воздействия сернистых газов (испытания на водородную растрескиваемость в соответствии с NACE TM-02-84). Имеются данные результатов испытаний на сульфидное коррозионное растрескивание под напряжением.
Стали вплоть до предела текучести 460 Н/мм2 (67 тыс. фунтов на кв. дюйм) S235J2G3 - S355J2G3, S235JR - S355J0, P235T1- P355T1, P235T2 -P355T2, L210 - L415NB, L290MB, P235G1TH, P255G1TH, P235GH, P265GH, P295GH, S235JRS1 - S235J4S, S355G1S - S355G3S, S255N - S460N, P255NHP355NH, S255NL - S460NL, S255NL1, GE200-GE300 ASTM A27 и A36 Гр. все; A214; A 242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A570 Гр. 30, 33, 36, 40, 45; A 572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50; API 5 L Гр. B, X42 - X60
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 20

www.boehler-welding.com
Высокопрочные мелкозернистые стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX EV 60 E 46 6 1Ni B 42 H5 E 55 18-N2 A U H5 E8018-C3H4R E5518-C3H4R
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,4 Mn 1,15 Ni 0,9
Предел текучести 510 Н/мм2 Предел прочности 610 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 180 Дж 110 Дж при -60 °C Послесварочная термообработка 580 °C/2 часа Предел текучести 480 Н/мм2 Предел прочности 580 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 160 Дж
2,5 3,2 4,0 5,0
TÜV-D, TÜV-A, DNV, RMR, Statoil, LTSS,
SEPROZ, CRS, CE
Легированные Ni электроды с основным видом покрытия, имеющие отличные механические характеристики, особенно высокую вязкость и устойчивость к растрескиванию для высокопрочных мелкозернистых конструкционных сталей. Пригодны для диапазона температур эксплуатации -60 °C - +350 °C. Очень хорошая ударная вязкость после старения. Коэффициент наплавки сварного шва приблизительно 115%. Простота использования во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
Стандартные конструкционные стали, стали для труб и котлов, хладостойкие мелкозернистые конструкционные стали, специальные стали. например,: E335, S355J2G3, C45, L360NB, L360MB, P310GH, S460N, P460NH, S460NL, S380NL1 - S460NL2, GE300 ASTM A516 Гр. 65, A572 Гр. 55, 60, 65, A633 Гр. E, A612, A618 Гр. I, A537 Гр. 1-3.
FOX EV 60 PIPE E 50 4 1Ni B 12 H5 E 55 16-G A H5 E8016-G H4R E5516-GH4R
Ручная дуговая сварка покрытыми электродами
C 0,07 Si 0,6 Mn 1,2 Ni 0,9
Предел текучести 550 Н/мм2 Предел прочности 590 Н/мм2 Удлинение 29% Ударная вязкость по Шарпи 170 Дж 60 Дж при -46 °C
2,0 2,5 3,2 4,0
VNIIGAZ BÖHLER FOX EV 60 PIPE представляет собой электроды с основным видом покрытия, обладающие отличными характеристиками свариваемости для кольцевых швов труб и для корневых проходов при использовании отрицательной полярности («-» на электроде), а также для заполняющих и верхних проходов при использовании положительной полярности («+» на электроде). Аналогичным образом электроды хорошо подходят для переменного тока и могут использоваться для сварки при использовании переменного тока во время строительства зданий и сооружений. Электроды обладают отличной ударной вязкостью по Шарпи при низких температурах вплоть до -40 °C, а также низким содержанием водорода в наплавленном металле, не более 5 мл /100 г. При толщине стенок 8 мм или больше, для корневых проходов может использоваться электрод диаметром 3,2 мм. В связи с этим может быть получена меньшая продолжительность наплавления, а также большая длина проходов для одного электрода, в результате чего обеспечивается значительная экономия затрат по сравнению с электродами типа AWS E 8018, которые обычно используются для данных целей.
EN: S235J2G3 - S355J2G3, L210NB - L450NB, L210MB - L450MB, P235GH - P295GH, E295, E335, S355J2G3, C35 - C45, P310GH, S380N - S460N, P380NH - P460NH, S380NL - S460NL, S380NL1 - S460NL2, GE260-GE300 Тех. усл. API 5 L: X42, X46, X52, X56, X60, X65 ASTM A516 Гр. 65, A572 Гр. 55, 60, 65, A633 Гр. E, A612, A618 Гр. I, A537 Гр. 1-3
FOX EV 63 E 50 4 B 42 H5 E 57 18-G A H5 E8018-GH4R E5518-GH4R
Ручная дуговая сварка покрытыми электродами
C 0,08 Si 0,7 Mn 1,7
Предел текучести 580 Н/мм2 Предел прочности 630 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 170 Дж 90 Дж при -40 °C Послесварочная термообработка 580 °C/2 часа Предел текучести 560 Н/мм2 Предел прочности 610 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 130 Дж
2,5 3,2 4,0 5,0
TÜV-D, TÜV-A, DB, ÖBB,
RMR, SEPROZ, CE
Электроды с основным видом покрытия для нелегированных и низколегированных сталей с высокой прочностью и содержанием углерода до 0,6%. Также пригодны для сварки рельсовых стыков. Вязкий и устойчивый к растрескиванию материал сварного шва. Коэффициент наплавки сварного шва приблизительно 115%. Хорошая свариваемость во всех пространственных положениях, кроме сварки в положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
Стандартные конструкционные стали, трубные стали, рельсовые стали S355J2G3, E295 - E360, C35 - C60, S355N - S500N, P315NH - P500NH, GE200 - GE300, R0800 ASTM A225 Гр. C; A517 Гр. A, B, C, E, F, H, J, K, M, P
FOX EV 65 E 55 6 1NiMo B 42 H5 E8018-GH4R E8018-D1H4R (мод.) E5518-GH4R E5518-D1H4R (мод.)
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,3 Mn 1,2 Ni 0,8 Mo 0,35
Предел текучести 600 Н/мм2 Предел прочности 650 Н/мм2 Удлинение 25% Ударная вязкость по Шарпи 180 Дж 80 Дж при -60 °C Послесварочная термообработка 580 °C/2 часа Предел текучести 580 Н/мм2 Предел прочности 630 Н/мм2 Удлинение 25% Ударная вязкость по Шарпи 160 Дж
2,5 3,2 4,0
TÜV-D, SEPROZ. CE,
VNIIST
Электроды с основным видом покрытия с высокой степенью вязкости и устойчивости к растрескиванию, для высокопрочных мелкозернистых конструкционных сталей. Устойчивы к холоду до -60 °C и к старению. Простота использования во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
Стандартные конструкционные стали, стали для труб и котлов, хладостойкие мелкозернистые конструкционные стали, специальные стали. E295 - E360, 20MnMoNi5-5, 22NiMoCr4-7, P355NL1 - P460NL1, P355NL2 - P460NL2, S380N - S500N, S355NH - S460NH, S380NL - S500NL, S380NL1 - S500NL1, 15NiCuMoNb5S (WB 36), 20MnMoNi5-5, 17MnMoV6-4 (WB 35), 22NiMoCr4-7 ASTM A302 Гр. A-D; A517 Гр. A, B, C, E, F, H, J, K, M, P; A225 Гр. C; A572 Гр. 65
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 21

www.boehler-welding.com
Высокопрочные мелкозернистые стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX EV 70 E 55 6 1NiMo B 42 H5 E9018-GH4R E9018-D1H4R (мод.) E6218-GH4R E6218-D1H4R (мод.)
