
3A7792J, 수동, 모노 펌프, 작동, 한국어 - Graco€¦ · 2. 기어 박스 어댑터(6)에서 위생 클램프(12)를 풀어 펌 프를 분리합니다. 3. 4mm 알렌 렌치를
date post
10-Jan-2016Category
view
1.210download
24
7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 1/64
기어 기술자료
기어의 역할
기계요소로서 기어는 전동장치에 폭 넓게 사용되고 있습니다 .
이러한 기어가 현재와 같이 보급된 이유로는 다음과 같은 점을 들 수 있습니다 .
작게는 시계용 기어에서 크게는 선박용 터빈기어까지 전달마력의 범위가 넓다는 점 .
동력을 확실하게 전달할 수 있다는 점.
잇수의 조합을 바꿈으로써 속도 전달비를 자유롭고 정확하게 선택할 수 있다는 점 .
기어의 조합수를 증감함으로써 회전축 상호의 관계위치를 자유롭게 할 수 있다는 점.평행축 , 직교축(교차축 ), 어긋난 축 등 여러 축에 사용할 수 있다는 점 .
이들 기어를 사용하는데 있어 기본적인 사항을「기어 기술자료편」에 정리했습니다.
「KHK3010」에서 기어를 선정하는데 도움이 되는 기어기술을 소개하고 있습니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 2/64
3
4
2
1 499
499
501
503
503
504
505
505
506
507
507
508
508
509
510
510
510
512
512
513
515
515
517
518
518
518
520
523
523
523
525
527
기어 기술자료 목차
기어의 종류와 용어 …………………………………………1.1 기어의 종류………………………………………………1.2 기어 기호와 용어………………………………………기어열의 속도비와 회전방향 ……………………………
2.1 1 단 기어 기구……………………………………………2.2 2 단 기어 기구……………………………………………기어의 치형 ……………………………………………………
3.1 기어의 치형 및 치수……………………………………3.2
인벌류트 곡선……………………………………………3.3 인벌류트 기어의 물림…………………………………3.4
인벌류트 치형의 창성……………………………………3.5 언 더 컷 ……………………………………………………3.6 기어의 전위………………………………………………3.7 치형 수정과 잇줄 수정…………………………………기어의 백래시 …………………………………………………
4.1 각종 기어의 백래시 설명………………………………4.2 각종 기어의 백래시 계산식……………………………4.3 이두께와 백래시…………………………………………4.4 기어열과 백래시…………………………………………4.5
백래시를 작게하는 방법………………………………기어의 정밀도 …………………………………………………
5.1
평기어 및 헬리컬 기어의 정밀도………………………5.2 베벨기어의 정밀도………………………………………기어의 조립 정밀도 …………………………………………
6.1 중심거리 정밀도…………………………………………6.2
축의 평행도………………………………………………6.3 기 어 의 이 접 촉 …………………………………………기어의 재료와 열처리………………………………………
7.1
기어에 사용하는 일반적인 재료………………………7.2 기어의 대표적인 열처리 방법…………………………기어의 윤활………………………………………………………기어의 소음과 대책 …………………………………………
5
6
7
8
6
7
1
2
3
4
5
9
2
1 평기어 및 헬리컬 기어의 정밀도……………………………베벨기어의 정밀도……………………………………………평기어 및 헬리컬 기어의 백래시……………………………베벨기어의 백래시……………………………………………구멍의 공차역 클래스와 치수 허용차………………………축의 공차역 클래스와 치수 허용차…………………………센 터 구 멍 ………………………………………………………미터 병목나사 암나사 내경………………………………6 각 구멍붙이 볼트……………………………………………6 각 구멍붙이 볼트에 대한 카운터보어 및 볼트구멍 치수……………호칭경 6각 볼트 - 병목나사 - (부품등급 A : 제1 선택 ) 의 치수……6 각 너트 -스타일1 - 병목나사( 제 1 선택) 의 치수…………6 각 구멍붙이 멈춤나사 - 나사 끝의 치수…………………테이퍼 핀의 치수 ……………………………………………홈붙이 일반하중용 스프링 핀………………………………키 및 키 홈 ……………………………………………………절삭가공 치수의 보통 허용차………………………………표면 거칠기 ……………………………………………………기어제도에 이용된 기하특성 기호…………………………
528
534
536
537
538
540
542
543
544
545
545
546
546
547
548
549
550
551
551
<기어에 관한 JIS 규격>
4
5
6
7
8
10
11
12
13
14
15
수학의 공식 ……………………………………………………국 제 단 위 계 (SI)……………………………………………역학의 편리한 환산식 ………………………………………강재 중량표 ……………………………………………………
주요 원소기호 및 비중………………………………………경도 환산표 ……………………………………………………기어의 피치 비교표 …………………………………………
553
554
555
556
557558
559
<수식 · 단위 · 기타 자료>
3
16
17
18
19
9

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 3/64
기어 기술자료
499
기어에는 많은 종류가 있고 기어에 관련된 독특한 용어도
많이 있습니다 . 여기에서는 일반적으로 사용되는 기어와
특징 및 자주 사용되는 기어용어를 소개합니다 .
1.1 기어의 종류
많은 종류의 기어를 분류하는 방법으로는, 기어축의 관
계위치에 의한 것이 가장 일반적이며 평행축 , 교차축 , 어긋
난축의 3 가지로 분류됩니다 .
평행축 기어에는 평기어 , 헬리컬 기어 , 인터널기어 , 랙 ,
헬리컬 랙 등이 있습니다 .
교차축 기어에는 직선 베벨기어 , 스파이럴 베벨기어 , 제
롤 베벨기어 등이 있습니다 . 어긋난 축 기어에는 나사기어 , 웜기어 , 하이포이드 기어
등이 있습니다 .
표 1.1 에는 대표적인 기어를 분류하여 나타냅니다 .
표 1.1 기어의 분류와 종류
이 표에 나타낸 효율은 기어의 전동효율로 베어링 손실이
나 윤활유와 관련된 손실 등은 제외했습니다 .
평행축 및 교차축의 기어쌍의 물림은 대부분이 회전이고
상대적으로 미끄럼은 적으므로 고효율입니다 .
나사기어 및 웜기어 등 어긋난 축의 기어쌍은 상대적인 미
끄럼에 의한 회전 및 동력전달이 되므로 마찰의 영향을 크
게 받아 다른 기어쌍에 비해 효율이 나빠지게 됩니다 .
기어의 효율은 기어를 정확히 조립했을 때의 값입니다 .
특히 베벨기어의 원추 정점이 어긋나는 등 , 조립이 잘못 되
면 효율은 감소되는 경향이 있습니다.
기어의 분류
교차축
(1)평행축 기어
① 평기어
잇줄이 축에 평행한 직선
의 원통기어입니다 . 제작이 쉬우므로 동력전달
용으로 가장 많이 사용되는
기어입니다 .
② 랙기어
평기어와 맞물리는 직선치
형의 기어입니다 .
평기어의 피치원통 반지름
이 무한대∞로 된 기어입니다 .
③ 인터널기어
평기어와 맞물리는 원통의
내측에 이가 만들어져 있는
기어입니다 .
주로 유성기어 장치나 기
어형 축 조인트 ( 기어 커플
링 ) 등에 사용되고 있습니다 .
④ 헬리컬 기어
잇줄이 나선인 원통기어입
니다 .
평기어보다 강하고 조용한
기어로서 폭 넓게 사용되고
있습니다. 축방향력 ( 스러스트 ) 이
발생합니다 .
⑤ 헬리컬 랙
헬리컬 기어와 맞물리는
비틀림을 가진 직선 치형의
기어입니다 .
헬리컬 기어의 피치원통
반지름이 무한대 ∞로 된 기어입니다.
1 기어의 종류와 용어
평행축
어긋난 축
기어의 종류
평 기 어
랙 기 어
인 터 널 기 어
헬 리 컬 기 어헬 리 컬 랙
이중 헬리컬기어
직 선 베 벨 기 어
스파이럴 베벨기어
제 롤 베 벨 기 어
원 통 웜 기 어나 사 기 어
효율 (%)
98.0 ― 99.5
98.0 ― 99.0
30.0 ― 90.070.0 ― 95.0
그림 1.1 평기어
그림 1.2 랙기어
그림 1.3 인터널기어
그림 1.4 헬리컬 기어
그림 1.5 헬리컬 랙

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 4/64
기어 기술자료
00
(3)어긋난 축 기어
① 원통 웜기어
원통 웜과 이것과 맞물리
는 웜 휠의 총칭입니다 .
1단으로 크게 감속할 수있고 조용하다는 장점 외에
효율이 낮은 단점도 있습니
다 .
② 나사 기어
원통기어 한쌍을 어긋난
축 사이의 운동전달에 이용
할 경우의 기어입니다 .
헬리컬 기어간 또는 헬리
컬 기어와 평기어의 조합으로 사용됩니다 .
조용하지만 비교적 경부하
가 아니면 사용할 수 없습니
다 .
(4)기타 특수한 기어
① 페이스 기어
이것은 평기어 또는 헬리
컬 기어와 맞물리는 원판모
양의 기어입니다 .직교하는 축 또는 어긋난
축에 사용됩니다 .
② 장고형 웜기어
장고형 웜과 이것과 맞물
리는 웜 휠의 총칭입니다 .
제작이 어렵지만 원통 웜기
어에 비해 큰 동력을 전달할
수 있습니다 .
③ 하이포이드 기어
어긋난 축 간에 운동을 전
달하는 원추 형상의 기어입
니다 .
대소 기어의 축이 오프셋되
어 있고 스파이럴 베벨기어
와 유사한 기어입니다 . 물림
이 매우 복잡합니다 .
⑥ 이중 헬리컬 기어
왼쪽 비틀림과 오른쪽 비틀
림의 헬리컬 기어를 조합한
것입니다 .
축방향력( 스러스트) 이
발생하지 않는다는 장점이
있습니다 .
(2)교차축 기어
① 직선 베벨기어
잇줄이 직선인 베벨기어입니다 .
베벨기어로는 비교적 제작
이 용이하므로 동력전달용
베벨기어로 가장 많이 보급
되고 있습니다 .
② 스파이럴 베벨기어
잇줄이 곡선이며 비틀림각
을 가진 베벨기어입니다 .
직선 베벨기어보다 제작이어렵지만 강하고 조용한 기
어로서 폭 넓게 사용되고 있
습니다 .
③ 제롤 베벨기어
비틀림각이 “거의 0” 인
스파이럴 베벨기어입니다 .
직선 베벨기어와 스파이럴
베벨기어의 특징을 함께 가진 독특한 베벨기어로 치면
에 가해지는 힘은 직선 베벨
기어와 거의 비슷합니다 .
그림 1.6 이중 헬리컬 기어
그림 1.7 직선 베벨기어
그림 1.8 스파이럴 베벨기어
그림 1.9 제롤 베벨기어
그림 1.10 원통 웜기어
그림 1.11 나사 기어
그림 1.12 페이스 기어
그림 1.13 장고형 웜기어
그림 1.14 하이포이드 기어

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 5/64
기어 기술자료
501
용 어용 어
1.2 기어의 기호와 용어
본 카달로그에서 사용하고 있는 기어의 기호 및 용어를
표 1.2~1.4 에 나타냅니다 . 지금까지 사용해 왔던 표기법
JIS B0120( 기어 기호 ) 와 JIS B 0102( 기어 용어 ) 는 국제
적 표기법의 통일을 목적으로 ISO 규격에 준거하는 표기법
(JIS B 0121:1999 과 JIS B 0102:1999) 으로 개정되었습니
다 . 이에 따라 본 카달로그의 기술자료도 가능한 한 ISO
규격에 준거하는 표기법으로 통일하였습니다 .
표 1.2 직선상 치수 및 원주상 치수 표 1.3 각도 치수
중심거리 ( 조립거리 )기준 피치정면 피치치직각 피치축방향 피치기초원 피치정면 기초원 피치치직각 기초원 피치
기준 압력각물림 압력각공구 압력각정면 압력각치직각 압력각축평면 압력각정면 물림 압력각이끝원 압력각치직각 물림 압력각
기준 원통 비틀림각피치 원통 비틀림각중앙 비틀림각 주 2
이끝 원통 비틀림각기초 원통 비틀림각
기준 원통 리드각피치 원통 리드각이끝 원통 리드각기초 원통 리드각
축각
기준 원추각피치 원추각 주 3
이끝 원추각 주 4
이뿌리 원추각 주 5
이끝각이뿌리각
정면 접촉각중첩각전체 접촉각이두께의 반각이끝원 이두께의 반각이홈 너비의 반각
크라운 기어의 각 피치
인벌류트 각( 인벌류트α )
이높이
이끝 높이이뿌리 높이활줄 이높이일정 활줄 이높이물림 이높이
이두께치직각 이두께정면 이두께봉우리 너비정면 기초원 이두께활줄 이두께일정 활줄 이두께걸치기 이두께
이의 홈
이뿌리 틈새원주방향 백래시법선방향 백래시
반지름 방향의 틈새축방향의 틈새
주 1
각도 백래시
치폭유효 치폭
리드
물림 길이접근 물림 길이퇴거 물림 길이중첩 물림 길이
기준원 지름피치원 지름이끝원 지름기초원 지름이뿌리원 지름중앙 기준원 지름
내단 이끝원 지름기준원 반지름피치원 반지름이끝원 반지름기초원 반지름이뿌리원 반지름
치형의 곡률 반지름
원추 거리배원추 거리
기 호
a p pt
pn
px
p b
p bt
p bn
α αw
α0
αt
αn
αx
αwt
αa
αwn
β β w β m β a β b γ γw
γa
γ b Σ
δ δw
δa
δf
θ a θ f
ζ α ζ β ζ γ ψ ψ a η
τ invα
h
ha
hf
ha
hc
hw
s sn
st
sa
s b
s sc
W
e c jt
jn
jr
jx
jθ b bw
pz
g α g f g a g β
d d w d a d b d f d m
d i r r w r a r b r f ρ R Rv
기 호
주 1. 축방향의 틈새는 JIS 규격에 정의되지 않은 용어이다 .
주 2. 스파이럴 베벨기어의 비틀림각은 JIS B 0102 에서는 나선각이다 .
주 3. JIS B 0102 의 정의에서는 피치각이다 .
주 4. JIS B 0102 의 정의에서는 이끝각이다 .
주 5. JIS B 0102 의 정의에서는 이뿌리각이다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 6/64
기어 기술자료
02
대문자 소문자 스펠링 읽는 법
표 1.5 에는 그리스 문자를 나타냅니다 .
표 1.5 그리스 문자
접선방향력 ( 원주 )
축방향력 ( 스러스트 )
반지름 방향력
핀지름
이상적인 핀지름
오버핀 치수
핀의 중심을 통과하는 압력각
마찰계수
이두께 계수
F t F x F r d p d' p M φ μ Κ
Α
Β
Γ
Δ
Ε
Ζ
Η
Θ
Ι
Κ
Λ
Μ
Ν
Ξ
Ο
Π
Ρ
Σ
Τ
Υ
Φ
Χ
Ψ
Ω
α
β
γ
δ
ε
ζ
η
θ
ι
κ
λ
μ
ν
ξ
ο
π
ρ
σ
τ
υ
φ
χ
ψ
ω
AlphaBetaGammaDeltaEpsilonZetaEtaThetaIotaKappaLambdaMuNu
XiOmicronPiRhoSigmaTauUpsilonPhiChiPsiOmega
알파베타감마델타엡실론제타에타세타요타카파람다뮤뉴크사이오미크론파이로우시그마타우웁실론파이카이프사이오메가
단일피치 오차
인접피치 오차
누적피치 오차
전체 치형 오차
이 홈의 흔들림
전체 잇줄 오차
f pt
f υ 또는 f pu
F p F α F r F β
이러한 기호 뒤에 1 이나 2 등의 숫자를 붙임으로써 소
기어와 대기어 , 웜과 웜휠 , 구동기어와 피동기어 등을 구
별하여 사용합니다 . 사용 예 (P503 그림 2.1 참조 ).
용 어
각속도선속도회전수전위계수치직각 전위계수축직각 전위계수중심거리 수정계수
표 1.4 기타
잇수상당 평기어 잇수줄수 또는 소기어 잇수잇수비
속도 전달비모듈정면 모듈치직각 모듈축방향 모듈직경 피치
정면 물림률중첩 물림률전체 물림률
z z v z 1 u
i m mt
mn
mx
P
εα εβ εγ
ω v n x xn
xt
y
기 호

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 7/64
기어 기술자료
503
1 단 기어기구에서 구동기어의 잇수를 z 1, 회전수를 n1, 피
동기어의 잇수를 z 2, 회전수를 n2 라고 하면 속도 전달비 i 는
다음과 같이 계산됩니다 .
속도 전달비 i = = (2.1)
이 속도 전달비 i 의 크기에 따라 1 단 기어기구는 3 가지
로 분류할 수 있습니다 .
속도 전달비 i < 1 증속 기어기구 n1 < n2
속도 전달비 i = 1 등속 기어기구 n1 = n2
속도 전달비 i > 1 감속 기어기구 n1 > n2
그림 2.1의 (A) 와 (B) 의 외접기어 간의 1단 기어기구에서
는 구동기어와 피동기어의 회전방향은 반대가 됩니다.
그림 2.1 의 (C) 평기어와 인터널기어의 물림에서는 회전
방향이 같아집니다 .
그림 2.1 의 (D) 의 웜기어의 물림에서는 비틀림 방향에따라 회전방향은 바뀝니다 .
n2
n1
기어라는 것은 1 개만으로는 동력을 전달할 수 없습니다 .
적어도 2 개 이상의 기어를 맞물리게 함으로써 일을 합니
다 .여기에서는 가장 단순한 기어열인 1 단 기어기구와 그것을
2 쌍 사용한 2 단 기어기구에 대하여 설명합니다 .
2.1 1 단 기어기구
1 쌍의 기어를 맞물린 기어열을 1 단 기어기구라고 합니
다 . 그림 2.1 은 모두 1 단 기어기구입니다 .
2 기어열의 속도 전달비와 회전방향
(A) 평기어 간 (B)
베벨기어
(C) 평기어와 인터널기어 (D)
웜기어 쌍
그림 2.1 1 단 기어기구
기어 2 기어 1 기어 2 기어 1
기어 2 기어 1 오른쪽 비틀림 웜 왼쪽 비틀림 웜
오른쪽 비틀림 웜휠 왼쪽 비틀림 웜휠
z 1 z 2
( z 2,n2) ( z 1,n1)( z 2,n2) ( z 1,n1)
( z 2,n2) ( z 1,n1) ( z 1,n1) ( z 1,n1)
( z 2,n2) ( z 2,n2)

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 8/64
기어 기술자료
04
번
호항목 기호 계산식
계산 예
소기어 대기어
1 잇수 (1단째 기어) z 1 , z 2
설정치
10 24
2 잇수 (2단째 기어) z 3 , z 4 12 30
3 회전수 ( 기어 1) n1 1200 –
4 속도 전달비 (1단째 ) i1
z 2 z 1
2.4
5 속도 전달비 (2단째 ) i2
z 4 z 3
2.5
6 속도 전달비 i i1×i2 6
7 회전수( 기어2 및 3) n2
n1
i1500
8 회전수 ( 기어 4) n4
n1
i – 200
이 2 단 기어기구에서 기어 2 와 기어 3 의 잇수를 같게 한
것이 그림 2.4 의 기구입니다 .
이 기구에서 기어 2 는 속도 전달비 i 에 영향을 주지 않는
아이들 기어로 되어 있습니다 .
이 기구는 아이들 기어를 사용한 1 단 기어기구로 생각할수 있으며, 그 속도 전달비 i 는 (2.4) 의 식으로 나타낼 수
있습니다 .
속도 전달비 i = × = (2.4)
이들 외에 랙를 사용한 1 단 기어기구가 있습니다 . 이 1
단 기어기구에서 피니온의 잇수를 z1, 으로 하고 피니온이
각도 θ 만큼 회전했을 때의 랙의 이동량 은 다음 식으로
계산됩니다 .
=
× πm (2.2)
이 식에서 πm 은 랙의 피치입니다 .
기어 4 기어 3 기어 2 기어 1
그림 2.3 2 단 기어기구
기어 3 기어 2 기어 1
그림 2.4 아이들 기어를 사용한 1 단 기어기구
360
z 1θ
z 1 z 2
z 2 z 3
z 1 z 3
( z 4,n4) ( z 3,n3) ( z 2,n2) ( z 1,n1)
( z 3,n3) ( z 2,n2) ( z 1,n1)
2.2 2 단 기어기구
2 단 기어기구란 1 단 기어기구를 2 쌍 사용한 것입니다 .
그림 2.3 에는 평기어의 2 단 기어기구를 나타냅니다 .
여기서 1 단째의 기어 1 을 구동기어라고 하면 , 이 2 단 기
어기구에서의 속도 전달비 i 는 (2.3) 식으로 나타낼 수 있습
니다 .
속도 전달비 i = × = × (2.3)
단 , n2 = n3 입니다 .
이 2 단 기어기구에서 기어 1 과 기어 4 의 회전방향은 같
은 방향입니다 .
z 1 z 2
z 3 z 4
n2
n1
n4
n3
πm
l
θ
그림 2.2 피니온과 랙
그림 2.3 의 2단 기어기구의 계산식을 표 2.1 에 나타
냅니다 .
표 2.1 2단 기어기구의 속도 전달비
회전수의 단위는 rpm. 설정치란 계산자가 미리 정해놓은 값이다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 9/64
기어 기술자료
505
용어 기호 식 정의
모듈 m pπ
이의 크기를 밀리미터 단위로 나타낸 것기준 피치를 원주율 ( π ) 로 나눈값
피치 p πm기준선상에서 이웃한 이까지의 거리모듈 m 을 원주율 ( π ) 배 한 값
압력각 α (20 도)이가 기준선의 법선에 대하여 기울어있는 각도
이끝 높이 ha 1.00m 기준선에서 이끝까지의 거리
이뿌리 높이 hf 1.25m 기준선에서 이뿌리까지의 거리
이높이 h 2.25m 이끝에서 이뿌리까지의 거리
물림 이높이 hw 2.00m 상대 기어와 맞물린 이의 높이
이뿌리 틈새 c 0.25m이뿌리에서 상대기어의 이끝까지의거리 ( 틈새 )
이뿌리곡률 반지름
ρf
0.38m 치면과 이뿌리 사이의 곡률 반지름
현재 동력전달용 기어에 널리 사용되고 있는 치형은 인벌
류트 치형입니다 . 이 인벌류트 기어는 제작하기 쉽다거나
중심거리가 다소 틀려도 매끄럽게 맞물리는 등의 장점이 있습니다 .
3.1 기어의 치형 및 치수
인벌류트 기어 치형의 기준이 되는 랙 치형을 그림 3.1 에
나타냅니다 . 표 3.1 에는 치형에 관하여 자주 사용되는 용
어 , 기호 , 계산식 및 정의를 나타냅니다 . 이 기어의 치형과
같이 이높이가 모듈의 2.25 배인 치형을 표준치형이라고 말
합니다 . 이 표준치형이 가장 일반적이지만 경우에 따라서
는 이것보다 이높이가 낮은 저치형 , 이높이가 높은 고치형도 사용되고 있습니다. 압력각은 20 도가 일반적입니다만,
14.5 도 , 17.5 도 등 특수한 압력각을 이용하는 경우도 있습
니다 .
3 기어의 치형
그림 3.2 랙 치형의 모듈별 실제크기
m1
m2
m4
m8
표 3.2 모듈의 표준치 단위 mm
p = πm
e
h
h f
h a
h w
c
c
s
ρf
α
그림 3.1 기준랙 치형
이뿌리
상대 표준 기준랙의 치형
표준 기준랙의 치형
표 3.1 치형에 관한 용어
JIS 규격에서 정한 일반기계 및 중기계용 평기어 및 헬리
컬 기어에 이용하는 모듈의 표준치를 표 3.2 에 나타냅니다 .
가능한 한Ⅰ
열의 모듈을 이용할 것 , 모듈 6.5 는 가능한 한사용하지 말 것을 권장하고 있습니다 .
Ⅰ Ⅱ
0.10.20.30.40.50.6
0.8
11.251.522.5
0.150.250.350.450.550.70.750.91.1251.3751.752.252.75
Ⅰ Ⅱ
3456
81012
162025324050
3.54.55.5
(6.5)79
11141822283645
JIS B 1701-2:1999 원통기어 - 인벌류트 기어 치형 제 2 부 : 모듈에서 발췌
그림 3.2 에는 모듈 1/2/4/8 의 랙 치형의 실제크기를
나타냅니다 .
이끝

