
Turbulence Theory and ModelingBC%AD%B7%D0.pdf공학적인문제에서의난류유동 기계, 구조물내외부에서의난류: 유체기계, 수송기계, 공작기계, 컴퓨터기기,

공작기계 용어집 (프레스,목재 가공기계 포함)
1. 공작기계 - 시험 및 검사 용어1) 기본사항
번호 용어 용어의 정의 응 영어 인용규격
1.01 시험
공작기계의 성능(기능, 운전성능, 정특성, 동특성, 온도 특성, 기하학적 정확도, 절삭성능, 안전성 등)을 명확히 하기 위해 기계를 운전하고, 또는 각종의 측정을실시하고 하여 기계의 가동 확인, 또는 응답을 확인하는 것
test KS B 0077
1.02 검사시험 결과를 처음 설계한 기준과 조하여 합격, 불합격의 판정을 내리는 행위, 주문자와 제조자의 협정에따라서 하는 검사를 인도검사 또는 인수검사라 한다
inspection; check;test KS B 0077
1.03 기능사용 목적을 만족하기 위하여 기계가 가지고 있는 각각의 동작
function KS B 0077
1.04 접근성척, 공구등의 탈착, 공작물의 취부, 제거, 기계 청소,윤활 및 보전을 하기 위해 기계의 요구되는 위치에 접근하기 쉬움의 정도
accessibility KS B 0077
1.05 안전성공작기계를 운전했을 때 일상 작업 조건하에서 작업자 및 기계를 손상시키는 일이 없도록 배려한 정도
safety KS B 0077
1.06 운전 성능
기계를 운전하고 있을 때 나타나는 특성의 총칭. 무부하 운전 특성 및 부하 운전 특성으로 나누어지고, 운전시의 운전 상태, 가공 성능, 소비 전력, 진동 및 소음 상황 등이 포함 된다
runningperformance KS B 0077
1.07 무부하 운전 특성가공 부하를 걸지 않고 기계를 운전하고 있을 때에 기계가 표시하는 특성
no-loadperformance KS B 0077
1.08 사이클 운전 특성일련의 가공 공정을 자동적으로 반복하는 운전 중에기계가 표시하는 특성
sequentialrunningcharacteristics :cycle runningcharacteristics
KS B 0077
1.09 정 특성정지 상태 또는 운동이 저속으로 정지 상태에 준한다고 보여지는 상태에 하여 기계가 나타내는 특성
staticcharacteristic KS B 0077
1.10 기계 정확도 기하학적 정확도 및 위치 결정 정확도의 총칭 machine accuracy KS B 0077
1.11 기하학적 정확도무부하 상태에서 정지 상태 또는 운동이 저속인 상태에 한 구성 요소의 형상, 위치, 운동 및 상 적 자세의 기하학적 정확성, 기하 정확도라 한다.
geometricaccuracy
KS B 0077ISO 230-4
1.12기하학적 운동 정확도
기하학적 정확도의 하나로서 기계 요소의 운동의 기하학적 정확성
geometricaccuracy ofmotion
KS B 0077
- 10 -
번호 용어 용어의 정의 응 영어 인용규격
1.13 위치결정 정확도
각 운동축에 의한 위치 결정에 하여 설정한 목표 위치에 한 실제로 정지한 위치의 정확성. 직선 운동에
한 위치 결정과 회전 운동에 한 위치 결정이 있다. 또 수치 제어에 의한 위치 결정과 자동 정지 장치등에 의한 위치 결정이 있다
positioningaccuracy KS B 0077
1.14 백래시서로 끼워맞추어 운동하는 기계부품 사이에 존재하는헐거움이나 마찰에 의해 발생하는 운동방향 반 방향으로의 오차
backlash KS B 0077ISO 230-4
1.15 구성요소공작기계를 구성하는 중요한 요소 또는 그 복합체에서 요구되는 기능을 유지시키는 비교적 큰 기능 단위
component KS B 0077
1.16 동특성기계에 작용하는 힘 및 속도가 변동하는 상태에 하여 기계가 나타내는 특성
dynamiccharacteristics KS B 0077
1.17 동적 정확도동특성의 하나로서 구성 요소의 운동 또는 자세의 정확성 및 운동 상태의 변동
running accuracy KS B 0077
1.18 미속 특성 극저속에서 운동하고 있는 기계가 나타내는 특성creep feedcharacteristics KS B 0077
1.19 열적 거동열적으로 평형상태가 되지 않을 때 기계의 거동 또는평형상태에 도달했을 때의 환경 온도 등의 상위에 의한 기계 특성의 변화
thermalbehaviour KS B 0077
1.20 부하운전 성능가공부하를 가한 상태에서 기계를 운전하고 있을 때에 기계가 나타내는 특성
load performance KS B 0077
1.21 토크 특성토크가 가해졌을 때에 주 운동계가 나타내는 특성. 생산성을 표시하는 지표의 하나
torquecharacteristics KS B 0077
1.22 가공 성능공작물을 가공할 때의 생산성을 좌우하는 능력에 관한 공작기계 성능의 총칭
machiningperformance KS B 0077
1.23 가공 능력공작물을 안정하게 가공할 수 있는 최 능력. 생산성을 나타내는 지표의 하나.
machining ability KS B 0077
1.24 가공 한계가공이 안정하게 진행되는가 또는 불안정하게 되는가의 가공 조건의 경계(절삭 나비, 절삭 깊이, 절삭 속도, 절삭 동력등)
criteria of stablemachining KS B 0077
1.25 한계절삭 나비 절삭 나비로의 가공한계critical width ofcut KS B 0077
1.26 한계절삭 깊이 절삭 깊이로의 가공한계critical depth ofcut KS B 0077
1.27 채터 시험
가공 조건 또는 가공 위치를 지정하여 가공하고, 기계가 떨림을 일으키지 않고 가공 가능한 한계를 확인하는 시험. 공작기계가 안정된 가공을 계속 하는 것이가능한 한계를 알도록 가늠한 것
chatter test KS B 0077
- 11 -

번호 용어 용어의 정의 응 영어 인용규격
1.28 제거율 가공에 의해 단위시간당 제거되는 피삭재의 부피. 보통 ㎤/min로 표시한다
material removalrate KS B 0077
1.29 강성
구성 요소 또는 구성 요소 사이에 힘 또는 모멘트가작용 했을때 그것에 의해 변위ㆍ변형을 일으키기 어려운 정도를 나타내는 계수. 정 강성 및 동 강성의 총칭
stiffness ; rigidity KS B 0077
1.30 정강성정적인 힘 또는 정적 모멘트와 그것에 의한 정적인 변위ㆍ변형과의 관계에서 나타내는 강성. 보통은 소정의 힘에 한 소정 위치의 변위로서 나타낸다.
static stiffness ;static rigidity KS B 0077
1.31 동강성동적인 힘 또는 동적 모멘트와 그것에 의한 동적인 변위ㆍ변형과의 관계에서 나타내는 강성
dynamic stiffenss; dynamicrigdity
KS B 0077
1.32 공작 정확도
공작물에 하여 공작기계가 부여할 수 있는 정확도.공작기계 자신의 요인 이외의 요인이 영향을 미치지않는 조건에서 다듬질 절삭을 한 공작물의 치수 정확도. 형상 정확도. 위치 정확도로 나타낸다
working accuracy KS B 0077
1.33 기계보호 기능공작기계를 운동했을 때에 기계 자신이 파손 되지 않도록 보호하는 기능
function formachine protection
KS B 0077
1.34 정확도 지수
공작기계의 정확도의 노화 정도를 나타내는 지표.공작기계의 정확도 저하 현상 및 동향을 알고, 평가,수리,용도 변경 및 폐기 등의 시기를 판단하기 위한지표의 하나로서 사용되고 있다.다음에 정확도 지수 계산식의 보기를 표시한다. 이 방법은 정확도 검사 규격에 정해진 각종 검사 항목의 측정값과 허용값의 비의 평균 제곱근으로 표시 한다. 이방법은 각 검사 항목의 중요성이 동등한 것을 전제로하는 것으로 정확도 지수를 T로 하면
Mi : 검사 사항별 측정값Pi : 검사 사항별 허용값n : 검사 사항의 수
accuracy index KS B0077
1.35 길이방향 원칙적으로 기계의 길이 방향 longitudinal KS B 0077
1.36 수직스핀들 또는 기계 자세가 수평면에 하여 수직인 것,수직형 또는 수직축이라고 하는 것도 있다.
vertical KS B 0077
∑=
=n
i i
i
PM
nT
1
2)(1
- 12 -
번호 용어 용어의 정의 응 영어 인용규격
1.37 가로방향
(1) 일반적으로는 기계의 짧은 방향(2) 스핀들 또는 기계 자세가 수평인것.수평축이라고도 한다(3) 기계의 측면
(1) transversal ;crosswise(2) horizontal(3) side
KS B 0077
1.38 스윙
보통 선반, 수직 선반, 수직 드릴링머신 등에 하여취부가 가능한 공작물의 최 지름.보통 선반에서는 공작물의 최 지름이 왕복 때문에제한을 받거나 갭으로써 증 하므로 전자를 왕복상의 스윙(swing over carriage)이라 하고, 후자를 갭상의 스윙(swing over gap)이라 하여 구별한다. 이것에 하여 베드에 의해 제한되는 공작물의 최 지름을 단순히 스윙 또는 베드상의 스윙(swing over bed)이라 한다.
swing KS B 0077
1.39 센터 높이보통 선반에서 베드 전후의 안내면이 만드는 평면과스핀들 중심선의 거리
center height KS B 0077
1.40 센터간 거리 스핀들측 센터에서 심압 측 센터까지 거리의 최 값distance between centers KS B 0077
1.41 테이블 작업면테이블 표면 중 공작물의 가공을 하기 위하여 사용되는 부분
working surfaceof table KS B 0077
1.42 설치공작기계를 적절한 기초 또는 바닥위에 소정의 성능을 발휘하도록 자리에 앉히는 것
installation KS B 0077
2)운전성능
번호 용어 용어의 정의 응 영어 인용규격
2.01 인칭버튼, 스위치, 레버 등을 순간적으로 조작함으써 운동부품에 미소한 운동을 시키는것. 직선 운동에도, 회전운동에도 이루어 진다.
inching KS B 0077
2.02 회전 속도단위 시간당 회전수, 공작기계에서는 보통 분당 회전수 (min-¹)로서 표시 한다.
rotational speed KS B 0077
2.03 스핀들 속도 스핀들의 단위시간당 회전수 spindle speed KS B 0077ISO 7960
2.04 주 운동
공구와 공작물의 상 운동 중 공구가 공작물에 접근또는 접촉하여 공작물의 요구되는 위치를 분리 제거하는 운동.절삭 속도를 얻기 위한 운동으로서 보기를 들면 스핀들의 회전 운동, 플레이너의 테이블 운동 등이 이것에해당한다
primary motion KS B 0077
- 13 -
번호 용어 용어의 정의 응 영어 인용규격
2.05 이송 운동
공구와 공작물의 상 운동 중 주 운동과 함께 가공영역을 확장하여, 다듬질면의 윤곽을 형성 하는 운동.절삭깊이 방향으로 공구를 이송하는 경우를 절삭 이송이라 한다.
feed motion KS B 0077
2.06 위치조정 운동공작기계 운동 중 공구와 공작물의 상 위치를 조정하기 위한 운동
tool settingmotion ; toolpositionadjustmentmotion
KS B 0077
2.07 인피드연삭기에서 숫돌과 공작물을 접근 시키기 위해 공작물 면에 법선방향으로 이송 시키는 상 운동
in - feed KS B 0077
2.08 이송 이송 속도 및 이송량의 총칭 feed KS B 0077
2.09 이송 속도
이송 운동 및 급속 이송의 단위 시간당 크기. 공작기계에서는 이송 운동 및 급속 이송은 보통 mm/min으로 표시한다. 급속 이송은 m/min으로 표시하기도 한다.
feed speed KS B 0077ISO 230-2
2.10 이송량1회전당 또는 1행정당 이송 운동의 크기. 보통은 각각1회전당 ㎜ 또는 1행정당 ㎜로 표시 한다
feed perrevolution orstroke ; feed rate
KS B 0077ISO 10791-
7
2.11 선회구성 요소의 각도 또는 방향을 바꾸는 운동. 보통 운동은 1회전 이내로 한정 된다
swivel KS B 0077
2.12 수동 이송이송 운동 또는 위치 조정 운동을 작업자가 인력에 의해 하는것. 수치 제어 공작기계에서는 작업자가 펄스발생기등을 조작하여 하는 것도 있다.
manual feed ;handle feed KS B 0077
2.13 위치 결정테이블, 스핀들헤드, 칼럼 등을 소정 위치로 이동하여정지시키는 것. 직선운동에 한 위치 결정과 회전운동에 한 위치 결정이 있다.
positioning KS B 0077
2.14마이크로미터 칼라
이동량을 알기 위하여 이송 나사에 설치된 눈금링 micrometer collar KS B 0077
2.15 주 운동계주 운동을 시키기 위한 구동계통. 전동기, 풀리, 벨트,기어, 클러치, 중간축 등으로 이루어 진다.
main drivingsystem KS B 0077
2.16 이송 운동계이송 운동을 시키기 위한 구동계통.이송 운동계를 구성하는 요소는 주 운동계와 거의 같다.
feed drivingsystem KS B 0077
- 14 -
번호 용어 용어의 정의 응 영어 인용규격
2.17 1차 축주 운동계 또는 이송 운동계의 토크 전달 기구에 있어서 토크를 받아 들이는 최초의 축
primary shaft KS B 0077
2.18 종합 백래시
구동계 내의 각 부에 존재하는 운동 전달 방향의 백래시를 통상은 피동체측의 직선 운동 또는 회전운동으로 환산한 값. 구동계 지지부의 구조에 따른 운동 전달 방향의 움직임을 포함한다.
total backlash KS B 0077
3) 기계 정확도 및 공작 정확도
번호 용어 용어의 정의 응 영어 인용규격
3.01테스트 인디케이터
미소 치수를 측정하기 위한 비교 측정기, 다이얼 게이지, 지침 측미기, 전기 마이크로미터 등의 총칭
test indicater KS B 0077
3.02 정치
한 번 설치한 후 그 항목의 측정이 끝났을 때까지 위치 및 방향을 바꾸지 않도록 하여 설치 하는 방법.측정 형편상 일시적으로 제거 한 후 다시 동일 장소에설치 하는 경우는 정치라 하지 않는다.
fix ; mount KS B 0077
3.03 기준 측면공작물 또는 공구를 설치할 때 설치위치의 기준으로서 사용하는 측면
reference sidesurface KS B 0077
3.04 기준 홈공작물 또는 공구를 설치 할때 설치 위치의 기준으로서 사용하기 위해 테이블, 공구 등의 표면에 만든홈, T 홈이 많다.
reference tenon;reference slot ;referenc groove
KS B 0077ISO 3408-1
3.05 치수 정확도구성요소 또는 공작물의 소정부분에 한 치수의 정확성
accuracy ofdimension KS B 0077
3.06 형상 정확도구성요소, 또는 공작물 형상의 기하학적 정확성. 진직도, 평면도, 원통도, 나사의 산형, 기어의 치형등.
accuracy of form,form accuracy KS B 0077
3.07 위치 정확도하나의 구성요소(직선, 평면등)에 한 다른 구성요소위치의 기하학적 정확성
accuracy ofposition KS B 0077
3.08 허용값 기준에 하여 허용되는 기하학적 한계 값 tolerance KS B 0077ISO 230-6
3.09 부분 허용값검사해야 할 상의 전체 범위 중 일부분의 범위에 한 허용 값
local permissibledeviation
KS B 0077ISO 1984-1
- 15 -