Ручная дуговая сварка покрытыми электродами
C 0,04 Si 0,3 Mn 1,2 Ni 0,9 Mo 0,4
Предел текучести 650 Н/мм2 Предел прочности 700 Н/мм2 Удлинение 24% Ударная вязкость по Шарпи 160 Дж 70 Дж при -60 °C Послесварочная термообработка 580 °C/2 часа Предел текучести 650 Н/мм2 Предел прочности 700 Н/мм2 Удлинение 24% Ударная вязкость по Шарпи 130 Дж
3,2 4,0
TÜV-D, SEPROZ, CE
Легированные MoNi электроды с основным видом покрытия, с высокой степенью вязкости и устойчивости к растрескиванию, для высокопрочных мелкозернистых конструкционных сталей. Пригодны для диапазона рабочих температур -60 °C - +350 °C Коэффициент наплавки сварного шва приблизительно 115%. Простота использования во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
Высокопрочные мелкозернистые стали S380N - S500N, P380NH - S500NH ASTM A517 Гр. A, B, C, E, F, H, J, K, M, P, A225 Гр. C, A633 Гр. E, A572 Гр. 65
FOX EV 70 PIPE E 55 4 Z Mn 2Ni Mo B 1 2 H5 E9016-GH4R E6216-GH4R
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,5 Mn 1,7 Ni 2,2 Mo 0,3
Предел текучести 620 Н/мм2 Предел прочности 680 Н/мм2 Удлинение 20% Ударная вязкость по Шарпи 140 Дж 55 Дж при -46 °C
2,5 3,2 4,0
- BÖHLER FOX EV 70 PIPE представляют собой электроды с основным видом покрытия, обладающие отличными характеристиками свариваемости для кольцевых швов труб или для корневых проходов при использовании отрицательной полярности («-» на электроде), а также для заполняющих и верхних проходов при использовании положительной полярности («+» на электроде). Аналогичным образом электроды хорошо подходят для переменного тока и могут использоваться для сварки при использовании переменного тока во время строительства зданий и сооружений. Электроды обладают отличной ударной вязкостью по Шарпи при низких температурах вплоть до -40 °C, а также низким содержанием водорода в наплавленном металле, не более 5 мл /100 г. При толщине стенок 8 мм или больше, для корневых проходов может использоваться электрод диаметром 3,2 мм. В связи с этим может быть получена меньшая продолжительность наплавления, а также большая длина проходов для одного электрода, в результате чего обеспечивается значительная экономия затрат по сравнению с электродами типа AWS E9018, которые обычно используются для данных целей.
EN: L450MB, L485MB, L555MB Тех. усл. API 5 L: X65, X70, X80
FOX EV 70 Mo E 55 3 MnMo B T 42 H10 E9018-G E9018-D1 (мод.) E6218-G E6218-D1 (мод.)
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,4 Mn 1,6 Mo 0,5
Предел текучести 580 Н/мм2 Предел прочности 680 Н/мм2 Удлинение 22% Ударная вязкость по Шарпи 150 Дж 85 Дж при -30 °C Послесварочная термообработка 650 °C/2 часа Предел текучести 580 Н/мм2 Предел прочности 650 Н/мм2 Удлинение 23% Ударная вязкость по Шарпи 160 Дж 90 Дж при -30 °C
2,5 3,2 4,0 5,0
TÜV-D, DB, ÖBB, TÜV-A,
CE
Легированные MnMo электроды с основным видом покрытия для высокопрочных мелкозернистых конструкционных сталей и жаростойких сталей, особенно подходят для стали 15NiCuMoNb5S. Устойчивы к растрескиванию, старению, вязкие. Очень хорошая свариваемость во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз.
Высокопрочные мелкозернистые конструкционные стали, рельсовые стали до R0800 (для сварки стыков) E295 - E360, C35 - C60, P310GH, 17MnMoV6-4, 15NiCuMoNb5S, S380NS500N, P380NH - S460NH, GE300, 22Mo4 ASTM A225 Гр. C, A302 Гр. A-D, A514 и A517 Гр. A, B, C, E, F, H, J, K, M, P
FOX EV 75 E 62 6 Mn2NiCrMo B 42 H5 E10018-GH4R E10018-MH4R (мод.) E6918-GH4R E6918-MH4R (мод.)
Ручная дуговая сварка покрытыми электродами
C 0,05 Si 0,4 Mn 1,6 Cr 0,4 Ni 2,0 Mo 0,4
Предел текучести 700 Н/мм2 Предел прочности 750 Н/мм2 Удлинение 23% Ударная вязкость по Шарпи 140 Дж > 47 Дж при -60 °C Послесварочная термообработка 650 °C/2 часа Предел текучести 700 Н/мм2 Предел прочности 750 Н/мм2 Удлинение 23% Ударная вязкость по Шарпи 120 Дж
3,2 4,0
SEPROZ Легированные MnMoNi электроды с основным видом покрытия, с высокой степенью вязкости и устойчивости к растрескиванию, для высокопрочных закаленных и отпущенных мелкозернистых конструкционных сталей. Пригодны для диапазона рабочих температур -60 °C - +400 °C Коэффициент наплавки сварного шва приблизительно 120%. Простота использования во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
Закаленные и отпущенные мелкозернистые конструкционные стали вплоть до предела текучести 650 Н/мм2. Закаленные и отпущенные стали вплоть до предела прочности 730 Н/мм2 S500N, S460NH, S500NL ASTM A225 Гр. C, A 514 и A517 Гр. A, B, C, E, F, H, J, K, M, P, A656, A678 Гр. C
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 22

www.boehler-welding.com
Высокопрочные мелкозернистые стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX EV 85 E 69 6 Mn2NiCrMo B 42 H5 E11018-GH4R E11018-MH4R (мод.) E7618-GH4R E7618-MH4R
Ручная дуговая сварка покрытыми электродами
C 0,05 Si 0,4 Mn 1,7 Cr 0,4 Ni 2,1 Mo 0,5
Предел текучести 780 Н/мм2 Предел прочности 840 Н/мм2 Удлинение 20% Ударная вязкость по Шарпи 110 Дж 60 Дж при -60 °C Послесварочная термообработка 580 °C/2 часа Предел текучести 750 Н/мм2 Предел прочности 800 Н/мм2 Удлинение 20% Ударная вязкость по Шарпи 80 Дж
2,5 3,2 4,0 5,0
TÜV-D, DB, ÖBB, SEPROZ,
CE
Легированные MnMoNi электроды с основным видом покрытия, с высокой степенью вязкости и устойчивости к растрескиванию, для высокопрочных мелкозернистых конструкционных сталей. Устойчивы к холоду до -60 °C и к старению. Простота использования во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
FOX EV 85 M - E11018-MH4R E7618-MH4R
Ручная дуговая сварка покрытыми электродами
C 0,05 Si 0,2 Mn 1,5 Cr 0,3 Ni 2,2 Mo 0,35
Предел текучести ≥ 680 Н/мм2 Предел прочности ≥ 760 Н/мм2 Удлинение ≥ 20% Ударная вязкость по Шарпи ≥ 100 Дж ≥ 27 Дж при -50 °C
3,2 4,0 5,0
- Электроды с основным видом покрытия с высокой степенью вязкости и устойчивости к растрескиванию для высокопрочных мелкозернистых конструкционных сталей. Устойчивы к холоду до -50 °C и к старению. Простота использования во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
Высокопрочные мелкозернистые конструкционные стали вплоть до предела текучести 720 Н/мм2. Закаленные и отпущенные стали вплоть до предела прочности 790 Н/мм2 S620 QL-S690QL, S620QL1, S690QL1, N-AXTRA 56, 63, 70
FOX EV 100 E 89 4 Mn2Ni1CrMo B 42 H5 E12018-G E8318-GH4R
Ручная дуговая сварка покрытыми электродами
C 0,06 Si 0,35 Mn 1,7 Cr 0,7 Ni 2,5 Mo 0,4 V 0,7
Предел текучести ≥ 890 Н/мм2 Предел прочности ≥ 980 Н/мм2 Удлинение 15% Ударная вязкость по Шарпи ≥ 47 Дж ≥ 47 Дж при -40 °C
3,2 4,0 5,0
CE Электроды с основным видом покрытия с высокой степенью вязкости и устойчивости к растрескиванию для высокопрочных мелкозернистых конструкционных сталей. Устойчивы к холоду до -60 °C и к старению. Простота использования во всех пространственных положениях кроме сварки в вертикальном положении сверху вниз. Очень низкое содержание водорода в наплавленном металле (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
Закаленные и отпущенные мелкозернистые конструкционные стали вплоть до предела текучести 890 Н/мм2. Закаленные и отпущенные низколегированные стали вплоть до предела прочности 1000 Н/мм2 XABO 890
FOX 2.5 Ni E 46 8 2Ni B 42 H5 E8018-C1H4R E5518-C1H4R
Ручная дуговая сварка покрытыми электродами
C 0,04 Si 0,3 Mn 0,8 Ni 2,4
Предел текучести 490 Н/мм2 Предел прочности 570 Н/мм2 Удлинение 30% Ударная вязкость по Шарпи 180 Дж 110 Дж при -80 °C Послесварочная термообработка 580 °C/2 часа Предел текучести 470 Н/мм2 Предел прочности 550 Н/мм2 Удлинение 30% Ударная вязкость по Шарпи 200 Дж
2,5 3,2 4,0 5,0
TÜV-D, ÖBB, DB, ABS, BV, DNV, GL, LR,
Statoil, WIWEB, SEPROZ, RINA, CE
Электроды с основным видом покрытия, легированные 2,5% Ni, для нелегированных и легированных Ni мелкозернистых конструкционных сталей. Вязкий, устойчивый к растрескиванию материал сварного шва для низкотемпературных применений вплоть до -80°C. Наилучшая свариваемость во всех пространственных положениях, кроме сварки в вертикальном положении сверху вниз. Низкое содержание водорода (в стандартных условиях AWS содержание диффундирующего водорода HD ≤ 4 мл/100 г).