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 10/64
기어 기술자료
06
그림 3.3 의 invα 는 인벌류트각 ( 인벌류트 α) 이라고 합
니다 . 단위는 라디언 (rad) 입니다 . θ는 인벌류트 구름각
이라고 합니다 .
inv α = tan α − α ( rad ) (3.2)
인벌류트 곡선의 좌표 ( x , y ) 는 식 (3.3) 으로 계산할 수
있습니다 . 좌표계산의 예를 표 3.4 에 나타냅니다 .
α = cos−1r br
x = r cos (inv α )
y = r sin ( inv α )
모듈 이외에 이의 크기를 나타내는 단위로는 원피치
pCP 또는 직경피치 P 가 사용됩니다 .
원피치 CP 란 기준피치 p 를 말합니다 . 이 기준피치
를 정수로 함으로써 이송기구에서 이송량을 원하는 정수
로 하기 쉬워집니다 .
직경피치 P DP 는 길이의 단위로 인치를 사용하는 국
가들 ( 예를 들어 미국 등 ) 에서 사용되고 있는 이의 크기
를 나타내는 단위입니다 . 직경피치 P 는 (3.1) 식에서 모
듈 m 으로 환산할 수 있습니다 .
m = (3.1)
(3.3)
3.2 인벌류트 곡선
인벌류트 곡선은 그림 3.3 과 같이 기초원에 감긴 실을 풀
때 실의 끝이 그리는 곡선입니다 . 마찬가지로 기초원에 접
하여 미끄러지지 않고 구르는 직선상의 1 점이 그리는 곡선도 인벌류트 곡선입니다 .
그림 3.3 인벌류트 곡선
기어제원 설정치 기어제원 설정치
모듈 5 기준원 직경 150.00000압력각 20 기초원 직경 140.95389
잇수 30 이끝원 직경 160.00000
표 3.4 인벌류트 곡선의 좌표계산 예
r(반지름) α(압력각) x 좌표 y 좌표
70.47695 0.00000 70.4769 0.0000
72.00000 11.80586 71.9997 0.2136
74.00000 17.75087 73.9961 0.7628
76.00000 21.97791 75.9848 1.5192
78.00000 25.37123 77.9615 2.4494
80.00000 28.24139 79.9218 3.5365
좌표계산의 순서는 다음과 같습니다 .
① 반지름 ( r ) 을 결정
② 식 (3.3) 에서 압력각 α, x / y 좌표를 계산
표 3.3 에는 모듈 (m), 원피치 (CP) 및 직경피치 (DP)
의 비교표를 나타냅니다 .
표 3.3 피치 비교표
모듈m
원피치CP
직경피치DP
0.39688 01.24682 64.00000
0.50000 01.57080 50.80000
0.52917 01.66243 48.00000
0.6 01.88496 42.33333
0.79375 02.49364 32.00000
0.79577 2.5000 31.91858
0.8 02.51327 31.75000
1 03.14159 25.40000
1.05833 03.32485 24.00000
1.25 03.92699 20.32000
1.27000 03.98982 20.00000
1.5 04.71239 16.93333
1.59155 05.00000 15.95929
1.58750 04.98728 16.00000
2 06.28319 12.70000
2.11667 06.64970 12.00000
2.5 07.85398 10.16000
2.54000 07.97965 10.00000
3 09.42478 08.46667
3.17500 09.97456 08.00000
3.18310 10 00000 07.97965
4 12.56637 6.3500
4.23333 13.29941 6.0000
4.77465 15.00000 05.31976
5 15.70796 5.0800
5.08000 15.95929 5.0000
6 18.84956 04.23333
6.35000 19.94911 4.0000
6.36620 20.00000 03.98982
8 25.13274 3.1750
8.46667 26.59882 3.0000
10 31.41593 2.5400
25.4P
y
xO
c
r
r b
a
inv α
α
bαθ

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 11/64
기어 기술자료
507
3.3 인벌류트 기어의 물림
그림 3.4에 한 쌍의 표준 평기어의 물림을 나타냈습니다.
그림과 같이 인벌류트 기어의 접촉점은 기초원의 공통접
선 ( 작용선 ) 위를 이동해 갑니다 .
이것으로 한 쌍의 기어가 맞물리는 조건으로서 기초원 피치 p b 가 같아야 한다는 점이 필요합니다 .
p b = πm cos α (3.4)
이 (3.4) 식으로부터 한 쌍의 기어에서 모듈 m 뿐 아니라
압력각α 도 같지 않으면 기어는 올바르게 맞물리지 않는다
는 점을 알 수 있습니다 .
그림 3.4 에서 작용선상의 길이 ab 를 물림길이라고 합니
다 . 이 물림길이 ab 를 기초원 피치 p b 로 나눈 값을 정면 물
림률이라고 합니다 .
정면 물림률 εα = (3.5)
기어가 올바르게 회전을 전달하려면 이 물림률은 1 보다커야 합니다 .
이런 인벌류트 기어의 물림에서는 모듈 m 과 압력각 α 가
대단히 중요한 요소입니다 .
O1
O2
O1
O2O2
d 1d b1
d 2d b2
b
a
α
α
O1
그림 3.4 인벌류트 기어의 물림
그림 3.5 표준 평기어의 창성
랙형 공구
물림길이 ab
기초원 피치 p b
물 림 길 이
α
d bd
O
I
s i n 2 α
d 2
( α = 20°, z = 10, x = 0 )
3.4 인벌류트 치형의 창성
인벌류트 치형은 랙형 공구에 의해 쉽게 창성할 수 있습니다 . 이 원리를 응용한 대표적인 치절삭 기구로서는 호브
반이나 기어 플레이너 등이 있습니다 . 이들 기구에 의해 인
벌류트 치형이 창성되는 모양을 그림 3.5 에 나타냈습니다 .
표준 평기어에서는 기어의 기준원지름과 랙형 공구의 기준
피치선이 미끄러지지 않고 맞닿아 돌며 그림 3.5 와 같은 인
벌류트 치형이 창성되는 것입니다 .
인벌류트 기어를 창성 절삭하는 기계로는 상기 외에 피니
언 커터를 사용하는 기어 세이퍼가 있습니다 . 기어 세이퍼
는 외접기어뿐 아니라 인터널기어도 가공할 수 있습니다.

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 12/64
기어 기술자료
08
번
호 항목 기호 단위 계산식 계산 예
1 모듈 m mm
설정치
2
2 압력각 α 도 20
3 잇수 z - 16
4 전위계수 x - 0.3
5 기준원 지름 d
mm
zm 32
6 기초원 지름 d b d cosα 30.07016
7 이끝원 지름 d a d + 2m (1+ x) 37.2
8 이끝원 압력각 αa 도 cos-1 36.06616
9 인벌류트 α invα
라디언
tanα − α 0.014904
10 인벌류트 αa invαa tanαa− αa 0.098835
11이끝원이두께의 반각
ψ a + + (inv α − inv αa)
2 z π
z 2 x tan α
0.027893
12 봉우리 너비 sa mm ψ a d a 1.03762
sa
αa
ψ a
3.5 언더컷
그림 3.5 와 같이 적은 잇수의 표준 평기어를 치절삭할 때
커터를 간섭점 I 보다도 깊게 절입하면 언더컷 (undercut)
이 발생합니다 . 언더컷이란 공구의 날끝 직선부(hc)에서
기어의 이뿌리에 있어서의 치형곡선 일부분이 잘려지는 현
상을 말합니다 .
표준 평기어에서 날끝 직선부의 깊이를 m 이라 하면 언더
컷이 발생하지 않는 조건은 ,
m sin2 α (3.6)
이 조건에서 표준 평기어의 언더컷 한계잇수 z는 식 (3.7)
으로 구할 수 있습니다 .
z = (3.7)
기준압력각 α = 20°일때의 언더컷 한계잇수 z 는 17 입니다 . 16 이하의 잇수라도 강도와 물림율에 문제가 없다면 사
용상 지장이 없습니다 .
3.6 기어의 전위
그림 3.5 와 같이 기준 압력각 α = 20°, 잇수 z = 10인 표
준기어에서는 언더컷이 발생합니다 . 이 언더컷을 방지하는
방법으로 기어의 전위가 있습니다 . 기어의 전위에는 양( 플
러스) 전위와 음( 마이너스 ) 전위가 있습니다만 , 그림 3.5
의 기어에서 언더컷을 방지하기 위하여 양전위한 예를 그림3.6 에 나타냅니다. 그림 3.6 의 양전위와는 반대로 음전위
한 예를 그림 3.7에 나타냈습니다만, 음전위를 함으로써 언
더컷은 더욱 커집니다. 그림 3.6 과 그림 3.7 의 전위기어에
서 공구의 이동량 xm 을 전위량이라고 하며 , x 는 전위계수
입니다 .
전위 평기어에서 언더컷이 발생하지 않는 조건은 ,
m − xm sin2 α (3.8)
이것으로 언더컷 한계잇수 z 는
z = (3.9)
마찬가지로 언더컷 한계 전위계수 x 는
x = 1 − sin2 α
(3.10)
이와 같이 언더컷을 막기 위한 것 외에 중심거리를 조절
하기 위해서도 기어의 전위를 자주 사용합니다.
기어를 양전위했을 때에 주의해야 하는 문제로 이끝 폭의
문제가 있습니다 . 적은 잇수의 기어에서 양전위가 너무 크
면 이끝이 뾰족해지는 현상이 일어납니다 .
평기어에서 이끝의 폭 ( 봉우리 너비 ) 을 계산하는 방법
을 표 3.5 에 나타냅니다 .
표 3.5 평기어의 이끝 너비의 계산
그림 3.6 양전위 평기어의 창성
그림 3.7 음전위 평기어의 창성
그림 3.8 봉우리부 너비
랙형 공구
랙형 공구
2
mz
sin2α
2
sin2α
2 (1 − x)
2 z
αd b
d O
x m
s i n 2 α
d 2
( α = 20°, z = 10, x = + 0.5 )
x m
αd b
d
O
( α = 20°, z = 10, x = − 0.5 )
d b
da
2
zm

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 13/64
기어 기술자료
509
기어에는 독특한 용어가 많이 있습니다만 기어가공에도 독
특한 방법이 있습니다 . 그 중에서도 대표적인 것을 소개합니
다 .
(1) 치형 수정
치형 수정이란 이끝 수정과 이뿌리 수정의 총칭입니다 .
이들 중에서 이끝 수정이 널리 사용되고 있습니다 .
이끝 수정이란 이끝 부근의 치형을 제거하여 의도적으로
올바르지 않은 인벌류트 치형으로 하는 것입니다 .
이에 따라 이에 힘이 가해져 이가 휘어도 상대 이에 간섭
되는 것을 피할 수 있으므로
소음 저하 , 수명 연장 등에
효과가 있습니다 . 그러나필요 이상의 과도한 치형 수
정은 치형 오차가 커진다는
것과 같으므로 물림에 악영
향을 줍니다 .
(2) 크라우닝과 엔드 릴리프
(릴리핑)
크라우닝과 엔드 릴리프는 모두 잇줄방향의 수정입니다.
특히 크라우닝에서는 이접촉을 치폭 중앙부에 집중시키는
것이 목적이므로 잇줄 방향으로 적당히 부풀도록 가공합니다 . 이 때 필요 이상으로 과도한 크라우닝을 하면 이접촉 면
적이 너무 작아지므로 강도에 악영향을 끼칩니다 . 엔드 릴
리프는 치폭 양단부를 적당히 잘라 내는 방법입니다 . 엔드
릴리프는 치폭 양단부를 적당히 잘라 내는 방법입니다 .
(3) 토핑과 세미토핑
호브 ( 치절삭 공구 ) 로 기어의 치형을 창성하는 방법은
3.4 인벌류트 치형의 창성으로 설명했습니다만, 이 치절삭
공구로 치형을 창성함과 동시에 기어의 외경가공이나 이끝
을 면취가공하는 것을 토핑이나 세미토핑이라고 합니다 .
그림 3.5, 3.6, 3.7 은 랙형 공구에 의한 치형의 창성가공
과 바깥지름 가공 ( 토핑 ) 을 나타내고 있습니다 . 이 토핑을 실시함에 따라 외경의 흔들림을 작게 하거나 이끝의 버
(burr) 발생을 방지하는데 도움이 됩니다 .
그림 3.11 에는 세미토핑 공구의 날형태와 그 공구에 의
해 치절삭된 기어의 치형을 나타냅니다 . 이 세미토핑을 실
시함으로써 이끝에 발생하기 쉬운 타흔을 방지하거나 버
(burr) 의 발생을 방지하는데 도움이 됩니다 .
세미토핑을 함으로써 물림에 유효한 이끝의 높이는 감소하
고 물림률도 감소하므로 너무 큰 세미토핑은 바람직하지 않습
니다.
그림 3.12 에는 표준적인 세미토핑의 크기와 형태를 나타냅
니다.
이 토핑과 세미토핑은 개별적으로 실시하는 경우와 함께하는 경우가 있습니다.
3.7 치형 수정과 잇줄 수정
그림 3.9 치형수정
그림 3.10 크라우닝과 엔드 릴리프
크라우닝 엔드 릴리프
그림 3.11 세미토핑 날형태와 치형
세미토핑 날형태 세미토핑 치형
그림 3.12 세미토핑의 크기와 형태
0.1m

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 14/64
기어 기술자료
10
4.1 각종 백래시의 설명
(1) 원주방향 백래시 ( j t )
상대기어를 고정하고 한쪽의 기어를 물림치면에서 반대
물림치면에 접촉할 때까지 회전할 수 있는 피치원상의
호의 길이 .
(2) 법선방향 백래시 ( j n )
한 쌍의 기어간에 물림치면을 접촉시키고 있을 때 반대 물
림치면 사이의 최단거리 . 치직각 방향의 백래시 .
(3) 각도 백래시 ( jθ )
상대기어가 일정한 위치에서 고정되었을 때 한쪽의 기어
가 움직일 수 있는 각도의 최대값 .
(4) 반지름 방향 틈새 ( j r )
물림측 치면과 반대 물림측 치면이 접촉하도록 하였을 때
정해진 중심거리로부터의 감소량 ( 이동량 ).
(5) 축방향 틈새 ( j x )
베벨기어의 물림측 치면과 반대 물림측 치면이 접촉하도
록 하였을 때 정해진 조립거리로부터의 감소량(이동량).
4 기어의 백래시
그림 4.1 원주방향 / 법선방향 백래시 및 반지름 방향의 틈새
원주방향 백래시
반 지 름 방 향 의 틈 새
법 선 방 향 백 래 시
물림측 치면 반대 물림측 치면
1 쌍의 기어가 부드럽게 무리없이 회전하려면 백래시가 필
요합니다 . 백래시란 1 쌍의 기어를 맞물렸을 때 치면 사이
의 틈새를 말하며 아래와 같이 분류됩니다 .
j x
그림 4.2 베벨기어의 축방향 틈새
축방향 틈새
조립거리
jt
j n
j r
4.2 각종 기어의 백래시 환산식
각종 기어의 백래시 및 틈새의 환산식을 표 4.1 에 나타냅
니다 . 원추형 기어인 베벨기어의 경우에는 반지름 방향의
틈새 대신 축방향 틈새를 검토합니다 .
표 4.1 백래시 및 틈새 환산식
기어쌍 기어의 종류원주방향 백래시
jt법선방향 백래시
jn각도 백래시
jθ반지름 방향 틈새
jr 축방향 틈새
jx
평 행 축평기어 jn
cos αn cos β jt cos αn cos β
360º jt�d
jn2sin αn
헬리컬 기어
교 차 축직선 베벨기어 jn
cos αn cos β m jt cos αn cos β m
jn2sin αn sin δ스파이럴 베벨기어
어긋난 축
나사기어 jncos αn cos β
jt cos αn cos β
jn2sin αn
웜 jncos αn sin γ
jt cos αn sin γ
웜휠 jncos αn cos γ jt cos αn cos γ

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 15/64
기어 기술자료
511
(1) 평행축 기어쌍의 백래시 환산 예
평기어 및 헬리컬 기어 쌍의 백래시와 중심거리의 환산 예
를 표 4.2 에 나타냅니다 . 중심거리 ( 반지름 방향의 틈새 )
를 증감함으로써 백래시를 조절할 수 있습니다 .
표 4.2 평기어 및 헬리컬 기어 쌍
№ 사양 기호 계산식 평기어 헬리컬 기어( 축직각 )
1 정면 모듈 mt
설 정 치
2 2
2 치직각 압력각 αn 20° 18°43
3 정면 압력각 αt 20° 20°
4 잇수 z 20 40 20 40
5 비틀림각 β 0 21°30'
7 법선방향백래시
jn 0.150 0.150
6 기준원 지름 d zmt 40 80 40 80
8 원주방향백래시
jt jn
cos αn cos β 0.160 0.170
9 각도 백래시(°) jθ360º jt�d
0.457° 0.229° 0.488° 0.244°
10 반지름 방향의틈새
jr jn
2sin αn0.219 0.234
(2) 교차축 기어쌍의 백래시 환산 예
베벨기어 쌍의 백래시와 조립거리의 환산 예를 표 4.3 에
나타냅니다 .
베벨기어에서 백래시의 조정은 심 (shim) 에 의해 조립거
리 ( 축방향의 틈새 ) 를 조정하는 방법이 일반적입니다 . 조
립거리를 조정할 때는 대 / 소 기어를 균형있게 조정하여 이
접촉을 정상으로 유지할 필요가 있습니다 .
표 4.3 베벨기어 쌍
№ 사양 기호 계산식
직선베벨기어
스파이럴베벨기어
소기어 대기어 소기어 대기어
1 축각 Σ
설 정 치
90° 90°
2 모듈 m 2 2
3 치직각 압력각 αn 20° 20°
4 잇수 z 20 20 20 40
5 중앙 비틀림각 β m 0 35°
6법선방향백래시
jn 0.150 0.150
7 기준원 지름 d zm 40 40 40 80
8 피치각 δ1•δ
2
tan-1
z 2 z 1
Σ − δ1 45° 45° 26°34' 63°26'
9원주방향백래시
jt jn
cos αn cos β m0.160 0.195
10 각도 백래시(°) jθ360º j t
�d 0.457° 0.457° 0.558° 0.279°
11 축방향 틈새 jx jn
2sin αn sin δ 0.310 0.310 0.490 0.245
(3) 어긋난축 기어쌍의 백래시 환산 예
웜기어 쌍의 백래시와 조립거리의 환산 예를 표 4.4 에 나
타냅니다 .
웜 기어의 특징으로서 구동기어와 피동기어 ( 웜과 웜휠 )
의 원주방향 백래시가 다릅니다 .
№ 사양 기호 계산식웜기어
웜 웜휠
1 축각 Σ
설 정 치
90°
2 축방향 / 정면 모듈 mx•mt 2
3 치직각 압력각 αn 20°
4 잇수 z 1 20
6 기준원 지름 ( 웜 ) d 1 31 -
5 법선방향 백래시 jn 0.150
7 기준원 지름 ( 웜휠 ) d 2 z 2mt - 40
8 리드각 γ tan-1
d 1
mx z 13°41'
9 원주방향 백래시 jt1
jncos αn sin γ 2.480 -
jt2 jn
cos αn cos γ - 0.160
10 각도 백래시(°) jθ 360º jt�d
9.165° 0.458°
11 반지름 방향의 틈새 jr jn
2sin αn 0.219
표 4.4 웜기어 쌍
№ 사양 기호 계산식나사기어
소기어 대기어
1 축각 Σ
설 정 치
90°
2 치직각 모듈 mn 2
3 치직각 압력각 αn 20°
4 잇수 z 10 20
5 비틀림각 β 45° 45°
7 법선방향 백래시 jn 0.150
6 기준원 지름 d zmn
cos β 28.284 56.569
8 원주방향 백래시 jt jn
cos αn cos β 0.226 0.226
9 각도 백래시(°) jθ360º j t
�d 0.915° 0.457°
10 반지름 방향의 틈새 jr jn
2sin αn0.219
표 4.5 나사기어 쌍
나사기어 쌍의 백래시 환산 예를 표 4.5 에 나타냅니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 16/64
기어 기술자료
12
( z
4,d
4) ( z
3,d
3) ( z
2,d
2) ( z
1,d
1)
4.3 이두께와 백래시
기어에 백래시를 두려면 기어의 이두께를 작게 하는 방법
과 중심거리를 크게 하는 방법이 있습니다 . 현재는 전자 쪽
이 널리 보급되어 있으므로 여기서는 이두께를 작게 하는방법을 소개합니다 .
이두께에서 계산한 것은 기어의 기준이 되는 이두께였습
니다 . 1 쌍의 기어에 있어서 소기어의 이두께를 기준 이두
께 s1 보다도 Δs1 만만큼만 작게 가공하고 , 대기어의 이두께
를 기준 이두께 s2 보다도 Δs2 만큼만 작게 가공한 경우 , 원
주방향 백래시는 Δs1 + Δs2 가 됩니다 . 여기서 이두께 감소
량 Δs1 과 Δs2 각각 0.1, 기준 압력각 α=20°로 하면 원주방
향 백래 jt 는
jt = Δs1 + Δs2
= 0.1 + 0.1 = 0.2
이것을 법선방향 백래시 jn 로 환산하면
jn = jt cos α
= 0.2 × cos 20° = 0.1879
반지름 방향의 틈새 jr 로 환산하면
jr =
= = 0.2747
이와 같이 기어의 이두께를 감소시켜 백래시를 둘 때에는
JIS 의 백래시 규격을 참고합니다 .
JIS 의 백래시 규격으로는 JIS B 1703-1976( 폐지규격 ) 평
기어 및 헬리컬 기어의 백래시와 JIS B 1705-1973 베벨기어
백래시가 있습니다 . 이러한 규격은 정면에서의 원주방향
백래시 jt 의 크기를 규정하고 있습니다 . 이것들은 표준적인
백래시 크기를 규정하고 있으므로 사용목적에 따라서는 규
격 외의 백래시를 채용하는 경우도 있습니다 .
도면상에 기어의 이두께를 기입할 때에는 이두께 외에 이
두께의 치수 허용공차 및 백래시의 크기도 기입할 필요가
있습니다 .
기입 예로는
이두께 3.141
백래시 0.100 ~ 0.200
이두께의 치수 허용공차는 백래시를 결정하는 것이므로
매우 중요합니다 .
4.4 기어열과 백래시
1 단 기어기구에서의 백래시는 4.2 각종 기어의 백래시 계
산식으로 나타냈습니다 . 여기서는 2 단 기어기구의 백래시
에 대하여 그 산출방법을 소개합니다 . 그림 4.3 의 2 단 기어기구에서 1 번째 단의 원주방향 백래
시를 jt1, 2 번째 단의 원주방향 백래시를 jt4 라고 합니다 .
여기서 1 번째 단의 소기어 1 을 고정했을 때 , 2 번째 단의
대기어 4 의 전체 원주방향 백래시 jtT4 는
jtT4 = jt1 + jt4 (4.1)
이것을 각도 백래시로 환산하면
jθ = jtT4 (도) (4.2)
다음으로 2 번째 단의 대기어 4 를 고정했을 때 ,
1 번째 단의 소기어 1 의 전체 원주방향 백래시 jtT1 는
jtT1 = jt4 + jt1 (4.3)
이것을 각도 백래시로 환산하면
jθ = jtT1 (도) (4.4)
-0.050- 0.100
2 tan α
jt
2 × tan 20°
0.2
d 2
d 3
d 3
d 2
πd 4
360
πd 1
360
그림 4.3 2 단 기어기구의 백래시
기어 4 기어 3 기어 2 기어 1

