ß { Polyurethane의 FILM화와 원단 복합...
5
섬유기술과 산업 23권 1호 | 37 일반 1. 서 론 Polyurethane(이하 PU)은 polyol이 기본이 되며 수소결합이 가능한 hard segment와 urea 그룹이 기본이 되 는 soft segment로 이루어진 고분자 화합물로, 이러한 PU를 활용한 섬유의 가공은 1950년 soft segment가 되는 TDI(toluene diisocyanate)유도체의 대량생산으로 처음 개발되었으며 이 가공법은 1976년 처음 개발되어 아웃 도어와 같은 스포츠 제품의 발전에 기여했다. 1976년에는 PTFE를 이용한 라미네이트 Gore-Tex가 최초로 상품화되었으며 촉감을 상실하지 않으면서 투습방수 기능성을 발현하는 제품으로 지금까지도 많이 각광받고 있다. 1978년 일본에서 direct coating 법 에 의한 투습방수 소재가 개발되었으며 코팅제에 다양한 기능성 물질을 추가하는 등 다양한 개발이 진행되 었다. 코팅기술은 기본적으로 DMF에 용해된 폴리우레탄 수지로 코팅한 후 물속에서 수지에 섞여 있는 DMF 용 제를 밖으로 배출하면서 형성되는 다공층을 만드는 습식공정과 용제에 녹여진 폴리우레탄수지를 코팅한 후 열에 의해 용제를 증발시키는 건식공정으로 구분되는데 각각의 제조공정과 특징을 다음의 Table 1에 비교하 였다. Figure 1을 보면 건식 가공의 코팅면은 표면이 사포로 긁어놓은 듯 거칠지만 습식 가공은 매끈한 것이 눈에 띈다. Scheme 1. 우레탄 기 -NH-(C=O)-O-가 분자단위를 연결하는 폴리우레탄의 합성. Polyurethane의 FILM화와 원단 복합 기술 두해림 •2009. 영남대학교 섬유패션대학 의류패션전공 학사 •2018. 영남대학교 유기신소재공학과 유기신소재 전공 석사 •2019. 경북대학교 바이오섬유소재학과 박사과정 재학중 •2009-현재. (주)브리즈텍스 기업부설연구소 책임연구원
Transcript of ß { Polyurethane의 FILM화와 원단 복합...

섬유기술과 산업 23권 1호 | 37
일반
1. 서 론
Polyurethane(이하 PU)은 polyol이 기본이 되며 수소결합이 가능한 hard segment와 urea 그룹이 기본이 되
는 soft segment로 이루어진 고분자 화합물로, 이러한 PU를 활용한 섬유의 가공은 1950년 soft segment가 되는
TDI(toluene diisocyanate)유도체의 대량생산으로 처음 개발되었으며 이 가공법은 1976년 처음 개발되어 아웃
도어와 같은 스포츠 제품의 발전에 기여했다.
1976년에는 PTFE를 이용한 라미네이트 Gore-Tex가 최초로 상품화되었으며 촉감을 상실하지 않으면서
투습방수 기능성을 발현하는 제품으로 지금까지도 많이 각광받고 있다. 1978년 일본에서 direct coating 법에 의한 투습방수 소재가 개발되었으며 코팅제에 다양한 기능성 물질을 추가하는 등 다양한 개발이 진행되
었다.코팅기술은 기본적으로 DMF에 용해된 폴리우레탄 수지로 코팅한 후 물속에서 수지에 섞여 있는 DMF 용
제를 밖으로 배출하면서 형성되는 다공층을 만드는 습식공정과 용제에 녹여진 폴리우레탄수지를 코팅한 후
열에 의해 용제를 증발시키는 건식공정으로 구분되는데 각각의 제조공정과 특징을 다음의 Table 1에 비교하
였다. Figure 1을 보면 건식 가공의 코팅면은 표면이 사포로 긁어놓은 듯 거칠지만 습식 가공은 매끈한 것이
눈에 띈다.
Scheme 1. 우레탄 기 -NH-(C=O)-O-가 분자단위를 연결하는 폴리우레탄의 합성.