Хладостойкие конструкционные и никелевые стали, хладостойкие специальные судостроительные стали 12Ni14, 14Ni6, 13MnNi6-3, G12Ni14, S255N - S460N, S255NH - S460NH, S255NL - S460NL, S255NL1 - S460NL1 ASTM A633 Гр. E, A572 Гр. 65, A203 Гр. D, A333 a., A334 Гр. 3, A350 Гр. LF3
DMO-IG W MoSi W 46 3 W2Mo ER70S-A1 (ER80S-G) ER49S-A1 (ER55S-G)
Дуговая сварка вольфрамовым электродом в среде защитных газов
C 0,1 Si 0,6 Mn 1,2 Mo 0,5
Предел текучести 520 Н/мм2 Предел прочности 630 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 200 Дж ≥ 47 Дж при -30 °C Послесварочная термообработка 620 °C/1 часа Предел текучести 480 Н/мм2 Предел прочности 570 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 230 Дж
1,6 2,0 2,4 3,0 3,2
TÜV D, TÜV A, DB, BV, DNV, KTA 1408.1,
ÖBB, CRS, CE
Присадочные прутки для дуговой сварки вольфрамовым электродом в среде защитных газов, предназначены для сварки при изготовлении котлов, сосудов высокого давления, трубопроводов, кранов, стальных конструкций. Высококачественный, очень вязкий, устойчивый к растрескиванию материал сварного шва, устойчивый к старению. Пригодны для диапазона рабочих температур -30 °C - +500 °C (+550 °C) Очень хорошие сварочные характеристики и характеристики текучести.
Жаростойкие стали и литые стали аналогичных типов, устойчивые к старению стали и стали, устойчивые к щелочному коррозионному растрескиванию Например: S355J2G3, L415NB, L415MB, P310GH, 16Mo3, 17MnMoV6-4, 22NiMoCr4-7, 20MnMoNi5-5, 15NiCuMoNb5S, 20MnMoNi4-5, GE300, 22Mo4, S460N, P460NH ASTM A335 Гр. P1; A182M Гр. F1; A204M Гр. A, B, C; A250M Гр. T1; A217 Гр. WC 1
SG 8-P G3Ni1 G 42 5 M G3Ni1 ER80S-G ER55S-G
Сварка плавящимся электродом в среде защитных газов
C 0,06 Si 0,7 Mn 1,5 Ni 0,9 Ti +
Предел текучести 500 Н/мм2 Предел прочности 590 Н/мм2 Удлинение 24% Ударная вязкость по Шарпи 150 Дж 80 Дж при -50 °C
0,9 1,0 1,2
DNV Микролегированная проволока сплошного сечения для сварки в среде защитных газов, предназначенная для высококачественной автоматизированной сварки трубопроводов. Дополнительные применения: стальные сосуды и машиностроение. Очень хорошая ударная вязкость по Шарпи при низких температурах вплоть до -50 °C, отличная пластичность и высокая устойчивость к растрескиванию. Отличные сварочные характеристики и характеристики текучести, наилучшая подача проволоки.
API 5 L: X42 - X70 (X80) EN 10208-2: L290MB - L485MB DIN 17172: StE290TM - StE480.7TM
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 23

www.boehler-welding.com
Высокопрочные мелкозернистые стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
Ni 1-IG W3Ni1 ER80S-Ni1 (мод.) ER55S-Ni1 (мод.)
Дуговая сварка вольфрамовым электродом в среде защитных газов
C 0,07 Si 0,7 Mn 1,4 Ni 0,9
Предел текучести 500 Н/мм2 Предел прочности 600 Н/мм2 Удлинение 25% Ударная вязкость по Шарпи 150 Дж 90 Дж при -50 °C
1,6 2,0 2,4 3,0 3,2
- Легированные никелем присадочные прутки для дуговой сварки вольфрамовым электродом в среде защитных газов для получения высококачественных сварных швов, например, подводных трубопроводов. Отличные характеристики вязкости вплоть до -50 °C:
Высокопрочные стали вплоть до S500N Трубные стали: L290MB - L485MB, Тех. усл. API 5 L: X52, X56, X60, X65,
2.5 Ni-IG W2Ni2 (прутки) W 46 8 W2Ni2 ER80S-Ni2 ER55S-Ni2 G2Ni2 (проволока) G 46 8 M G2Ni2 G 46 6 C G2Ni2 ER80S-Ni2 ER55S-Ni2
Дуговая сварка вольфрамовым электродом в среде защитных газов
C 0,08 Si 0,6 Mn 1,0 Ni 2,4
Предел текучести 510 Н/мм2 Предел прочности 600 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 280 Дж ≥ 47 Дж при -80 °C
2,0 2,4 3,0
TÜV-D, TÜV-A, BV, GL, Statoil, CE, SEPROZ
Сварка плавящимся электродом в среде защитных газов
C 0,08 Si 0,6 Mn 1,0 Ni 2,4
Предел текучести 510 Н/мм2 Предел прочности 600 Н/мм2 Удлинение 22% Ударная вязкость по Шарпи 170 Дж ≥ 47 Дж при -80 °C (80% Ar/20% CO2)
1,0 1,2
TÜV D, TÜV A, ÖBB, LR,
SEPROZ, ABS, DB, DNV, GL,
BV, CE, SEPROZ
Присадочные прутки для дуговой сварки вольфрамовым электродом в среде защитных газов и проволока для сварки плавящимся электродом в среде защитных газов, легированная 2,5% Ni, с целью получения высокопрочных сварных соединений хладостойких мелкозернистых конструкционных сталей и легированных никелем сталей, например, резервуаров для хранения и трубопроводных систем для использования при низких температурах. Металл сварного шва отличается особенно хорошей вязкостью при низких температурах вплоть до -80 °C и устойчивостью к старению. Проволока для сварки плавящимся электродом в среде защитных газов отличается очень хорошими сварочными характеристиками и характеристиками текучести, а также отличными характеристиками подачи и высокой производительностью, также она пригодна для роботизированной сварки.
Хладостойкие конструкционные и никелевые стали, хладостойкие специальные судостроительные стали 12Ni14, 14Ni6, 13MnNi6-3, G12Ni14, S255N - S460N, S255NH - S460NH, S255NL - S460NL, S255NL1 - S460NL1 ASTM A633 Гр. E, A572 Гр. 65, A203 Гр. D, A333 a., A334 Гр. 3, A350 Гр. LF3
NiMo 1-IG G 55 6 M Mn3Ni1Mo G 55 4 C Mn3Ni1Mo ER90S-G ER62S-G
Дуговая сварка вольфрамовым электродом в среде защитных газов Сварка плавящимся электродом в среде защитных газов
C 0,08 Si 0,6 Mn 1,8 Ni 0,9 Mo 0,3
Предел текучести 620 Н/мм2 Предел прочности 700 Н/мм2 Удлинение 23% Ударная вязкость по Шарпи 140 Дж ≥ 47 Дж при -60 °C (80% Ar/20% CO2) Предел текучести 590 Н/мм2 Предел прочности 680 Н/мм2 Удлинение 22% Ударная вязкость по Шарпи 120 Дж ≥ 47 Дж при -40 °C (100% CO2)
(0,9) 1,0 1,2
DB, ÖBB, GL, SEPROZ, CE
Омедненная проволока сплошного сечения и присадочные прутки для дуговой сварки вольфрамовым электродом в среде защитных газов, предназначенные для сварки высокопрочных, закаленных и отпущенных мелкозернистых конструкционных сталей. В связи с точным добавлением микролегирующих элементов, проволока BÖHLER NiMo1-IG позволяет получить металл сварного шва с отличной пластичностью и высокой устойчивостью к растрескиванию. Данная проволока характеризуется хорошей вязкостью при низких температурах вплоть до -60 °C, низким содержанием водорода, наилучшей подачей проволоки и хорошим сцеплением медного слоя, а также низким общим содержанием меди. Предназначается для сварки стальных конструкций, изготовления сосудов, сварки трубопроводов, для применения в машиностроении. Химический состав отвечает требованиям норм NORSOK в отношении содержания Ni в системах для закачки воды.