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 17/64
기어 기술자료
513
4.5 백래시를 작게 하는 방법
( 제로 백래시 기어 )
작은 백래시 또는 백래시 제로 (0) 는 대단히 높은 위치결
정 정밀도가 필요한 기어장치 등에 요구되는 성능입니다 .최근에는 이러한 요구가 이전보다 증가하고 있습니다 . 각
종 기어에서 작은 백래시 , 나아가서는 제로 백래시를 실현
하는 방법을 소개합니다 .
(1) 이두께 감소량이 작은 기어 ( 일반적인 방법)
일반적인 기어보다 이두께 감소량이 작은 기어를 만들어
규정된 중심거리 또는 조립거리로 조합하여 사용하면 백래
시는 비교적 작게 할 수 있습니다 .
이 방법은 백래시를 제로 (0) 로는 할 수 없지만 모든 종류
의 기어에 적용 가능한 가장 간단한 방법입니다 . 이홈의 흔들림이 작은 기어를 사용하면 백래시의 변동은 작게 할 수
있습니다 .
백래시가 제로로 되어 버리면 부드럽게 회전을 전달할 수
없을 가능성이 있으므로 주의가 필요합니다 .
(2) 백래시를 작게 조정할 수 있는 기어
백래시를 작게 조정할 수 있는 기어 또는 구조를 이용하는
방법입니다 . 백래시 제로는 아닙니다 .
(a) 중심거리 조정방식
평기어 , 헬리컬 기어 , 나사기어 및 웜기어 등에 적용할 수 있습니다 .
기어의 중심거리를 작게 함으로써 반지름 방향의 틈
새를 조정하여 백래시를 작게 합니다 .
중심거리를 조정할 수 있는 구조가 복잡합니다 . (b) 조립거리 조정방식
베벨기어의 조립거리를 작게 함으로써 축방향의 틈새
를 조정하여 백래시를 작게 합니다 .
베벨기어의 경우 , 한쪽 기어의 조립거리만 크게 조정
하면 이접촉에 나쁜 영향이 발생합니다 .
양쪽 기어의 조립거리를 균형 있게 조정하는 것이 기본
입니다 .
조립거리 조정은 심 (shim) 에 의한 방법이 일반적입
니다 .(c) 기어를 2 개로 분할하는 방법거의 모든 기어에 적용 가능한 방법입니다 .
기어를 2 개로 분할하여 상호 이의 위상관계를 조정한 후
고정하여 백래시를 작게 합니다 . 원리를 그림 4.4 에 나
타냅니다 .
헬리컬 기어나 웜기어의 경우에는 한 쪽의 기어 ①을 축
방향으로 이동하고 상호 이의 위상을 조정하는 방법도 있
습니다 . 원리를 그림 4.5 에 나타냅니다 .
(d) 테이퍼 기어 ( 평기어 및 테이퍼 랙 ) 테이퍼 기어는 별칭으로 코니컬 기어 (conical gear) 라고
도 부릅니다 .
테이퍼 기어는 이를 연속적으로 전위하여 원추형상으로
한 기어이므로 연속적으로 치형 / 이두께가 변화합니다 . 테이퍼 평기어의 치형을 그림 4.6 에 나타냅니다 .
테이퍼 기어를 축방향으로 이동시키면 맞물리는 이의 이
두께가 바뀌므로 백래시를 조정할 수 있습니다 . 테이퍼 기
어를 축방향으로 이동시키려면 심 (shim) 조정에 의한 방법
이 단순하고 확실합니다 . 테이퍼 기어는 베벨기어와는 달
리 축방향으로 이동하여도 이접촉이 바뀌지 않는 장점이 있
습니다 .
그림 4.4 2 개로 분할한 기어 ( 고정식 )
그림 4.6 테이퍼 평기어의 치형
그림 4.5 헬리컬 기어의 백래시 조정
+ 전위- 전위
전위 제로

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 18/64
기어 기술자료
14
(e) 복수 리드 웜기어
좌우 치면의 모듈 크기를 바꾼 기어입니다 .
웜 좌우 치면의 피치가 다르므로 이두께는 연속적으로
변화합니다 .
웜을 축방향으로 이동함으로써 물림부의 이두께가 바뀌므로 백래시를 조정할 수 있습니다 .
축방향으로의 조정은 여러가지 방법을 생각할 수 있지
만 다른 기어와 마찬가지로 심 (shim) 에 의한 방법이 단
순하고 확실합니다 .
치면의 유막이 끊어지지 않도록 어느 정밀도의 백래시
를 확보할 필요가 있습니다 . 제로 백래시는 바람직하지
않습니다 .
복수 리드 웜의 원리를 그림 4.7 에 나타냅니다 . ( 자세
한 설명이 P418 에도 있습니다 . 참조 바랍니다 .)
P L P L P L P L
P R P R P R P R
그림 4.7 복수 리드 웜기어의 원리
우치면좌치면
(3) 백래시를 제로 (0) 로 할 수 있는 기어
외력에 의해 강제적으로 백래시를 제거하는 구조의 기어
입니다 .
기어는 양 치면 물림이 되므로 유막이 끊어지지 않도록 윤
활에 주의가 필요합니다 .
이 방법은 웜기어 또는 나사기어와 같이 동력전달시 치면
의 미끄럼이 큰 기어에는 적합하지 않습니다 .
미끄럼이 큰 치면에서 유막이 끊어졌을 경우에는 급격한
치면마찰의 위험이 있습니다 .
원주방향의 백래시를 제로로 하는 시저스 기어
2 분할한 기어에서 스프링의 힘 등으로 상대기어의 이
를 강하게 잡아당겨 백래시를 제거하는 방법입니다 .
그림 4.8 에 구조 예를 보여줍니다 .
그림 4.8 시저스 기어 ( 코일 스프링 사용 예 )

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 19/64
기어 기술자료
515
기어는 동력과 회전을 전달하는 기계요소입니다 . 이 기어에 요구되는 성능으로는
(3) 전체치형오차( F α)
전체치형오차란 정해진 치형검사 범위에서 실제치형을 자
르는 설계치형 선도간의 거리입니다.
5 기어의 정밀도
① 보다 큰 동력을
② 가능한 한 작은 기어로 ③ 조용히
④ 정확하게
전달하는 것입니다 .
이러한 요구를 만족시키려면 기어의 정밀도를 높일 필요
가 있습니다 . 이 장에서는 이「기어의 정밀도」에 대하여
설명합니다 .
5.1 평기어 및 헬리컬 기어의 정밀도
평기어 및 헬리컬 기어의 정밀도에 관해서는 아래의 규격에 규정되어 있으므로 여기서는 이 규격에 따라 설명합
니다 .
JIS B 1702-1:1988 원통기어 - 정밀도 등급 제 1 부 : 기어
의 치면에 관한 오차의 정의 및 허용치
이 규격에서는 0 등급이 가장 정밀도가 높고 , 12 등급이 가
장 정밀도가 낮은 13 정밀도 등급으로 됩니다 .
JIS B 1702-2:1998 원통기어 - 정밀도 등급 제 2 부 : 양 치
면 물림오차 , 이홈 흔들림의 정의 및 정밀도 허용치 최고
정밀도 4 급 , 최저 정밀도 12 급의 9 등급으로 구성됩니다 .
이 새로운 정밀도 규격은 기존의 0~8 급까지 9 정밀도 등급으로 분류되어 있던 JIS B 1702-1976 과는 많은 점에서 다
릅니다 . 신 · 구 규격간의 등급에 있어서의 혼란을 피하기
위하여 1998 년도판 신규격 정밀도 등급에서는 등급숫자
앞에 N 을 붙여 N ○급으로 명칭을 표시합니다 .
( 1 ) 단 일 피 치 오 차( f pt)
단일피치오차란 서로 이웃한 같은 쪽 치면의 피치원 상에
서의 실제피치와 이론피치와의 차입니다 .
그림 5.2 피치오차
그림 5.1 단일피치오차 f pt
그림 5.3 피치오차의 예
이론
실제
+ f pt
pt
이론
실제
3 매인 경우
+ F p k
k × pt
(2) 누적피치오차( F p)
누적피치오차란 기어 전체치면영역에서의 최대 누적피치
오차이며 누적피치오차 곡선의 전체 진폭으로 표현됩니다 .
20
15
10
5
0
- 6
- 10
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1
인디게이터의 읽음값
단일피치오차누적피치오차
최대단일
최대누적
이 번호
그림 5.4 전체 치형오차 F α
설계치형실제치형
이끝 이뿌리A E F
Lα : 치형검사 범위 LAE : 물림길이 LAF : 유용길이
F α
Lα
LAE
LAF
오 차 μ
m

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 20/64
기어 기술자료
16
(4) 전체 잇줄오차( F β)
전체잇줄오차란 정해진 잇줄 검사범위에서 실제잇줄을
자르는 상하 2 개의 설계잇줄간의 거리입니다 .
이 전체잇줄오차는 이접촉에 영향을 끼칩니다 . 이 오차
가 크면 치폭 양단부에 이접촉이 집중되는 좋지 않은 이접촉이 됩니다 . 이러한 이접촉을 피하기 위해서는 크라우닝
이나 엔드 릴리프 등 잇줄 방향의 치형수정을 실시합니다.
그림 5.6 에는 자이스 (ZEISS) UMC550 으로 치형오차
및 잇줄오차를 측정한 예를 나타냅니다 .
(5) 양 치면 전체물림오차( F i'' )
양 치면 전체물림오차란 피측정기어의 양 치면을 동시에
마스터기어의 양 치면에 접촉시킨 상태에서 피측정기어를
완전히 1 회전시켰을 때 , 중심거리의 최대치와 최소치의
차입니다 .
(6) 이홈의 흔들림( F r )
이홈의 흔들림 값은 기어의 전체 이홈에 측정자 ( 구슬 ,
핀 등 ) 를 순차적으로 삽입하여 , 측정자 반지름 방향 위치
의 최대치와 최소치와의 차입니다 .
이 이홈의 흔들림은 기어의 소음 등에 나쁜 영향을 주는
것으로 , 기어를 가공 또는 연삭할 때 취부지그의 흔들림
에 크게 영향을 받습니다 . 최근에는 기계의 정밀도가 향
상되고 있으므로 이홈의 흔들림을 작게 하려면 좋은 취부지그를 사용하여 기어를 가공 또는 연삭해야 합니다 . 그
림 5.8 에 이홈의 흔들림 선도를 나타냅니다 . 이홈의 흔들
림 중에는 편심이 포함되어 있습니다 .
그림 5.5 전체 잇줄오차 F β
그림 5.6 치형오차 및 잇줄방향 오차의 측정 예
그림 5.7 양 치면 물림오차 선도
그림 5.8 잇수 16 의 이홈의 흔들림
Lβ
b
-
설계잇줄
실제잇줄
Lβ : 잇줄검사 범위b : 치폭
F β
+
f i'' : 양치면 1 피치 물림오차
F i
' '
f i ' ' 의 최 대 치
0° 360°
360°/ z
1 2 4 6 8 10 12 14 16 1
F r
편 심 량
이홈 번호
각 오차의 허용치 규격을 발췌하여 P528~P533 에 게
재하고 있습니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 21/64
기어 기술자료
517
단일피치오차( μm)
5.2 베벨기어의 정밀도
베벨기어의 정밀도에 관해서는 JIS B 1704:1978 에 규
정되어 있으므로 여기서는 이 규정에 따라 설명합니다 .
이 규격에서는 베벨기어의 정밀도를 0~8 급까지의 9 등급으로 분류하고 있습니다 .
기어의 허용오차에 관해서는 다음 4 항목을 규정하고 있습
니다 .
(1) 단일피치오차
(2) 인접피치오차
(3) 누적피치오차
(4) 이홈의 흔들림
이러한 허용오차 용어의 의미는 평기어 또는 헬리컬 기어
정밀도의 의미와 거의 같습니다 .
① 단일피치오차
인접한 이의 평균 원추거리에 있어서 피치원상의 실제
피치에서 그 올바른 피치를 뺀 값
② 인접피치오차
평균원추거리에 있어서 피치원상에 인접한 2 개의 피치
차이의 절대치
③ 누적피치오차
평균원추거리에 있어서 피치원상에 임의의 2 개의 이 사이의 실제피치 합에서 그 올바른 값을 뺀 값
④ 이홈의 흔들림
구슬 등의 접촉편을 평균원추거리에서 이홈의 양측치면
에 피치원 부근에서 접촉시켰을 때의 피치원추에 직각인
방향에서의 위치 최대차
표 5.1 에는 단일 , 누적피치오차 , 이홈의 흔들림 허용치의
계산식을 나타냅니다 .
여기서 , W :공차단위
W =3√d + 0.65m( μm)
d :기준원 지름(mm)
인접피치오차의 허용치는 단일피치오차 허용치의 k 배로 규정되어 있습니다 .
표 5.2 에 k 의 값을 나타냅니다 . k 의 값은 단일피치 오
차 허용치의 크기에 따라 달라집니다 .
표 5.1 단일 , 누적피치오차 , 이홈의 흔들림 허용치의
계산식 ( μm)
등급
JIS 0
JIS 1
JIS 2
JIS 3
JIS 4
JIS 5JIS 6
JIS 7
JIS 8
단일피치오차
00.4W + 2.650
0.63W + 5.000
01.0W + 9.500
01.6W + 18.00
02.5W + 33.50
04.0W + 63.0006.3W + 118.0
−−
누적피치오차
01.6W + 10.60
02.5W + 20.00
04.0W + 38.00
06.4W + 72.00
10.0W + 134.0
−−−−
이홈의 흔들림
02.36√d 003.6√d 005.3√d 008.0√d 012.0√d
018.0√d 027.0√d 060.0√d 130.0√d
표 5.2 k 의 값
150 をこ 70 이하170 초과 100 이하100 초과 150 이하150 을 초과한 것
인접피치오차 k
1.31.41.51.6
이러한 기어의 허용오차 외에 베벨기어 소재의 치수 및 각
도의 허용차 , 흔들림 허용치 등도 다음의 8 항목에 대하여
규정하고 있습니다만 , 여기에서는 상세한 설명은 생략합니
다 .
① 기어소재 외경 및 외단 이끝원에서 기초배면까지의
거리 허용차
② 기어소재의 이끝 원추각 허용차
③ 기어소재 원추면의 흔들림 허용치
④ 기어소재 측면의 흔들림 허용치
⑤ 기어소재 배면의 휨을 검사하는 간극게이지 치수 ⑥ 기어소재 축 흔들림 허용치
⑦ 기어소재 내경 합부의 허용치
⑧ 이접촉
이 중에서 특히 중요한 것은 ⑧의 이접촉입니다 .
다른 기어정밀도가 좋아도 이접촉이 나쁜 베벨기어는 그
성능을 충분히 발휘할 수 없습니다 .
각 오차의 허용치를 발췌하여 P534~535 에 게재하고 있
습니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 22/64
기어 기술자료
18
6
6.1 중심거리 정밀도
표 6.1 기어의 중심거리 허용차 ± f a 단위 μm
6.2 축의 평행도
축심 a
측정구간
축의 어긋남 오차
축심 b
축의 평행오차
허용영역
A
V
H
L
B
C
O
D
f x
f y
S
기어의 조립 정밀도
기어의 정밀도가 좋아도 기어의 조립에 문제가 있으면기어의 이접촉 , 소음 , 마모 , 손상 등의 문제가 발생할 위험이 있습니다 .
중심거리 오차는 기어쌍의 백래시에 영향을 끼칩니다 . 중심거리가 커지면 백래시는 커지고, 물림이 얕아지고 물림 이높이가 작아져 물림률이 저하됩니다 . 중심거리가 작아지면백래시가 작아집니다 . 백래시가 너무 작아지면 기어가 회전되지 않을 가능성이 있습니다. 표 8.1 에는 JGMA 1101-01(2000) 에서 발췌한 평기어 및헬리컬 기어의 중심거리 허용차를 나타냅니다 . 이 표의 허용차는 철강제 인벌류트 평기어 및 헬리컬 기어
에 적용합니다 .
중심거리(mm) 기어의 정밀도등급
초과 이하 N3,N4 N5,N6 N7,N8 N9,N10
0005
0020
0050
0125
0280
0020
0050
0125
0280
0560
06
08
12
16
22
010
012
020
026
035
016
020
032
040
055
026
031
050
065
088
평행한 2 축의 정밀도는 평행오차와 어긋남 오차로 구
성됩니다 . 이러한 오차는 주로 기어 잇줄방향의 이접촉에 영향을 주며 , 치폭 양단에서의 좋지 않은 이접촉을발생시킬 위험가 있습니다 . 오차가 커지면 백래시가 작아지거나 소음 , 이의 손상 등이 발생할 수도 있습니다 . 표 6.2/6.3 에는 JGMA 1102-01(2000) 에서 발췌한평기어 및 헬리컬 기어 축의 평행오차 및 어긋남 오차의허용치를 나타냅니다 .
그림 6.1 축의 평행오차와 어긋남 오차

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 23/64

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 24/64
기어 기술자료
20
구분
6.3.1 베벨기어의 이접촉
베벨기어의 제작에 있어서 이접촉 시험기에 의한 이접촉과
백래시의 검사는 반드시 필요합니다 . 이 검사에 의해 기어
의 종합적인 성능을 볼 수 있습니다 . 이 이접촉 시험기에 의한 검사에 있어서는 기어에 가벼운
브레이크 부하를 건 상태로 이접촉을 실시합니다 . 이때의
이상적인 이접촉은 그림 6.2 와 같이 치폭중앙 소단 부근입
니다 . 베벨기어에서는 부하가 커짐에 따라 이 이접촉은 치
폭 중앙으로 이동해 갑니다 . 베벨기어 사용시 전체부하가
걸렸을 때 이접촉이 치폭 중앙으로 오는 것이 이상적입니다.
6.3 기어의 이접촉
기어의 이접촉은 기어의 정밀도와 함께 기어의 소음이나
효율에 큰 영향을 주는 요소의 하나입니다 .
이접촉을 좋게 하려면 ● 잇줄 수정
크라우닝이나 엔드 릴리프를 합니다 .
● 기어정밀도의 향상
기어 연삭이나 랩핑을 합니다 .
● 기어박스의 정밀도향상
평행도 , 직각도 등을 정밀도 높게 가공합니다 .
이러한 것들은 모두 기어 또는 기어박스의 가공 방법 , 가
공 정밀도에 관한 것입니다 .
이런 노력에도 불구하고 최종 조립시의 이접촉 검사에서이접촉이 문제가 되는 경우가 있습니다 . 이 경우에 베벨기
어나 웜기어에서는 기어를 축방향으로 움직임에따라 어느
정도 이접촉을 개선할 수 있습니다 .
기어의 이접촉은 기어 정밀도의 일부분이며 특히 베벨기
어나 웜기어에 있어서는 평기어 및 헬리컬 기어에 비해 기
어 정밀도의 측정이 곤란하므로 , 최종적인 기어정밀도의
확인방법으로서 이 이접촉 검사는 매우 중요합니다 .
이 기어의 이접촉에 관해서는 JGMA1002-01(2003) 에
규정되어 있습니다 . 이 규격에 있어서는 기어의 이접촉을
A, B, C 의 3 가지로 구분하고 있습니다 .
6.4 이접촉 비율
A
B
C
기어의 종류
원통기어
베벨기어
웜 기 어
원통기어
베벨기어
웜 기 어
원통기어
베벨기어
웜 기 어
이접촉 비율
잇줄 방향
70%이상
50%이상
50%이상
35%이상
35%이상
25%이상
20%이상
이높이 방향
40%이상
30%이상
20%이상
여기서 이접촉 비율이란 각각의 유효 잇줄길이 및 물림 이
높이에 대한 것입니다 .
이와 같이 이상적인 중앙 소단접촉으로 베벨기어를 제작
해도 기어박스의 가공정밀도가 나쁘거나 기어의 조립이 잘못 되면 그 이접촉도 나빠지게 됩니다 .
이 베벨기어의 이접촉에 영향을 주는 것에는 다음의 3 가
지 오차를 생각할 수 있습니다 .
① 기어박스의 오프셋 오차
② 기어박스의 축각도 오차
③ 기어의 조립거리 오차
이 중에서 ①과 ②는 기어박스를 재가공하지 않으면 좋은
이접촉을 얻을 수 없습니다만 ③에 대해서는 기어 ( 소기어)
를 축방향으로 이동하여 조정함으로써 올바른 이접촉을 얻을 수 있습니다 .
이 3 가지 오차는 정도의 차이는 있지만 모두 백래시의 크
기에 영향을 줍니다 .
그림 6.2 중앙 소단접촉
내단
외단
1 0 0
6 0

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 25/64
기어 기술자료
521
(1) 기어박스의 오프셋 오차
그림 6.3 과 같이 기어박스에 오프셋 오차가 있으면 이접
촉은 크로스 접촉이 됩니다 .
이것은 기어박스의 오프셋 오차가 마치 기어에 잇줄방향
오차 ( 비틀림 오차 ) 가 있는 것처럼 영향을 주기 때문입니다 .
이 조립거리 오차는 조립시 심 조절 등에 의해 수정할 수
있습니다 .
(2) 기어박스의 축각도 오차
그림 6.4 와 같이 기어박스의 축각에 정 ( 플러스 ) 오차가
있으면 베벨기어의 이접촉은 소기어 ( 피니온 ) 및 대기어
( 기어 ) 모두에 소단접촉이 됩니다 .
반대로 부 ( 마이너스 ) 오차가 있으면 대단접촉이 됩니다 .
(3) 기어의 조립거리 오차
그림 6.5 와 같이 피니언의 조립거리에 정 ( 플러스 ) 오차
가 있으면 피니언은 낮은 이접촉 , 기어는 높은 이접촉이 됩
니다 . 이는 피니언의 조립거리에 정오차가 있음으로 인하여
피니언의 압력각에 정 ( 플러스 ) 오차가 있는 것과 같은 영
향을 주기 때문입니다 .
반대로 피니언의 조립거리에 부 ( 마이너스 ) 오차가 있으
면 피니언은 높은 이접촉 , 기어는 낮은 이접촉이 됩니다 .
이는 피니언의 압력각에 부 ( 마이너스 ) 측 오차가 있는 것
과 같은 현상입니다 .
조립거리 오차는 백래시의 크기에도 영향을 줍니다 . 이
오차가 정방향으로 증가하면 백래시도 증가합니다 . 소기어 ( 피니언 ) 의 조립거리 오차는 이접촉에 큰 영향을미칩니다 . 미세하게 백래시를 조절하는 경우에는 대기어( 기어 ) 만 축방향으로 조절하는 것이 일반적이지만 크게백래시를 조정하는 경우에는 이접촉에 악영향을 주지 않도록 소기어 및 대기어의 양쪽을 축방향으로 조정합니다 . 6.3.2 웜기어의 이접촉
현재 일본에서는 웜기어의 정밀도에 관한 규격은 없습니다 . 있는 것은 JGMA 1002-01(2003) 기어의 이접촉에 관한 규격 뿐입니다 . 따라서 웜기어에 대해서는 이접촉 시험기에 의한 이접촉과 백래시의 검사가 가장 일반적입니다 .
이 이접촉 검사에서 이상적인 이접촉을 그림 6.6 에 나타냅니다 .
이 이접촉은 잇줄방향 이접촉의 중심이 다소 출구측에 가
까이 있고 입구측에는 유막형성에 필요한 입구 틈새를 확보
할 수 있도록 되어 있습니다 . 이와 같이 이상적인 이접촉의 웜기어를 제작하여도
그림 6.3 기어박스의 오프셋 오차에 의한 이접촉
그림 6.4 기어박스의 축각도 오차에 의한 이접촉
그림 6.5 기어의 조립거리 오차에 의한 이접촉
그림 6.6 이상적인 이접촉
오차
오차
정 (+) 오차
부 (-) 오차
정 (+) 오차 부 (-) 오차
소기어 대기어 소기어 대기어
회전방향
입구측 출구측

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 26/64
기어 기술자료
22
기어박스의 가공정밀도가 나쁘거나 웜휠의 조립이 잘 못 되
면 그 이접촉도 나빠져 버립니다 .
이 웜기어의 이접촉에 영향을 주는 것에는 다음의 3 가지
오차를 생각할 수 있습니다 .
① 기어박스의 축각도 오차 ② 기어박스의 중심거리 오차
③ 웜휠의 설치위치 오차
이 중에서 ①과 ②는 기어박스를 재가공하지 않으면 좋은
이접촉을 얻을 수 없습니다만 ③에 대해서는 웜휠을 축방향
으로 이동하여 조정함으로써 올바른 이접촉을 얻을 수 있습
니다 .
이 3 가지 오차는 정도의 차이는 있지만 모두 백래시의 크
기에 영향을 줍니다 .
(1) 기어박스의 축각도 오차
그림 6.7 과 같이 기어박스에 축각도 오차가 있으면 이접
촉은 크로스 접촉이 됩니다 .
이 크로스 접촉은 기어에 잇줄방향 오차 ( 비틀림각 오차 )
가 있을 때에도 일어납니다 .
(3) 웜휠의 조립위치 오차
그림 6.9 와 같이 웜휠에 조립위치 오차가 있으면 이접촉
은 이 끝의 방향으로 이동합니다 . 이 이접촉이 이동하는 방
향은 웜휠의 조립위치 오차의 방향과 일치합니다 . 이 오차
는 백래시 크기에도 영향을 미치며 오차가 증가하면 백래시
는 감소하는 경향이 있습니다 .
이 조립위치 오차는 조립시 심 조절 등에 의해 수정할 수
있습니다 .
(2) 기어박스의 중심거리 오차
그림 6.8 과 같이 기어박스에 극단적인 중심거리 오차가
있어도 이접촉은 크로스 접촉이 됩니다 . 이 오차가 있을
때에는 이접촉이 나빠질 뿐 아니라 백래시의 크기에도 상당
히 영향을 줍니다 . 정 ( 플러스 ) 오차가 있으면 백래시는 증
가하고 , 부 ( 마이너스 ) 오차가 있으면 백래시는 감소합니
다 .
부 ( 마이너스 ) 오차가 너무 커지면 백래시가 없어져 기어
를 조립할 수 없게 됩니다 .
그림 6.7 기어박스의 축각도 오차에 의한 이접촉
그림 6.8 기어박스의 중심거리 오차에 의한 이접촉
그림 6.9 웜휠의 조립위치 오차에 의한 이접촉
오차
정오차(+)
오차
오차
오차
부오차(-)
오른쪽 비틀림 왼쪽 비틀림 오른쪽 비틀림 왼쪽 비틀림