Polyurethane의 FILM화와 원단 복합 기술
두해림
•2009. 영남대학교 섬유패션대학 의류패션전공 학사
•2018. 영남대학교 유기신소재공학과 유기신소재 전공 석사
•2019. 경북대학교 바이오섬유소재학과 박사과정 재학중
•2009-현재. (주)브리즈텍스 기업부설연구소 책임연구원

38 | Vol. 23 No. 1
일반
국내의 코팅공정에 따른 투습방수원단의 생산현황을 살펴
보면 90%가 습식 및 건식코팅에 의한 생산방식이며 라미네이
팅에 의한 생산은 약 10% 미만이다. 습식과 건식공정은 유기
용제형으로 유기용제의 작업환경, 대기오염, 화재오염, 잔류용
제의 VOC 문제의 심각성이 대두되고 있다. 특히, methyl ethyl ketone(MEK), toluen(TOL), N,N’-dimethylformamide(DMF)를
porous를 형성하는 유도체로 사용해야 하는 것이 최근의 이슈-환경오염-로 떠올라 특히 유럽권의 바이어들에게는 이러한 직
접코팅법이 선호되지 않고 있다(Figure 2). 물론 이러한 용제는
휘발성이 있어 텐터 건조과정에서 충분히 건조시키면 검출되
지 않으나, 다량이 투입되었을 경우 또는 납품 시간문제 등 각
종 가공 내외적인 이유로 충분히 휘발되지 않았을 경우 검출
이 되기 때문에 이러한 미검출 조건이 있는 생산주문의 경우
대체 가능한 유기용제가 사용되어야 한다.일반적으로 투습방수 기능성 코팅에 사용되는 PU의 배합은
각 공장마다 hard segment와 soft segment 및 유기용제의 종류
와 recipe가 달라 공개하지 않으나, 일반적인 배합비 중 하나는
Table 3과 같다.Table 2에서 g/yd당 중량 증가율은 습식의 경우 g/yd당 대략
60 g 정도의 PU 배합액이 코팅된 뒤 응고조인 수조에서 기공
을 형성하면서 최종적으로 원단에 코팅되는 중량은 2~30%
정도 감소하게 된다. 이러한 증가율은 가공소에서 투습방수
기능성 요구 수치에 따라 다른 나이프의 두께에 따라 각각 매
우 다르다. 10,000 mmH2O 이상의 높은 내수압이 요구될 경우
더욱 많은 PU가 코팅되며 필요에 따라 얇게 여러 겹을 코팅하
기도 한다. 5,000 g/m²/24h의 높은 투습도와 5,000 mmH2O 이
하의 낮은 내수압이 필요할 경우 0.5 mm 이하의 얇은 나이프
로 한 번 정도 코팅을 진행한다.
2. 본 론
일반적으로 라미네이팅을 위한 PU film 제조 시 relaese fabric이라는 이형지가 되는 원단 또는 종이에 PU를 주조하여
film을 형성한다. 형성된 필름은 폴리아미드계, PU계, EVA 수
지가 베이스인 접착제로 원단에 부착된다. 이형원단은 접착성
분에 잘 붙지 않는 이형성을 갖는 원단으로 제조된 film을 보
호하며 먼지 또는 이물에 의한 film의 오염을 방지한다. 또한
원단의 라미네이팅이 완료되면 쉽게 박리되는 특성으로 쉽게
제거가 가능하다. R/P(release paper) type transfer coating M/C를 통한 film 생
성 과정으로는 첫 번째로 skin 층을 casting(film 성형)하는 좌
우편차가 없이 균일한 피막을 형성하는 1st coating 후 필요에
따라 2nd coating으로 2layer를 형성하는 line이 추가되기도 한
Table 1. 건식과 습식 코팅방법에 의한 제품의 특징 비교
건 식 코 팅 습 식 코 팅
품질
● 촉감의 변화가 작다
● 기공의 크기 조정에 한계 있음
● 봉제성이 양호하다
● 코팅 표면의 미끄럼성이 좋다
● 촉감 변화가 심하다
● 기공의 크기 조정이 가능하다
● 세탁내구성이 좋지 않다
● 코팅 표면의 미끄럼성이 나쁨
설비 ● 일반적인 코팅건조 설비 이용가능● 응고조, 수세조 등을 필요로 한다
● 회수장치도 필요하다
가공성● 가공성이 용이하다
● 친수 무공형● 가공성이 어렵다
● 소수 미세다공형
경제성● 수지 원가가 비싸다(에테르계 우레탄으로 습식의 1.5~2배 비쌈).
● 가공료가 싸다● 수지 원가가 싸다
● 가공료가 비쌈(회수장치 필요)
가공속도 ● 20~30 M/분(건조기에 의한 차이가 있음) ● 8~12 M/분(응고, 수세조의 성능에 따라 차이가 있음)
환경 문제 ● 혼합용제가 많고 회수가 어렵고 규제에 따라서 흡착장치 필요하다. ● 밀폐형이므로 용제회수장치가 필요 하다.
Figure 1. 100% nylon 원단 PU 코팅가공면의 salvage 부분.