Трубные стали и мелкозернистые конструкционные стали, закаленные и отпущенные мелкозернистые стали S380N - S500N, S380NL - S500NL, S500NC - S550NC, N-A-XTRA 56-70, BHV 70, PAS 600, HSM 600, 20MnMoNi5-5 ASTM A517 Гр. A, B, C, E, F, H, J, K, M, P, A225 Гр. C, A633 Гр. E, A572 Гр. 65 Тех. усл. API 5L: X70, X80
NiCrMo 2.5-IG G 69 6 M Mn3Ni2.5CrMo G 69 4 C Mn3Ni2.5CrMo ER110S-G ER76S-G
Дуговая сварка вольфрамовым электродом в среде защитных газов Сварка плавящимся электродом в среде защитных газов
C 0,08 Si 0,6 Mn 1,4 Cr 0,3 Ni 2,5 Mo 0,4
Предел текучести 810 Н/мм2 Предел прочности 910 Н/мм2 Удлинение 18% Ударная вязкость по Шарпи 120 Дж ≥ 47 Дж при -60 °C (80% Ar/20% CO2) Предел текучести 780 Н/мм2 Предел прочности 890 Н/мм2 Удлинение 17% Ударная вязкость по Шарпи 70 Дж ≥ 47 Дж при -40 °C (100% CO2)
1,0 1,2
DB, ÖBB, ABS, BV, DNV, GL, LR, SEPROZ,
CE
Омедненная проволока сплошного сечения и присадочные прутки для дуговой сварки вольфрамовым электродом в среде защитных газов, предназначенные для сварки закаленных и отпущенных мелкозернистых конструкционных сталей, для которых требуется повышенная вязкость при низких температурах (до -60 °C в зависимости от инертного газа), например, в судостроении при постройке танкеров для перевозки сжиженного нефтяного газа.
Проволока: 3 NiCrMo 2.5-UP S 3Ni2.5CrMo EM4 (мод.) Флюс: BB 24 SA FB 1 65 DC H5
Автоматическая сварка под флюсом
C 0,06 Si 0,3 Mn 1,5 Cr 0,5 Ni 2,2 Mo 0,5
Предел текучести 740 Н/мм2 Предел прочности 850 Н/мм2 Удлинение 20% Ударная вязкость по Шарпи 120 Дж ≥ 47 Дж при -60 °C
3,0 4,0
- Сочетание проволоки / флюса, особенно пригодное для высокопрочных мелкозернистых конструкционных сталей. Это сочетание отличается высокой вязкостью при низких температурах. Металл сварного шва пригоден для последующей закалки и отпуска. С точки зрения металлургических реакций, данный флюс нейтрален по отношению к Mn. Металл сварного шва обладает хорошей вязкостью при низких температурах вплоть до -60 °C. Другими преимуществами данного сочетания проволоки / флюса является получение чистого сварного шва и хороших характеристик смачиваемости, а также хорошего удаления шлака и низкого содержания водорода в наплавленном металле (≤ 5 мл/100 г). Особенно подходит для многопроходной сварки толстых листов. В зависимости от начальной температуры может быть получен предел текучести приблизительно 470-600 Н/мм2.
Закаленные и отпущенные мелкозернистые конструкционные стали, для которых требуется хорошая вязкость при низких температурах N-A-XTRA 65-70, USS-T 1 и т.д.
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 24

www.boehler-welding.com
Высокопрочные мелкозернистые стали BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
X 70-IG G 69 5 M Mn3Ni1CrMo ER110S-G ER76S-G
Сварка плавящимся электродом в среде защитных газов
C 0,1 Si 0,6 Mn 1,6 Cr 0,25 Ni 1,3 Mo 0,25 V 0,1
Предел текучести 800 Н/мм2 Предел прочности 900 Н/мм2 Удлинение 19% Ударная вязкость по Шарпи 190 Дж ≥ 47 Дж при -50 °C
1,0 1,2
TÜV-D, TÜV-A, DB, ÖBB,
ABS, BV, DNV, GL, LR, RMR, SEPROZ, CE
Омедненная проволока для сварки высокопрочных, закаленных и отпущенных мелкозернистых конструкционных сталей с минимальным пределом текучести 690 Н/мм2. Также пригодна для сварки подогреваемой вольфрамовой проволокой в среде защитных газов, например, для сварки гидротехнических затворов. В связи с точным добавлением микролегирующих элементов, несмотря на высокую прочность, проволока BÖHLER X 70-IG обеспечивает получение хорошей пластичности и устойчивости к растрескиванию. Хорошая ударная вязкость по Шарпи при низких температурах вплоть до -50 °C.
Высокопрочные мелкозернистые стали S690Q, L690M, N-A-XTRA 70, USS-T1, BH 70 V, HY 100, Pass 700, HSM 700 ASTM A514 Гр. F
X 90-IG G 89 6 M Mn4Ni2CrMo ER120S-G ER83S-G
Сварка плавящимся электродом в среде защитных газов
C 0,1 Si 0,8 Mn 1,8 Cr 0,35 Ni 2,25 Mo 0,6
Предел текучести 915 Н/мм2 Предел прочности 960 Н/мм2 Удлинение 20% Ударная вязкость по Шарпи 130 Дж ≥ 47 Дж при -60 °C (80% Ar/20% CO2)
1,0 1,2
TÜV-D, TÜV-A, DB, ÖBB, SEPROZ, GL,
CE
Омедненная проволока для сварки высокопрочных, закаленных и отпущенных мелкозернистых конструкционных сталей с минимальным пределом текучести 890 Н/мм2. В связи с точным добавлением микролегирующих элементов, несмотря на высокую прочность проволока BÖHLER X 90-IG обеспечивает получение хорошей пластичности и устойчивости к растрескиванию. Хорошая ударная вязкость по Шарпи при низких температурах вплоть до -60 °C.
Высокопрочные мелкозернистые стали S890Q, XABO 90, OX 1002
EMK 7 G4Si1 (проволока) G 46 4 M G4Si1 G 46 4 C G4Si1 ER70S-6 ER48S-6
Сварка плавящимся электродом в среде защитных газов
C 0,11 Si 1,0 Mn 1,8
Предел текучести 470 Н/мм2 Предел прочности 600 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 120 Дж ≥ 47 Дж при -40 °C (80% Ar/20% CO2) Послесварочная термообработка 600 °C/2 часа Предел текучести 470 Н/мм2 Предел прочности 530 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 190 Дж (80% Ar/20% CO2)
1,0 1,2
TÜV-D, DB, ÖBB, CE
Проволока сплошного сечения для сварки деталей конструкций с высокими требованиями к прочности. Стабильная дуга с минимальными потерями на разбрызгивание, также хорошая свариваемость для короткой дуги и для неповоротной сварки. Для сварки вертикальных швов в направлении сверху вниз необходимо использовать проволоку малого диаметра.