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 27/64
기어 기술자료
523
7.1 기어에 사용하는 일반적인 재료
7 기어의 재료와 열처리
7.2 기어의 대표적인 열처리 방법
열처리란 금속재료에 필요한 조직 및 성질을 부여하기위하여 실시하는 가열 및 냉각 조작을 말하며 , 특히 냉각방법에 따라 조직 및 성질이 여러 가지로 변화합니다 .열처리는 크게 나누어 불림 , 풀림 , 담금질 , 뜨임 , 표면경화로 나눌 수 있습니다 . 열처리를 활용하여 강이 가지고 있는 성질을 충분히 발휘시킬 수 있습니다 . 각종 열처리를 실시함으로써 강은 단단해지며 기어의강도는 향상됩니다 . 특히 치면강도는 큰 폭으로 올라갑니다 . 열처리 방법은 강이 함유하고 있는 탄소 (C) 량에
의해 표 7.2 와 같이 달라집니다 .
열처리 방법
침탄 열처리
고주파 열처리
화염 열처리
질화 ( 주 1 )
주브 열처리
탄소 ( C)% (탄소량)
0 0.1 0.2 0.3 0.4 0.5
주 1. 질화의 경우는 Al, Cr, Mo, V 등의 합금원소를 1 종 이상 포함해야 합니다 .
기어는 각각의 용도에 맞게 철계 재료 , 비철계 금속재료 또는 플라스틱 재료 등 여러가지 재료로 만들어집니다 . 재
료의 종류나 열처리의 차이에 따라 기어의 강도도 달라집니다 .
재료명JIS
재료기호인장강도
N/mm2
신장 %
이상
압축 %
이상경도 HB 특징 , 열처리 및 용도 예 등
기계구조용 탄소강S15CK 490 이상 20 50 143 ~ 235 저탄소강 . 침탄 열처리로 고강도
S45C 690 이상 17 45 201 ~ 269 가장 일반적인 중탄소강 . 조질 / 고주파 열처리
기계구조용 합금강
SCM435 930 이상 15 50 269 ~ 331중탄소 합금강 (C 함유량 0.3~0.7%)조질 및 고주파 열처리
고강도 ( 굽힘강도 / 치면강도 )
SCM440 980 이상 12 45 285 ~ 352
SNCM439 980 이상 16 45 293 ~ 352
SCr415 780 이상 15 40 217 ~ 302
저탄소 합금강 (C 함유량 0.3% 이하 )표면경화 처리 ( 침탄 , 질화 , 침탄질화 등 )고강도 ( 굽힘강도 큼 / 치면강도 큼 ).웜휠 이외의 각종 기어에 사용
SCM415 830 이상 16 40 235 ~ 321
SNC815 980 이상 12 45 285 ~ 388
SNCM220 830 이상 17 40 248 ~ 341
SNCM420 980 이상 15 40 293 ~ 375
일반구조용 압연강재 SS400 400 이상 ― ― ― 저강도 / 저가
회주철 FC200 200 이상 ― ― 223 이하 강에 비해 저강도 . 대량생산 기어용
구상흑연주철 FCD500-7 500 이상 7 ― 150 ~ 230 고정밀도인 덕타일 주철 . 대형 주조기어
스테인레스 강
SUS303 520 이상 40 50 187 이하 SUS304 보다 피삭성 ( 쾌삭 ), 늘어붙지 않는 성질 향상
SUS304 520 이상 40 60 187 이하 가장 넓게 사용되는 스테인레스강 . 식품기구 등
SUS316 520 이상 40 60 187 이하 해수 등에 대하여 SUS304 보다 우수한 내식성
SUS420J2 540 이상 12 40 217 이상 열처리 가능한 마르틴사이트계
SUS440C ― ― ― 58HRC 이상 열처리하여 최고경도를 실현 . 치면강도 큼
비철금속
C3604 335 ― ― 80HV 이상 쾌삭황강 . 각종 소형기어
CAC502 295 10 ― 80 이상 인청동 주물 . 웜휠에 최적
CAC702 540 15 ― 120 이상 알루미늄 청동주물 . 웜휠 등
엔지니어링 플라스틱
MC901 96 ― ― 120HRR기계가공기어 . 경량화 . 녹슬지 않는다 .
MC602ST 96 ― ― 120HRR
M90 62 ― ― 80 HRR 사출성형기어 . 저가로 대량생산 . 경부하 용도
기어에 사용하는 일반적인 재료의 기계적 성질 및 특징 등을 표 7.1 에 나타냅니다 .
표 7.1 기어에 사용하는 일반적인 재료
표 7.2 열처리 방법

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 28/64
기어 기술자료
24
(1) 불림 - normalizing
불림이란 강의 결정체를 미세화하고 조직을 균일하게하기 위하여 실시하는 열처리입니다 . 목적은 전 가공의영향인 강의 내부응력을 제거하거나 압연 등의 소성가공에 의해 생긴 섬유조직을 해소하는 것입니다 .
(2) 풀림 - annealing
풀림이란 강의 연화 , 결정조직의 조정 , 내부응력의 제거 , 냉간 가공성 및 절삭성의 개선 등을 위하여 실시하는열처리입니다 . 그 목적에 따라 완전 풀림 , 연화 풀림 , 응력제거 풀림 , 항온 풀림 , 중간 풀림 등이 있습니다 .
①응력제거 풀림 조직을 바꾸지 않고 내부응력을 줄이는 풀림 ②변형제거 풀림
강재 등에 발생한 변형을 제거하기 위하여 하중을 걸어 실시하는 풀림 ③중간 풀림
냉간가공 도중에 다음 가공을 쉽게하기 위하여 가공경화한 재료를 연화시킬 목적으로 실시
(3) 담금질 - quenching
강을 고온으로 가열한 후에 급냉하는 것 . 강을 단단하고강하게 합니다 . 냉각조건에 따라 물 담금질 , 기름 담금질 ,진공 담금질 등이 있습니다 . 담금질한 후에는 반드시 뜨임을 실시합니다
(4) 뜨임 - tempering
담금질 경화 후 , 다시 가열하여 적절한 속도로 냉각하는 열처리입니다 . 담금질 한 후에는 반드시 뜨임을 실시합니다 . 뜨임의 주요목적은 경도의 조정 , 인성의 부여 및 내부응력의 제거입니다 . 뜨임의 온도에 따라 [ 고온 뜨임 ] 과 [ 저온 뜨임 ] 이 있습니다 . 뜨임의 온도가 높을수록 경도는 감소하지만 인성은 증가합니다 . 조질의 경우에는 고온 뜨임을 실시합니다 . 고주파 열처리 , 침탄 열처리 등의 표면경화 처리 후의 뜨임은 저온 뜨임입니다 .
(5) 조질
담금질과 뜨임 ( 고온 ) 을 조합하여 강의 경도 / 강도 / 인성을 조정하는 열처리입니다 . 조질 후 제품을 기계가공할수 있을 정도로 경도를 조정합니다 . 조질경도의 기준은 아래와 같습니다 . S45C (기계구조용 탄소강) 200~ 270 HB SCM440(기계 구조용 합금강)230~ 270 HB
(6) 침탄 열처리
저탄소강의 표면을 침탄 ( 탄소를 스며들게 함 ) 시켜 고탄소 상태로 하여 담금질하여 탄소가 침입한 표면을 특별히 단단하게 하는 열처리입니다 . 담금질 후 뜨임 ( 저온 )을 하여 경도를 조정합니다 .
침탄 담금질에 의해 표면 뿐 아니라 심부도 어느 정도 경화됩니다만 , 표면 정도로 경화되지 않습니다 . 표면의 일부분에 침탄방지제를 도포함으로써 탄소가 침입하는 것을 막으면 그 부분의 경도가 높아지는 것을 방지할 수 있습니다 . 표면경도 및 경화층 깊이의 기준은 아래와 같습니다 . • 담금질 경도 55~63HRC( 참고 )
• 유효 경화층 깊이 0.3~1.2mm( 참고 )
기어는 침탄 열처리함으로써 변형되어 정밀도가 나빠집니다 . 기어의 정밀도를 높이려면 열처리 후 기어를 연삭
할 필요가 있습니다 .
(7) 고주파 열처리
0.30% 이상의 탄소를 함유한 강을 유도에 의해 가열하여 표면을 단단히 하는 담금질 방법입니다 . 기어를 고주파 담금질하는 경우 , 치면 및 이끝의 경도를 높일 수 있어도 이뿌리의 경도는 올릴 수 없는 경우가 있습니다 . 일반적으로 고주파 담금질에 의한 변형으로 기어정밀도는 저하합니다 . S45C 제품을 고주파 담금질하는 경우에는 아래에 나타내는 경도를 참고하여 주십시오 .
•
담금질 경도 45~55 HRC • 유효 경화층 깊이 1~2mm
(8) 화염 담금질
열원이 불꽃인 표면경화 처리 . 주로 주강의 임의의 표면 , 일부분만을 열처리할 경우에 이용합니다 .
(9) 질화
강 표면에 질소를 확산 침투시켜 표면을 경화하는 열처리입니다 . 강에 알루미늄 , 크롬 , 몰리브덴이 함유되어 있으면 질화가 용이하게 되어 쉽게 경화됩니다 . 대표적인
질화강으로는 SACM645( 알루미늄 크롬 몰리브덴 강 ) 가있습니다 .
(10) 주브 열처리
강 전체를 심부까지 가열하고 급냉하는 열처리 .표면 뿐 아니라 심부까지 경화됩니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 29/64
기어 기술자료
525
│ │ │ │ │
│
←──→
기어 윤활의 목적은 주로 2 가지가 있습니다 . 이는 ,
1. 치면 사이의 미끄럼을 좋게 하는 것 .
즉 , 동마찰계수 μ의 값을 작게 하는 것입니다 .2. 치면 사이에서 일어나는 회전마찰 및 미끄럼마찰
손실에 의한 온도상승을 억제할 것 .
즉 , 기어를 냉각하는 것입니다 .
이 2 가지를 만족할 수 있도록 기어의 윤활법과 윤활유의
종류를 선정하여 기어의 윤활고장을 방지해야 합니다 .
8.1 기어의 윤활법
기어의 윤활법을 크게 나누면 다음의 3 가지로 분류할 수있습니다 .
(1) 구리스 윤활법
(2) 끼얹기 윤활법 ( 유욕식 )
(3) 강제 윤활법 ( 순환급유방식 )
이들은 기어의 사용조건에 따라 적당히 선정할 필요가 있
습니다 . 선정의 기준이 되는 것은 주로 기어의 원주속도
(m/s) 및 회전수 (rpm) 입니다 .
위의 윤활법을 이 원주속도의 고저로 분류하면 , 저속에서
는 구리스 윤활법 , 중속에서는 끼얹기 윤활법 , 고속에서는강제 윤활법을 사용하는 것이 일반적입니다 . 그러나 이것
은 어디까지나 기준일 뿐이며 , 예를 들어 상당한 원주속도
의 범위까지 유지관리 등의 이유로 구리스 윤활법을 사용하
는 경우도 있습니다 .
표 8.1 에는 이 3 가지의 윤활법에 의한 원주속도 범위의
기준을 보여줍니다 .
저속 , 경하중의 기어에서는 구리스 윤활도 가능하지만 특
히 개방형에서의 사용시에는 정기적인 구리스 보급이 중요
합니다 .
윤활유는 장기간 사용하면 열화하거나 유량이 감소되므로정기적으로 확인하여 교환 또는 보충이 필요합니다 . 기름
이 떨어지거나 부적절한 윤활유를 사용하면 치면의 늘어붙
음 , 긁힘 등 치면 손상의 원인이 됩니다 .
고속 , 중하중으로 사용하는 기어 및 마모되기 쉬운 웜기어 ,
나사기어에서는 윤활유의 종류 , 양 및 윤활방법의 선정에
충분히 주의해 주십시오 . 특히 윤활유의 선정은 중요합니
다 .
다음에 이 3가지 윤활법에 대하여 간단히 설명합니다 .
(1) 구리스 윤활법
이 구리스 윤활법은 개방기어 및 밀폐된 기어박스에서 그
원주속도가 비교적 저속인 경우에 사용됩니다 .
구리스 윤활법에서 주의해야 하는 문제점이 여러가지 있
습니다만 , 여기서는 3 가지를 제시합니다 .
◎적절한 점도의 구리스를 선정한다 .특히 밀폐된 기어박스에서는 구리스가 유효하게
작용하도록 유동성이 좋은 것이 적합합니다 .
◎고부하 , 연속운전에는 맞지 않습니다 .
구리스는 오일 만큼의 냉각효과는 없으므로 고부
하 , 연속운전에 사용하는 경우 , 온도상승이 문제가
될 수 있습니다 .
◎적당량의 구리스를 사용한다 .
구리스가 너무 적으면 윤활효과를 기대할 수 없습니다 . 반대로 밀폐된 기어박스에서 봉입하는 구리
스가 너무 많으면 교반손실이 커집니다 .
8 기어의 윤활 표 8.1- ① 평기어 및 베벨기어의 원주속도 범위(m/s)
No.
1
2
3
윤활법
구리스 윤활법
끼얹기 윤활법
강제 윤활법
원주속도 v(m/s)
←───────→
←───────────
0 5 10 15 20 25
표 8.1 -② 웜기어의 미끄럼속도 범위
No.
1
2
3
윤활법
구리스 윤활법
끼얹기 윤활법
강제 윤활법
원주속도 vs(m/s)
0 5 10 15 20 25│ │ │ │ │
│
←─→ ←───→
←─────────────

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 30/64
기어 기술자료
26
(2) 끼얹기 윤활법 ( 유욕식 )
이 끼얹기 윤활법은 기어박스에 담아 놓은 윤활유를 기어
의 회전에 따라 날리게 하여 그 기름에 의해 기어나 베어링
을 윤활하는 방법입니다 . 저속으로 이 끼얹기 윤활법을 사
용하는 경우는 원주속도 3m/s 이상인 것이 바람직합니다 .
끼얹기 윤활법 ( 유욕식 ) 에서 주의해야 하는 문제점은 여
러가지 있습니다만 , 여기서는 유면의 높이와 기어박스의
한계온도에 대하여 설명합니다 .
①유면의 높이
사용하는 기름의 양이 너무 많으면 교반손실이 커집니
다 . 너무 적으면 윤활효과나 냉각효과는 기대할 수 없
습니다 . 표 8.2 에는 적절한 유면높이의 기준을 제시합
니다 .
유면의 높이는 운전을 시작하면 정지하고 있을때보다 내
려갑니다 . 이 차이가 클 때는 정지시의 유면을 조금 높게해 두거나 오일팬 등을 부착하는 등의 대책이 필요합니다 .
②기어박스의 한계온도
기어박스의 온도는 기어나 베어링의 마찰손실이나 윤활유
의 교반손실에 의해 상승합니다. 이에 따라 각종 악영향이
발생합니다 . 예를 들면 .
• 윤활유의 점도 저하• 윤활유의 열화
• 기어박스 , 기어 , 축 등의 변형
• 백래시의 감소
최근에는 기술의 진보에 따라 고성능의 윤활유가 많이 나
오므로 상당한 온도까지 사용할 수 있게 되었지만 , 기준으
로는 80℃ ~90℃정도가 한계온도입니다 .
이 한계온도를 넘기려면 기어박스의 방열성을 좋게 하기
위한 팬을 부착하거나 축에 팬을 설치하여 송풍 , 냉각하는
것이 필요합니다 .
표 8.2 적절한 유면높이
기어의 종류 평기어 및 헬리컬 기어 베벨기어 웜기어
기어의 배치
유면높이
레벨 0
수평축 수직축 ( 수평축 ) 웜 상 웜 하
여기서 h= 전체 이높이 , b=치폭, d 2= 웜휠의 기준원지름 , d 1= 웜의 기준원지름
(3) 강제 윤활법
이 강제 윤활법은 펌프에 의해 물림부위로 윤활유를 급유
하는 방법으로 급유방법에 따라 적하식 , 분사식 , 분무식의3 가지로 분류합니다 .
○적하식
이것은 파이프로 윤활유를 물림부위에 공급하는 방식
입니다 .
○분사식
이것은 노즐로 윤활유를 물림부위에 분사하는 방식입
니다 .
○분무식
이것은 압축공기에 의해 안개상태로 한 윤활유를 물림
부위에 분무하는 방식입니다 . 이 방법은 특히 고속인경우에 사용합니다 .
이 강제 윤활법은 오일탱크 , 펌프 , 필터 , 배관 , 기타 일
련의 여러가지 장치가 필요하므로 특수한 고속 , 대형 기어
장치에 사용됩니다 .
이 방법에 의하면 필터로 여과하고 쿨러로 냉각한 적정점
도의 윤활유를 물림부위로 적당량만 보낼 수 있으므로 기
어의 윤활법으로서는 가장 좋은 방법입니다 .
0
3h↑↓
1h
1h↑↓
h
1b↑↓
b
↑↓
d 131
31
d 231 2
1
41
d 1

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 31/64
기어 기술자료
527
같은 크기라면 작은 모듈 , 큰 잇수의 기어가 저소음입
니다 .
(9 ) 고강성의 기어박스
기어 , 축 , 기어박스의 강성을 높입니다 .
부하를 받아 기어 , 축 등이 변형함으로써 나쁜 이접촉
이 되고 소음의 원인이 됩니다 .
(10) 수지재료
경부하 , 저속 회전이면 플라스틱 기어가 효과적입니
다 .
흡수 ( 팽윤 ) 이나 온도상승에 의한 기어의 팽창에 따
른 백래시의 감소 등에는 주의가 필요합니다 .
(11) 진동 감쇄율이 높은 재료
주철제의 기어는 강재보다 저소음화에 효과적입니다 .
보스부위만 주철제로 해도 효과를 기대할 수 있습니
다 .
(12) 적절한 윤활
적절하고 충분한 윤활로 유막을 확보하고 유체 윤활상
태를 유지하는 것이 중요합니다 .
점도가 높은 윤활유가 비교적 소음이 작다고 알려져 있
습니다 .
(13) 저속회전 및 저부하화
기어는 저속회전 및 저부하일수록 소음은 감소하는 경
향이 있습니다 .
(14) 타흔이 없는 기어
이끝 및 치면에 타흔이 있는 기어는 주기적으로 이상한
소음을 발생시킵니다 .
(15) 웨브을 너무 얇게하지 않을 것
경량화를 위하여 웨브를 얇게 한 기어는 비교적 고주파
음과 같은 소음이 발생합니다 . 주의가 필요합니다 .
기어를 고부하 , 고속으로 운전할 때 기어의 소음과 진동은 큰
문제가 됩니다 . 그러나 기어의 소음은 여러가지 원인이 복합되
어 발생하므로 원인을 특정하기가 매우 곤란합니다 . 기어 및 기
어장치의 설계 , 제작시에 고려해야 할 포인트를 아래에 열거합
니다 .
(1) 좋은 정밀도
피치오차 , 치형오차 , 잇줄방향 오차 , 이홈의 흔들림
등이 작은 기어일수록 저소음입니다 .
(2) 작은 치면 거칠기
기어연삭 , 래핑 외에 적당한 길들이기 운전으로 치면
거칠기를 향상시킨다 . 기어의 소음을 줄이는데 효과가있습니다 .
(3) 좋은 이접촉
치폭 중앙부에 좋은 이접촉을 갖는 기어는 저소음입니
다 . 크라우닝 또는 엔드 릴리프 ( 릴리핑 ) 함으로써 치
폭 양단부에 이접촉이 집중하는 것을 막습니다 .
(4) 적절한 백래시
전동 토크에 맥동이 있을 때에는 두드리는 소리가 나기
쉬우므로 백래시는 작은 것이 효과적입니다 . 그 반면에 백래시를 너무 작게 해도 소음이 증대될 수 있습니
다 .
(5) 커다란 정면 물림률
일반적으로 동시에 물리는 이가 많을수록 소음은 줄어
듭니다 .
물림 압력각을 작게 하거나 높은 치형으로 하는 것이
효과적입니다 .
(6) 큰 중첩 물림률비틀림이 있는 기어는 동시에 맞물리는 이가 늘어납니
다 .
일반적으로 평기어보다는 헬리컬 기어 , 직선 베벨기어
보다는 스파이럴 베벨기어 쪽이 조용합니다 .
(7) 간섭이 없는 치형
일반적으로 동시에 물리는 이가 많을수록 소음은 줄어
듭니다 .
물림 압력각을 작게 하거나 높은 치형으로 하는 것이
효과적입니다 .(8 ) 작은 이
9 기어의 소음과 대책

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 32/64
기어 기술자료
28
지금까지 널리 사용되어 왔던 기어 정밀도에 관한 규격 JIS B 1702:1976( 평기어 및 헬리컬 기어의 정밀도 ) 이 ISO 규격을 따
르게 되면서 큰 폭으로 변경되었습니다 . 새로운 기어 정밀도 규격은JIS B 1702-1:1998(원통기어-정밀도등급 제1부 : 기어의 치면에 관한 오차의 정의 및 허용값)
와 JIS B 1702-2:1998( 원통기어 - 정밀도등급 제 2 부 : 양 치면 물림오차와 이홈 흔들림의 정의 및 정밀도 허용값 ) 입니다 .
이 규격으로부터 발췌한 정밀도에 관한 표를 기재합니다 .
여기서 신규격의 정밀도 등급 표시방법은 종전 규격과의 혼동을 피하기 위하여 접두에 N 을 붙이고 , N ○급이라고 호칭을
표시합니다 .
< 신구규격 비교 >
이들 신JIS 규격을 구JIS규격과 비교해 보면 모듈이나 기준원지름(구JIS에서는 기준 피치원지름)의 구분이 다르기 때문에,
예를 들어 구 JIS4 급이 신 JIS 에서는 몇 급에 해당하는지에 대하여 정확히 대비시킬 수 없습니다 .
대략의 기준으로서 신 JIS 정밀도등급 = 구 JIS 정밀도등급 +4( 급 ) 으로 말하지만 이 기준이 적용되지 않는 부분도 많이 있습
니다 .구도면의 기어정밀도를 재검토하는 경우 등에서 신구 정밀도등급을 변환할 필요가 있을 때에는 일본기어공업회가 발행하는
[JGMA/TR0001(2000) : 신구 JIS 기어정밀도의 규격치 대비표 ] 를 참조 하십시오 .
1 평기어 및 헬리컬 기어의 정밀도 JIS B 1702-1:1998 , JIS B 1702-2:1998 에서 발췌
표 1 단일피치오차 ± f pt
기준원지름
d
mm
005 d 200
020 < d 500
050 < d 125
125 < d 280
280 < d 560
모듈정밀도등급
± f pt
μm
N4
3.3
3.7
3.5
3.9
4.3
4.9
3.8
4.1
4.6
5.0
6.5
8.04.2
4.6
5.0
5.5
6.5
8.0
4.7
5.0
5.5
6.0
7.0
9.0
04.7
05.0
05.0
05.5
06.0
07.0
05.5
06.0
06.5
07.5
09.0
11.006.0
06.5
07.0
08.0
09.5
12.0
06.5
07.0
08.0
08.5
10.0
12.0
06.5
07.5
07.0
07.5
08.5
10.0
07.5
08.5
09.0
10.0
13.0
16.008.5
09.0
10.0
11.0
13.0
16.0
09.5
10.0
11.0
12.0
14.0
18.0
09.5
10.0
10.0
11.0
12.0
14.0
11.0
12.0
13.0
15.0
18.0
22.012.0
13.0
14.0
16.0
19.0
23.0
13.0
14.0
16.0
17.0
20.0
25.0
13.0
15.0
14.0
15.0
17.0
20.0
15.0
17.0
18.0
21.0
25.0
31.017.0
18.0
20.0
23.0
27.0
33.0
19.0
20.0
22.0
25.0
29.0
35.0
19.0
21.0
20.0
22.0
24.0
28.0
21.0
23.0
26.0
30.0
35.0
44.024.0
26.0
28.0
32.0
38.0
47.0
27.0
29.0
31.0
35.0
41.0
50.0
26.0
29.0
28.0
31.0
34.0
40.0
30.0
33.0
36.0
42.0
50.0
63.034.0
36.0
40.0
45.0
53.0
66.0
38.0
41.0
44.0
49.0
58.0
70.0
37.0
41.0
40.0
44.0
48.0
56.0
43.0
47.0
52.0
59.0
71.0
89.048.0
51.0
56.0
64.0
75.0
93.0
54.0
57.0
62.0
70.0
81.0
99.0
053.0
059.0
056.0
062.0
068.0
079.0
061.0
066.0
073.0
084.0
100.0
125.0067.0
073.0
079.0
090.0
107.0
132.0
076.0
081.0
088.0
099.0
115.0
140.0
N5 N6 N7 N8 N9 N10 N11 N12
m
mm
0.5 m 20.
0.2 < m 3.5
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
06 < m 10.
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.
< 기어에 관한 JIS 규격 >