번호 용어 용어의 정의 응 영어 인용규격
3.10 표 직선
선의 직각도가 최소가 되는 직선ㆍ선의 위치 및 방향을 표 한다. 편리하게 다음과 같이 정의 한다.(1) 검사해야 할 선의 양끝 근처에서 적당히 선정한 2점( 부분의 경우, 선의 양 끝에 단히 가까운 부분은, 약간의 부분 결함을 갖고 있으므로 제외 한다)을연결하는 직선(2) 플롯한 점군에서 계산되는 (보기를 들면 최소제곱법에 의하여) 직선. 이 직선의 방향을 선의 방향이라고 한다.
representativeline KS B 0077
3.11 진직도
직선이어야 하는 기계 부분의 기하학적 직선에서의어긋남의 크기(1) 하나의 평면 내에 있는 선은 그 선 위의 지정된 길이 사이의 모든 점이 그 선의 표 직선에 평행하고,또한 그 선과 같은 평면 내에 있는 2개의 직선 사이에있고, 이 직선간의 거리가 최소가 될때, 이 2개의 직선간의 거리로 표시한다. 이값이 허용값 내에 있을 때이 선은 지정된 길이에 하여 진직이라고 본다.(2) 공간 내의 선은 그 선의 표 직선에 평행한 2개의 소정의 직교평면으로의 투영이 각각 진직일 때, 지정된 길이에 하여 진직이라고 본다. 허용값은각각의 평면에서 다른 것이 있다.
straightness KS B 0077ISO 1701-1
3.12 운동의 진직도
직진 운동해야 할 운동 부품의 기하학적 직선에서의어긋남 및 운동 중 자세 어긋남의 크기(1) 기하학적 직선에서의 어긋남의 크기는 운동 부품상의 1점(일반적으로는 기능점, 또는 표점)의 궤적의 운동방향을 포함하는 직교2평면 내의 진직도로서표시 한다. 운동 방향의 어긋남은 위치 결정 정확도이다. (2) 운동 중 자세의 어긋남은 3축 둘레의 각도편차로 표시하고 피치(앞 구름), 롤(옆 구름),요이다.
straightness ofstraight linemotoin
KS B 0077
3.13 기능점운동하는 구성요소가 공구를 가질경우 그 공구의 위치
functional point KS B 0077
3.14 표점움직이는 구성요소가 공작물을 가질 경우 이동하는구성요소의 어떤 한 점. 테이블 중앙을 표점으로 취할 수 있음
representativepoint KS B 0077
3.15 궤적움직이는 구성요소의 한 점이 이동중에 점유하는 공간 상의 위치를 연결시킨 선
trajectory KS B 0077
3.16 피치(앞구름)일반적으로는 면을 따라서 운동하는 물체의 운동 중운동면에 평행하고, 또한 진행 방향의 직각인 직선에
한 회전운동
pitch KS B 0077
3.17 롤(옆구름)일반적으로 면을 따라서 운동하는 물체의 운동 중 운동면에 평행하고, 또한 진행 방향의 평행한 직선에 한 회전 운동
roll KS B 0077
- 16 -

번호 용어 용어의 정의 응 영어 인용규격
3.18 요일반적으로 면을 따라서 운동하는 물체의 운동 중 운동면에 수직인 직선에 한 회전 운동
yaw KS B 0077
3.19 표 평면
면의 평면도가 최소가 되는 평면에서, 면의 위치 및방향을 표 한다. 일반적으로는 다음의 (1)또는 (2)와 같이 정의한다.(1) 검사해야 할 면 내에서 적당히 선택한 3점 ( 면의가장자리에 단히 가까운 부분은 부분적으로 약간의결함을 가지므로 제외한다)에 따라서 구성하는 평면(2) 플롯한 점군에서 최소제곱법에 의하여 계산한 평면.이 평면의 방향을 면의 방향이라 한다
representativeplane KS B 0077
3.20 평면도
평면이어야 하는 기계 부분 표면의 기하학적 평면의어긋남의 크기. 지정된 측정면 내에서 그 면위의 모든 점이 면의 표 평면에 평행한 2개의 평면 내에 있고, 또한 이 평면간의 거리가 최소가 될 때의 2개 면간의 거리로 표시한다.이 거리가 허용값 내에 있을 때 이 면은 평면인 것으로 본다
flatness KS B 0077ISO 1701-1
3.21 평행도
서로 평행이어야 하는 기계 부분의 평행에서의 어긋남 크기.(1) 하나의 선과 하나의 면 사이에서는 이 면과 그것에 수직으로, 많은 점에서 이 선을 포함하는 평면과의교선의 표직선에서 이 선까지의 거리의 최 차로서표시한다. 이 값이 지정된 범위 내에서 허용값을 초과하지 않으면, 이 선은 이 면에 평행인 것으로 본다.(2) 2개의 선 사이에서는 이 한쪽선이 다른 선의 표직선을 통과하는 2개의 평면에 평행일 때 이 2개의 선은 평행인 것으로 본다. 이 경우의 허용값은 이 2개의 평면에서 다른것이 있다.(3) 2개의 면 사이에서는 이 한쪽면의 표 평면에서다른 면까지의 거리를 적어도 2방향에서 측정했을 때의 최 차가 지정된 길이에 하여 허용값을 초과하지 않을 때 이 2개의 면은 평면인 것으로 본다
parallelism KS B 0077
3.22 운동의 평행도
운동부품의 운동과 서로 평행이어야 하는 기계 부분의 면, 선, 또는 다른 운동부품의 운동과의 평행에서의 어긋남 크기. 운동부품상의 1점(일반적으로 운동부품상의 기능점 또는 표점)의 궤적과의 평행도로서 표시 한다.
parallelism ofmotion
KS B 0077ISO 1701-1
3.23흔들림의 평균위치
테스트 인디케이터의 측정자를 지정된 평면내에서 회전축을 표시하는 원통면(회전축에 끼운 테스트바 등)에 고 회전축을 저속으로 회전시켰을 때 테스트 인디케이터 지시눈금의 최 값과 최소값의 중간값의 회전 위치
mean position ofrun-out KS B 0077
- 17 -
번호 용어 용어의 정의 응 영어 인용규격
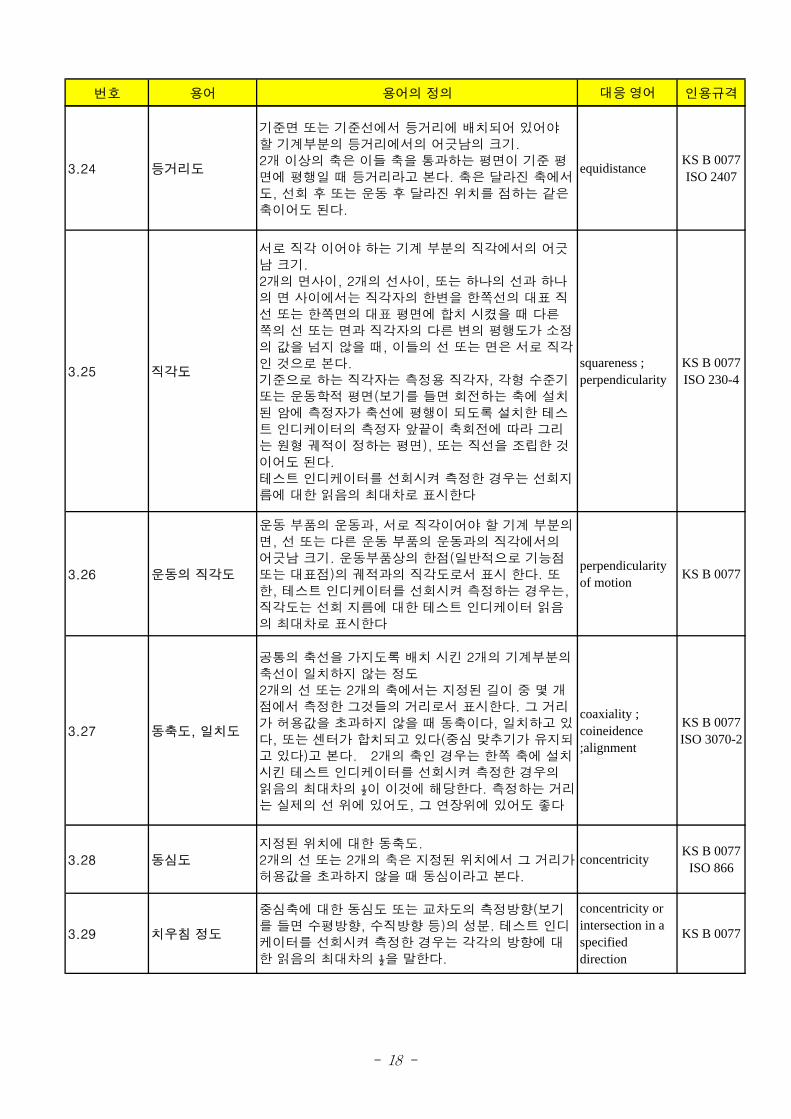
3.24 등거리도
기준면 또는 기준선에서 등거리에 배치되어 있어야할 기계부분의 등거리에서의 어긋남의 크기.2개 이상의 축은 이들 축을 통과하는 평면이 기준 평면에 평행일 때 등거리라고 본다. 축은 달라진 축에서도, 선회 후 또는 운동 후 달라진 위치를 점하는 같은축이어도 된다.
equidistance KS B 0077ISO 2407
3.25 직각도
서로 직각 이어야 하는 기계 부분의 직각에서의 어긋남 크기.2개의 면사이, 2개의 선사이, 또는 하나의 선과 하나의 면 사이에서는 직각자의 한변을 한쪽선의 표 직선 또는 한쪽면의 표 평면에 합치 시켰을 때 다른쪽의 선 또는 면과 직각자의 다른 변의 평행도가 소정의 값을 넘지 않을 때, 이들의 선 또는 면은 서로 직각인 것으로 본다.기준으로 하는 직각자는 측정용 직각자, 각형 수준기또는 운동학적 평면(보기를 들면 회전하는 축에 설치된 암에 측정자가 축선에 평행이 되도록 설치한 테스트 인디케이터의 측정자 앞끝이 축회전에 따라 그리는 원형 궤적이 정하는 평면), 또는 직선을 조립한 것이어도 된다.테스트 인디케이터를 선회시켜 측정한 경우는 선회지름에 한 읽음의 최 차로 표시한다
squareness ;perpendicularity
KS B 0077ISO 230-4
3.26 운동의 직각도
운동 부품의 운동과, 서로 직각이어야 할 기계 부분의면, 선 또는 다른 운동 부품의 운동과의 직각에서의어긋남 크기. 운동부품상의 한점(일반적으로 기능점또는 표점)의 궤적과의 직각도로서 표시 한다. 또한, 테스트 인디케이터를 선회시켜 측정하는 경우는,직각도는 선회 지름에 한 테스트 인디케이터 읽음의 최 차로 표시한다
perpendicularityof motion KS B 0077
3.27 동축도, 일치도
공통의 축선을 가지도록 배치 시킨 2개의 기계부분의축선이 일치하지 않는 정도2개의 선 또는 2개의 축에서는 지정된 길이 중 몇 개점에서 측정한 그것들의 거리로서 표시한다. 그 거리가 허용값을 초과하지 않을 때 동축이다, 일치하고 있다, 또는 센터가 합치되고 있다(중심 맞추기가 유지되고 있다)고 본다. 2개의 축인 경우는 한쪽 축에 설치시킨 테스트 인디케이터를 선회시켜 측정한 경우의읽음의 최 차의 ½이 이것에 해당한다. 측정하는 거리는 실제의 선 위에 있어도, 그 연장위에 있어도 좋다
coaxiality ;coineidence;alignment
KS B 0077ISO 3070-2
3.28 동심도지정된 위치에 한 동축도.2개의 선 또는 2개의 축은 지정된 위치에서 그 거리가허용값을 초과하지 않을 때 동심이라고 본다.
concentricity KS B 0077ISO 866
3.29 치우침 정도
중심축에 한 동심도 또는 교차도의 측정방향(보기를 들면 수평방향, 수직방향 등)의 성분. 테스트 인디케이터를 선회시켜 측정한 경우는 각각의 방향에 한 읽음의 최 차의 ½을 말한다.
concentricity orintersection in aspecifieddirection
KS B 0077
- 18 -