EMK 8 G 46 4 M G4Si1 G 46 4 C G4Si1 ER70S-6 ER48S-6
Сварка плавящимся электродом в среде защитных газов
C 0,07 Si 1,0 Mn 1,7
Предел текучести 470 Н/мм2 Предел прочности 600 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 120 Дж 50 Дж при -40 °C (80% Ar/20% CO2) Послесварочная термообработка 600 °C/2 часа Предел текучести 470 Н/мм2 Предел прочности 530 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 190 Дж (80% Ar/20% CO2)
0,8 1,0 1,2
TÜV-D, DB, ÖBB, ABS,
DNV, GL, LR, SEPROZ, CE
Проволока сплошного сечения для универсального применения при изготовлении сосудов, котлов, для использования в строительстве. Перенос материала практически без разбрызгивания при использовании смеси газов или CO2. В связи с высокой допустимой нагрузкой по току оптимально подходят для сварки толстостенных компонентов. Для сварки вертикальных швов в направлении сверху вниз необходимо использовать проволоку малого диаметра. Данная проволока сплошного сечения также выпускается в варианте TIME и особенно подходят для роботизированной сварки.
Стали вплоть до предела текучести 460 Н/мм2 (67 тыс. фунтов на кв. дюйм) S235J2G3 - S355J2G3, E360, P235T1-P355T1, P235G1TH, P255G1TH, P235GH, P265GH, P295GH, P310GH, P255NH, S235JRS1 - S235J4S, S355G1S - S355G3S, S255N - S460N, P255NHP460NH, GE200-GE260 ASTM A27 и A36 Гр. все; A106 Гр. A, B A214; A242 Гр. 1-5; A266 Гр. 1, 2, 4; A283 Гр. A, B, C, D; A285 Гр. A, B, C; A299 Гр. A, B; A328; A366; A515 Гр. 60, 65, 70; A516 Гр. 55; A556 Гр. B2A; A570 Гр. 30, 33, 36, 40, 45; A572 Гр. 42, 50; A606 Гр. все; A607 Гр. 45; A656 Гр. 50, 60; A668 Гр. A, B; A907 Гр. 30, 33, 36, 40; A841; A851 Гр. 1, 2; A935 Гр. 45; A936 Гр. 50
Ti 60-FD T 50 6 1Ni P M 1 H5 E81T1-Ni1MH8
Дуговая сварка порошковой проволокой
C 0,06 Si 0,45 Mn 1,2 Ni 0,85
Предел текучести > 500 Н/мм2 Предел прочности > 560 Н/мм2 Удлинение > 19% Ударная вязкость по Шарпи > 120 Дж > 47 Дж при -60 °C (80% Ar/20% CO2)
1,2 1,6
LR Порошковая рутиловая проволока с быстро твердеющим шлаком, предназначена для сварки хладостойких сталей. Отличные сварочные характеристики во всех пространственных положениях. Отличные механические характеристики, легко удаляемый шлак, небольшие потери на разбрызгивание, гладкая, мелковолнистая поверхность шва, пригодность для рентгенографического контроля, отсутствие вмятин на сварных швах. При использовании для неповоротной сварки продукт обеспечивает получение высочайшей производительности и значительную экономию времени и средств. Предназначаются для высококачественной сварки в судостроении, на морских объектах и в строительстве, когда предъявляются высокие требования к прочности, а также требуется применение при низких температурах вплоть до -60 °C.
Стандартные конструкционные стали, стали для труб и котлов, хладостойкие мелкозернистые конструкционные стали, специальные стали. E295, E335, S355J2G3, C35 - C45, L210 - L360NB, L210MB - L360MB, P310GH, S380N - S460N, P380NHP460NH, S380NL - S460NL, S380NL1 - S460NL2, GE260-GE300 Судостроительные стали с пределом текучести до 460 Н/мм2, включая хладостойкие типы ASTM A516 Гр. 65, A572 Гр. 55, 60, 65, A633 Гр. E, A612, A618 Гр. I, A537 Гр. 1-3.
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 25
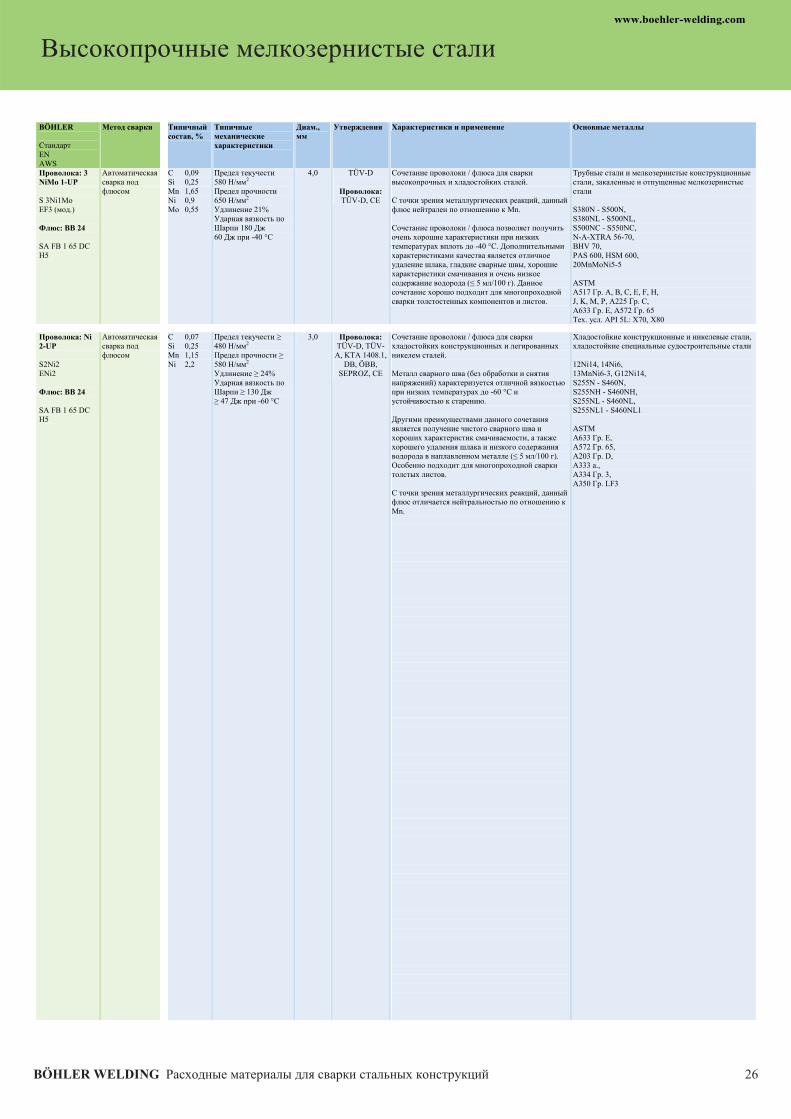
www.boehler-welding.com
Высокопрочные мелкозернистые стали
BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
Проволока: 3 NiMo 1-UP S 3Ni1Mo EF3 (мод.) Флюс: BB 24 SA FB 1 65 DC H5
Автоматическая сварка под флюсом
C 0,09 Si 0,25 Mn 1,65 Ni 0,9 Mo 0,55
Предел текучести 580 Н/мм2 Предел прочности 650 Н/мм2 Удлинение 21% Ударная вязкость по Шарпи 180 Дж 60 Дж при -40 °C
4,0 TÜV-D
Проволока: TÜV-D, CE
Сочетание проволоки / флюса для сварки высокопрочных и хладостойких сталей. С точки зрения металлургических реакций, данный флюс нейтрален по отношению к Mn. Сочетание проволоки / флюса позволяет получить очень хорошие характеристики при низких температурах вплоть до -40 °C. Дополнительными характеристиками качества является отличное удаление шлака, гладкие сварные швы, хорошие характеристики смачивания и очень низкое содержание водорода (≤ 5 мл/100 г). Данное сочетание хорошо подходит для многопроходной сварки толстостенных компонентов и листов.