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 33/64
기어 기술자료
529
표 2. 누적피치오차 F p
기준원지름
d
mm
005 d 200
020 < d 500
050 < d 125
125 < d 280
280 < d 560
모듈 정밀도등급
F p μm
N4
08.0
08.5
10.0
10.0
11.0
12.0
13.0
13.0
14.0
14.0
15.0
17.0
17.0
18.0
18.0
19.0
20.0
21.023.0
23.0
24.0
24.0
25.0
27.0
11.0
12.0
14.0
15.0
15.0
16.0
18.0
19.0
19.0
20.0
22.0
24.0
24.0
25.0
25.0
26.0
28.0
30.032.0
33.0
33.0
34.0
36.0
38.0
16.0
17.0
20.0
21.0
22.0
23.0
26.0
27.0
28.0
29.0
31.0
34.0
35.0
35.0
36.0
37.0
39.0
43.046.0
46.0
47.0
48.0
50.0
54.0
23.0
23.0
29.0
30.0
31.0
33.0
37.0
38.0
39.0
41.0
44.0
48.0
49.0
50.0
51.0
53.0
56.0
60.064.0
65.0
66.0
68.0
71.0
76.0
032.0
033.0
041.0
042.0
044.0
046.0
052.0
053.0
055.0
058.0
062.0
068.0
069.0
070.0
072.0
075.0
079.0
085.0091.0
092.0
094.0
097.0
101.0
107.0
045.0
047.0
057.0
059.0
062.0
065.0
074.0
076.0
078.0
082.0
088.0
096.0
098.0
100.0
102.0
106.0
112.0
120.0129.0
131.0
133.0
137.0
143.0
151.0
064.0
066.0
081.0
084.0
087.0
093.0
104.0
107.0
110.0
116.0
124.0
136.0
138.0
141.0
144.0
149.0
158.0
170.0182.0
185.0
188.0
193.0
202.0
214.0
090.0
094.0
115.0
119.0
123.0
131.0
147.0
151.0
156.0
164.0
175.0
193.0
195.0
199.0
204.0
211.0
223.0
241.0257.0
261.0
266.0
274.0
285.0
303.0
127.0
133.0
162.0
168.0
174.0
185.0
208.0
214.0
220.0
231.0
248.0
273.0
276.0
282.0
288.0
299.0
316.0
341.0364.0
370.0
376.0
387.0
404.0
428.0
N5 N6 N7 N8 N9 N10 N11 N12
m
mm
0.5 m 20.
0.2 < m 3.5
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
06 < m 10.
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 34/64
기어 기술자료
30
표 3. 전체 치형오차 F α
기준원지름
d
mm
005 d 200
020 < d 500
050 < d 125
125 < d 280
280 < d 560
모듈정밀도등급
F α μm
N4
03.2
04.7
03.6
05.0
06.0
07.5
04.1
05.5
06.5
08.0
10.012.0
04.9
06.5
07.5
09.0
11.0
13.0
06.0
07.5
08.510.0
12.0
14.0
04.6
06.5
05.0
07.0
09.0
11.0
06.0
08.0
09.5
12.0
14.017.0
07.0
09.0
11.0
13.0
15.0
18.0
08.5
10.0
12.014.0
16.0
19.0
06.5
09.5
07.5
10.0
12.0
15.0
08.5
11.0
13.0
16.0
20.024.0
10.0
13.0
15.0
18.0
21.0
25.0
12.0
15.0
17.020.0
23.0
27.0
09.0
13.0
10.0
14.0
18.0
22.0
12.0
16.0
19.0
23.0
28.034.0
14.0
18.0
21.0
25.0
30.0
36.0
17.0
21.0
24.028.0
33.0
39.0
13.0
19.0
15.0
20.0
25.0
31.0
17.0
22.0
27.0
33.0
40.048.0
20.0
25.0
30.0
36.0
43.0
51.0
23.0
29.0
34.040.0
47.0
55.0
18.0
26.0
21.0
29.0
35.0
43.0
23.0
31.0
38.0
46.0
56.068.0
28.0
36.0
42.0
50.0
60.0
72.0
33.0
41.0
48.056.0
66.0
78.0
026.0
037.0
029.0
040.0
050.0
061.0
033.0
044.0
054.0
065.0
079.0096.0
039.0
050.0
060.0
071.0
085.0
102.0
047.0
058.0
067.0079.0
093.0
110.0
037.0
053.0
041.0
057.0
070.0
087.0
047.0
063.0
076.0
092.0
112.0136.0
055.0
071.0
084.0
101.0
121.0
144.0
066.0
082.0
095.0112.0
132.0
155.0
052.0
075.0
058.0
081.0
099.0
123.0
066.0
089.0
108.0
131.0
159.0192.0
078.0
101.0
119.0
143.0
171.0
204.0
094.0
116.0
135.0158.0
186.0
219.0
N5 N6 N7 N8 N9 N10 N11 N12
m
mm
0.5 m 20.
0.2 < m 3.5
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
06 < m 10.
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.
0.5 m 20.
0.2 < m 3.5
3.5 < m 60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.
0.5 m 20.
0.2 < m 3.5
3.5 < m
60.
0.6 < m 10.
.10 < m 16.
.16 < m 25.

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 35/64
기어 기술자료
531
280 < d 560
표 4. 전체 잇줄오차 F β
기준원지름
d
mm
005 d 200
020 < d 500
050 < d 125
125 < d 280
치폭정밀도등급
F β μm
N4
04.3
04.9
05.5
06.5
04.5
05.0
05.5
06.5
08.0
04.7
05.506.0
07.0
08.5
10.0
12.0
05.0
05.5
06.5
07.5
08.510.0
12.0
06.0
06.5
07.5
09.0
11.0
12.0
06.0
07.0
08.0
09.5
06.5
07.0
08.0
09.5
11.0
06.5
07.508.5
10.0
12.0
14.0
16.0
07.0
08.0
09.0
10.0
12.014.0
17.0
08.5
09.5
11.0
13.0
15.0
17.0
08.5
09.5
11.0
13.0
09.0
10.0
11.0
13.0
16.0
09.5
11.012.0
14.0
17.0
20.0
23.0
10.0
11.0
13.0
15.0
17.020.0
24.0
12.0
13.0
15.0
18.0
21.0
25.0
12.0
14.0
16.0
19.0
13.0
14.0
16.0
19.0
23.0
13.0
15.017.0
20.0
24.0
28.0
33.0
14.0
16.0
18.0
21.0
25.029.0
34.0
17.0
19.0
22.0
26.0
30.0
35.0
17.0
19.0
22.0
26.0
18.0
20.0
23.0
27.0
32.0
19.0
21.024.0
28.0
33.0
40.0
46.0
20.0
22.0
25.0
29.0
35.041.0
47.0
24.0
27.0
31.0
36.0
43.0
49.0
24.0
28.0
31.0
37.0
25.0
29.0
32.0
38.0
46.0
27.0
30.034.0
39.0
47.0
56.0
65.0
29.0
32.0
36.0
41.0
49.058.0
67.0
34.0
38.0
44.0
52.0
60.0
70.0
35.0
39.0
45.0
52.0
36.0
40.0
46.0
54.0
65.0
38.0
42.048.0
56.0
67.0
79.0
92.0
40.0
45.0
50.0
58.0
69.082.0
95.0
48.0
54.0
62.0
73.0
85.0
98.0
049.0
055.0
063.0
074.0
051.0
057.0
065.0
076.0
092.0
053.0
060.0068.0
079.0
094.0
112.0
130.0
057.0
063.0
071.0
082.0
098.0116.0
134.0
068.0
076.0
087.0
103.0
121.0
139.0
069.0
078.0
089.0
105.0
072.0
081.0
092.0
107.0
130.0
076.0
084.0095.0
111.0
133.0
158.0
184.0
081.0
090.0
101.0
117.0
139.0164.0
190.0
097.0
108.0
124.0
146.0
171.0
197.0
N5 N6 N7 N8 N9 N10 N11 N12
b
mm
004 b 100
010 < b 200
020 < b 400
040 < b 800
004 b 100.
010 < b 200.
020 < b 400
040 < b 800
080 < b 160.
004 b 100.
010 < b 200
020 < b 400
040 < b 800
080 < b 160
160 < b 250
.250 < b 400
004 b 100
010 < b 200
020 < b 400
040 < b 800
080 < b
160
160 < b 250
.250 < b 400
.010 b 200
020 < b 400
040 < b 800
080 < b 160
160 < b 250
250 < b 400

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 36/64
7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 37/64
기어 기술자료
533
d
mm
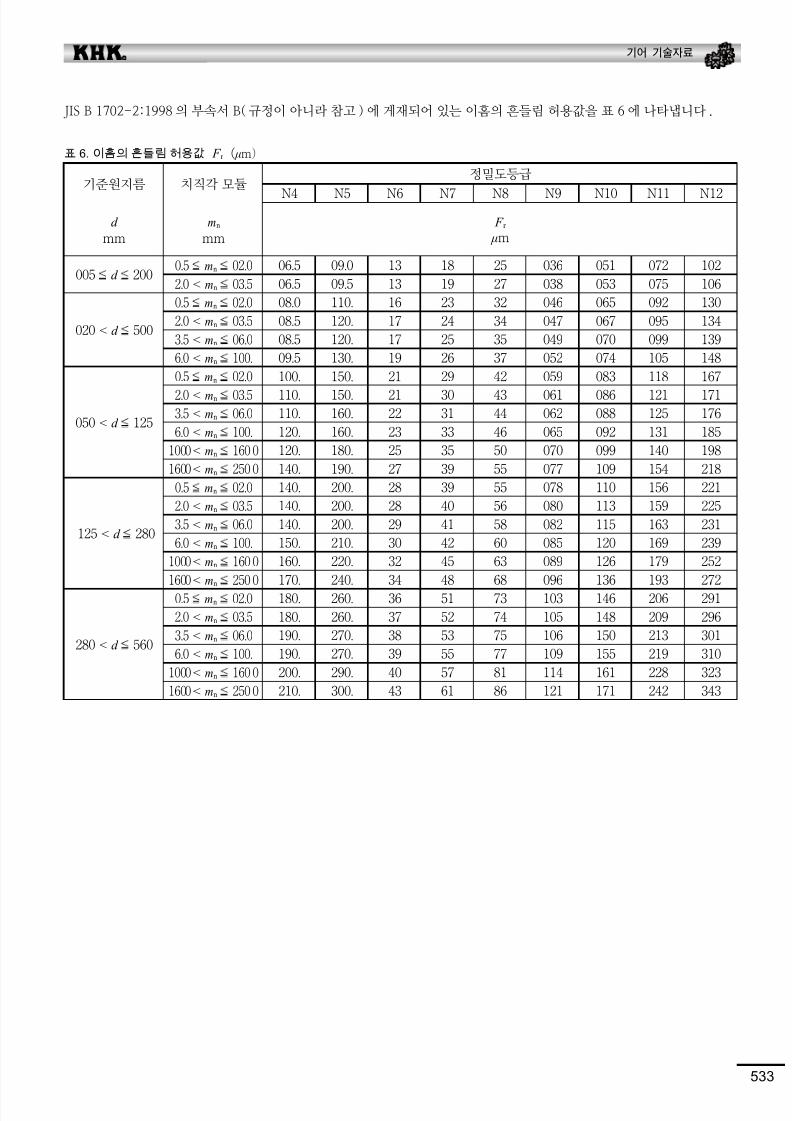
JIS B 1702-2:1998 의 부속서 B( 규정이 아니라 참고 ) 에 게재되어 있는 이홈의 흔들림 허용값을 표 6 에 나타냅니다 .
표 6. 이홈의 흔들림 허용값 F r ( μm)
기준원지름
005 d 200
020 < d 500
050 < d 125
125 < d 280
280 < d 560
치직각 모듈
0.5 mn 02.0
2.0 < mn 03.5
0.5 mn 02.0
2.0 < mn 03.5
3.5 < mn 06.0
6.0 < mn 100.
0.5 mn 02.0
2.0 < mn 03.5
3.5 < mn 06.0
6.0 < mn 100.
1000 < mn 160 0
1600 < mn 250 0
0.5 mn 02.0
2.0 < mn 03.5
3.5 < mn 06.0
6.0 < mn 100.
1000 < mn 160 0
1600 < mn
250 00.5 mn 02.0
2.0 < mn 03.5
3.5 < mn 06.0
6.0 < mn 100.
1000 < mn 160 0
1600 < mn 250 0
정밀도등급
N4
06.5
06.5
08.0
08.5
08.5
09.5
100.
110.
110.
120.
120.
140.
140.
140.
140.
150.
160.
170.180.
180.
190.
190.
200.
210.
N5
09.0
09.5
110.
120.
120.
130.
150.
150.
160.
160.
180.
190.
200.
200.
200.
210.
220.
240.260.
260.
270.
270.
290.
300.
N6
13
13
16
17
17
19
21
21
22
23
25
27
28
28
29
30
32
3436
37
38
39
40
43
N7
18
19
23
24
25
26
29
30
31
33
35
39
39
40
41
42
45
4851
52
53
55
57
61
N8
25
27
32
34
35
37
42
43
44
46
50
55
55
56
58
60
63
6873
74
75
77
81
86
N9
036
038
046
047
049
052
059
061
062
065
070
077
078
080
082
085
089
096103
105
106
109
114
121
N10
051
053
065
067
070
074
083
086
088
092
099
109
110
113
115
120
126
136146
148
150
155
161
171
N11
072
075
092
095
099
105
118
121
125
131
140
154
156
159
163
169
179
193206
209
213
219
228
242
N12
102
106
130
134
139
148
167
171
176
185
198
218
221
225
231
239
252
272291
296
301
310
323
343
F r μm
mn
mm

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 38/64
기어 기술자료
34
등
급
0
1
2
3
4
5
6
오 차
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
인접피치오차
이홈의 흔들림
인접피치오차
이홈의 흔들림
04 04 004 004 005 005 004 004 004 005 005 006 004 004 005 005 006 006
05 05 005 005 006 006 005 005 006 006 007 007 005 006 006 007 008 008
14 15 016 017 018 020 015 016 017 019 020 022 017 018 019 021 023 026
05 07 010 014 020 028 007 010 014 020 028 040 010 014 020 028 040 056
06 07 007 007 008 009 007 007 008 008 009 010 007 008 008 009 010 011
08 09 009 010 010 011 009 009 010 011 011 013 010 010 011 012 013 014
25 26 028 030 032 034 027 029 030 032 035 039 030 032 034 036 040 044
07 10 015 021 030 043 010 015 021 030 043 060 015 021 030 043 060 086
12 12 013 013 014 015 012 013 014 014 016 017 013 014 015 016 017 019
15 16 016 017 018 020 016 017 018 019 020 022 017 018 019 021 023 025
46 48 050 053 057 061 049 052 054 058 062 068 054 056 060 064 069 076
11 15 022 031 045 063 015 022 031 045 063 089 022 031 045 063 089 125
023 023 025 026 028 030 024 025 027 028 031 033
029 030 032 034 036 039 031 033 035 037 040 043
090 094 098 105 110 120 097 100 105 115 120 135
16 24 033 048 067 095 024 033 048 067 095 135 033 048 067 095 135 190
041 042 044 046 049 052 043 045 047 050 055 057
053 055 057 060 063 068 056 058 3061 065 069 075
165 170 175 185 195 210 170 180 190 200 210 230
25 35 050 071 100 145 035 050 071 100 145 200 050 071 100 145 200 290
110 115 120 125 132 150
37 52 075 105 150 210 052 075 105 150 210 300 075 105 150 210 300 430
210 220 240 250 270 290
56 79 110 160 230 320 079 110 160 230 320 450 110 160 230 320 450 640
정면 모듈
3이상
6이하
6초과
12이하
12초과
25이하
25초과
50이하
50초과
100이하
100초과
200이하
6초과
12이하
12초과
25이하
25초과
50이하
50초과
100이하
100초과
200이하
200초과
400이하
12초과
25이하
25초과
50이하
50초과
100이하
100초과
200이하
200초과
400이하
400초과
800이하
피치원 지름(mm)
1 초과 1.6 이하 1.6 초과 2.5 이하
2 베벨기어의 정밀도 JIS B 1704 : 1978 에서 발췌
기어의 허용값
0.6 초과 1 이하

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 39/64
기어 기술자료
535
6초과
10이하
7
등
급
0
1
2
3
4
5
6
오 차
단일피치오차 ( ± ) 005 005 005 006 006 007 008 005 006 006 007 007 008 006 006 007 007 008 009
006 006 007 007 008 009 010 007 007 008 009 009 011 008 008 009 009 010 011
018 019 021 022 024 027 031 021 022 024 026 029 032 024 025 027 029 032 035
010 014 020 028 040 056 079 014 020 028 040 056 079 014 020 028 040 056 079
008 008 009 010 010 012 013 009 010 010 011 012 014 010 011 011 012 013 015
010 011 012 012 014 015 017 012 012 013 014 016 018 013 014 015 016 017 019
032 033 036 038 042 046 051 036 038 041 045 049 054 041 043 046 049 054 059
015 021 030 043 060 086 120 021 030 043 060 086 120 021 030 043 060 086 120
014 015 016 017 018 020 022 016 017 018 019 021 023 018 019 020 021 023 025
018 019 020 022 024 026 029 021 022 023 025 027 030 023 024 026 027 030 032
057 059 063 067 072 079 088 064 067 072 077 084 092 071 075 079 084 091 100
022 031 045 063 089 125 180 031 045 063 089 125 180 031 045 063 089 125 180
025 027 028 030 032 035 038 028 030 031 034 036 040 031 033 034 037 039 043
033 034 036 039 041 045 049 037 039 041 044 047 052 041 042 045 048 051 056
100 105 110 120 130 140 150 115 120 125 135 145 160 125 130 140 145 155 170
033 048 067 095 135 190 270 048 067 095 135 190 270 048 067 095 135 190 270
045 047 050 052 055 059 065 050 052 054 058 062 068 054 056 059 062 067 072
059 061 065 067 072 077 084 065 067 071 075 081 088 071 073 077 081 087 100
180 185 200 210 220 240 260 200 210 220 230 250 270 220 230 240 250 270 290
050 071 100 145 200 290 400 071 100 145 200 290 400 071 100 145 200 290 400
115 120 125 130 135 155 170 125 130 135 150 165 175 135 140 155 165 175 185
075 105 150 210 300 430 600 105 150 210 300 430 600 105 150 210 300 430 600
220 240 250 260 280 290 310 250 260 270 290 300 330 270 280 290 310 320 340
110 160 230 320 450 640 900 160 230 320 450 640 900 160 230 320 450 640 900
250 360 500 720 1000 1450 2000 360 500 720 1000 1450 2000 360 500 720 1000 1450 2000
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
단일피치오차 ( ± )
인접피치오차
누적피치오차 ( ± )
이홈의 흔들림
인접피치오차
이홈의 흔들림
인접피치오차
이홈의 흔들림
이홈의 흔들림
2.5초과
4이하
12초과
25이하
25초과
50이하
50초과
100이하
100초과
200이하
200초과
400이하
400초과
800이하
800초과
1600이하
25초과
50이하
50초과
100이하
100초과
200이하
200초과
400이하
400초과
800이하
800초과
1600이하
25초과
50이하
50초과
100이하
100초과
200이하
200초과
400이하
400초과
800이하
800초과
1600이하
피치원 지름(mm)
4초과
6이하
기어의 허용값
정면 모듈