섬유기술과 산업 23권 1호 | 39
Polyurethane의 FILM화와 원단 복합 기술
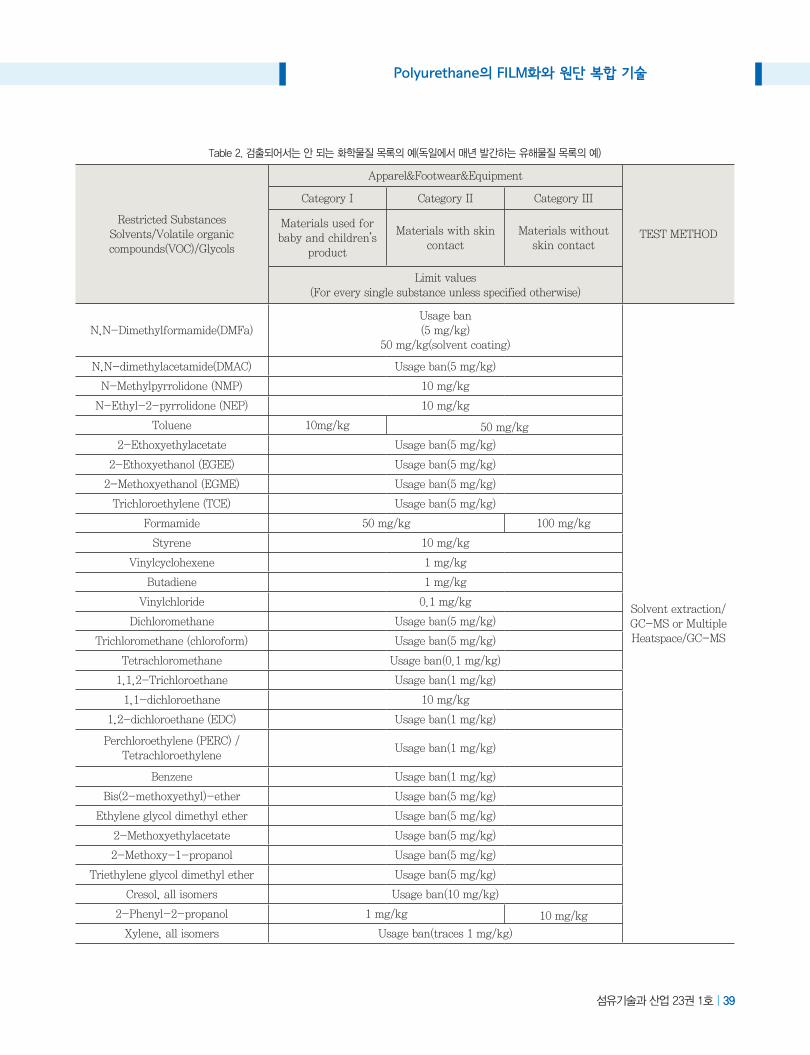
Table 2. 검출되어서는 안 되는 화학물질 목록의 예(독일에서 매년 발간하는 유해물질 목록의 예)
Restricted SubstancesSolvents/Volatile organic compounds(VOC)/Glycols
Apparel&Footwear&Equipment
TEST METHOD
Category I Category II Category III
Materials used for baby and children’s
product
Materials with skin contact
Materials without skin contact
Limit values(For every single substance unless specified otherwise)
N,N-Dimethylformamide(DMFa)Usage ban(5 mg/kg)
50 mg/kg(solvent coating)
Solvent extraction/GC-MS or Multiple Heatspace/GC-MS
N,N-dimethylacetamide(DMAC) Usage ban(5 mg/kg)
N-Methylpyrrolidone (NMP) 10 mg/kg
N-Ethyl-2-pyrrolidone (NEP) 10 mg/kg
Toluene 10mg/kg 50 mg/kg
2-Ethoxyethylacetate Usage ban(5 mg/kg)
2-Ethoxyethanol (EGEE) Usage ban(5 mg/kg)
2-Methoxyethanol (EGME) Usage ban(5 mg/kg)
Trichloroethylene (TCE) Usage ban(5 mg/kg)
Formamide 50 mg/kg 100 mg/kg
Styrene 10 mg/kg
Vinylcyclohexene 1 mg/kg
Butadiene 1 mg/kg
Vinylchloride 0.1 mg/kg
Dichloromethane Usage ban(5 mg/kg)
Trichloromethane (chloroform) Usage ban(5 mg/kg)
Tetrachloromethane Usage ban(0.1 mg/kg)
1,1,2-Trichloroethane Usage ban(1 mg/kg)
1,1-dichloroethane 10 mg/kg
1,2-dichloroethane (EDC) Usage ban(1 mg/kg)
Perchloroethylene (PERC) / Tetrachloroethylene
Usage ban(1 mg/kg)
Benzene Usage ban(1 mg/kg)
Bis(2-methoxyethyl)-ether Usage ban(5 mg/kg)
Ethylene glycol dimethyl ether Usage ban(5 mg/kg)
2-Methoxyethylacetate Usage ban(5 mg/kg)
2-Methoxy-1-propanol Usage ban(5 mg/kg)
Triethylene glycol dimethyl ether Usage ban(5 mg/kg)
Cresol, all isomers Usage ban(10 mg/kg)
2-Phenyl-2-propanol 1 mg/kg 10 mg/kg
Xylene, all isomers Usage ban(traces 1 mg/kg)

40 | Vol. 23 No. 1
일반
3. 맺는 말
PFC-FREE 일명 C0 type 발수제와 함께 유기용제 및 각종