Трубные стали и мелкозернистые конструкционные стали, закаленные и отпущенные мелкозернистые стали S380N - S500N, S380NL - S500NL, S500NC - S550NC, N-A-XTRA 56-70, BHV 70, PAS 600, HSM 600, 20MnMoNi5-5 ASTM A517 Гр. A, B, C, E, F, H, J, K, M, P, A225 Гр. C, A633 Гр. E, A572 Гр. 65 Тех. усл. API 5L: X70, X80
Проволока: Ni 2-UP S2Ni2 ENi2 Флюс: BB 24 SA FB 1 65 DC H5
Автоматическая сварка под флюсом
C 0,07 Si 0,25 Mn 1,15 Ni 2,2
Предел текучести ≥ 480 Н/мм2 Предел прочности ≥ 580 Н/мм2 Удлинение ≥ 24% Ударная вязкость по Шарпи ≥ 130 Дж ≥ 47 Дж при -60 °C
3,0 Проволока: TÜV-D, TÜV-
A, KTA 1408.1, DB, ÖBB,
SEPROZ, CE
Сочетание проволоки / флюса для сварки хладостойких конструкционных и легированных никелем сталей. Металл сварного шва (без обработки и снятия напряжений) характеризуется отличной вязкостью при низких температурах до -60 °C и устойчивостью к старению. Другими преимуществами данного сочетания является получение чистого сварного шва и хороших характеристик смачиваемости, а также хорошего удаления шлака и низкого содержания водорода в наплавленном металле (≤ 5 мл/100 г). Особенно подходит для многопроходной сварки толстых листов. С точки зрения металлургических реакций, данный флюс отличается нейтральностью по отношению к Mn.
Хладостойкие конструкционные и никелевые стали, хладостойкие специальные судостроительные стали 12Ni14, 14Ni6, 13MnNi6-3, G12Ni14, S255N - S460N, S255NH - S460NH, S255NL - S460NL, S255NL1 - S460NL1 ASTM A633 Гр. E, A572 Гр. 65, A203 Гр. D, A333 a., A334 Гр. 3, A350 Гр. LF3
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 26

www.boehler-welding.com
Указания по сварке
Общая информация для высокопрочных мелкозернистых конструкционных сталей Прочность нелегированных конструкционных сталей обычно достигается повышением содержания углерода, при этом допустимый уровень хорошей свариваемости достигается быстрее. Требования по использованию более легких секций стальных конструкций, обладающих такой же хорошей свариваемостью, привели к разработке высокопрочных хорошо свариваемых мелкозернистых конструкционных сталей. Более высокая прочность достигается посредством применения специальных методов легирования и термообработки. В соответствии с методами производства мелкозернистые конструкционные стали можно разделить на три основные группы:
■ Нормализованные мелкозернистые конструкционные стали
■ Закаленные и отпущенные мелкозернистые конструкционные стали
■ Прошедшие термомеханическую обработку мелкозернистые конструкционные стали
В то время как свойства двух первых групп сталей могут быть получены посредством проведения термообработки после прокатки, для термомеханически обрабатываемых сталей специальная термообработка включена в технологию прокатки. Это позволяет получать высокопрочные стали с очень низким содержанием углерода, а также других легирующих элементов. При этом несмотря на низкое содержание легирующих элементов достигается высокая прочность и отличная вязкость при низких температурах в сочетании с хорошей свариваемостью.
Технология сварки высокопрочных мелкозернистых конструкционных сталей В целом необходимо учитывать, что следует более осторожно подходить к выбору технологии сварки при увеличении минимального предела текучести сталей и при увеличении толщины стенок изделий. Важное требование для успешного применения высокопрочных мелкозернистых конструкционных сталей заключается в использовании технологичной с точки зрения сварки и правильно нагруженной сварной конструкции.
Должен использоваться надлежащий контроль температуры. Исходя из опыта, этого легче всего достигнуть при использовании ручной дуговой сварки, сварки в среде инертного газа или дуговой сварки под флюсом. Для получения высокопрочных сварных швов в первую очередь необходимо учитывать критерии поддержания механических характеристик или предотвращения холодного растрескивания.
В целях предотвращения холодного растрескивания должны использоваться только такие сварочные расходные материалы, которые не приводят к излишне высокой прочности по сравнению с основным металлом и обеспечивают достаточно низкое содержание водорода в наплавленном металле.
Устойчивость к растрескиванию Холодное растрескивание сварных швов определяется химическим составом основного металла и металла сварного шва, толщиной изделия, содержанием водорода в наплавленном металле, подводом тепла во время сварки и остаточными напряжениями сварной конструкции. Очень эффективной мерой предотвращения холодного растрескивания является предварительный нагрев. Для сварки основных и прихваточных швов в нормальных условиях используется температура предварительного нагрева от 50 до 250 °C. Для определения температуры предварительного подогрева мелкозернистых конструкционных сталей может использоваться значение углеродного эквивалента.
Углеродный эквивалент – CET (SEW 088) Справочные значения толщины сварного соединения для предварительного подогрева перед сваркой при нормальных условиях в зависимости от углеродного эквивалента основного металла. Углеродный эквивалентCET %
Толщина сварного соединения, мм
0,18 60 0,22 50 0,26 40 0,31 30 0,34 20 0,38 12 0,40 8
Если толщина сварного соединения в вышеприведенной таблице выше для определенного значения CET, требуется предварительный нагрев. Зона предварительного подогрева должна иметь ширину приблизительно 100 мм по обе стороны шва. При температуре детали ниже +5 °C, предварительный подогрев должен выполняться обязательно. В дополнение к значению CET температура предварительного подогрева также зависит от толщины листа, содержания водорода и подвода тепла, и должна задаваться производителем стали.
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 27

www.boehler-welding.com
Технология сварки высокопрочных мелкозернистых конструкционных сталей
Ударная
вязкость по
Шарпи
Твердость по
Викерсу
10
Продолжительность охлаждения t8/5
Продолжительность охлаждения t8/5 Очень важное влияние на механические характеристики сварного шва оказывает зависимость изменения температуры от времени при сварке.
Особенно влияет на это толщина детали, форма сварного шва, подвод тепла и температура предварительного подогрева, а также последовательность наложения слоев. При определении зависимости изменения температуры от времени при сварке обычно выбирают продолжительность охлаждения t8/5. Это время, за которое сварной шов охладится с 800 до 500 °C. Данная продолжительность охлаждения оказывает очень важное влияние на получаемый сварной шов и его свойства (твердость, прочность и вязкость) в зоне термического воздействия. Твердость в зоне термического воздействия убывает при увеличении продолжительности охлаждения t8/5 – см. рис. 1.
Рисунок 1
Нижнее предельное значение применимой продолжительности охлаждения t8/5
Допустимое максимальное значение твердости
Подвод тепла Важным критерием при сварке высокопрочных мелкозернистых конструкционных сталей является подвод тепла, который особенно сильно влияет на продолжительность охлаждения t8/5. С целью соблюдения верхнего и нижнего пределов требуемой продолжительности охлаждения t8/5, подвод тепла должен соответствующим образом адаптироваться к этим требованиям. Подвод тепла представляет собой тепловую энергию, подводимую к единице длины сварного шва во время сварки, и вычисляется по следующей формуле:
W = K2 . E (кДж/см) K2 = тепловой КПД Дуговая сварка проволокой под флюсом = 1,0 Ручная дуговая сварка покрытым электродом = 0,8 Сварка плавящимся электродом в среде инертного газа / активного газа = 0,8 E = подвод энергии на единицу длины
Подводимая энергия определяется как электрическая энергия, приложенная во время сварки на единицу длины шва.
I.U.t E = L.100 (кДж/см)
Увеличение продолжительности охлаждения t8/5 приводит к уменьшению ударной вязкости в зоне термического воздействия – см. рис. 2.
E = подвод энергии на единицу длины I = ток, А U = напряжение дуги, В t = продолжительность сварки, с L = длина шва, см
Рисунок 2 Верхнее предельное
значение применимой продолжительности охлаждения t8/5
Сварка разнородных материалов Высокопрочные стали – нелегированные стали (например, S690 и S275). Сварочные расходные материалы обычно выбираются исходя из прочности более мягкого основного металла. В случае очень сильно различающихся характеристик прочности материалов необходимо рассматривать сварочные расходные материалы, прочность которых находится между значениями прочности двух материалов.
Допустимое минимальное значение ударной вязкости
Продолжительность охлаждения t8/5
Для поддержания требуемых механических характеристик высокопрочного сварного шва необходимо выбирать условия сварки, при которых продолжительность охлаждения не будет больше или меньше критических значений. Базовые данные о верхних и нижних пределах продолжительности охлаждения t8/5 можно получить от производителя стали.