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 40/64
기어 기술자료
36
치직각모듈 3
잇수 25 와 50
비틀림각 35°
정면 모듈 = 3.66
소기어의 피치원지름 91.5
대기어의 피치원지름 183.0
소기어의 이두께 감소량
최소치 70 μm, 최대치 170 μm
대기어의 이두께 감소량
최소치 80 μm, 최대치 200 μm
백래시
최소치 170 + 080 = 150 μm 최대치 170 + 200 = 370 μm
주 1
300
3 평기어 및 헬리컬기어의 백래시 폐지규격 JIS B 1703 : 1976 에서 발췌
정
면
모
듈
(mm)
0.5
1
1.5
2
2.5
3
3.5
4
5
6
7
8
10
12
14
16
18
20
22
25
이
두
께
감
소
량
피치원지름(mm)
기어 정밀도등급(JIS)
0 급
1540 70 50 90 60 110 70 130 90 170 110 200 140 250 180 320
60 100 70 120 80 150 100 180 120 220 150 270 180 330 230 410
80 140 90 160 110 190 130 230 160 280 190 350 240 420
100 180 120 210 140 250 170 300 200 360 240 440 300 540
110 190 120 220 150 260 170 310 210 380 250 450 310 550
130 240 150 280 180 330 220 390 260 470 310 570 380 690
140 250 160 290 190 340 220 400 270 480 320 580 390 700
150 270 170 310 200 360 230 420 280 500 330 590 400 720
160 300 190 340 210 390 250 450 290 530 350 620 420 750
180 330 200 370 230 410 260 480 310 560 360 650 430 780
200 360 220 390 240 440 280 510 320 580 380 680 450 810
210 380 240 420 260 470 300 540 340 610 400 710 460 840
270 480 300 530 330 590 370 670 430 770 500 900
300 540 330 590 360 650 410 730 460 830 530 950
330 600 360 650 390 710 440 790 490 890 560 1010
390 710 420 760 470 850 530 950 590 1070
430 770 460 830 500 910 560 1000 630 1130
460 820 490 890 540 960 590 1060 660 1190
520 950 570 1020 620 1120 690 1250
570 1030 620 1110 670 1210 740 1330
최소치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
20
25
25
25
30
30
35
35
40
45
35
40
45
50
50
50
60
60
70
70
80
90
45
50
50
60
60
60
60
70
70
80
90
90
110
120
130
60
60
60
70
70
70
80
80
90
90
100
110
120
130
140
160
170
180
70
70
80
80
80
90
90
90
100
110
110
120
130
140
160
170
180
200
210
230
90
90
100
100
100
110
110
120
120
130
140
150
160
180
190
200
210
230
250
120
120
130
130
130
140
150
150
160
170
180
200
210
220
240
250
270
150
160
160
170
170
180
190
200
210
220
240
250
260
280
5 급 5 급 5 급 5 급 5 급 5 급 5 급 5 급 5 급 5 급 5 급0 급 0 급 0 급 0 급 0 급 0 급 0 급 0 급 0 급 0 급
1.5 이상
3 이하
3 초과
6 이하
6 초과
12 이하
12 초과
25 이하
25 초과
50 이하
50 초과
100 이하
100 초과
200 이하
200 초과
400 이하
400 초과
800 이하
800 초과
1600 이하
1600 초과
3200 이하
백래시 산출수치표 (JIS 0 급 및 5 급 ) 단위 μm
JIS 0 급 헬리컬기어의
백래시를 구하는 방법
백래시 계산식
JIS 등급0
주 112345
678
최소치
10W
최대치25W .528W .531.5W 35.5W 40W .545W .5
50W .563W .590W .5
공차단위 W 는
W = 3√d 0 + 0.65ms( μm)
여기서 d 0 :피치원지름 (mm)
ms :정면 모듈(mm)
주 1. 고속회전에서의 최소치는
12.5W 를 이용한다 .
cos 35°3
기어의 사용목적에 따라서는 백래시의 크기에 정밀도등급과
다른 등급에 대한 값을 사용할 수 있습니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 41/64
기어 기술자료
537
피치원지름(mm)이
두
께
감
소
량
4 베벨기어의 백래시 JIS B 1705 : 1973 에서 발췌
정
면
모
듈
(mm)
0.5
1
1.5
2
2.5
3
3.5
4
5
6
7
8
10
12
14
16
18
20
22
25
기어 정밀도등급(JIS)
0 급
2050 100 60 120 70 150 90 180 110 230 140 280
7060 140120 80 160 100 200 120 240 150 300
9080 180150 110 220 130 260 160 310 190 380
120100 230200 140 280 170 330 200 400 240 490
120110 250210 150 290 170 350 210 420 250 310500 610
150130110 310270230 180 360 220 430 260 310520 630
160140120 320280240 190 380 220 450 270 320540 640
170150130 340300260 200 400 230 470 280 550 330 660
190160 370330 210 430 250 500 290 580 350 690
200180 410360 230 460 260 530 310 620 360 730
220200 440400 240 490 280 560 320 650 380 760
240210 470430 260 530 300 600 340 680 400 790
300270240 590540490 330 660 370 750 430 860
330300 660600 360 730 410 810 460 920
360330 720670 390 790 440 880 490 990
420390360 850790730 470 940 530 1050
460430 920850 500 1010 560 1120
490460 990920 540 1070 590 1180
570520490 11401050980 620 1250
620570540 123011501070 670 1340
최소치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최대치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
최소치
25
2525
30
35
3530
35
40
45
5040
5045
45
50
50
60
60
605045
606050
706050
7070
8070
9080
9090
60
60
60
70
70
70
80
80
90
90
100
110
120110100
130120
140130
80
80
80
90
90
90
100
110
110
120
130
140
160
170160150
180170
200180
100
100 120
100 130
110 130
110
120
120
130
140
150
160
180
190
200
210
230210200
250230210
130
140
150
150
160
170
180
200
210
220
240
250
270
4 급 4 급 4 급 4 급 4 급 4 급 4 급 4 급 4 급0 급 0 급 0 급 0 급 0 급 0 급 0 급 0 급
3 이상
6 이하
6 초과
12 이하
12 초과
25 이하
25 초과
50 이하
50 초과
100 이하
100 초과
200 이하
200 초과
400 이하
400 초과
800 이하
800 초과
1600 이하
백래시 산출수치표 (JIS 0 급 및 4 급 ) 단위 μm
JIS 0 급 베벨기어의
백래시를 구하는 방법
모듈 3잇수 25 와 50
소기어의 피치원지름 75mm
대기어의 피치원지름 150mm
소기어의 이두께 감소량
최소치 60 μm
최대치 150 μm
대기어의 이두께 감소량
최소치 70 μm
최대치 180 μm
백래시
최소치 160 + 070 = 130 μm
최대치 150 + 180 = 330 μm
백래시 계산식
JIS 등급012345
6
최소치
10W
최대치25W .530W .535.5W 42.5W 50W .560W .5
71W .5
공차단위 W 는
W = 3√d 0 + 0.65ms( μm)
여기서 d 0:피치원지름 (mm)
ms:정면 모듈(mm)
기어의 사용목적에 따라서는 백래시의 크기에 정
밀도등급과 다른 등급에 대한 값을 사용할 수 있습
니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 42/64
기어 기술자료
38
F
024018
5 구멍의 공차등급과 치수허용공차 JIS B 0401-2:1998 에서 발췌
단위 μm기준치수(mm)
초과
—
이하
003
B
B10
+ 1800+ 1400
C
C9
+ 850 + 100+ 60
C10
D
D8
+ 3400 + 4500 + 60+ 20
D9 D10
E
E7
+ 2400 + 2800 + 39+ 14
E8 E9 F6
+ 1200 + 1600 + 20+ 60
F7 F8
G
G6
+ 800 + 12+ 2
G7
H
H5
003 006 + 1880+ 1400
+ 1000 + 118+ 70
+ 4800 + 6000 + 78+ 30
+ 3200 + 3800 + 50+ 20
+ 1800 + 2200 + 28+ 10
+ 120 + 16+ 4
006 010 + 2080+ 1500
+ 1160 + 138+ 80
+ 6200 + 7600 + 98+ 40
+ 4000 + 4700 + 61+ 25
+ 2200 + 2800 + 35+ 13
+ 140 + 20+ 5
010 014+ 2200+ 1500
+ 1380 + 165+ 95
+ 770 + 930 + 120+ 500
+ 5000 + 5900 + 75+ 32
+ 2700 + 3400 + 43+ 16
+ 170 + 24+ 6
014 018
+ 2440+ 1600
+ 1620 + 194+ 110
+ 9800 + 1170 + 149+ 650
+ 6100 + 7300 + 92+ 40
+ 3300 + 4100 + 53+ 20
+ 200 + 28+ 7
024 030
030 040 + 2700+ 1700
+ 1820 + 220+ 120 + 1190 + 1420 + 180
+ 800+ 7500 + 8900 + 112
+ 500+ 4100 + 5000 + 64
+ 25+ 250 + 34
+ 9040 050
+ 2800+ 1800
+ 1920 + 230+ 130
050 065 + 3100+ 1900
+ 2140 + 260+ 140 + 1460 + 1740 + 220
+ 100+ 9000 + 1060 + 134
+ 600+ 4900 + 6000 + 76
+ 30+ 290 + 40
+ 10065 080
+ 3200+ 2000
+ 2240 + 270+ 150
080 100 + 3600+ 2200
+ 2570 + 310+ 170 + 1740 + 2070 + 260
+ 120+ 1070 + 1260 + 159
+ 720+ 5800 + 7100 + 90
+ 36+ 340 + 47
+ 12100 120
+ 3800+ 2400
+ 2670 + 320+ 180
120 140 + 4200+ 2600
+ 3000 + 360+ 200
+ 2080 + 2450 + 305+ 145
+ 1250 + 1480 + 185+ 850
+ 6800 + 8300 + 106+ 430
+ 390 + 54+ 14
140 160 + 4400+ 2800
+ 3100 + 370+ 210
160 180 + 4700+ 3100
+ 3300 + 390+ 230
180 200 + 5250+ 3400
+ 3550 + 425+ 240
+ 2420 + 2850 + 355+ 170
+ 1460 + 1720 + 215+ 100
+ 7900 + 9600 + 122+ 500
+ 440 + 61+ 15
200 225 + 5650+ 3800
+ 3750 + 445+ 260
225 250 + 6050+ 4200
+ 3950 + 465+ 280
250 280 + 6900+ 4800
+ 4300 + 510+ 300 + 2710 + 3200 + 400
+ 190+ 1620 + 1910 + 240
+ 110+ 8800 + 1080 + 137
+ 560+ 490 + 69
+ 17280 315
+ 7500+ 5400
+ 4600 + 540+ 330
315 355 + 8300+ 6000
+ 5000 + 590+ 360 + 2990 + 3500 + 440
+ 210+ 1820 + 2140 + 265
+ 125+ 9800 + 1190 + 151
+ 620+ 540 + 75
+ 18355 400
+ 9100+ 6800
+ 5400 + 630+ 400
400 450 + 1010+ 7600
+ 5950 + 690+ 440 + 3270 + 3850 + 480
+ 230+ 1980 + 2320 + 290
+ 135+ 1080 + 1310 + 165
+ 680+ 600 + 83
+ 20
+ 400 + 600 + 100 + 1400 + 2500 + 400
+ 500 + 800 + 120 + 180 + 3000 + 480
+ 600 + 900 + 150 + 220 + 3600 + 580
+ 800 + 110 + 180 + 270 + 4300 + 700
+ 900 + 130 + 210 + 330 + 5200 + 840
+ 110 + 160 + 250 + 390 + 6200 + 1000
+ 130 + 190 + 300 + 460 + 7400 + 1200
+ 150 + 220 + 350 + 540 + 8700 + 1400
+ 180 + 250 + 400 + 630 + 1000 + 1600
+ 200 + 290 + 460 + 720 + 1150 + 1850
+ 230 + 320 + 520 + 810 + 1300 + 2100
+ 250 + 360 + 570 + 890 + 1400 + 2300
+ 270 + 400 + 630 + 970 + 1550 + 2500
450 500 + 1090+ 8400
+ 6350 + 730+ 480
H6 H7 H8 H9 H10
비고 : 표의 각 단에서 위쪽 수치는 상한치수허용공차 , 아래쪽의 수치는 하한치수허용공차를 나타낸다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 43/64
기어 기술자료
539
M기준치수(mm)
비고 : 표의 각 단에서 위쪽 수치는 상한치수허용공차 , 아래쪽의 수치는 하한치수허용공차를 나타낸다 .
단위 μm
초과
—
이하
003
JS
JS5
± 02.50
JS6
K
JS7
± 0300.
K5 K6 K7 M5 M6 M7 N6 N7 P6 P7 R7 S7 T7 U7
± 0500.
N
+ 00- 04
+ 00- 06
+ 00- 10
- 02- 06
- 02- 08
- 02- 12
- 04- 10
- 04- 14
- 06- 12
- 006- 016
- 010- 020
- 014- 024
— - 018
- 028
3 006 ± 02.50 ± 0400. ± 0600. + 00
- 05+ 02- 06
+ 03- 09
- 03- 08
- 01- 09
+ 00- 12
- 05- 13
- 04- 16
- 09- 17
- 008- 020
- 011- 023
- 015- 027
— - 019
- 031
6 010 ± 03.50 ± 04.50 ± 07.50 + 01
- 05+ 02- 07
+ 05- 10
- 04- 10
- 03- 12
+ 00- 15
- 07- 16
- 04- 19
- 12- 21
- 009- 024
- 013- 028
- 017- 032
— - 022
- 037
10 014
± 04.50 ± 05.50 ± 0900. + 02
- 06+ 02- 09
+ 06- 12
- 04- 12
- 04- 15
+ 00- 18
- 09- 20
- 05- 23
- 15- 26
- 011- 029
- 016- 034
- 021- 039
— - 026
- 04414 018
18 024
± 04.50 ± 06.50 ± 10.5 + 01
- 08+ 02- 11
+ 06- 15
- 05- 14
- 04- 17
- 00- 21
- 11- 24
- 07- 28
- 18- 31
- 014- 035
- 020- 041
- 027- 048
— - 033
- 054
24 030 - 033- 054 - 040- 061
30 040
± 05.50 ± 0800. ± 12.5 + 02
- 09+ 03- 13
+ 07- 18
- 05- 16
- 04- 20
+ 00- 25
- 12- 28
- 08- 33
- 21- 37
- 017- 042
- 025- 050
- 034- 059
- 039- 064
- 051- 076
40 050 - 045
- 070- 061- 086
50 065
± 06.50 ± 09.50 ± 150. + 03
- 10+ 04- 15
+ 09- 21
- 06- 19
- 05- 24
- 00- 30
- 14- 33
- 09- 39
- 26- 45
- 021- 051
- 030- 060
- 042- 072
- 055- 085
- 076- 106
65 080 - 032
- 062- 048- 078
- 064- 094
- 091- 121
80 100
± 07.50 ± 110. ± 17.5 + 02
- 13+ 04- 18
+ 10- 25
- 08- 23
- 06- 28
- 00- 35
- 16- 38
- 10- 45
- 30- 52
- 024- 059
- 038- 073
- 058- 093
- 078- 113
- 111- 146
100 120 - 041
- 076- 066- 101
- 091- 126
- 131- 166
120 140
± 0900. ±12.5 ±200. + 03
- 15+ 04- 21
+ 12- 28
- 09- 27
- 08- 33
- 00- 40
- 20- 45
- 12- 52
- 36- 61
- 028- 068
- 048- 088
- 077- 117
- 107- 147
—140 160 - 050
- 090- 085- 125
- 119- 159
160 180 - 053
- 093- 093- 133
- 131- 171
180 200
± 100. ±14.5 ±230. + 02
- 18+ 05- 24
+ 13- 33
- 11- 31
- 08- 37
- 00- 46
- 22- 51
- 14- 60
- 41- 70
- 033- 079
- 060- 106
- 105- 151
— —200 225 - 063
- 109- 113- 159
225 250 - 067
- 113- 123- 169
250 280± 11.5 ±160. ± 260.
+ 03- 20
+ 05- 27
+ 16- 36
- 13- 36
- 09- 41
- 00- 52
- 25- 57
- 14- 66
- 47- 79
- 036- 088
- 074- 126
— — —
280 315 - 078
- 130
315 355
± 12.5 ±180. ± 28.5 + 03
- 22+ 07- 29
+ 17- 40
- 14- 39
- 10- 46
- 00- 57
- 26- 62
- 16- 73
- 51- 87
- 041- 098
- 087- 144
— — —
355 400 - 093
- 150
400 450
± 13.5 ±200. ± 31.5 + 02
- 25+ 08- 32
+ 18- 45
- 16- 43
- 10- 50
- 00- 63
- 27- 67
- 17- 80
- 55- 95
- 045- 108
- 103- 166
— — —
450 500 - 109
- 172
P R S T U
X7
- 20- 30
- 24- 36
- 28- 43
- 33- 51
- 38- 56
- 46- 67
- 56- 77
—
—
—
—
—
—
—
—
X

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 44/64
기어 기술자료
40
010
f
6 축의 공차등급과 치수허용공차 JIS B 0401-2:1998 에서 발췌
단위 μm기준치수(mm)
초과
—
이하
003
b
b9
- 140- 165
c9
c d
d8
- 060- 085
d9 e7 e8 e9 f6 f7 f8 g4 g5 g6 h4 h5 h6 h7 h8 h9
- 020- 0340 - 045
e
- 014- 0240 - 0280 - 039
- 1080- 0060-108- 0120 - 0160 - 020
- 02- 050 - 060 - 08
0- 03 - 04 - 06 - 10 - 14 - 025
003 006 - 140- 170
- 070- 100
- 030- 0480 - 60
- 020- 0320 - 0380 - 050
- 1080- 0100-108- 0180 - 0220 - 028
- 04- 080 - 090 - 12
0- 004 - 05 - 08 - 12 - 18 - 030
006 010 - 150- 186
- 080- 116
- 040- 0620 - 076
- 025- 0400 - 0470 - 061
- 1080- 0130-108- 0220 - 0280 - 035
- 05- 090 - 110 - 14
0- 04 - 06 - 09 - 15 - 22 - 036
014- 150- 193
- 095- 138
- 050- 0770 - 093
- 032- 0500 - 0590 - 075
- 1080- 0160-108- 0270 - 0340 - 043
- 06- 110 - 140 - 17
0- 05 - 08 - 11 - 18 - 27 - 043
014 018
018 024- 160- 212
- 110- 162
- 065- 0980 - 117
- 040- 0610 - 0730 - 092
- 1080- 0200-108- 0330 - 0410 - 053
- 07- 130 - 160 - 20
0- 06 - 09 - 13 - 21 - 33 - 052
024 030
030 040 - 170- 232
- 120- 182 - 080
- 1190 - 142- 050
- 0750 - 0890 - 112- 1080- 0250-108- 0410 - 0500 - 064
- 09- 160 - 200 - 25
0- 07 -11 - 16 - 25 - 39 - 062
040 050 - 180- 242
- 130- 192
050 065 - 190- 264
- 140- 214 - 100
- 1460 - 174- 060
- 0900 - 1060 - 134- 1080- 0300-108- 0490 - 0600 - 076
- 10- 180 - 230 - 29
0- 08 -13 - 19 - 30 - 46 - 074
065 080 - 200- 274
- 150- 224
080 100 - 220- 307
- 170- 257 - 120
- 1740 - 207- 072
- 1070 - 1260 - 159- 1080- 0360-108- 0580 - 0710 - 090
- 12- 220 - 270 - 34
0- 10 - 15 - 22 - 35 - 54 -087
100 120 - 240- 327
- 180- 267
120 140 - 260- 360
- 200- 300
- 145- 2080 - 245
- 085- 1250 - 1480 - 185
- 1080- 0430-108- 0680 - 0830 - 106
- 14- 260 - 320 - 39
0- 12 - 18 - 25 - 40 - 63 - 100
140 160 - 280- 380
- 210- 310
160 180 - 310- 410
- 230- 330
180 200 - 340- 455
- 240- 355
- 170- 2420 - 285
- 100- 1460 - 1720 - 215
- 1080- 0500-108- 0790 - 0960 - 122
- 15- 290 - 350 - 44
0- 14 - 20 - 29 - 46 - 72 - 115
200 225 - 380- 495
- 420- 535
- 540- 670
- 680- 820
- 840- 995
- 260- 375
- 280- 395
- 330- 460
- 400- 540
- 480- 635
225 250
250 280 - 480- 610
- 300- 430 - 190
- 2710 - 320- 110
- 1620 - 1910 - 240- 1080- 0560-108- 0880 - 1080 - 137
- 17- 330 - 400 - 49
0- 16 - 23 - 32 - 52 - 81 - 130
280 315
315 355 - 600- 740
- 360- 500 - 210
- 2990 - 350- 125
- 1820 - 2140 - 265- 1080- 0620-108- 0980 - 1190 - 151
- 18- 360 - 430 - 54
0- 18 - 25 - 36 - 57 - 89 - 140
355 400
400 450 - 760- 915
- 440- 595 - 230
- 3270 - 385- 135
- 1980 - 2320 - 290- 1080- 0680-108- 1080 - 1310 - 165
- 20- 400 - 470 - 60
0- 20 - 27 - 40 - 63 - 97 - 155
450 500
g h
비고 : 표의 각 단에서 위쪽 수치는 상한치수허용공차 , 아래쪽의 수치는 하한치수허용공차를 나타낸다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 45/64
기어 기술자료
541
+ 32+5
+ 09+1
—
기준치수(mm)
비고 : 표의 각 단에서 위쪽 수치는 상한치수허용공차 , 아래쪽의 수치는 하한치수허용공차를 나타낸다 .
단위 μm
초과
—
이하
003
js
js4
± 01.5
js5
k m
js6
± 020.
js7 k4 k5 k6 m4 m5 m6 n6 p6 r6 s6 t6 u6 x6
± 030.
n
± 050. + 03 + 04
-0+ 06 + 05 + 06
+ 02+ 08 + 10
+ 04+ 012+ 006
+ 016+ 010
+ 020+ 014
— + 024
+ 018+ 26+ 20
3 006 ± 02.5 ± 02.5 ± 040. ± 060. + 05 + 06
+1+ 09 + 08
- 09+ 09+ 04
+ 12 + 16+ 08
+ 020+ 012
+ 023+ 015
+ 027+ 019
— + 031
+ 023+ 36+ 28
6 010 ± 020. ± 030. ± 04.5 ± 07.5 + 05 + 07
+1+ 10 + 10 + 12
+ 06+ 15 + 19
+ 10+ 024+ 015
+ 028+ 019
+ 032+ 023
— + 037
+ 028+ 43+ 34
10 014
± 02.5 ± 040. ± 05.5 ± 090. + 06 + 12 + 12 + 15
+ 07+ 18 + 23
+ 12+ 029+ 018
+ 034+ 023
+ 039+ 028
— + 044
+ 033
+ 51+ 40
14 018 + 56
+ 45
18 024
± 030. ± 04.5 ± 06.5 ± 10.5 + 08 + 11
+2+ 15 + 14 + 17
+8+ 21 + 28
+ 15+ 035+ 022
+ 041+ 028
+ 048+ 035
— + 054
+ 041+ 67+ 54
24 030 + 054+ 041 + 061+ 048 + 77+ 64
30 040
± 03.5 ± 05.5 ± 080. ± 12.5 + 09 + 13
+2+ 18 + 16 + 20
+9+ 25 + 33
+ 17+ 042+ 026
+ 050+ 034
+ 059+ 043
+ 064+ 048
+ 076+ 060
—
40 050 + 070
+ 054+ 086+ 070
50 065
± 040. ± 06.5 ± 09.5 ± 150. + 10 + 15
+2+ 21 + 19 + 24
+ 11+ 30 + 39
+ 20+ 051+ 032
+ 060+ 041
+ 072+ 053
+ 085+ 066
+ 106+ 087
—
65 080 + 062
+ 043+ 078+ 059
+ 094+ 075
+ 121+ 102
80 100
± 050. ± 07.5. ± 110. ± 17.5 + 13 + 18
+3+ 25 + 23 + 28
+ 13+ 35 + 45
+ 23+ 059+ 037
+ 073+ 051
+ 093+ 071
+ 113+ 091
+ 146+ 124
—
100 120 + 076
+ 054+ 101+ 079
+ 126+ 104
+ 166+ 144
120 140
± 060. ± 090. ±12.5 ±200. + 15 + 21
+3+ 28 + 27 + 33
+ 15+ 40 + 52
+ 27+ 068+ 043
+ 088+ 063
+ 117+ 092
+ 147+ 122
— —140 160 + 090
+ 065+ 125+ 100
+ 159+ 134
160 180 + 093
+ 068+ 133+ 108
+ 171+ 146
180 200
± 070. ± 100. ±14.5 ±230. + 18 + 24
+4+ 33 + 31 + 37
+ 17+ 46 + 60
+ 31+ 079+ 050
+ 106+ 077
+ 151+ 122
— — —200 225 + 109
+ 080+ 159+ 130
225 250 + 113
+ 084+ 169+ 140
250 280± 080. ±11.5 ±160. ± 260.
+ 20 + 27+4
+ 36 + 36 + 43+ 20
+ 52 + 66+ 34
+ 088+ 056
+ 126+ 094
— — — —
280 315 + 130
+ 098
315 355
± 090. ±12.5 ±180. ± 28.5 + 22 + 29
+4+ 40 + 39 + 46
+ 21+ 57 + 73
+ 37+ 098+ 062
+ 144+ 108
— — — —
355 400 + 150
+ 114
400 450
± 100. ±13.5 ±200. ± 31.5 + 25 + 45 + 43 + 50
+ 23+ 63 + 80
+ 40+ 108+ 068
- 166- 126
— — —
450 500 - 172
- 132
p r s t u x

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 46/64
기어 기술자료
42
01.60
020.0
02.50
03.15
040.0
050.0
06.30
080.0
100.0
12.50
160.0
180.0
22.40
280.0
01.60
020.0
02.50
03.15
0400
050.0
6.30
080.0
100.0
12.50
160.0
180.0
22.40
280.0
7 센터구멍 JIS B 1011:1987 에서 발췌
60 도 센터구멍의 형상 및 치수
d 호칭
D D1
D2
(최소)l 주 1
( 최 대 )b
( 약 ) l 1
비고
l 2 l 3 t a
(0.50)
(0.63)
(0.80)
100.
(1.25)
1.60
200.
2.50
3.15
400.
(5)00.
6.30
(8)00.
100.0
01.06
01.32
01.70
02.12
02.65
03.35
04.25
05.30
06.70
08.50
10.60
13.20
170.0
21.20
010.
01.2
01.5
01.9
02.2
02.8
03.3
04.1
04.9
06.2
07.5
09.2
11.5
14.2
0.2
0.3
0.3
0.4
0.6
0.6
0.8
0.9
10.
1.3
1.6
1.8
20.
2.2
0.48
0.60
0.78
0.97
1.21
1.52
1.95
2.42
3.07
3.90
4.85
5.98
7.79
9.70
00.64
00.80
01.01
01.27
01.60
01.99
02.54
03.20
04.03
05.05
06.41
07.36
09.35
11.66
00.68
00.90
01.08
01.37
01.81
02.12
02.75
03.32
04.07
05.20
06.45
07.78
09.79
11.90
0.5
0.6
0.7
0.9
1.1
1.4
1.8
2.2
2.8
3.5
4.4
5.5
70.
8.7
0.16
0.20
0.23
0.30
0.39
0.47
0.59
0.78
0.96
1.15
1.56
1.38
1.56
1.96
주 1. l 은 t 보다 커야 한다 .
비고 ( ) 를 붙인 호칭의 제품은 가능한한 사용하지 않는다 .
단위 mm
φ
D 2
( t )
( l 3)l
b
φ
D
φ
D 1
φ
D
φ
d
6 0 ° 최 대
6 0 ° 최 대
1 2 0 °
φ
d
( t )
( l 2)l
(a)
( t )
φ
d
( l 1)l
φ
D
6 0 ° 최 대
A 형 B 형 C 형
센터구멍의 종류
각도 형식
60 도 75 도 90 도
A
B
C
— R
비고 1. 여기에서의 각도는 적용하는 센터구멍의 각도를 말한다 .
2. 75 도 센터구멍은 가능한한 사용하지 않는다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 47/64
기어 기술자료
543
8 미터 보통나사 암나사 내경 JIS B 0205-4 : 2001 , JIS B 0209-2 : 2001 에서 발췌
p
H
D 1 ,
d 1
D 2 ,
d 2
D ,
d
기준치수
피팅 (Fitting) 구분 : 중
피팅 (Fitting) 길이 : 표준
공차역 등급 : 6H
호칭경 = 숫나사 외경 피치 암나사 내경
d p 기준치 D1 최대 최소
0M1.60 0.35 01.221 01.321 01.221(M1.8) 0.35 01.421 01.521 01.421
0M200 0.40 01.567 01.679 01.567(M2.2) 0.45 01.713 01.838 01.7130M2.50 0.45 02.013 02.138 02.0130M300 0.50 02.459 02.599 02.459
(M3.5) 0.60 02.851 03.011 02.850
0M400 0.70 03.242 03.422 03.242(M4.5) 0.75 03.688 03.878 03.6880M500 0.80 04.134 04.334 04.1340M600 1.00 04.918 05.154 04.917
(M7) 1.00 05.918 06.154 05.917
0M800 1.25 06.647 06.912 06.6470M100 1.50 08.376 08.676 08.3760M120 1.75 10.106 10.441 10.106
(M14) 2.00 11.835 12.210 11.8350M160 2.00 13.835 14.210 13.835
(M18) 2.50 15.294 15.744 15.2940M200 2.50 17.294 17.744 17.294
(M22) 2.50 19.294 19.744 19.2940M240 3.00 20.753 21.253 20.752
(M27) 3.00 23.753 24.253 23.7520M300 3.50 26.211 26.771 26.211
d :숫나사 외경 기준치수 ( 호칭경 )
p :피치
D1:암나사 내경 기준치수
D1 = D – 1.0825 p
D :수나사 골경 기준치수 ( 호칭경 )