번호 용어 용어의 정의 응 영어 인용규격
3.30 진원도
축의 지정된 점에서 축에 직각인 평면 내에서의 윤곽형상과 원형 형상에 한 편차(1) 축에 해서는 외접원의 지름과 측정가능한 최소지름과의 차로 표시한다.(2) 구멍에 해서는 내접원의 지름과 측정가능한 최
지름과의 차로 표시한다.
out-of round KS B 0077
3.31 흔들림회전하고 있는 축의 바깥면 또는 내면의 반지름 방향의 주기적 변위의 크기
run-out KS B 0077ISO 1701-1
3.32 축방향 움직임
축방향의 최소 여유를 제거하고 회전시켰을 때의 회전부품의 회전중심선 위 점의 축방향 왕복운동의 범위.필요한 경우에는 백래시의 영향을 제거하기 위하여회전부품의 축방향으로 일정크기의 하중을 가한다.
axial slip KS B 0077
3.33 끝면의 흔들림
하나의 축을 중심으로 하여 회전하는 단면이 회전 중에 이 축에 직각인 하나의 평면에서 벗어나는 크기이며 면 흔들림이라고도 한다. (1) 회전 중에 면위의 각점에 궤적이 축에 직각인 2평면 사이를 움직일 때 그2평면 사이의 거리로서 표시 한다. (2) 축에서 r만큼떨어진 점에 한 단면의 흔들림은 지름이 2r이고, 그
칭축으로서 면의 이론적 회전축을 가진 회전 원통에 의해 그려지는 면 위의 부분이, 이 축에 직각인 두평면 사이를 움직일 때, 그 두 평면 사이의 거리로서표시한다. 측정값에는 단면의 평면도, 회전축에 한단면의 직각도 및 축의 주기적 축방향 움직임이 합성되어 있는 것이 나타난다.
camming KS B 0077
3.34 분할 정확도기계부품상에 소정의 간격을 가지도록 배치되어 있어야 할 분할점과 올바른 분할점과의 일치 정도
accuracy ofdivision KS B 0077
3.35 축의 교차도한 점에서 교차되어야 할 두 축 중심선 사이의 최소거리. 이 값이 규정된 허용값 내에 있을 때 이 평행이아닌 두 개의축은 교차하고 있다고 본다.
intersection ofaxes KS B 0077
3.36 목표 위치 운동부품을 위치결정하기 위하여 지령하는 위치 target position KS B 0077ISO 230-2
3.37 실제 위치목표위치에 위치결정한 운동부품이 실제로 정지한 위치. 목표위치에 응하여 사용하는 용어
actual position KS B 0077ISO 230-2
3.38 위치결정 편차위치 결정한 운동부품의 실제 위치와 목표위치와의차. 직선 운동에 따른 위치 결정 편차와 회전운동에따른 위치 결정 편차가 있다.
deviation ofpositioning;positioningdeviation
KS B 0077
3.39한쪽방향 위치결정
정(+) 또는 부(-)의 하나의 방향에서 위치 결정을 하는것. 위치 결정 방향은 정(+) 방향과 부(-) 방향으로구별한다.
unidirectionalpostioning KS B 0077
- 19 -

번호 용어 용어의 정의 응 영어 인용규격
3.40양쪽방향 위치결정
정(+) 방향에서의 위치 결정과 부(-) 방향에서의 위치결정을 포함한 여러 번의 위치 결정을 하는것 위치 결정은 정ㆍ부 어느 방향에서 시작하여도 좋다.
bidirectionalpositioning
KS B 0077ISO 13041-
1
3.41평균 한쪽방향 위치결정 편차
하나의 목표 위치에 하여, 여러 번 한쪽 방향 위치결정을 했을 때의 위치 결정 편차의 산출 평균값.위치 결졍 방향은 정(+) 방향과 부(-) 방향을 구별한다.
meanunidirectionalpositioningdeviation
KS B 0077
3.42 반전값하나의 목표위치에 한 정(+) 방향의 평균 한쪽 방향위치 결정 편차와 부(-) 방향의 평균한쪽 방향 위치 결정 편차의 차
reversal value KS B 0077
3.43표준편차의 추정값
하나의 목표위치에 하여 여러 번 한쪽 방향 위치결정을 했을 때의 위치결정 표준편차의 추정값. 표준 편차의 추정값은 다음 식으로 구한다. (참고 KS B4001 참조)
j : 위치결정 목표 위치 번호Pj: j 번째의 목표 위치
xji: Pj 에 한 I 회 째의 실정지위치와 목표 위치의 편
차xj: Pj 로 n회의 위치 결정의 정지 위치 평균 편차
estimator ofstandarddeviation
KS B 0077
3.44제어축의 위치결정 정확도
각 목표위치에 한 정(+) 및 부(-)의 평균 한쪽 방향위치결정 편차에 그 표준편차의 추정값의 3배를 더한값 중, 최 값과 평균 한방향 위치 결정 편차에서 그표준편차 추정값의 3배를 뺀 값중 최소값과의 차.이 정의는 한쪽 방향 위치결정 정확도 및 양쪽 방향위치결정 정확도에 적용한다.
positioningaccuracy of anaxis
KS B 0077
3.45한쪽방향 위치결정 반복정밀도
하나의 목표 위치에 하여 여러 번 한쪽 방향 위치결정을 했을때의 위치 결정 정확도.표준 편차의 추정값의 6배 값으로 표시한다. 위치 결정 방향은 정(+)방향과 부(-) 방향을 구별한다
unidirectionalrepeatability ofpositioning
KS B 0077ISO 230-2
∑=
−−
=n
ijjij xx
nS
1
2)(1
1
- 20 -

번호 용어 용어의 정의 응 영어 인용규격
3.46양쪽방향 위치결정 반복정밀도
하나의 목표 위치에 하여 여러 번 양쪽 방향 위치결정을 했을 때의 위치 결정 편차의 최 값.다음에 표시하는 값 중 최 값으로서 표시한다. (1)정(+) 방향의 표준편차의 추정값의 3배와 부(-) 방향의 표준편차의 추정치의 3배와 반전차의 절 값을 더한값. (2) 정(+) 방향의 표준편차 추정값의 6배 값(3) 부(-) 방향의 표준 편차 추정값의 6배 값
bidirectionalrepeatability ofpositioning
KS B 0077ISO 230-2,ISO 3070-
2, ISO2433, ISO
3070-3,ISO 3070-
4, ISO10791-4
, ISO11090-2
3.47제어축의 한쪽방향 위치결정 반복정밀도
하나의 제어축(직선운동 또는 회전운동)에 하여 소정의 순서 및 조건하에서의 각 목표위치에 한 한쪽방향 위치결정 반복 정확도 중 최 값. 위치 결정 방향은 정(+)방향과 부(-) 방향을 구별한다.
unidirectionalrepeatability ofpositioning of anaxis
KS B 0077
3.48제어축의 양쪽방향 위치결정 반복정밀도
하나의 제어축(직선운동 또는 회전운동)에 하여 소정의 순서 및 조건하에서의 각 목표위치에 한 양쪽방향 반복 위치 결정 정확도 중 최 값
bidirectionalrepeatability ofpositioning of anaxis
KS B 0077
3.49 상세검사
이동범위 2000㎜까지의 제어축에 하여 실시하는위치결정 정확도 검사. 위치 결정은 1000㎜에 하여 최저 다섯개의 목표 위치, 1000㎜이하의 이동 범위에 해서도 최저 다섯개의 목표위치에 하여 직선 사이클 또는 반복 사이클에 따라서 동일 목표 위치에 5회씩 한다.
full check KS B 0077
3.50 온길이 검사
이동범위 2000㎜까지의 제어축에 하여 하는 위치결정 정확도 검사에서 전 길이에 걸쳐서 측정기기의측정가능한 길이 마다, 또는 250㎜ 거리마다 목표위치로 적어도 1회 정(+) 방향 및 부(-) 방향으로 양쪽방향에서 위치결정을 하여 검사한다. 또 상용 이동범위(인수 인도 당사자간의 합의에 따른다)2000㎜에 해서는 상세검사를 한다.
individual check KS B 0077
3.51 직선 사이클
직선 운동 또는 회전운동에 의한 제어축의 위치결정정확도 검사를 할 때의 위치결정 순서의 하나로서, 소정의 여러 목표위치에 하여 하나의 방향에서 차례로 위치 결정한 후 , 반 방향에서 앞과 같이 목표위치로 차례로 위치결정하는 방법. 위치결정은 정·부 어느 방향에서 시작해도 좋다.
linear cycle KS B 0077
- 21 -