Высокопрочные стали – высокопрочные стали (например, S460 и S690). Сварочные расходные материалы обычно выбираются исходя из прочности более мягкого основного металла. В случае очень сильно различающихся характеристик прочности материалов необходимо рассматривать сварочные расходные материалы, прочность которых находится между значениями прочности двух материалов. При наличии специальных требований, например, к вязкости при низких температурах, они также должны учитываться при выборе сварочных расходных материалов.
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 28

www.boehler-welding.com
Универсальные электроды
BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX CEL E 38 3 C 21 E 43 10 A U E6010 E4310
Ручная дуговая сварка покрытыми электродами
C 0,12 Si 0,14 Mn 0,5
Предел текучести 450 Н/мм2 Предел прочности 520 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 110 Дж 45 Дж …-40 °C
2,5 3,2 4,0 5,0
TÜV-D, TÜV-A, DNV, Statoil, SEPROZ, PDO, VNIIST, GdF,
CE
Электроды с целлюлозным видом покрытия для сварки корневых, горячих проходов вертикальных швов в направлении сверху вниз, для заполняющих и облицовочных проходов при сварке трубопроводов большого диаметра. Особенно подходят для корневых проходов. Обеспечивают большую экономию по сравнению с использованием вертикальных сварных швов в направлении снизу вверх, также в сочетании с электродами с основным видом покрытия для вертикальных сварных швов в направлении сверху вниз. Электроды FOX CEL обеспечивают очень интенсивное отложение мелких капель, а также хорошие характеристики вязкости. Устойчивы к воздействию атмосферных условий, обеспечивают хорошую защиту от образования корневых подрезов. Испытания на водородную растрескиваемость и сульфидное коррозионное растрескивание под напряжением в соответствии с NACE TM 02-84 или TM 01-77.
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH, P265GH, P355T1, P235T2 - P355T2, L210NB - L415NB, L290MB - L415MB, P235G1TH, P255G1TH Корневые проходы для L555NB, L555MB Тех. усл. API 5 L: A, B, X 42, X 46, X 52, X 56, Корневые проходы для X 80
FOX CEL+ E 38 2 C 21 E 43 10 A E6010 E4310
Ручная дуговая сварка покрытыми электродами
C 0,17 Si 0,15 Mn 0,6
Предел текучести 450 Н/мм2 Предел прочности 520 Н/мм2 Удлинение 26% Ударная вязкость по Шарпи 105 Дж ≥ 27 Дж …-30 °C
2,5 3,2 4,0
- Электроды с целлюлозным видом покрытия для сварки кольцевых швов в направлении сверху вниз при сварке трубопроводов, а также для прочих видов сварки при строительстве трубопроводов. Особенно пригодны для получения корневых проходов (вверх и вниз) с использованием постоянного тока положительной полярности. Электроды Bohler FOX CEL+ обеспечивают хорошее заполнение зазора, хорошее проплавление корня шва благодаря интенсивному переносу материала в виде мелких капель, большим скоростям сварки, а также защите от образования свищей в корне шва (для трубопроводов).
S235JR, S275JR, S235J2G3, S275J2G3, S355J2G3, P235GH, P265GH, P355T1, P235T2 - P355T2, L210NB - L415NB, L290MB - L415MB, P235G1TH, P255G1TH Корневые проходы для L555NB, L555MB Тех. усл. API 5 L: A, B, X 42, X 46, X 52, X 56, Корневые проходы для X 80
DMO-IG G MoSi ER70S-A1 (ER80S-G) ER49S-A1 (ER55S-G)
Сварка плавящимся электродом в среде защитных газов
C 0,1 Si 0,6 Mn 1,2 Ni 0,5
Предел текучести 50 Н/мм2 Предел прочности 620 Н/мм2 Удлинение 25% Ударная вязкость по Шарпи 150 Дж ≥ 47 Дж …-40 °C
0,8 1,0 1,2
TÜV-D, TÜV-A, DB, ÖBB, SEPROZ, CE
Омедненная проволока сплошного сечения предназначена для сварки при изготовлении котлов, сосудов высокого давления, трубопроводов, кранов, стальных конструкций. Высококачественный, очень вязкий, устойчивый к растрескиванию материал сварного шва, устойчивый к старению. Нечувствительны к холоду до -40 °C. Одобрены для долговременного использования при температурах эксплуатации до +550 °C. Отличное скольжение и характеристики подачи проволочного электрода. Хорошее сцепление медного слоя при низком общем содержании меди. Очень хорошие сварочные характеристики и характеристики текучести.
Жаростойкие стали и литые стали аналогичных типов, устойчивые к старению стали и стали, устойчивые к щелочному коррозионному растрескиванию 16Mo3, S355J2G3, L320 - L415NB, L320 MB - L415MB, P255G1TH, P235GH, P265GH, P295GH, P310GH, P255NH, 17MnMoV6-4, 22NiMoCr4-7, 20MnMoNi5-5, 15NiCuMoNb5, 20MnMoNi4-5, GE240 - GE300, 22Mo4, S255N - S460N, P255NH - P460NH ASTM A335 Гр. P1; A161-94 Гр. T1 A A182M Гр. F1; A204M Гр. A, B, C; A250M Гр. T1; A217 Гр. WC1
FOX BVD 85 E 46 5 1Ni B 45 E 55 48-G A E8018-G E8045-P2 E5518-G E5545-P2
Ручная дуговая сварка покрытыми электродами
C 0,05 Si 0,4 Mn 1,1 Ni 0,9
Предел текучести 510 Н/мм2 Предел прочности 560 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 170 Дж ≥ 47 Дж …-50 °C
3,2 4,0 5,0
TÜV-D, GdF, SEPROZ, CE
Электроды с основным видом покрытия для сварки вертикальных швов в направлении сверху вниз, предназначены для высококачественной сварки трубопроводов большого диаметра, а также для сварки в строительстве. При сварке трубопроводов пригодны для заполняющих и облицовочных проходов. Особенно устойчивый к растрескиванию материал сварного шва с отличной вязкостью вплоть до -50 °C. Очень низкое содержание водорода в металле сварного шва. Обеспечивает повышение производительности наплавки на 80-100% по сравнению с использованием вертикальных сварных швов в направлении снизу вверх. Благодаря хорошим сварочным характеристикам, данные электроды обеспечивают простоту работы даже при сложных условиях сварки. Специально обработанные воспламеняющиеся торцы обеспечивают максимальную защиту от образования пористости при начале сварки. Испытания на водородную растрескиваемость и сульфидное коррозионное растрескивание под напряжением в соответствии с NACE TM 02-84 или TM 01-77.