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 48/64
기어 기술자료
44
9 6 각구멍붙이 볼트 ( 보통나사 ) 의 치수 JIS B 1176 : 2006 에서 발췌
나사의 호칭 ( d ) M3 M4 M5 M6 M8 M10 M12 (M14)(4) M16 M20
피치 ( p ) 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5
d k
최대 (1) 5.5 7 8.5 10 13 16 18 21 24 30
최대 (2) 5.68 7.22 8.72 10.22 13.27 16.27 18.27 21.33 24.33 30.33
최소 5.32 6.78 8.28 9.78 12.73 15.73 17.73 20.67 23.67 29.67
k 최대 3.00 4.00 5.00 6.00 8.00 10.00 12.00 14.00 16.00 20.00
최소 2.86 3.82 4.82 5.7 7.64 9.64 11.57 13.57 15.57 19.48
s (3)
호칭 2.5 3 4 5 6 8 10 12 14 17
최대 2.58 3.08 4.095 5.14 6.14 8.175 10.175 12.212 14.212 17.23
최소 2.52 3.02 4.02 5.02 6.02 8.025 10.025 12.032 14.032 17.05
l (5)l s 및 l g
l s l g l s l g l s l g l s l g l s l g l s l g l s l g l s l g l s l g l s l g호칭길이
최소 최대 최소 최대 최소 최대 최소 최대 최소 최대 최소 최대 최소 최대 최소 최대 최소 최대 최소 최대 최소 최대
5 4.76 5.24
6 5.76 6.24
8 7.71 8.29
10 9.71 10.29
12 11.65 12.35
16 15.65 16.35
20 19.58 20.42 4.5 7
25 24.58 25.42 9.5 12 6.5 10 4 8
30 29.58 30.42 11.5 15 9 13 6 11
35 34.5 35.5 16.5 20 14 18 11 16
40 39.5 40.5 19 23 16 21 5.75 12
45 44.5 45.5 24 28 21 26 10.75 17 5.5 13
50 49.5 50.5 26 31 15.75 22 10.5 18
55 54.4 55.6 31 36 20.75 27 15.5 23 10.25 19
60 59.4 60.6 25.75 32 20.5 28 15.25 24 10 20
65 64.4 65.6 30.75 37 25.5 33 20.25 29 15 25 11 21
70 69.4 70.6 35.75 42 30.5 38 25.25 34 20 30 16 26
80 79.4 80.6 45.75 52 40.5 48 35.25 44 30 40 26 36 15.5 28
90 89.3 90.7 50.5 58 45.25 54 40 50 36 46 25.5 38
100 99.3 100.7 60.5 68 55.25 64 50 60 46 56 35.5 48
110 109.3 110.7 65.25 74 60 70 56 66 45.5 58
120 119.3 120.7 75.25 84 70 80 66 76 55.5 68
130 129.2 130.8 80 90 76 86 65.5 78
140 139.2 140.8 90 100 86 96 75.5 88
150 149.2 150.8 96 106 85.5 98
160 159.2 160.8 106 116 95.5 108
180 179.2 180.8 115.5 128
200 199.1 200.9 135.5 148
d k
l s
l g
l k
s
d
주 1. 널링 (knurling) 이 없는 머리부에 적용한다 .주 2. 널링 (knurling) 이 있는 머리부에 적용한다 .
주 3. 육각구멍 치수 s 및 e 의 게이지 검사는 JIS B 1016 을 참조 .
주 4. 나사의 호칭에 괄호를 붙인 것은 가능한 사용하지 않는다 .
주 5. 일반적으로 유통되는 호칭길이의 범위는 두꺼운 계단선의 사이이다 . 회색부는 전체가 나사이며 l s 즉 , 불완전나사부 길이는 3 p 이내로 한다 . 회색부
이외의 것의 수치는 l s 및 l g 의 값을 나타내며 다음 식에 따른다 .
l g 최대= l 호칭- b l s 최소= l g 최대- 5 p

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 49/64
기어 기술자료
545
단위 mm
비고 : 위 표의 볼트구멍지름 (d' ) 은 JIS B 1001-1968( 볼트구멍지름 및 카운터보어 지름 ) 의 볼트구멍지름 2 급에 따른다 .
M12, M14, M16 볼트구멍지름에서 괄호 안의 치수는 JIS B1001-1985 에 규정된 볼트구멍지름 (2 급 ) 이다 .
d '
H''
d 1
D D '
H d
d '
H
d 1
D D '
H' d
6 각 구멍붙이 볼트에 대한 카운터보어 및 볼트구멍의 치수 구 규격 JIS B 1176 : 1974 에서 발췌10
나사의 호칭 (d ) M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24 M27 M30
d 1
3 4 5 6 8 10 12 13.5 15.5 17.5 20 22 24 27 30
d' 3.4 4.5 5.5 6.6 9 1114
(13.5)
16
(15.5)
18
(17.5)20 22 24 26 30 33
D 5.5 7 8.5 10 13 16 18 21 24 27 30 33 36 40 45
( D ) 6.5 8 9.5 11 14 17.5 20 23 26 29 32 35 39 43 48
H 30. 4 5 6 8 10 12 14 16 18 20 22 24 27 30
( H ) 2.7 3.6 4.6 5.5 7.4 9.2 11 12.8 14.5 16.5 18.5 20.5 22.5 25 28
( H ) 3.3 4.4 5.4 6.5 8.6 10.8 13 15.2 17.5 21.5 19.5 23.5 25.5 29 32
호칭지름 육각볼트 - 보통나사 -( 부품등급 A: 제 1 선택 ) 의 치수 JIS B 1180 : 2004 에서 발췌11단위 mm
주 1 l 호칭 ≦ 125mm 에 대하여 .
s
e
k
d
(b)
나사의 호칭 ( d ) M3 M4 M5 M6 M8 M10 M12 M16 M20
b(참고) 주(1) 12 14 16 18 22 26 30 38 46
e 최소 6.01 7.66 8.79 11.05 14.38 17.77 20.03 26.75 33.53
k
기준치수 2 2.8 3.5 4 5.3 6.4 7.5 10 12.5
최대 2.125 2.925 3.65 4.15 5.45 6.58 7.68 10.18 12.715
최소 1.875 2.675 3.35 3.85 5.15 6.22 7.32 9.82 12.285
s기준치수 = 최대 5.50 7.00 8.00 10.00 13.00 16.00 18.00 24.00 30.00
최소 5.32 6.78 7.78 9.78 12.73 15.73 17.73 23.67 29.67

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 50/64
기어 기술자료
46
6 각 구멍붙이 멈춤나사 - 끝부분의 치수 JIS B 1177 : 2007 에서 발췌13
s l
d z
d
나사의 호칭 ( d ) M3 M4 M5 M6 M8 M10
피치 ( p ) 0.5 0.7 0.8 1 1.25 1.5
d z 최대 1.40 2.00 2.50 3.00 5.00 6.00
최소 1.15 1.75 2.25 2.75 4.70 5.70
s (1)
호칭 1.5 2 2.5 3 4 5
최대 1.545 2.045 2.560 3.071 4.084 5.084
최소 1.520 2.020 2.520 3.020 4.020 5.020
l ( 참고 ) 1000 개당의 개략 질량 · 단위 kg( 밀도 :7.85kg/dm3)
호칭길이 최대 최소
2.5 2.3 2.7
3 2.8 3.2 0.1
4 3.76 4.24 0.14 0.23
5 4.76 5.24 0.18 0.305 0.42
6 5.76 6.24 0.22 0.38 0.54 0.74
8 7.71 8.29 0.3 0.53 0.78 1.09 1.88
10 9.71 10.29 0.38 0.68 1.02 1.44 2.51 3.72
12 11.65 12.35 0.46 0.83 1.26 1.79 3.14 4.73
16 15.65 16.35 0.62 1.13 1.74 2.49 4.4 6.73
20 19.58 20.42 1.4 2.22 3.19 5.66 8.72
25 24.58 25.42 2.82 4.07 7.24 11.2
30 29.58 30.42 4.94 8.81 13.7
35 34.5 35.5 10.4 16.2
40 39.5 40.5 12 18.7
45 44.5 45.5 21.2
50 49.5 50.5 23.6
6 각 너트 - 스타일 1- 보통나사 ( 제 1 선택 ) 의 치수 JIS B 1181 : 2004 에서 발췌12
나사의 호칭 ( d ) M3 M4 M5 M6 M8 M10 M12 M16 M20
e 최소 6.01 7.66 8.79 11.05 14.38 17.77 20.03 26.75 32.95
m최대 2.40 3.2 4.7 5.2 6.80 8.40 10.80 14.8 18.0
최소 2.15 2.9 4.4 4.9 6.44 8.04 10.37 14.1 16.9
s기준치수 = 최대 5.50 7.00 8.00 10.00 13.00 16.00 18.00 24.00 30.00
최소 5.32 6.78 7.78 9.78 12.73 15.73 17.73 23.67 29.16
e
s m
d

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 51/64
기어 기술자료
547
14 테이퍼 핀의 치수 JIS B 1352 : 1988 에서 발췌
호칭지름 1.2 1.5 2 2.5 3 4 5 6 8 10
d
기준치수 1.2 1.5 2 2.5 3 4 5 6 8 10
허용공차 (h10) 0.000
-0.040 0-0.048
0-0.058
a 약 0.16 0.2 0.25 0.3 0.4 0.5 0.63 0.8 1 1.2
l
호칭길이 최소 최대
5 4.75 5.25
6 5.75 6.25
8 7.75 8.25
10 9.75 10.3
12 11.5 12.5
14 13.5 14.5
16 15.5 16.5
18 17.5 18.5
20 19.5 20.5
22 21.5 22.5
24 23.5 24.5
26 25.5 26.5
28 27.5 28.5
30 29.5 30.5
32 31.5 32.5
35 34.5 35.5
40 39.5 40.5
45 44.5 45.5
50 49.5 50.5
55 54.5 55.5
60 59.5 60.5
65 64.5 65.5
70 69.5 70.5
75 74.5 75.5
d
l
aa
비고 : 핀의 호칭지름에 대하여 권장하는 길이 (l ) 는 굵은 선 틀 안으로 한다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 52/64
기어 기술자료
48
15 홈붙이 일반하중용 스프링핀 JIS B 2808 : 2005 에서 발췌
d 1
d 2
L
s
호칭지름 1 1.2 1.4 1.5 1.6 2 2.5 3 4 5 6
취부지름 d 1 최대 1.2 1.4 1.6 1.7 1.8 2.25 2.75 3.25 4.4 5.4 6.4
최소 1.1 1.3 1.5 1.6 1.7 2.15 2.65 3.15 4.2 5.2 6.2
면취지름 d 2 최대 0.9 1.1 1.3 1.4 1.5 1.9 2.4 2.9 3.9 4.8 5.8
전단하중 kN( 최소치 ) 0.69 1.02 1.35 1.55 1.68 2.76 4.31 6.2 10.8 17.25 24.83
적용하는 구멍( 비 고 )
지름 1 1.2 1.4 1.5 1.6 2 2.5 3 4 5 6
허용공차 + 0.08 0
+ 0.09 0
+ 0.12 0
길이 L 허용공차
4
+ 0.50
5
6
8
10
12
+ 1 0
14
16
18
20
22
25
28
32
36
40
45
50
56 + 1.5063
비고 : 권장하는 길이는 굵은 선 틀 안으로 한다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 53/64
기어 기술자료
549
단위 mm
h
l
b1
t 1
d d
b2
b
t 2
r 2
r 1
c
16 키 및 키홈 JIS B 1301:1996 에서 발췌
키의
호칭치수
b × h
002 × 02
003 × 03
004 × 04
005 × 05
006 × 06
0(07 × 07)
008 × 07
010 × 08
012 × 08
014 × 09
0(15 × 10)
016 × 10
018 × 11
020 × 12
022 × 14
0(24 × 16)
025 × 14
028 × 16
032 × 18
0(35 × 22)
036 × 20
0(38 × 24)
040 × 220(42 × 26)
045 × 25
050 × 28
056 × 32
063 × 32
070 × 36
080 × 40
090 × 45
100 × 50
평행 키의 치수
b
기준치
수
002
003
004
005
006
007
008
010
012
014
015
016
018
020
022
024
025
028
032
035
036
038
040042
045
050
056
063
070
080
090
100
기준치
수
02
03
04
05
06
7
7
8
8
9
10
10
11
12
14
16
14
16
18
22
20
24
2226
25
28
32
32
36
40
45
50
허용공차
(h9)
+ 0000.
- 0.025
+ 0000.
- 0.030
+ 0000.
- 0.036
+ 0000.
- 0.043
+ 0000.
- 0.052
+ 0000.
- 0.062
+ 0000.
- 0.074
+ 0000.
- 0.087
허용공
차
+ 0000.
- 0.025
h09
h11
+ 0000.
- 0.030
- 0 000.- 0.036
+ 0000.
- 0.090
+ 0000.
- 0.110
+ 0000.
- 0.130
+ 0000.
- 0.160
h
c
0.160000
~ 0.25
0.250000
~ 0.40
0.400000
~ 0.60
0.600000
~ 0.80
1.000000
~ 1.20
1.600000
~ 2.00
2.500000
~ 3.00
l
006 ~ 020
006 ~ 036
008 ~ 045
010 ~ 056
014 ~ 070
016 ~ 080
018 ~ 090
022 ~ 110
028 ~ 140
036 ~ 160
040 ~ 180
045 ~ 180
050 ~ 200
056 ~ 220
063 ~ 250
070 ~ 280
070 ~ 280
080 ~ 320
090 ~ 360
100 ~ 400
—
—
——
—
—
—
—
—
—
—
—
b1
・
b2
기준
치수
002
003
004
005
006
007
008
010
012
014
015
016
018
020
022
024
025
028
032
035
036
038
040042
045
050
056
063
070
080
090
100
돌림형
- 0.006
- 0.031
- 0.012
- 0.042
- 0.015
- 0.051
- 0.018
- 0.061
- 0.022
- 0.074
- 0.026
- 0.088
- 0.032
- 0.106
- 0.037
- 0.124
일반형
- 0.004
- 0.029
+ 0000.
- 0.030
+ 0000.
- 0.036
+ 0000.
- 0.043
+ 0000.
- 0.052
+ 0000.
- 0.062
+ 0000.
- 0.074
+ 0000.
- 0.087
± 0.0125
± 0.0150
± 0.0180
± 0.0215
± 0.0260
± 0.0310
± 0.0370
± 0.0435
r 1
및
r 2
0.080000
~ 0.16
0.160000
~ 0.25
0.250000
~ 0.40
0.400000
~ 0.60
0.700000
~ 1.00
1.200000
~ 1.60
2.000000
~ 2.50
t 1
기준치
수
01.2
01.8
02.5
03.0
03.5
04.0
04.0
05.0
05.0
05.5
05.0
06.0
07.0
07.5
09.0
08.0
09.0
10.0
11.0
11.0
12.0
12.0
13.013.0
15.0
17.0
20.0
20.0
22.0
25.0
28.0
31.0
t 2
기준치
수
01.0
01.4
01.8
02.3
02.8
03.3
03.3
03.3
03.3
03.8
05.3
04.3
04.4
04.9
05.4
08.4
05.4
06.4
07.4
11.4
08.4
12.4
09.413.4
10.4
11.4
12.4
12.4
14.4
15.4
17.4
19.5
t 1・
t 2
허용공
차
+ 0.1
+ 00.
+ 0.2
+ 00.
+ 0.3
+ 00.
b1 및 b2 b1 b2
허용공차
(P9)
허용공차
( N9)
허용공차
(JS9)
평행 키홈의 치수 비고
적용하는
축 지름
d
006 ~ 008
008 ~ 010
010 ~ 012
012 ~ 017
017 ~ 022
020 ~ 025
022 ~ 030
030 ~ 038
038 ~ 044
044 ~ 050
050 ~ 055
050 ~ 058
058 ~ 065
065 ~ 075
075 ~ 085
080 ~ 090
085 ~ 095
095 ~ 110
110 ~ 130
125 ~ 140
130 ~ 150
140 ~ 160
150 ~ 170160 ~ 180
170 ~ 200
200 ~ 230
230 ~ 260
260 ~ 290
290 ~ 330
330 ~ 380
380 ~ 440
440 ~ 500
구멍 키홈축 키홈
주 (1) 적용하는 축지름은 키의 강도에 대응하는 토크로부터 구할 수 있으며 일반용도의 기준으로 나타낸다 . 키의 크기가 전달하는 토크에 대하여 적절한 경우에는 적용하는 축 지름보다 두꺼운 축을 이용해도 좋다 . 이 경우에는 키의 측면이 축 및 허브에 균등하게 닿도록 t 1 및 t 2 를 수정하는 것이 좋
다 . 적용하는 축지름보다 가는 축에는 이용하지 않는 편이 좋다 .
비고 : 괄호를 붙인 호칭치수의 것은 국제규격에는 규정되어 있지 않으므로 새로운 설계에는 사용하지 않는다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 54/64

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 55/64
기어 기술자료
551
19 기어제도에 이용된 기하특성 기호 JIS B 0021:1998 에서 발췌
18 표면거칠기 JIS B 0601: 2001 에서 발췌
기호 공차역의 정의 지시방법 및 설명
원주 흔들림공차 - 반지름 방향
공차역은 반지름이 t 만큼 떨어지고 데이텀축 직선에 일치하는
동축의 2 개의 원의 축선에 직각인 임의의 횡단면 내로 규제된
다 .
t
통상 흔들림은 축의 주변에 완전 회전으로 적용되지만 1 회전의
일부분에 적용하기 위하여 규제할 수 있다 .
회전방향의 실제 ( 재현했다 ) 의 원주흔들림은 데이텀축 직선 A의 주변을 그리고 데이텀 평균 B 에 동시에 접촉시켜 회전하는
동안에 임의의 횡단면에서 0.1 이하이어야 한다 .
A A
B
A AB0.1 0.1
공차있는 형체 횡단면
대표적인 표면거칠기
① 산술평균 거칠기(Ra)
기준 길이 (lr ) 에서의 거칠기 곡선의 높이 Z ( x) 의 절대치의 평균 .
lr
Zp
Zv
Rz
lr
Ra
② 최대높이 거칠기(Rz )
기준길이 (lr ) 에서의 거칠기 곡선의 산높이 ( Zp) 최대치와 골깊이 ( Zv) 최대치와의 합 .
비고: JIS B 0601:1984 에서는 기호 Rx 는 “10 점 평균거칠기” 를 지 시하기 위하여 사용되고 있다 .
③ 최대단면높이(Pt )
평가길이 (ln) 에서의 단면곡선의 산높이 ( Zp) 최대치와골깊이 ( Zv) 최대치와의 합 .
표 1 규격개정 포인트
파라미터( 거칠기 ) 윤곽곡선 JIS B0601
1970 1982 1994 2001
최대 높이단면 곡선
Rmax Rmax ― Pt
10 점 평균거칠기 Rz Rz ― ―
중심선 평균거칠기
거칠기 곡선
Ra Ra
( Ra75)
부속서
( Ra75)
참고
산술평균 거칠기 ― ― Ra Ra
최대높이 거칠기 ― ― Rz
10 점 평균거칠기 ― Rz
( Rz JIS )
참고
【해설】
JIS B 0601-1994[ 표면거칠기 - 정의 및 표시 ] 는 2001
년에 개정되어 JIS B 0601-2001 [ 제품의 기하특성사양
(GPS)- 표면성상 : 윤곽곡선방식 - 용어 , 정의 및 표면성
상 파라미터 ] 가 되었습니다 .
규격의 명칭이 변경되고 내용도 큰 폭으로 변경되었습
니다 .
중심선 평균거칠기 Ra75 및 10 점 평균거칠기 Rz JIS 는 부
속서에 참고로 게재되어 있습니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 56/64
기어 기술자료
52
기호 공차역의 정의 지시방법 및 설명
원주 흔들림공차 - 축방향
공차역은 그 축선이 데이텀에 일치하는 원통단면 내에 있는 t만큼 떨
어진 2개의 원에 의해 임의의 반지름 방향의 위치로 규제된다.
t t
데이텀축 직선 D에 일치하는 원통축에 있어서 축방향의 실제( 재현
했다) 의 선은 0.1 떨어졌다 . 2 개의 원의 사이에 있어야 한다.
D
D0.1
전체 흔들림공차
공차역은 t 만큼 떨어진 데이텀에 직각인 평행한 2 평면에 의
해 규제된다 .
t
실제로 ( 재현했다 ) 표면은 0.1 만큼 떨어진 데이텀축 직선 D 에
직각인 평행한 2 평면의 사이에 있어야 한다 .
A
A0.1
평행도 공차
공차역은 거리 t 만큼 떨어진 데이텀 평면에 평행인 평행 2 평
면에 의해 규제된다 .
t
실제의 ( 재현했다 ) 표면은 0.01 만큼 떨어진 데이텀 평면 D 에
평행한 평면 2 평면의 사이에 있어야 한다 .
D
// 0.01D
직각도 공차
공차역은 거리 t 만큼 떨어진 데이텀에 직각인 평행 2 평면에 의
해 규제된다 .
t
실제의 ( 재현했다 ) 표면은 0.08 만큼 떨어진 데이터 평면 A 에
직각인 평행한 2 평면의 사이에 있어야 한다 .
A
0.08 A
데이텀 D
데이텀 A

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 57/64
기어 기술자료
553
① 삼각함수 sin, cos, tan
cos θ = , sin θ = , tan θ =
sin2 θ + cos2 θ = 1, tan θ =
sin ( α ± β ) = sin α cos β ± cos α sin β
cos ( α ± β ) = cos α cos β ±
sin α sin β
② 직교좌표 ( x, y)와 극좌표(r , θ )의 관계
x = r cos θ , y = r sin θ , tan θ =
r 2 = x 2 + y 2
③ 점(a, b)를 지나 기울기 m 인 직선의 방정식
( y − b ) = m ( x − a )
④ 점(a, b)를 중심으로 하고 반지름 r 인 원의 방정식
( x − a )2 + ( y − b )2 = r 2
⑤ 2 차 방정식 y = a x 2 + b x + c = 0(a ≠ 0)의 근
x =
⑥ 함수 y = f ( x ) 와 도함수 y' = f ' ( x )
< 기어에 관련된 수식 , 단위 , 함수표 >
함수 y = f ( x ) 와 도함수 y' = f ' ( x )
1 수학의 공식
y = f ( x )
cos x
sin x
tan x
tan x − x
ああ주 1.
y' = f ' ( x )
− sin x
cos x
tan2 x
y = f ( x )
sin2 x
sin3 x
y' = f ' ( x )
2 sin x cos x
3 sin2 x cos x주 1. 이것은 인벌류트 함수입니다 .
도함수의 응용 예 : 뉴튼의 방법
인벌류트 함수
f ( x ) = tan x − x
에 있어서 f ( x0 ) 의 값
이 주어졌을때 x0 의 근
사치를 구하는 방법을
소개합니다 .이 방법은 초기값 x1 을
적당히 정하고 다음 식으로 근사치 x2 를 구합니다 .
x2 = x1 −
단 , f ( x1 ) = tan2 x1
여기서 구한 근사치 f ( x2 ) 가 주어진 f ( x0 ) 에 대하여 오
차가 클 때에는 상기와 같은 방법으로 다음 근사치 x3 를
구합니다 .
x3 = x2 −
이것을 몇 번 반복하면 오차가 작은 x0 을 구할 수 있습니
다 .
기어의 계산에는 이 인벌류트 함수 inv α 가 자주 나오므
로 이 뉴튼의 방법은 매우 편리합니다 .
r x
r y
x y
cos θ sin θ
x y
2a
− b ± √ b2 − 4ac
tan2 x1
f ( x1 ) − f ( x0 )
tan2 x2
f ( x2 ) − f ( x0 )
cos2 x
1
cos x1
sin x1
tan x1
cos xtan x
sin x tan x1
−
sin2 x
1−
x
yr
θ
x
y
r
θ
P ( x , y )
x
y
P ( a , b )
x
y
P ( a , b )
r
x
y
f ( x)
x1
y = f ( x)
y
x
x
y
x0
x2 x1
0
f ( x1)
f ( x2) f ( x0)
x2