번호 용어 용어의 정의 응 영어 인용규격
3.52 반복 사이클
직선 운동 또는 회전 운동에 의한 제어축의 위치결정정확도 검사를 할때의 위치결정 순서의 하나로서, 소정의 여러 목표위치에 하여 정 방향 및 부 방향에서여러 번 반복위치 결정하는 방법. 위치 결정은 정(+)·부(-) 어느 방향에서 시작해도 좋다.
quasi-pilgrim stepcycle KS B 0077
3.53 직선보간 정확도
2축을 동시 제어하는 것으로 직선 운동 시킬 때의 운동 궤적이 기하학적 직선과 일치하고 있는 정도.측정구간에 한 기준 직선에서의 거리의 최 차로서표시한다.
accuracy of linearinterpolation
KS B 0077ISO 6983-
1, ISO10791-1
3.54반지름 보간 정확도
2축을 동시 제어하는 것으로 원 운동시켰을 때의 운동 궤적이 진원과 일치하고 있는 정도.측정구간 내의 지름 또는 반지름의 최 차로서 표시한다.
accuracy ofcircularinterpolation
KS B 0077
3.55 구면 보간 정확도2축 또는 3축을 동시 제어하는것으로 원운동 시켰을때의 운동 궤적이 진구와 일치하고 있는 정도. 측정구간 내의 지름 또는 반지름의 최 차로서 표시한다.
accuracy ofsphericalinterpolation
KS B 0077
3.56 진원도
원이어야 할 부분의 기하학적 원에서의 어긋남 크기.평면 내에 있는 선은 그 선위의 모든 점이 2개의 동심원 사이에 있고, 원의 반지름 방향의 거리차가 최소가되는 경우의 이 2개 동심원의 반지름방향의 거리차로서표시한다
circularity KS B 0077ISO 2407
3.57 원통도
원통이어야 할 부분의 기하학적 원통에서의 어긋남크기. 표면상의 모든 점이 2개의 동축원통사이에 있고 그 원통의 반지름 방향의 간격이 최소가 되는 경우이 2개 원통의 반지름 방향의 간격으로 표시한다
cylindricity
KS B 0077KS B 4041KS B 4918ISO 3070-2
3.58 지름의 균일도
원통형으로 가공된 공작물 축방향의 위치에 따른 지름이 같지 않은 정도. 공작물을 따라 지정된 구간마다동일축 평면 내에서 측정한 가공지름의 최 차로서표시한다. 이 값이 허용된 최 지름과 최소지름 사이에 있을 때 이 원통은 지름의 균일도가 있다고 본다.
consistency ofmachineddiameter
KS B 0077
3.59 단차평면도의 하나로서 밀링 절삭에서 평면을 몇회로 나누어 가공했을 때에 중복 절삭된 부분에 생기는 면에수직 방향의 높이차
step KS B 0077
3.60위치결정 가공 정확도
실제로 가공한 위치와 지령한 위치의 일치 정도. 기준위치에서의 치수(또는 치수차) 편차로서 표시한다. 기준위치는 원점, 기준측면, 맨처음 구멍, 인접하는 구멍 등에서 적당히 선정한다. 면간 치수 정확도, 중심간 거리 정확도 등이 있다.
working accuracyof positioning KS B 0077
- 22 -