화합물이 검출되지 않는 코팅방식의 요구는 최근 유럽시장
의 recycled fiber에 대한 관심과 함께 중요한 친환경 섬유가공
다. 다음으로는 50 m 정도 길이에 온도조절이 가능한 dryer로
casting film의 건조속도를 조절해가며 건조시킨다. 이렇게 최
종 casting film을 형성하여 감는다.이렇게 제조된 film은 bonding 방식으로 원단과 접착제
로 film이 빈틈없이 완전 합포되는 방식으로 15,000~20,000 mmH2O 이상의 매우 높은 내수압이 요구되는 직물에 사용되
는 방식과, 내수압과 투습도가 조절 가능한 hotmelt dot lamina-tion 방식으로 원단에 접착된다. Figure 5를 보면 경사와 위사
가 상단의 필름과 균일하게 접착된 것이 관찰된다. hotmelt dot-lamination방식은 coverage라 하는 인치 당 접착
제 dot의 개수를 조절하여 내수압과 투습도를 다양하게 조절
가능한 방식으로, 촉감을 저해시키지 않으면서 투습방수 기능
성을 발현하는 방식으로 코팅 가공을 대체하여 선호되고 있
다. 코팅 가공을 진행할 바닥 원단이 그라비아 롤러를 지나면
그라비아 롤러에 의해 접착제가 dot 형식으로 뿌려지게 되고
그 위를 film지가 부착되면서 가공이 진행되는데, 접착제로 부
착된 뒤에는 접착제에 대한 숙성 시간이 24~48시간이 소요된
다. dot의 개수가 많을수록 내수압이 높아지고 투습성은 떨어
지며, dot 개수가 적을수록 내수압이 떨어지고 투습도가 높아
진다. hotmelt dot lamination 방식으로 접착된 film 면은 Figure 6의 네 번째 사진과 같다.
Table 1.
Table 3. 가공처에서 사용되는 PU 배합비
Polyurethane Resin(soft segment+hard segment)
80~90%
Solvent(MEK 등) 3~10%
White toner 10%
고형분 30Wt%
g/yd 당 weight 60 g
Figure 3. Film casting 용 이형지 원단(좌), film casting(중), 완료 후 포장된 상태(우).
Figure 4. 이형지 원단에 casting 된 PU film.
Figure 5. Bonding 방식으로 접착된 원단의 접착면 SEM 사진.

섬유기술과 산업 23권 1호 | 41
Polyurethane의 FILM화와 원단 복합 기술
참고문헌
1. JACKWOLFSKIN, GREENBOOK, 2015.
2. JACKWOLFSKIN, GREENBOOK_Eco Requirements_AP_
EQ_FW_Version August 2015.
3. Greenpeace, DetoxCommitmentPratoTemplateFINAL,
2015.10.02.
4. https://en.wikipedia.org/wiki/Polyurethane
법이 되어가고 있으며 특히 지속가능 방식을 추구하는 유럽
시장에서는 건식 또는 습식 가공보다 film 부착식 가공이 많
이 요구되고 있다. film 부착식 후가공은 건/습식 직접코팅 방
식에 비해 역사가 짧으며 flim에 기능성이 첨가된 기술 또한
아직 널리 사용되고 있지 않으나, 향후 섬유의 투습방수 기능
성을 부여하는 후가공의 방식으로 직접코팅 방식보다 film 부
착 가공이 선호되고 있는 만큼 PU film을 형성하기 위한 PU의
recipe가 다양하게 개발되기를 기대해 본다.
Figure 6. Dot coverage와 film 표면.
Figure 7. 건/습식 코팅과 dot laminating 방식의 코팅면과 단면.