S235J2G3 - S355J2G3, L290NB - L450NB, L290MB - L450MB, P235GH - P295GH Тех. усл. API 5 L: A, B, X 42, X46, X 52, X 56, X 60, X 65
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 29
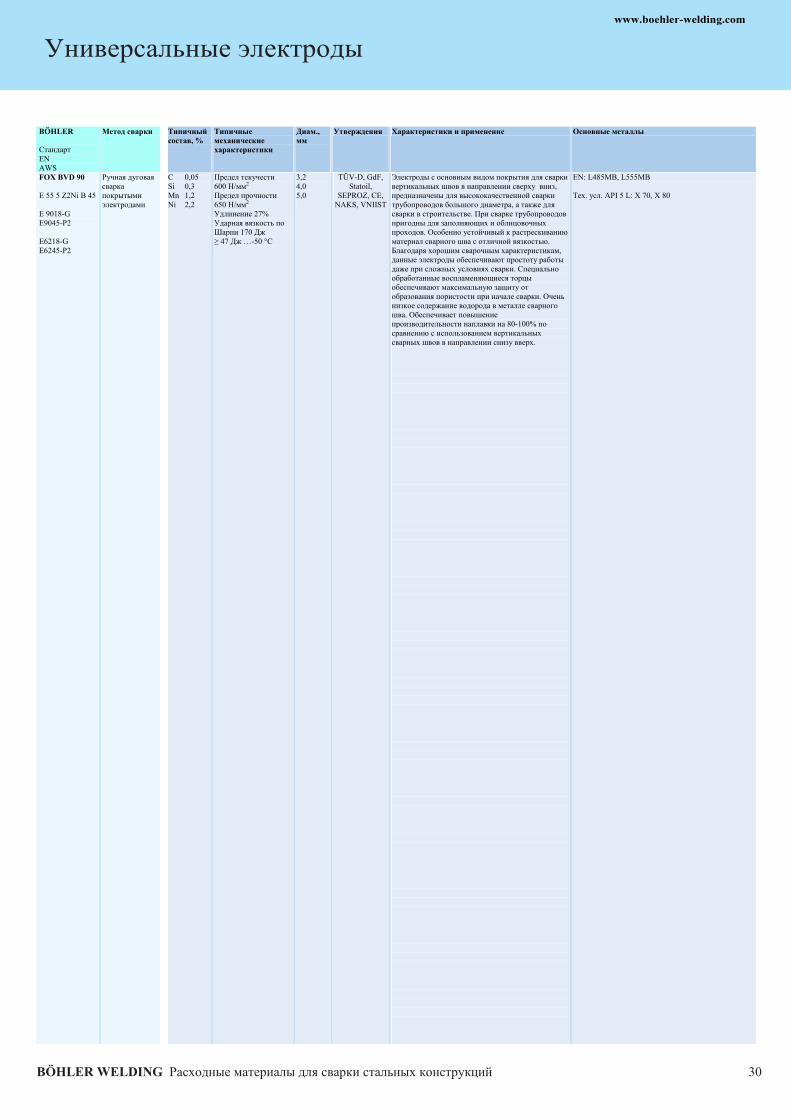
www.boehler-welding.com
Универсальные электроды
BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX BVD 90 E 55 5 Z2Ni B 45 E 9018-G E9045-P2 E6218-G E6245-P2
Ручная дуговая сварка покрытыми электродами
C 0,05 Si 0,3 Mn 1,2 Ni 2,2
Предел текучести 600 Н/мм2 Предел прочности 650 Н/мм2 Удлинение 27% Ударная вязкость по Шарпи 170 Дж ≥ 47 Дж …-50 °C
3,2 4,0 5,0
TÜV-D, GdF, Statoil,
SEPROZ, CE, NAKS, VNIIST
Электроды с основным видом покрытия для сварки вертикальных швов в направлении сверху вниз, предназначены для высококачественной сварки трубопроводов большого диаметра, а также для сварки в строительстве. При сварке трубопроводов пригодны для заполняющих и облицовочных проходов. Особенно устойчивый к растрескиванию материал сварного шва с отличной вязкостью. Благодаря хорошим сварочным характеристикам, данные электроды обеспечивают простоту работы даже при сложных условиях сварки. Специально обработанные воспламеняющиеся торцы обеспечивают максимальную защиту от образования пористости при начале сварки. Очень низкое содержание водорода в металле сварного шва. Обеспечивает повышение производительности наплавки на 80-100% по сравнению с использованием вертикальных сварных швов в направлении снизу вверх.
EN: L485MB, L555MB Тех. усл. API 5 L: X 70, X 80
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 30
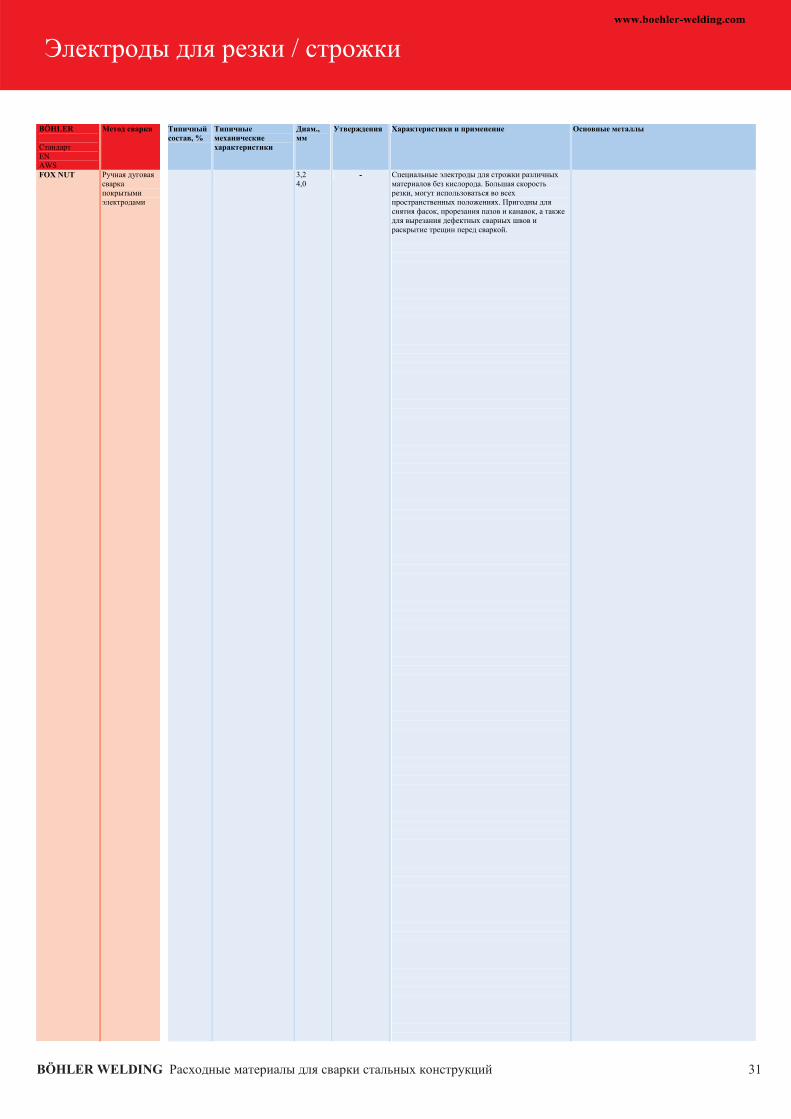
www.boehler-welding.com
Электроды для резки / строжки
BÖHLER Стандарт EN AWS
Метод сварки Типичный состав, %
Типичные механические характеристики
Диам., мм
Утверждения Характеристики и применение Основные металлы
FOX NUT Ручная дуговая сварка покрытыми электродами
3,2 4,0
- Специальные электроды для строжки различных материалов без кислорода. Большая скорость резки, могут использоваться во всех пространственных положениях. Пригодны для снятия фасок, прорезания пазов и канавок, а также для вырезания дефектных сварных швов и раскрытие трещин перед сваркой.
BÖHLER WELDING Расходные материалы для сварки стальных конструкций 31

www.boehler-welding.com
Дополнительные брошюры
Дополнительные брошюры о выпускаемых компанией BÖHLER WELDING сварочных расходных материалах изданы на нескольких языках.
Дополнительную информацию можно получить у торговых партнеров компании BÖHLER WELDING или на сайте компании www.boehler-welding.com
Информация о типе и применении наших продуктов приводится только для сведения потребителей. Приведенные данные о механических характеристиках относятся только к металлу сварного шва при условии соблюдения всех применимых стандартов. На свойства металла сварного шва также влияют свойства основного металла, положение сварки и параметры сварки. В каждом конкретном случае гарантия пригодности для определенного типа применения должна представлять собой явно выраженное письменное соглашение. Могут вноситься изменения.
СВАРОЧНЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ГИДРОЭЛЕКТРОСТАНЦИЙ
СВАРОЧНЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ТЕПЛОЭЛЕКТРОСТАНЦИЙ
СВАРОЧНЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ХИМИЧЕСКОЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ
РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ ТРУБОПРОВОДОВ
МЕТАЛЛИЧЕСКИЕ ПОРОШКИ И СВАРОЧНЫЕ ПРУТКИ
СВАРОЧНЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ МОРСКИХ ОБЪЕКТОВ
ГАРАНТИРОВАНО СУХИЕ ЭЛЕКТРОДЫ КОМПАНИИ BÖHLER

BSG
A 05
/200
8
ENG
1000
C
over
pic
ture
: © B
SGA
/Gia
n Fr
anco
Car
aro
Опубликовано: BÖHLER WELDING
Böhler Schweißtechnik Austria GmbH Böhler-Welding-St. 1 8605 Kapfenberg / AUSTRIA
+43 (0) 3862-301-0 +43 (0) 3862-301-95193 [email protected]
www.boehler-welding.com Ваш партнер:
www.boehler-welding.com