번호 용어 용어의 정의 응 영어 인용규격
3.61 분할가공 정확도소정의 간격으로 배치 하도록 공작물 위에 가공된 분할점과 올바른 분할점의 일치 정도. 직선 분할과 각도분할이 있다.
working accuracyof dividing KS B 0077
3.62 상호차동일 형상으로 가공한 공작물의 소정의 시험 사항에있어서 형상 또는 치수의 불합리한 크기
mutual error KS B 0077
3.63직선보간 가공의정확도
2축을 동시 제어하는 것으로 가공한 공작물의 직선이어야 할 부분이 기하학적 직선과 일치하고 있는 정도
working accuracyof linearinterpolation
KS B 0077
3.64반지름보간 가공의 정확도
2축을 동시 제어하는것으로 가공한 공작물의 진원이어야 할 부분이 진원과 일치하고 있는 정도.
working accuracyof circularinterpolation
KS B 0077
3.65 측정값측정에 의해서 구한 값. 개개의 측정에 의해서 얻어진생생한 값을 가리키기도 하며 보정을 한 값, 평균값,기타 조정을 한 값을 가리키는 경우도 있다.
measured value KS B 4073
3.66 측정 오차 3차원 측정기에 있어서의 종합적인 오차 measuring error KS B 4918
3.67 오차 한계어떤 정해진 조건하에서 측정기가 나타내는 값의 오차 한계를 확도 또는 정확도라고 한다
limit error KS B 4918
3.68 다이얼게이지 정확한 침하량 등을 측정하는 시계형 측정기구 dial gageKS B 4001KS B 4918ISO 230-3
3.69 측미현미경 측미 접안 렌즈를 가진 현미경micrometermicroscope
KS B 4918ISO 1984-2
3.70 오토콜리메이터 오토콜리메이션법에 사용되는 콜리메이터 autocollimator KS B 4918ISO 3070-2
3.71 레이져 간섭계레이져를 이용하여 길이, 각도 등을 정밀하게 측정하는 측정기
laserinterferometer KS B 4918
3.72 정반표면을 정확하고 평활하게 다듬질을 한 주철제의 평면 .이 위에 공작물을 올려놓고 중심 내기와 금긋기,조립, 측정 등을 한다
surface plate KS B 4918
3.73 게이지 블록
길이 측정의 표준이 되는 게이지로서 공작용 게이지로서도 가장 정확한 것. 특수강을 정밀 가공한 장방형의 강편으로서 호칭 치수를 나타내는 2면은 서로 평행 평면으로 만들어져 있고, 매우 평활하게 다듬질되어 있다. 호칭치수가 다른 것끼리 한 조가 되어 있으며, 몇장의 게이지를 조합하여 필요한 치수를 만든다
gauge block KS B 4918ISO 6779
3.74 마이크로미터 정확한 피치를 가진 나사를 이용한 길이 측정기micrometercalipers KS B 4312
- 23 -
번호 용어 용어의 정의 응 영어 인용규격
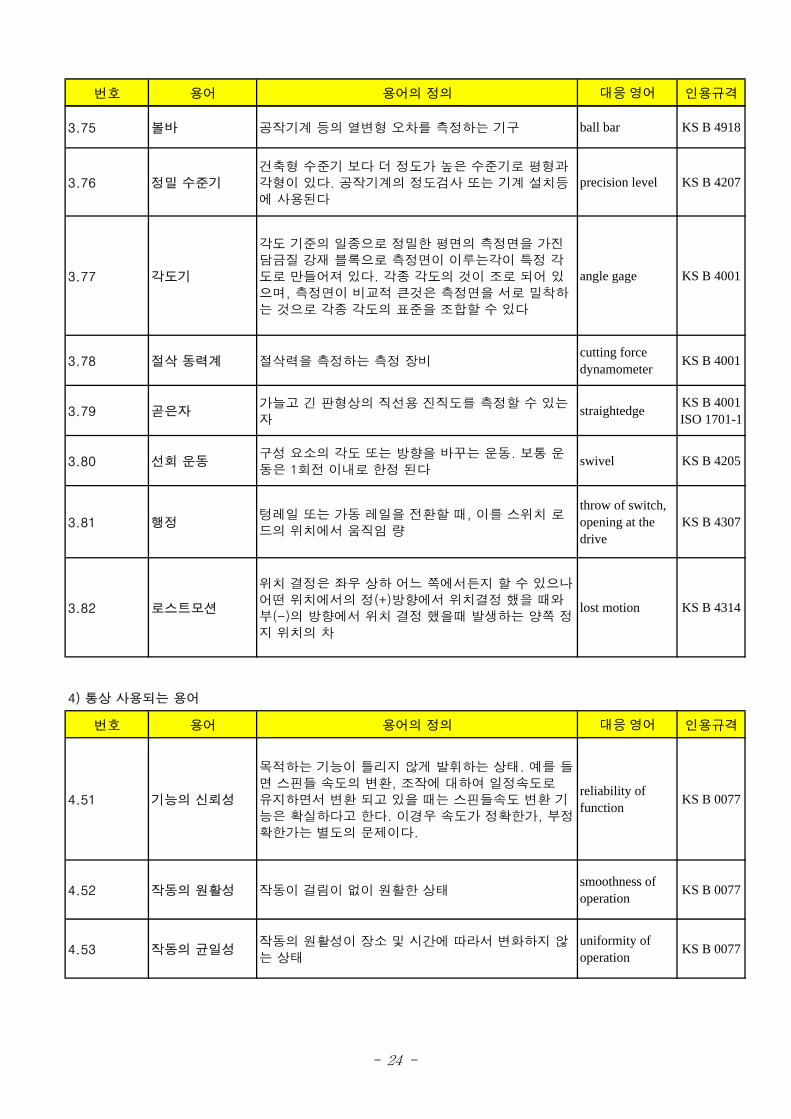
3.75 볼바 공작기계 등의 열변형 오차를 측정하는 기구 ball bar KS B 4918
3.76 정밀 수준기건축형 수준기 보다 더 정도가 높은 수준기로 평형과각형이 있다. 공작기계의 정도검사 또는 기계 설치등에 사용된다
precision level KS B 4207
3.77 각도기
각도 기준의 일종으로 정밀한 평면의 측정면을 가진담금질 강재 블록으로 측정면이 이루는각이 특정 각도로 만들어져 있다. 각종 각도의 것이 조로 되어 있으며, 측정면이 비교적 큰것은 측정면을 서로 밀착하는 것으로 각종 각도의 표준을 조합할 수 있다
angle gage KS B 4001
3.78 절삭 동력계 절삭력을 측정하는 측정 장비cutting forcedynamometer KS B 4001
3.79 곧은자가늘고 긴 판형상의 직선용 진직도를 측정할 수 있는자
straightedge KS B 4001ISO 1701-1
3.80 선회 운동구성 요소의 각도 또는 방향을 바꾸는 운동. 보통 운동은 1회전 이내로 한정 된다
swivel KS B 4205
3.81 행정텅레일 또는 가동 레일을 전환할 때, 이를 스위치 로드의 위치에서 움직임 량
throw of switch,opening at thedrive
KS B 4307
3.82 로스트모션
위치 결정은 좌우 상하 어느 쪽에서든지 할 수 있으나어떤 위치에서의 정(+)방향에서 위치결정 했을 때와부(-)의 방향에서 위치 결정 했을때 발생하는 양쪽 정지 위치의 차
lost motion KS B 4314
4) 통상 사용되는 용어
번호 용어 용어의 정의 응 영어 인용규격
4.51 기능의 신뢰성
목적하는 기능이 틀리지 않게 발휘하는 상태. 예를 들면 스핀들 속도의 변환, 조작에 하여 일정속도로유지하면서 변환 되고 있을 때는 스핀들속도 변환 기능은 확실하다고 한다. 이경우 속도가 정확한가, 부정확한가는 별도의 문제이다.
reliability offunction KS B 0077
4.52 작동의 원활성 작동이 걸림이 없이 원활한 상태smoothness ofoperation KS B 0077
4.53 작동의 균일성작동의 원활성이 장소 및 시간에 따라서 변화하지 않는 상태
uniformity ofoperation KS B 0077
- 24 -
번호 용어 용어의 정의 응 영어 인용규격
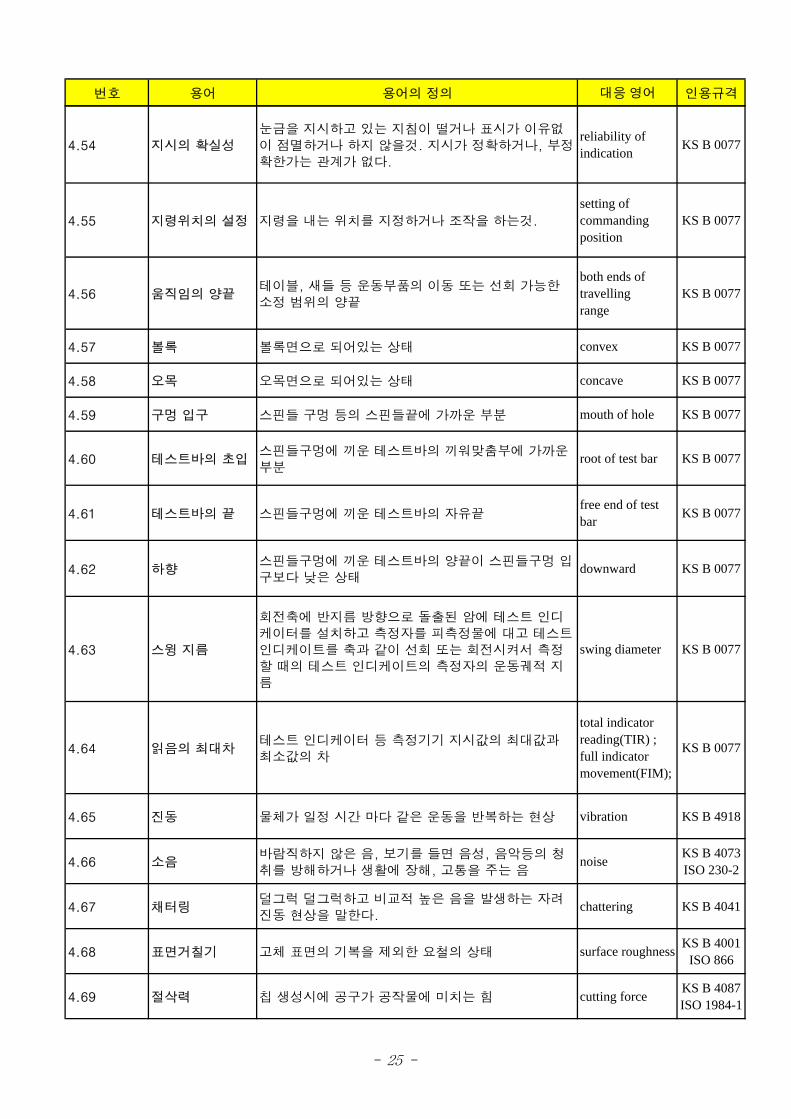
4.54 지시의 확실성눈금을 지시하고 있는 지침이 떨거나 표시가 이유없이 점멸하거나 하지 않을것. 지시가 정확하거나, 부정확한가는 관계가 없다.
reliability ofindication KS B 0077
4.55 지령위치의 설정 지령을 내는 위치를 지정하거나 조작을 하는것.
setting ofcommandingposition
KS B 0077
4.56 움직임의 양끝테이블, 새들 등 운동부품의 이동 또는 선회 가능한소정 범위의 양끝
both ends oftravellingrange
KS B 0077
4.57 볼록 볼록면으로 되어있는 상태 convex KS B 0077
4.58 오목 오목면으로 되어있는 상태 concave KS B 0077
4.59 구멍 입구 스핀들 구멍 등의 스핀들끝에 가까운 부분 mouth of hole KS B 0077
4.60 테스트바의 초입스핀들구멍에 끼운 테스트바의 끼워맞춤부에 가까운부분
root of test bar KS B 0077
4.61 테스트바의 끝 스핀들구멍에 끼운 테스트바의 자유끝free end of testbar KS B 0077
4.62 하향스핀들구멍에 끼운 테스트바의 양끝이 스핀들구멍 입구보다 낮은 상태
downward KS B 0077
4.63 스윙 지름
회전축에 반지름 방향으로 돌출된 암에 테스트 인디케이터를 설치하고 측정자를 피측정물에 고 테스트인디케이트를 축과 같이 선회 또는 회전시켜서 측정할 때의 테스트 인디케이트의 측정자의 운동궤적 지름
swing diameter KS B 0077
4.64 읽음의 최 차테스트 인디케이터 등 측정기기 지시값의 최 값과최소값의 차
total indicatorreading(TIR) ;full indicatormovement(FIM);
KS B 0077
4.65 진동 물체가 일정 시간 마다 같은 운동을 반복하는 현상 vibration KS B 4918
4.66 소음바람직하지 않은 음, 보기를 들면 음성, 음악등의 청취를 방해하거나 생활에 장해, 고통을 주는 음
noise KS B 4073ISO 230-2
4.67 채터링덜그럭 덜그럭하고 비교적 높은 음을 발생하는 자려진동 현상을 말한다.
chattering KS B 4041
4.68 표면거칠기 고체 표면의 기복을 제외한 요철의 상태 surface roughness KS B 4001ISO 866
4.69 절삭력 칩 생성시에 공구가 공작물에 미치는 힘 cutting force KS B 4087ISO 1984-1
- 25 -
번호 용어 용어의 정의 응 영어 인용규격
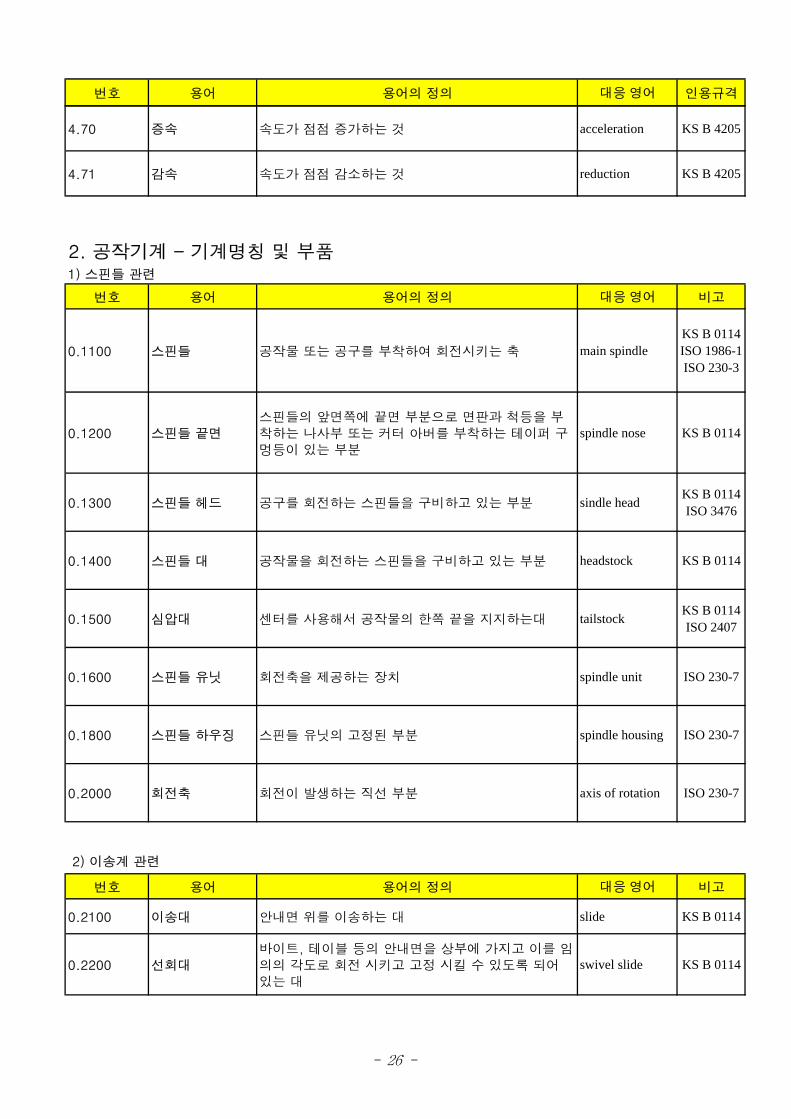
4.70 증속 속도가 점점 증가하는 것 acceleration KS B 4205
4.71 감속 속도가 점점 감소하는 것 reduction KS B 4205
2. 공작기계 - 기계명칭 및 부품1) 스핀들 관련
번호 용어 용어의 정의 응 영어 비고
0.1100 스핀들 공작물 또는 공구를 부착하여 회전시키는 축 main spindleKS B 0114ISO 1986-1ISO 230-3
0.1200 스핀들 끝면스핀들의 앞면쪽에 끝면 부분으로 면판과 척등을 부착하는 나사부 또는 커터 아버를 부착하는 테이퍼 구멍등이 있는 부분
spindle nose KS B 0114
0.1300 스핀들 헤드 공구를 회전하는 스핀들을 구비하고 있는 부분 sindle head KS B 0114ISO 3476
0.1400 스핀들 공작물을 회전하는 스핀들을 구비하고 있는 부분 headstock KS B 0114
0.1500 심압 센터를 사용해서 공작물의 한쪽 끝을 지지하는 tailstock KS B 0114ISO 2407
0.1600 스핀들 유닛 회전축을 제공하는 장치 spindle unit ISO 230-7
0.1800 스핀들 하우징 스핀들 유닛의 고정된 부분 spindle housing ISO 230-7
0.2000 회전축 회전이 발생하는 직선 부분 axis of rotation ISO 230-7
2) 이송계 관련
번호 용어 용어의 정의 응 영어 비고
0.2100 이송 안내면 위를 이송하는 slide KS B 0114
0.2200 선회바이트, 테이블 등의 안내면을 상부에 가지고 이를 임의의 각도로 회전 시키고 고정 시킬 수 있도록 되어있는
swivel slide KS B 0114
- 26 -

번호 용어 용어의 정의 응 영어 인용규격
0.2300 공구 바이트, 랙커터 등을 고정하는 tool rest KS B 0114
0.2400 테이블공작물을 직접 또는 각종 부착장치를 사용하여 고정하는
tableKS B 0114KSB4918ISO 230-3
0.2500 새들 베드, 니 등의 안내면 위에 올려 놓여져 이동하는 saddle KS B 0114ISO 1701-0
0.2600 램스핀들을 내장하거나 또는 공구 를 가지고 안내면을따라 이동하는 이송
ram KS B 0114ISO 3655
0.2700 니테이블, 새들 등을 얹고 칼럼의 안내면을 따라 상하이동하는
knee KS B 0114ISO 1701-1
0.2800 이송나사 이송 , 테이블 등을 이동시키기 위한 나사 feed screw KS B 0114
3) 몸체 관련
번호 용어 용어의 정의 응 영어 비고
0.3100 베드기계의 몸체를 구성하는 로서 일반적으로 테이블등을 안내하는 안내면을 구비하고 있다
bed KS B 0114ISO 230-3
0.3200 베드 미끄럼면서로 접하여 상 운동을 하는 2개의 부품의 운동기준이 되는 면
slide way KS B 0114
0.3300 칼럼베드 또는 베이스 위에 수직으로 설치되어 기계의 몸체를 구성하는 기둥
columm KS B 0114
0.3400 크로스 레일
칼럼에 부착된 수평보로서 공구 또는 스핀들헤드를수평 이동시키기 위한 안내면을 갖고 있다. 칼럼 안내면에 따라 상하로 이동할 수 있는 것과 고정된 것이있다.
cross rail KS B 0114ISO 3655
0.3500 톱빔 2개의 칼럼을 상부에서 연결하여 고정시킨 보 top beam KS B 0114
0.3600 베이스기계의 가장 아래부에 있으며 바닥면에 설치되어 기계를 고정하는
base KS B 0114ISO 230-3
0.3700 프레임 몸체를 구성하는 틀 frame KS B 0114
- 27 -