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 58/64
기어 기술자료
54
2 국제 단위계 (SI)
기본단위 JIS Z 8202-0:2000 에서 발췌
계량법에서의 SI 기본단위
각도에 관한 단위의 변환
기본량기본단위
단위의 명칭 기호
길이 미터 m
질량 킬로그램 kg
시간 초 s
전류 암페어 A
열역학 온도 켈빈 k
물질량 몰 mol
광도 칸데라 cd
조립량
SI 조립단위
고유 명칭 기호SI 기본단위 및 조립
단위에 의한 표시법
평면각 라디언 rad 1rad = 1m/m = 1
입체각 스테라디언 sr 1sr = 1m2 / m2 = 1
주파수 헤르츠 Hz 1Hz = 1s−1
힘 뉴튼 N 1N = 1kg • m/s2
압력 , 응력 파스칼 Pa 1Pa = 1N/m2
에너지 , 일 , 열량 줄 J 1J = 1N • m
전력 , 방사속 와트 W 1W = 1J/s
전하 , 전기량 쿨롱 C 1C = 1A • s
전위 , 전위차 , 전압 , 기전력 볼트 V 1V = 1W/A
정전용량 패럿 F 1F = 1C/V
전기저항 옴 Ω 1Ω=1V/A
셀시어스 온도 셀시어스 도※ ℃ 1℃ = 1K
※셀시어스도는 셀시어스 온도에서 표시한 값을 나타낼 때 이용하는 단위 켈빈을 대신하는 단위고유
의 명칭이다 . (JIS Z 8202-4:2000 4-1.a 및 4-2.a 를 참조 )
고유의 명칭을 갖는 SI 조립단위 JIS Z 8202-0:2000 에서 발췌
명칭 환산치
힘 1N = 0.101972 kgf 1kgf = 9.80665N
응력1MPa = 1N/mm2 = 0.101972 kgf/mm2
1kgf/mm2 = 9.80665MPa = 9.80665N/mm2
일 에너지1J = 2.77778 × 10−7 kW・h = 0.101972 kgf ・m
1kgf ・m = 9.80665J, 1kW・h = 3.600 × 106 J
일률 동력1kW = 101.972 kgf・m/s
1kgf ・m/s = 9.80665 × 10 −3 kW
국제단위 (SI) 로의 변환에서 문제가 되는 단위의 환산치
접두어의 명칭 ( 기호 ) 계수 접두어의 명칭( 기호) 계수
요타(Y)제타(Z)
엑사(E)
페타(P)
테라(T)
기가(G)
메가(M)
킬로(k )
헥토(h)
데카(da)
1024
1021
1018
1015
1012
1092
1062
1032
1022
1012
데시(d)센티(c)
밀리(m)
마이크로(μ)
나노(n)
피코( p)
펨토(f )
아토(a)
젭토(z)
욕토(y)
10−10
10−20
10−30
10−60
10−90
10−12
10−15
10−18
10−21
10−24
접두어
도를 도 , 분 , 초로 변환하는 방법 ( θ = 20.5445° 인 경우의 계산 예 )계산항목 기호 단위 식 계산 예
도 D ˚ 소수점 이하는 버림 20˚
분 M '(θ – D)×60
소수점 이하는 버림32
초 S " {(θ – D) × 60 – M}×60 40.2
도 , 분 , 초를 도로 변환하는 방법(D° M’ S” = 25° 30' 40") 인 경우의 계산 예
계산항목 기호 단위 식 계산 예
도 θ ˚ θ ̊ = D˚ +M'
60 +
S"
360025.5111˚
도를 라디언으로 변환하는 방법 ( θ = 25° 인 경우 )
계산항목 기호 단위 식 계산 예
라디언 θ rad θ rad =θ ̊× �
1800.4363
라디언을 도로 변환하는 방법 ( θ = 1.5rad) 인 경우의 계산 예 )
계산항목 기호 단위 식 계산 예
도 θ ˚ θ ̊ = θ rad× 180�
85.9437˚

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 59/64
기어 기술자료
555
명 칭 형상 회전축
관성모멘트・단위
국제단위계kg・m2
중력단위계kgf ・ms2
질 점 y — y m r 2gW r 2
봉
y1 — y1 m12l 2
gW
12l 2
y2 — y2 m3
l 2
g
W
3
l 2
판
y — y m12
a2 + b2
gW
12a2 + b2
z — z m12a2
gW
12a2
원 주
y — y m 2r 2
gW
2r 2
z — z m4r 2
gW
4r 2
중 공
원 주 y — y m
2r 12 +r 22
gW
2r 12 +r 22
3 역학의 편리한 환산식
토크나 동력 등을 간단히 변환하기 위한 식을 게재
하였습니다 . 국제단위계 뿐 아니라 중력단위계도 현재 사용되
고 있으므로 게재하였습니다 .
알고싶은 것 단위 알고있는 것 단위 환산식
토크 T N・m
하중 F NT =
F × r
1000반지름 r mm
동력 P kWT =
9549 P
n회전수 n min-1
동력 P
( 일률 )kW
토크 T N・m P =
T × n
9549회전수 n min-1
하중 F N P =
F × v
1000속도 v m/s
알고싶은 것 단위 알고있는 것 단위 환산식
토크 T kgf・m
하중 F kgf T =
F × r
1000반지름 r mm
동력 P kWT =
974 × P
n회전수 n min-1
동력 P
( 일률 )kW
토크 T kgf ・m P =
T × n
974회전수 n min-1
하중 F kgf P =
F × v
102속도 v m/s
알고싶은 것 단위 알고있는 것 단위 환산식
속도 v m/s지름 d mm
v =π ×d ×n
60000회전수 n min-1
주 : 회전수의 단위 1min-1 = 1rpm
비고 1 : 프랑스마력 1PS ≒ 735W = 0.735kW
비고 2 : 영국마력 1HP ≒ 746W = 0.746kW
y
y
r
y
y
b
a z
z
y2 y1
y2
2l
2l
y
yr 1
r 2
y
y
r
z
z
관성모멘트mk2(kg・m2)또는 k2(kgf・ms2)
주 1. m :질량, W:중량 , g:중력가속도 = 9.80665m/s2
주 2. GD2 = 4gI(kgf・m2)
gW

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 60/64
기어 기술자료
56
0.101.213.557.12
11.93
17.9625.2333.7343.4754.43
66.6380.0694.72
110.61127.73
146.09165.68186.50208.55231.84
256.36282.10309.08337.30366.74
397.42429.33462.47496.84532.45
569.28607.35646.65687.19728.95
771.95816.18861.64908.33956.25
1005.411055.801107.421160.271214.36
1269.671326.221384.001443.021503.26
1564.74
0.000.622.465.549.86
15.4022.1830.1839.4249.90
61.6074.5488.70
104.10120.74
138.60157.70178.02199.58222.38
246.40271.66298.14325.86354.82
385.00416.42449.06482.94518.06
554.40591.98630.78670.82712.10
754.60798.34843.30889.50936.94
985.601035.501086.621138.981192.58
1247.401303.461360.741419.261479.02
1540.00
단면
형상
원사각
육각
치수
(mm)
d
s
h
강재 길이 1m 당 중량
(kgf/m)
0.00616d2
0.00785s2
0.00680h2
4 강재 중량표
↑
↓↑↓
↑↓
원형 강재 중량표(kgf/m)
지름
0010203040
5060708090
100110120130140
150160170180190
200210220230240
250260270280290
300310320330340
350360370380390
400410420430440
450460470480490
500
0 1
0.010.752.725.92
10.36
16.0222.9231.0540.4251.01
62.8475.9090.19
105.71122.47
140.45159.67180.13201.81224.72
248.87274.25300.86328.70357.78
388.09419.63452.40486.40521.64
558.10595.80634.73674.90716.29
758.92802.78847.87894.19941.75
990.531040.551091.801144.291198.00
1252.951309.131366.541425.181485.06
1546.17
2
0.020.892.986.31
10.87
16.6623.6831.9341.4252.14
64.0977.2791.69
107.33124.21
142.32161.66182.24204.04227.08
251.35276.86303.59331.56360.75
391.19422.85455.74489.87525.23
561.82599.64638.69678.98720.50
763.25807.23852.45898.89946.57
995.481045.621097.001149.601203.44
1258.511314.821372.351431.121491.11
1552.34
3
0.061.043.266.71
11.39
17.3024.4532.8342.4453.28
65.3578.6693.19
108.96125.97
144.20163.67184.36206.29229.45
253.85279.47306.33334.42363.74
394.30426.08459.10493.35528.83
565.54603.49642.67683.08724.72
767.59811.70857.04903.60951.41
1000.441050.711102.201154.931208.89
1264.091320.511378.171437.061497.18
1558.54
4 5
0.151.393.857.55
12.47
18.6326.0334.6544.5155.59
67.9181.4796.25
112.27129.51
147.99167.71188.65210.83234.23
258.87284.75311.85340.19369.75
400.55432.59465.85500.35536.07
573.03611.23650.65691.31733.19
776.31820.67866.25913.07961.11
1010.391060.911112.651165.631219.83
1275.271331.951389.851448.991509.35
1570.95
6
0.221.584.167.98
13.03
19.3226.8335.5845.5656.77
69.2182.8997.80
113.94131.31
149.91169.75190.81213.11236.64
261.41287.40314.63343.09372.78
403.70435.86469.24503.86539.72
576.80615.11654.66695.44737.45
780.69825.17870.88917.82965.99
1015.391066.021117.891170.991225.32
1280.891337.681395.711454.971515.46
1577.18
7
0.301.784.498.43
13.61
20.0127.6536.5246.6357.96
70.5384.3299.35
115.62133.11
151.84171.80192.99215.41239.06
263.95290.07317.42346.00375.82
406.86439.14472.65507.39543.37
580.57619.01658.68699.59741.72
785.09829.68875.52922.58970.87
1020.401071.161123.151176.371230.82
1286.511343.431401.581460.961521.58
1583.42
8
0.392.004.838.90
14.19
20.7228.4837.4847.7059.16
71.8585.77
100.93117.31134.93
153.78173.86195.17217.72241.50
266.51292.75320.22348.93378.87
410.03442.44476.07510.94547.03
584.36622.92662.72703.74746.00
789.49834.21880.17927.35975.77
1025.421076.301128.411181.761236.34
1292.151349.191407.461466.971527.70
1589.67
9
0.502.225.189.37
14.79
21.4429.3338.4448.7960.37
73.1987.23
102.51119.02136.76
155.73175.94197.37220.04243.94
269.08295.44323.04351.87381.93
413.22445.74479.50514.49550.71
588.16626.85666.76707.91750.29
793.91838.75884.83932.14980.68
1030.451081.461133.691187.161241.86
1297.791354.961413.361472.991533.85
1595.94
예 1. 지름 φ128㎜인 주강의 중량은 1m 당 100.93kgf 입니다 .
예 2. 지름 φ128㎜인 주철의 중량은 1m 당 1m 당 100.93( 철강의 중량 ) × 0.918( 철에 대한 비율 )=92.65kgf 입니다 .

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 61/64
기어 기술자료
557
원소명
아 연알 루 미 늄안 티 몬황 산이 터 븀이 트 륨이 리 듐인 듐우 라 늄염 소카 드 뮴칼 륨칼 슘
금
은크 롬규 소게 르 마 늄코 발 트산 소
Na
PbNbNiPtVPdBaAsFPuBeB
Mg
MnMoI
RaLiP
원소명
브 롬지 르 코 늄수 은수 소주 석스 트 론 튬세 슘셀 륨셀 렌비 스 무 트탈 륨텅 스 텐탄 소 ( 석 탄 )탄 탈 럼
타 이 타 늄질 소
철텔 루 륨
동톨 륨
원소명
나 트 륨납
나 이 오 븀니 켈백 금바 나 듐파 라 듐발 륨비 소불 소플 루 토 늄벨 륨붕 소마 그 네 슘
망 간몰 리 브 덴요 소라 듐리 튬
인
기호
Zn
AlSbS
YbYIrInUClCdKCaAu
AgCrSiGeCoO
기호
Br
ZrHgHSnSrCsCeSeBiTlWCTa
TiNFeTeCuTh
기호비중(20℃)
g/cm3
07.133(25°)
02.69906.6202.0706.9604.4722.507.3119.0703.214 × 10− 3
08.6500.8601.5519.32
10.4907.1902.33(25°)05.323(25°)08.8501.429 × 10− 3
비중(20℃)
g/cm3
03.12
06.48913.54600.0899 × 10 − 3
07.298402.6001.903(0°)06.7704.7909.8011.8519.302.2516.6
04.50701.250 × 10− 3
07.8706.2408.9611.66
비중(20℃)
g/cm3
00.9712
11.3608.5708.902(25°)21.4506.112.0203.505.7201.696 × 10 − 3
19.00 ~ 19.7201.84802.3401.74
07.4310.2204.9405.000.53401.83
5 주요 원소기호 및 비중
주요 기어 재료의 비중 ( 참고 )
재질명 재질 기호 비중
구 조 용 탄 소 강 S45C 7.85
구 조 용 합 금 강SCM415 7.85
SCM440 7.85
스 테 인 리 스 강SUS304 7.81
SUS303 7.80
M C 나 일 론MC901 1.16
MC602ST 1.23
듀 라 콘M90-44 1.41
M25-44 1.41
쾌 삭 황 동 C3604 8.50
알 루 미 늄 청 동 CAC702(AlBC2) 7.60
인 청 동 CAC502(PBC2) 8.80
주 철 FC200 7.21

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 62/64
기어 기술자료
58
6 경도 환산표
강의 로크웰 C 경도에 대한 근사적 환산치 ( 주1 )
주 1. 두꺼운 숫자는 ASTM E140 표 1 에 따른다(SAE-ASM-ASTM 이 합동으로 조정한 것이다 .)
주 2. 1MPa = 1N/mm2
주 3. 표 안의 괄호 ( ) 안 수치는 많이 이용되지 않는 범위의 것이며 참고적으로 표시한 것이다.
HRC HV HB HRA HRB HRD HR15N HR30N HR45N HS
인장강
도 근사치
Mpa
( 주 2 )
HRC
주요 재료경도의 기준로크웰
C 스케일
경도
( 주 3 )
비커스
경도
브리넬 경도10mm구하중 3000kgf
로크웰 경도 ( 주 3) 로크웰 경도수퍼피셜 경도 다이아몬드 원추압자
쇼어경도
로크웰 C
스케경도
( 주 3 )표준구
텅스텐카바이트
구
A 스케일 하중60kgf
다이아몬드 원추압자
B 스케일 하중100kgf 지름1/16in 구
D 스케일하중 100kgf 다이아몬드 원추압
자
15-N스케일 하중
15kgf
30-N스케일 하중
30kgf
45-N스케일 하중
45kgf
6867666564
6362616059
5857565554
5352515049
4847464544
4342
414039
3837363534
3332313029
2827262524
23222120
18)
16)14)(12)10)8)
6)4)2)0)
940900865832800
772746720697674
653633613595577
560544528513498
484471458446434
423412
402392382
372363354345336
327318310302294
286279272266260
254248243238230
222213204196188
180173166160
-----
-----
-----
-500)487)475)464)
451442432421409
400390
381371362
353344336327319
311301294286279
271264258253247
243237231226219
212203194187179
171165158152
---
739)722)
705)688)670)654)634)
615595577560543
525512496481469
455443432421409
400390
381371362
353344336327319
311301294286279
271264258253247
243237231226219
212203194187179
171165158152
85.685.084.583.983.4
82.882.381.881.280.7
80.179.679.078.578.0
77.476.876.375.975.2
74.774.173.673.172.5
72.071.5
70.970.469.9
69.468.968.467.967.4
66.866.365.865.364.7
64.363.863.362.862.4
62.061.561.060.5-
-----
----
-----
-----
-----
-----
-----
--
---
--
109.0)108.5)108.0)
107.5)107.0)106.0)105.5)104.5)
104.0)103.0)102.5)101.5)101.0)
100.099.098.597.896.7
95.593.992.390.789.5
87.185.583.581.7
76.976.175.474.573.8
73.072.271.570.769.9
69.268.567.766.966.1
65.464.663.863.162.1
61.460.860.059.258.5
57.756.9
56.255.454.6
53.853.152.351.550.8
50.049.248.447.747.0
46.145.244.643.843.1
42.141.640.940.1-
-----
----
93.292.992.592.291.8
91.491.190.790.289.8
89.388.988.387.987.4
86.986.485.985.585.0
84.583.983.583.082.5
82.081.5
80.980.479.9
79.478.878.377.777.2
76.676.175.675.074.5
73.973.372.872.271.6
71.070.569.969.4 -
-----
----
84.483.682.881.981.1
80.179.378.477.576.6
75.774.873.973.072.0
71.270.269.468.567.6
66.765.864.864.063.1
62.261.3
60.459.558.6
57.756.855.955.054.2
53.352.151.350.449.5
48.647.746.845.945.0
44.043.242.341.5 -
-----
----
75.474.273.372.071.0
69.968.867.766.665.5
64.363.262.060.959.8
58.657.456.155.053.8
52.551.450.349.047.8
48.745.5
44.343.141.9
40.839.638.437.236.1
34.933.732.531.330.1
28.927.826.725.524.3
23.122.020.719.6-
-----
----
9795929188
8785838180
7876757472
7169686766
6463626058
5756
555452
5150494847
4644434241
4140383837
3635353433
3231292827
26252424
-----
-----
---
20752015
19501880182017601695
16351580153014801435
13851340
129512501215
11801160111510801055
10251000980950930
910880860840825
805785770760730
705675650620600
580550530515
6867666564
6362616059
5857565554
5352515049
4847464544
4342
414039
3837363534
3332313029
2827262524
23222120
18)
16)14)12)10)8)
6)4)2)0)
SCM415
SCM440
S45C
SCM415
S45C
S45C
SUS303
침탄 열처리표면경도
고주파 열처리표면경도
고주파 열처리표면경도
침탄 열처리심부경도
조질 심부경도
조질 심부경도
소재경도
소재경도
SCM440

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 63/64
기어 기술자료
559
1
1.00531.01601.04721.05831.06401.09271.13991.14241.1545
1.19681.22761.25
1.25661.271.3228
1.32991.39631.41111.4508
1.47841.5
1.57081.58751.59591.67551.69331.75
1.77331.7952
1.81431.93331.95381.99492
2.09442.09992.11672.18552.2166
2.25
2.28482.30912.34702.3936
2.49362.5
2.51332.542.6456
2.65992.75
2.79252.82222.8499
02.9568
0303.069103.141603.17503.191903.2503.324903.351003.5
03.590403.627103.628603.7503.866603.9898
0404.188804.199804.2333
04.433104.504.569604.618204.693904.98730505.026505.0805.3198
05.505.585105.644405.69970606.138206.283206.3506.506.6497
0707.180807.254207.257107.9796
0808.377608.399608.466708.8663
0909.236409.387809.974610
010.0531
010.16010.6395011011.2889011.3995012012.2764012.5664012.7
013013.2994014014.5084014.5143015
015.9593016016.7552016.9333
017.7325018019.9491020
020.32022022.7990023024
025
025.1327025.4026026.5988028029
030
031.75031.9186032
033.8667034
036
038
039.8982
040045
050
050.2655050.8
053.1976063.5079.7965084.6667127
피치
7 7. 기어의 피치 비교표
지름피치 지름피치 지름피치피치 피치
모듈 m 모듈 m 모듈 m
25.4000
25.265825
24.255024
23.873223.244622.281722.233922
21.223320.690120.320020.212720
19.2020
19.098618.191418
17.5070
17.180816.933316.170116
15.915515.159515
14.514314.323914.1489
1413.138213
12.732412.700012.127612.095812
11.622311.4592
11.288911.117011
10.822510.6117
10.185910.160010.106310
09.6010
09.549309.236409.09570908.9127
8.5904
8.46678.27618.08518
7.95777.81547.63947.57987.2571
7.07447.00287
6.77336.56916.3662
6.35006.06386.04796
5.72965.64445.55855.5
5.41135.09305.08005.05325
4.7746
4.61824.54794.5
4.45634.23334.13804.04254
3.90773.8197
3.62863.53723.50143.5
3.1831
3.1753.03193.02393
2.8648
2.82222.75
2.70562.54652.54
2.5266
2.5
2.38732.30912.252.22822.11672.06902.02132
1.95381.90991.81431.75071.75
1.6933
1.59151.58751.51601.5
1.43241.41111.27321.271.25
1.15451.11411.10431.05831.016
1.01061
0.97690.95490.90710.87590.84670.80.79580.7938
0.750.74710.70560.66840.6366
0.6350.56440.50800.50530.5
0.47750.40.31830.30.2
인치단위 인치단위 인치단위
3.1416
3.1 ⁄ 8
3.09213
2.96842.95282.7 ⁄ 8
2.75592.3 ⁄ 4
2.7211
2.5 ⁄ 8
2.55912.51332.1 ⁄ 2
2.47372.3 ⁄ 8
2.36222.1 ⁄ 4
2.22632.1654
2.1 ⁄ 8
2.09442
1.97901.96851.7 ⁄ 8
1.85531.79521.77171.3 ⁄ 4
1.73161.5 ⁄ 8
1.60791.57481.57081.1 ⁄ 2
1.49611.48421.7 ⁄ 16
1.4173
1.39631.3 ⁄ 8
1.36061.33861.5 ⁄ 16
1.25981.25661.1 ⁄ 4
1.23691.3 ⁄ 16
1.18111.14241.1 ⁄ 8
1.11321.1024
1.1 ⁄ 16
1.04721.02361
0.98950.98430.96660.94490.15 ⁄ 16
0.8976
0.7 ⁄ 80.86610.86580.83780.13 ⁄ 160.7874
0.78540.3 ⁄ 40.74800.7421
0.70870.6981011 ⁄ 16
0.68030.66930.62990.62830.5 ⁄ 80.61840.5906
0.57120.9 ⁄ 160.55660.55120.52360.51180.1 ⁄ 20.49470.48330.4724
0.44880.7 ⁄ 160.43310.43290.3937
0.39270.3 ⁄ 80.37400.37110.3543
0.34910.34010.33460.31500.3142
.5 ⁄ 16
.3092
.2953
.2856
.2783
.2756
.2618
.2559
.1 ⁄ 4
.2474
.2417
.2362
.2244
.2165
.2164
.2094
.1969
.1963
.3 ⁄ 16
.1855
.1772
.1745
.1575
.1571
.1546
.1428
.1378
.1366
.1309
.1257
.1 ⁄ 8
.1237
.1208
.1181
.1122
.1083
.1047
.0989
.0984
.0982
.0928
.0924
.0873
.0827
.0787
.0785.0698
.0628
.1 ⁄ 16
.0618
.0591
.0495
.0394
.0371
.0247
밀리단위 밀리단위 밀리단위
79.796
79.37578.54076.20075.39875
73.02570
69.85069.115
66.67565
63.83763.50062.83260.325
6057.15056.54955
53.97553.19850.850.26550
47.62547.12445.59845
44.45
43.98241.27540.84140
39.89838.138
37.69936.51336
35.46534.92534.55934
33.338
3231.91931.75031.41630.163
30
29.01728.57528.27428
26.988
26.59926
25.425.1332524.55324
23.81322.799
22.22522
21.99121.27920.63820
19.94919.051918.850
18
17.73317.46317.27917
16
15.95915.87515.70815
14.50814.28814.13714
13.29913
12.712.56612.27612
11.39911.11311
10.99610
09.97509.52509.509.425093
08.86608.63908.508
07.980
7.938
7.8547.5
7.2547.0697
6.6506.5
6.356.283
6.1386
5.7005.5
5.4985.320
54.9874.7634.712
4.5
4.4334
3.9903.9273.6273.5
3.4693.3253.192
3.1753.1423.0693
2.8502.7522.6602.5132.52.494
2.3562.3472.2172.1002
1.9951.7731.5961.5881.571
1.5
1.2561
0.9420.628

7/18/2019 .pdf
http://slidepdf.com/reader/full/-pdf563dba64550346aa9aa54094 64/64




![DT SERIES1 [호환 모드] PT 자료.pdf · 2017-07-10 · power transducer dt series vac current / voltage vwatt / var vwatthour / varhour vpower factor contents daejoo td system](https://static.fdocuments.net/doc/165x107/5fb81b3782b1d97f1f09152b/dt-series1-eeoe-pt-eoepdf-2017-07-10-power-transducer-dt-series.jpg)