번호 용어 용어의 정의 응 영어 인용규격
0.3800 안내면공작기계에 기하학적으로 정확한 운동을 주기 위한기준이 되는 면
slideway KS B 4918
4) 용어 일반
번호 용어 용어의 정의 응 영어 비고
1010.0000 공작기계
주로 금속 공작물을 절삭, 연삭 등에 의하여 불필요한부분을 제거해 내어 필요한 형상을 만드는 기계.다만, 사용 도중 손으로 지지하거나 마그네트 스탠드등에 의하여 고정하는것은 제외한다.좁은 뜻이라는 것을 특히 강조할 때에는 금속 절삭 기계라고도 한다
machine tool,metal cuttingmachine tool
KS B0105:1980
1010.0001 기계가공여러가지 공작물에 하여 기계 동력을 이용하여 가공하는 작업
machining KS B 0114
1010.0002 절삭 공작물을 가공하는 작업 cutting KS B 0114
1010.0003 황삭주로 공작물이 다듬질에 필요한 가공 여유를 남기고가공하는 작업
rough cutting KS B 0114
1010.0004 중간 다듬질 절삭가공 변형, 열처리 변형 등이 다듬질 가공의 정확도에영향을 미치지 않도록 거친 절삭을 한 후, 다듬질이요하는 가공 여유를 남기고 가공하는 작업
semi finishing KS B 0114
1010.0005 다듬질공작물을 소요의 치수, 형상 및 표면 거칠기로 하는가공
finishing KS B 0114ISO 866
1010.0006 총형 선삭 소요의 윤곽을 가진 공구로 그 윤곽을 절삭 하는 작업 form turning KS B 0114
1010.0007 모방 절삭모형, 형판 또는 실물을 따라 공구를 이송하여 동일한형상으로 절삭 하는 작업
copying KS B 0114
1010.0008 보링구멍을 깎아 넓히는 절삭이며, 공작물이 회전하는 경우와 바이트가 회전하는 경우가 있다.
boring KS B 0114ISO 230-3
1010.0009 모떼기공작물의 모서리 또는 구석 부분을 경사지게 깎는 작업
chamferingKS B 0114ISO 8526-1ISO 7960
1010.0010 라운딩공작물의 모서리 또는 구석 부분을 둥글기를 주기 위하여 깎는 작업
rounding KS B 0114
1010.0011 스카이빙 다듬질주로 바이트를 공작물의 절선 방향으로 이송하여 절삭하는 작업
skiving KS B 0114
1010.0012 널링 널 공구를 사용하여 널링을 내는 작업 knurling KS B 0114
- 28 -

번호 용어 용어의 정의 응 영어 인용규격
1010.0013 껍질 벗기기 잉곳 등의 흑피를 제거하는 작업 peeling, scaling KS B 0114
1010.0014 다공구 절삭 2개 이상의 공구로 절삭 하는 작업 multi-tool cutting KS B 0114
1010.0015 복합 절삭바깥지름 절삭, 드릴링등을 조합하여 동시에 절삭 하는 작업
combined cutting KS B 0114
1010.0016 드릴링 주로 드릴을 사용하여 공작물에 구멍을 뚫는 작업 drilling KS B 0114
1010.0017 절삭깊이 공구가 공작물을 깎아 들어간 깊이 depth of cut KS B 0114ISO 7960
1010.0018 이송공작물의 1회전마다 공구가 이동하는 거리 또는 일정시간에 공구가 전진하는 거리
feed KS B 0114
1010.0019 동력 이송 기계 이송, 유압 이송을 총칭하여 말한다. power feed KS B 0114
1010.0020 기계 이송 기계의 구동에 의하여 이송하는 것 mechanical feed KS B 0114
1010.0021 유압 이송 유압에 의하여 이송하는 것 hydraulic feed KS B 0114
1010.0022 자동 이송 자동적으로 작동 및 정지가 되는 동력 이송 automatic feed KS B 0114
1010.0023 수동 이송 수동에 의하여 이송하는 것 hand feed KS B 0114
1010.0024 미세 수동 이송 수동으로 조금씩 이송하는 것 sensitive feed KS B 0114
1010.0025 길이 이송 공구를 공작물의 회전축에 평행으로 이송하는 것 longitudinal feed KS B 0114
1010.0026 가로 이송 공구를 공작물의 회전축에 직각으로 이송하는 것cross feed,transverse feed KS B 0114
1010.0027 상하 이송 공구 또는 공작물을 상하로 이송하는 것 vertical feed KS B 0114
1010.0028 좌우 이송 공구 또는 공작물을 좌우로 이송하는 것 longitudinal feed KS B 0114
1010.0029 전후 이송 공구 또는 공작물을 앞뒤로 이송하는 것cross feed,traverse feed KS B 0114
1010.0030 반지름 방향 이송 공구 또는 공작물을 반지름 방향으로 이송하는 것 radial feed KS B 0114
1010.0031 접선 이송 회전 공구를 공작물의 접선 방향으로 이송하는것 tangential feed KS B 0114
1010.0032 각선 이송 공구 또는 공작물을 각선 방향으로 이송하는 것 diagonal feed KS B 0114
- 29 -

번호 용어 용어의 정의 응 영어 인용규격
1010.0033 급속 이송절삭이 행해지지 않는 구간을 빠른 속도로 이송하는것
rapid traverse,quick traverse KS B 0114
1010.0034 단속 이송 단속적으로 이송하는 것 intermittent feed KS B 0114
1010.0035 점프 이송 절삭부에서 다음 절삭부까지의 급속 이동jump feed,skip feed KS B 0114
1010.0036 통과 이송센터리스 연삭에 있어서 공작물을 숫돌 사이의 축 방향으로 통과시키는 이송
through feed KS B 0114
1010.0037 인피드회전 공구 또는 숫돌 중심을 향하여 연삭 깊이를 주기위한 이송
in feed KS B 0114
1010.0038 스텝 이송 어떤 이송 조작을 되풀이 하는 이송 step feed KS B 0114
1010.0039 매거진 이송 공작물을 매거진으로 공급하는 것 magazine feed KS B 0114
1010.0040 절삭 행정 공구 또는 공작물의 절삭 방향으로의 운동 cutting stroke KS B 0114
1010.0041 귀환 행정 공구 또는 공작물의 귀환 방향으로의 운동 return stroke KS B 0114
1010.0042 지체 이송왕복 운동 행정의 끝에 있어서 공구 또는 공작물의 이송을 잠시 멈추는 것
tarry,tarry motion KS B 0114
1010.0043 자동 사이클 자동 이송이 되풀이 되는 것 automatic cycle KS B 0114
1010.0044 줄 다듬질, 줄 질 줄을 사용하여 공작면을 다듬질 하는 작업 filing KS B 0114
1010.0045 정 작업 정으로 공작물을 깎는 작업 chiping KS B 0114
1010.0046 스크레이핑 스크레이퍼를 사용하여 가공면을 다듬질 하는 작업 scraping KS B 0114
1010.0047 맞 기 갈아 맞춤 두 면을 문질러 서로 닿는 정도를 좋게 하는 작업 spotting KS B 0114
1010.0048 브러싱 와이어 브러시를 사용하여 면을 깨끗이 하는 작업 brushing KS B 0114
1010.0049 핸드 그라인딩 핸드 그라인더로써 공작물을 깎는 작업. hand grining KS B 0114
1010.0050 페이퍼 다듬질 연마포를 사용하여 공작물 표면을 다듬질 하는 작업coated abrasiveworking KS B 0114
1010.0051 디버링 공작물의 거스러미를 제거하는 작업 deburring KS B 0114
1010.0052 조 클러치조(jaw) 돌기 부분이 맞물리면 클러치가 이어지고 축방향으로 떼면 클러치가 끊어지는 구조의 클러치
jaw clutch KS B 4205
1010.0053 마찰 클러치양 축단에 부착한 부품을 접촉시켜 그 면의 마찰력에의해 토크를 전하거나, 혹은 잘라 떼는데 사용하는 장치
friction clipcoupling KS B 4205
1010.0054 단동 한쪽 방향으로만의 움직임 single action KS B 4205
- 30 -

번호 용어 용어의 정의 응 영어 인용규격
1010.0055 수동 손으로 작동함 manual KS B 4205
1010.0056 절삭유금속 재료를 절삭 가공 할 때 공구와 재료와의 마찰열을 감소 시키고 절삭날을 냉각시키기 위해서 사용하는 윤활유
cutting fluids KS B 4001
1010.0057 클램프매다는 화물의 질량과 링크 기구, 캠 기구 등의 작용에 의해 매다는 화물을 클램프하고 유지하는 기구
clamp KS B 4205ISO 866
1011.0000 범용공작기계공작물의 재료, 크기 또는 형상을 특별하게 규정하지않는 공작기계
general purposemachine tool
KS B0105:1980
1012.0000 전용공작기계 특정 제품을 가공 상으로 하는 공작기계special purposemachine tool
KS B0105:1980
1020.0000수치제어 공작기계
공구와 공작물과의 상 운동을 위치, 속도 등의 수치정보에 의해 제어하고 가공하는 일련의 동작을 프로그램 지령에 의해 실행하는 공작기계
numericallycontrolledmachine tool
KS B 0114
1020.2921피치오차 보정장치
이송 나사 등의 피치 오차를 보정하는 장치pitch errorcompensator KS B 0114
1020.2925 백래시 제거장치 이송 구동체의 백래시를 제거하는 장치backlasheliminator KS B 0114
1020.2970 위치 검출기공구 또는 테이블 등의 위치 또는 이동량을 검출하는기계
positiontransducer KS B 0114
1020.2971자동 공구 교환장치
공구를 자동으로 교환하는 장치. NC와 연동시킬 수있어 완전 무인화가 가능하다
automatic toolchanger
KS B 0114ISO 7388
1020.2972 공구 선택장치 지령된 공구를 선택하는 장치 tool reader KS B 0114
1020.3924 공구 매거진 공구를 수납하는 장치 tool magazine KS B 0114
1020.3925자동 공작물 공급장치
공작물을 자동으로 공급하는 장치
autoloader,automaticpallet changer
KS B 0114
1020.3926 팰릿 공작물을 설치하여 공급하는 장치 pallet KS B 0114ISO 8526-2
5) 일반 공작기계
(a) 선반
번호 용어 용어의 정의 응 영어 비고
20100.000 선반
각종 공작물에 주로 바이트를 사용하여 외부 바깥 지름 절삭, 보링 , 절단, 끝면 절삭, 나사 절삭 등의 가공을 하는 공작기계. 공작물은 스핀들과 함께 회전하며바이트에는 이송운동을 준다.
lathe ;turning machine
KS B0105:1980
20100.0001 선삭 공작물을 회전시켜 바이트로 절삭 하는 작업 turning KS B 0114
20100.0002 바깥지름 깎기 공작물의 바깥면을 원통형으로 절삭하는 작업 out dia turning KS B 0114
20100.0003 테이퍼 깎기 공작물에 테이퍼로 깎는 작업 taper turning KS B 0114
- 31 -

번호 용어 용어의 정의 응 영어 인용규격
20100.0004 면깎기 공작물의 끝면을 바이트로 깎는 작업 facing KS B 0114
20100.0005 나사 깎기 공작물을 회전시켜 나사를 깎는 작업
screw threadcutting,thread cutting,screw cutting,chasing
KS B 0114
20100.0006 자르기절단 바이트를 사용하여 공작물을 회전시켜서 절단하는 작업
cutting off KS B 0114
20100.0007 센터 내기 센터 드릴을 사용하여 센터 구멍을 뚫는 작업 centering KS B 0114
20100.0008 리세싱 주로 공구로서 절삭 여유 홈을 깎는 작업recessing,necking KS B 0114
20100.0009 릴리빙 밀링 커터 등의 절삭날 윗면에 여유면을 깎는 작업 relieving KS B 0114
20100.0001 바 작업봉 형상의 공작물을 주로 콜릿척에 고정하여 절삭 하는 작업
bar work KS B 0114
20100.0011 척 작업 공작물을 척에 고정하여 절삭 하는 작업 chuck work KS B 0114
20100.0012 센터 작업 공작물을 양 센터에 지지하고 절삭하는 작업 center work KS B 0114
20100.1100 스핀들 공작물의 절삭 회전을 주는 축 main spindle KS B 0114
20100.1200 스핀들 끝면스핀들의 앞면쪽에 끝면 부분으로 면판과 척등을 부착하는 나사부 또는 커터 아버를 부착하는 테이퍼 구멍등이 있는 부분
spindle nose KS B 0114
20100.1201스핀들 테이퍼구멍
스핀들에 센터 또는 콜릿 척을 꽂는 테이퍼진 구멍(스트레이트구멍도 있음)
spindle taperhole,spindle hole
KS B 0114
20100.1202 스핀들 관통구멍스핀들에 봉형상의 공작물을 관통시킬 때 사용하는구멍
hole throughspindle KS B 0114
20100.1205 스핀들 슬리브 센터를 스핀들 구멍에 꽂을 때 쓰이는 부시spindle sleeve,spindle bush. KS B 0114
20100.1400 스핀들 스핀들, 그 구동장치, 속도 변환 장치등을 구비하고있는 부분
headstock,spindle stock KS B 0114
20100.1500 심압베드 위 스핀들 반 쪽에 있으며, 공작물의 한쪽 끝을 센터로 지지하는 로서 심압 몸체, 심압 베이스, 심압축 센터 등으로 되어있다.
tailstock KS B 0114
20100.1510 심압축심압 몸체의 구멍을 드나들 수 있는 축으로 주로 센터를 꽂고 공작물을 누르며 지지하는 축
tailstock spindle,tailstock barrel KS B 0114
20100.1907 척 스핀들 끝에 부착하며, 공작물을 고정하는 것 chuck KS B 0114ISO 702-4
20100.1908 콜릿 스핀들 구멍에 부착하며 공작물을 고정하는 것 collet KS B 0114ISO 6155
- 32 -
번호 용어 용어의 정의 응 영어 인용규격
20100.2110 왕복베드 위를 왕복하며 공구에 이송 운동을 주는 부분의총칭으로 에이프런, 새들, 가로 이송 , 공구 등으로 되어있다.
carriage KS B 0114
20100.2200 선회가로 이송 위에서 회전하며 상부 이송 가 이동할수 있는 미끄럼면을 가지고 있다.
swivel slide KS B 0114
20100.2300 공구 공구, 그 밖의 것을 고정하는 tool rest, toolpost KS B 0114
20100.2810 리드 스크류 나사를 절삭할 때 공구를 이송하는데 쓰이는 나사lead screw,master screw
KS B 0114ISO 866
20100.3100 베드 기계의 몸체를 구성하는 bed KS B 0114
20100.3201 베드 미끄럼면 왕복 및 심압 가 이동하는 면slideway,guideway KS B 0114
20100.3901 다리 베드를 지지하는 부분 leg KS B 0114
20100.3902 오일팬 칩 및 절삭유 받이oil panmechanism KS B 0114
20100.3903 갭피스 브리지베드의 스핀들 쪽에 최 공작물의 지름을 크게 하기 위하여 제거된 갭을 체결하는 것
gap piece bridge KS B 0114
20100.3914 스프래시 가드 절삭 칩 또는 절삭유의 비산을 방지하기 위한 테두리splash guard,chip guard KS B 0114
20100.3917 절삭유 공급장치 절삭유를 공구 및 공작물에 공급하는 장치coolant supplyunit KS B 0114
20100.3950 절삭칩 배출장치 절삭칩을 운반, 배출하는 장치chip disposalequipment KS B 0114
20101.0000 보통 선반
가장 일반적인 선반으로서 베드, 스핀들 , 심압 ,왕복 , 이송 등으로 되어 있다.베드의 스핀들 쪽에 최 공작물의 지름을 크게 하기 위하여 갭이 있는 갭선반, 스핀들이 고속으로 회전하여 고절삭 속도로 가공 할 수 있는 고속 선반, 다이아몬드 바이트를 사용하여 고정확도의 다듬질면을 얻을 수 있는 다이아몬드 선반등이 있다.
engine lathe,center lathe,parallel lathe,general purposelathe
KS B0105:1980
20101.1502 센터 공작물의 회전 중심을 지지하는 것 center KS B 0114
20101.1901 백기어 스핀들 축선으로 되돌려 감속 시키는 기어 back gear KS B 0114
20101.1902 프리셀렉터가공 도중, 다음 동작(회전 등)으로 미리 변환하는 장치
preselector KS B 0114
20101.1903 변환기어 장치 변환 기어를 사용하여 회전비를 바꾸는 장치change geardevice KS B 0114
20101.1904 쿼드런트 중간 변환 기어 축을 부착하는 판 quadrant KS B 0114
20101.1905 시동축 기계의 시동· 정지용 축 starting rod KS B 0114
- 33 -

번호 용어 용어의 정의 응 영어 인용규격
20101.1906 텀블러회전비를 단계적으로 바꾸는 중간 기어를 지지하는암
tumbler KS B 0114
20101.1907 척 스핀들 끝에 부착하며, 공작물을 고정하는것 chuck KS B 0114
20101.1908 콜릿 스핀들 구멍에 부착하며 공작물을 고정하는 것 collet KS B 0114
20101.1909 면판스핀들 끝에 고정하며 복합한 형상의 공작물도 고정할 수 있는것
face plate KS B 0114
20101.1910 돌리개공작물에 고정하며 공작물에 스핀들의 회전을 전달하는 것
work carry, lathedog KS B 0114
20101.1911 돌림판 스핀들 끝에 고정하며 돌리개에 회전을 전달 하는것 driving plate KS B 0114
20101.1912 고정 방진구베드 위에 위치하며 공작물을 반지름 방향으로 지지하는것
steady rest KS B 0114
20101.1913 이동 방진구왕복 에 고정하여 가공중에 제품을 따라 움직이며지지하는 것
follow rest KS B 0114
20101.2102 가로 이송새들 위를 가로 방향으로 이동하는 로서, 일반적으로 상부에는 선회 를 부착하기 위한 홈을 가지고 있다.
corss slide KS B 0114
20101.2103 상부 이송 왕복 상부의 이송 upper slide KS B 0114
20101.2106 공구 이송 공구를 부착하는 최상부의 이송 tool slide KS B 0114
20101.2110 왕복베드 위를 왕복하며 공구에 이송 운동을 주는 부분의총칭으로 에이프런, 새들, 가로 이송 , 공구 등으로 되어 있다.
carriage KS B 0114
20101.2200 선회가로 이송 위에서 선회하며 상부 이송 가 이동할수 있는 미끄럼면을 가지고 있다.
swivel slide KS B 0114
20101.2300 공구 공구, 그 밖의 것을 고정하는 .tool rest, toolpost KS B 0114
20101.2307 4각 공구네 방향에 공구를 고정하고, 선회할 수 있는 사각형상의 공구
square tool rest,square turret KS B 0114
20101.2310 복식 공구회전 , 상부 이송 또는 공구 이송 로 구성된 부분의 총칭
compound rest,compound toolrest
KS B 0114
20101.2500 새들베드 위의 미끄럼면에 놓여 길이 방향으로 이동하는
로서, 가로 이송 의 미끄럼면을 구성한다saddle KS B 0114
20101.2810 리드 스크류 나사를 절삭할 때 공구를 이송하는데 쓰이는 나사lead screw,master screw KS B 0114
20101.2901이송변환 기어박스
이송량 변환시키는 기어 박스feed change gearbox KS B 0114
20101.2902 에이프런새들 앞부분 아랫쪽에 붙인 기어 박스이며 길이 및 가로 이송 변환장치, 하프 너트를 물리고,풀리게 하는장치등을 가지고 있다.
apron KS B 0114
- 34 -

번호 용어 용어의 정의 응 영어 인용규격
20101.2903 이송축 공구에 이송을 주는 축feed rod, feedshaft KS B 0114
20101.2904마이크로미터 칼라
이동량을 알기 위하여 이송 나사에 설치된 눈금링
micrometercollar,micrometer dial
KS B 0114
20101.2905 나사깎기 다이얼리드 스크류와 물리게 한 다이얼이며 나사깎기의 지점이 되는것
chasing dial KS B 0114
20101.2906 급속 이송장치 왕복 등을 급속히 이동시키는 장치
quick traversemechanism, rapidtraversemechanism
KS B 0114
20101.2907 모방 절삭장치모형, 형판 또는 실물을 따라 이와 같은 형상으로 절삭 하는 장치
copyingattachment KS B 0114
20101.2908 바이트선반, 보링반 등에 사용되고 생크 또는 보디의 끝에절삭날이 있는 절삭 공구의 총칭
bitecutting tool KS B 4041
20101.2909 하프 너트너트를 두 쪽으로 분할한 반원 너트.정밀 측정기와 공작기계의 어미 나사에 맞물리는 너트로 이용된다.
half nut KS B 4041
20102.0000 공구 선반주로 바이트 또는 공구의 가공에 사용하는 정확도가높은 선반
tool room lathe KS B0105:1980
20102.2908 테이퍼 깎기장치 안내판을 사용하여 테이퍼 깎기 등을 할 수 있는 장치 taper attachment KS B 0114
20102.2909 릴리빙장치캠을 사용하여 가로 이송 에 전후 운동을 주어 2번각을 절삭하는 장치.
relievingattachment KS B 0114
20103.0000 릴리빙 선반밀링 커터, 호브등의 여유각을 절삭 하는 공구 선반.바이트 가 캠 또는 링크 등에 의하여 스핀들이 1회전 할때 여러 회 왕복운동을 한다.
relieving lathe KS B0105:1980
20104.0000 탁상 선반 콜릿 척에 의한 작업을 주로 하는 소형 선반 bench lathe KS B0105:1980
20104.2110 왕복베드 위를 왕복하며 공구에 이송 운동을 주는 부분의총칭으로 에이프런, 새들, 가로 이송 , 공구 등으로 되어있다
carriage KS B 0114
20104.2104 앞 이송스핀들 중심선 앞쪽에 있으며, 공구 를 부착하여 이동하는 이송
front slide KS B 0114
20104.2105 뒤 이송스핀들 중심선 뒷쪽에 있으며, 공구 를 부착하여 이동하는 이송
back slide KS B 0114
20104.2910 오버컷 장치 스핀들 에 안치하며 공구의 이송 운동을 하는 장치over-cutattachment KS B 0114
20105.0000 터릿 선반터릿 헤드를 비치하고 여기에 많은 바이트 또는 공구를 추착하여 터릿 헤드를 분할하여 가며 이를 순차적으로 사용하는 선반
turret lathe,capstan lathe
KS B0105:1980
20105.2110 터릿 왕복이동하는 램을 안고 공작물에 따라서 길이방향의 위치를 조정하는
carriage KS B 0114
- 35 -

번호 용어 용어의 정의 응 영어 인용규격
20105.2311 터릿1개 이상의 공구를 반지름방향으로 고정하며, 회전분할을 하는 공구
turret KS B 0114ISO 230-3
20105.2312 드럼2개 이상의 공구를 회전축에 평행하게 고정하며, 회전분할을 하는 공구
drum KS B 0114
20105.2500 새들 터릿을 지지하며 베드 위를 이동하는 saddle KS B 0114
20105.2600 램터릿 슬라이드 터릿을 지지하며 터릿 왕복 위를 이동하는 ram turret slide KS B 0114
20105.2911 공구 고정 터릿 또는 램에 고정하며 공구를 지지하는것 tool holder KS B 0114
20105.2912 나사깎기 장치 체이서 등으로 나사를 깎는 장치thread chasingattachment. KS B 0114
20105.3905 봉재 스탠드 봉재를 기계 외부에서 지지하는 bar stand, stockstand KS B 0114
20106.0000 탁상 터릿 선반 터릿 헤드를 갖춘 탁상 선반 bench turret lathe KS B 0105
20107.0000 다공구 선반바이트 위에 많은 바이트가 부착되어 전부 또는 여러 개의 바이트가 동시에 절삭하는 선반
multi-cut lathe KS B 0105
20107.1404 뒤쪽 공구 스핀들 중심선 뒤쪽에 있는 공구back tool rest,rear tool rest KS B 0114
20107.2308 다공구 2개 이상의 공구를 붙여 동시에 사용하는 공구 multi-tool rest KS B 0114
20107.2309 절단 공구 절단을 하는 공구 cutting-off rest KS B 0114
20108.0000 모방 선반바이트 의 운동이 형판에 따라 자동적으로 움직이며, 형판과 닮은 윤곽을 절삭해 내는 선반
copying lathe KS B 0105
20109.0000 자동 모방 선반미리 정해진 공정 순서에 따라 거친 절삭으로 부터 다듬질 절삭까지 자동적으로 반복절삭되는 모방 선반
automaticcopyinglathe
KS B 0105
20110.0000 자동 선반
선반 작업 조작을 자동적으로 하는 선반.봉 재료용과 척 작업용이 있다. 척 작업으로는 적은수로 한정된 공정만을 하는 것을 특히 단능반이라고한다.
automatic screwmachine,automatic lathe
KS B 0105
20110.1404 스핀들 드럼다축형 자동선반에서 스핀들을 내장하고 분할을 하는드럼
spindle drum,spindle carrier KS B 0114
20110.1914 제어 드럼 스핀들 속도, 이송등의 조작을 제어 하는 드럼 control drum KS B 0114
20110.1915 매거진 장치 작업한 사이클마다 소재를 한 개씩 척에 보내는 장치magazineattachment. KS B 0114
20110.1916 안내부시 공구 가까이에서 소재의 흔들림 등을 방지하는 부시 guide bush KS B 0114
20110.2301 길이방향 공구 길이 방향으로 움직이는 공구longitudinal toolcarriage KS B 0114
20110.2302 가로 공구 가로 지르는 방향으로 움직이는 공구cross toolcarriage KS B 0114
- 36 -

번호 용어 용어의 정의 응 영어 인용규격
20110.2913 캠축 캠을 부착하는 축 cam shaft KS B 0114
20110.2914 캠드럼 캠을 부착하는 드럼 cam drum KS B 0114
20110.2915 로킹암 요동하여 절삭 깊이를 주는 암 rocking arm KS B 0114
20110.2916 홈파기 장치 홈가공을 하는 장치slittingattachment KS B 0114
20110.3401 상부빔 상부에 있으며 공구 안내면을 가진 보 upper beam KS B 0114
20110.3906 공작물 분리장치 칩과 공작물을 분리 하는 장치 work separator KS B 0114
20111.0000 단축 자동 선반
스핀들이 한 개인 자동선반, 스핀들 가 스핀들의 축방향으로 이동함에 따라 이송 운동을 하는것을 스핀들 이동형이라고 하고, 이에 비하여 보통의 스핀들
가 고정된 공구가 운동하는 것을 스핀들 고정형이라고 한다.
single spindleautomatic lathe KS B 0105
20112.0000 다축 자동 선반
복수의 스핀들을 가진 자동선반.스핀들수에 따라 4축 자동선반, 6축 자동선반 또는 8축 자동선반이라고 한다. 스핀들이 한 개의 캐리어에실려서 캐리어마다 회전하여 각각의 분할위치를 정하는 것을 캐리어 회전형이라고 한다.
multi spindleautomatic lathe KS B 0105
20113.0000 다두형 자동 선반 복수의 스핀들 를 가진 자동선반multi headautomatic lathe KS B 0105
20114.0000프로그램 제어 선반
미리 정해진 공정순서에 따라 자동적으로 가공이 이루어지나, 공정순서의 설정 및 변경을 용이하게 할 수있도록 한 자동선반
programcontrolled lathe KS B 0105
20115.0000 정면 선반주로 정면 절삭 가공을 하는 선반.큰 면판을 가진 바이트 가 스핀들에 직각방향으로광범위하게 움직인다.
face lathe KS B 0105
20115.3101 크로스 베드베이스 플레이트 또는 베드 위에 놓이며, 가로 이동미끄럼면을 가진 베드
cross bed KS B 0114
20115.3601 베이스 플레이트 바닥에 놓이며 일반적으로 홈이 있는 주물판 base plate KS B 0114
20116.0000 수직 선반공작물은 수평면 내에서 회전하는 테이블 위에 설치하며, 바이트 는 칼럼 또는 크로스 레일을 따라 이송하는 수직축 선반
vertical lathe,vertical boringand turning mill
KS B 0105
20116.2302 측면 공구칼럼에 장치되어 상하 운동을 하는 공구 로서, 장치된 측면 공구로 수평 운동을 한다
side head KS B 0114
20116.2303 정면 공구크로스레일에 붙인 공구 의 총칭이며 새들, 공구 봉받이, 공구봉 등으로 구성된다
rail head KS B 0114
20116.2313 터릿 헤드크로스 레일에 장치되며 터릿, 새들, 램 등으로 구성한다
turret head KS B 0114
20116.2400 테이블공작물을 올려 놓고 회전하는 부분으로서, 표면에는소재를 고정할수 있는 홈 및 T홈이 있다
table KS B 0114
- 37 -

번호 용어 용어의 정의 응 영어 인용규격
20116.2500 새들정면 공구 의 일부로서 크로스 레일을 따라 수평으로 이동하는
saddle KS B 0114
20116.2801 상하 이동용 나사 크로스 레일을 상하 이동 시키기 위한 나사 elevating screw KS B 0114
20116.2917 정면 공구봉끝에 공구지지부를 고정하는 구조로서 상하 운동을하는 부분
tool bar KS B 0114
20116.2918 측면 공구봉측면 공구 에 붙인 공구봉이며 끝에는 공구 지지부를 부착하고 수평 운동을 하는 것
side tool bar KS B 0114
20116.2919 메인 기어박스 테이블 구동용 기어 기구를 내장한 기어 박스 main gear box KS B 0114
20116.2920 구배 절삭장치보통 이송 기어 박스의 쿼드런트에 변환 기어를 장치하여 두 방향의 이송량을 소요의 비로 유지하여 구배를 절삭하는 장치
gradient cuttingdevice KS B 0114
20116.3100 베드테이블을 지지하는 부분이며, 일반적으로 측면에는칼럼, 메인 기어 박스 등이 붙어 있다.
bed KS B 0114
20116.3300 칼럼하부는 베드에 연결 되며, 크로스레일을 수평으로 지지하는 기둥
column KS B 0114
20116.3400 크로스 레일칼럼에 붙어 있는 수평보이며 정면공구 수평 운동의 안내가 되는것
cross rail KS B 0114
20116.3500 톱빔 쌍주형에서 양쪽 칼럼을 상부에서 연결하고 있는 보 top beam KS B 0114
20116.3908 균형추 정면 공구봉, 측면 공구 등의 무게를 평형시키는 추 balance weight KS B 0114
20117.0000 나사절삭 선반나사 절삭 전용으로 사용되는 선반.자동 사이클을 이루는 것을 자동 나사 선반이라 한다.
thread cuttinglathe,screw cuttinglathe
KS B 0105
20118.0000 리드스크류 선반주로 공작기계의 리드 스크류를 절삭하는 선반.피치 보정 기구를 갖추고 있다
lead screwcutting lathe KS B 0105
20118.2921리드스쿠류 보정장치
리드 스크류의 피치 오차를 보정하는 장치compensator,correcting device KS B 0114
20119.0000 롤 선반 주로 압연용 롤을 절삭하는 선반 roll lathe KS B 0105
20120.0000 보링 선반
보링 가공 전용으로 사용되는 선반.지름에 비하여 비교적 긴 구멍을 보링 가공하는 깊은구멍 보링 선반, 실린더 라이너의 가공전용인 실린더라이너 선반등이 있다.
boring lathe KS B 0105
20121.0000 차륜 선반철도 차량의 차륜을 차축에 부착한 그 로의 상태로바깥 지름을 절삭하는 선반
car wheel lathe KS B 0105
20122.0000 차축 선반 철도차량의 차축을 절삭하는 선반 axle lathe KS B 0105
- 38 -
번호 용어 용어의 정의 응 영어 인용규격
20123.0000 크랭크 저널 선반 크랭크축의 저널부를 절삭하는 선반crank journallathe KS B 0105
20124.0000 크랭크핀 선반 크랭크축의 핀부를 절삭하는 선반 crank pin lathe KS B 0105
20125.0000 캠축 선반내연기관용 캠축의 캠부 윤곽을 절삭하는 선반.마스터 캠에 따라 바이트가 스핀들과 직각 방향으로왕복운동을 한다
cam shaft lathe KS B 0105
(b) 드릴링머신
번호 용어 용어의 정의 응 영어 비고
20200.0000 드릴링머신각종 공작물에 주로 드릴을 사용하여 구멍을 뚫는 공작기계. 드릴은 스핀들과 함께 회전하며 축방향으로이송한다
drilling machine KS B 0105
20200.0013 드릴링 드릴을 사용하여 공작물에 구멍을 뚫는 작업 drilling KS B 0114
20200.0014 딥홀 드릴링 길이와 지름의 비가 4배 이상인 구멍을 뚫는 작업
deep holedrilling,deep hole boring
KS B 0114
20200.0015 건드릴링 건 드릴을 사용하여 구멍을 뚫는 작업 gun drilling KS B 0114
20200.0016 리밍 리머를 사용하여 구멍의 정확도를 높이는 작업 reaming KS B 0114
20200.0017 태핑 탭을 사용하여 나사 깎기를 하는 작업 tapping KS B 0114
20200.1100 스핀들 드릴에 절삭 회전을 주는 축 main spindle KS B 0114
20200.1203 드릴키 구멍 드릴 키를 꽂기 위하여 스핀들에 뚫은 구멍 drill key hole KS B 0114
20200.1205 스핀들 슬리브 주로 램으로 스핀들을 상하 운동시키는 부분spindle sleeve,rack sleeve KS B 0114
20200.1300 스핀들 헤드스핀들 및 그 구동 장치, 이송 장치의 전부 또는 일부를 구비하고 있는 부분
spindle head KS B 0114
20200.2407 원형 테이블 원형인 테이블 circular table KS B 0114
20200.2408 사각 테이블 사각형인 테이블 square table KS B 0114
20200.2412 복합 테이블 서로 직각인 두 방향의 안내면을 갖는 테이블 compound table KS B 0114
20200.2700 니테이블을 얹고 칼럼의 안내면을 따라 상하 운동하는 knee KS B 0114
20200.3300 칼럼 스핀들헤드, 암을 지지하는 기둥 column KS B 0114
20200.3301 둥근 칼럼 단면이 둥근형인 칼럼 circular column KS B 0114
20200.3302 사각 칼럼 단면이 사각형인 칼럼 square column KS B 0114
20200.3600 베이스기계의 가장 아래인 칼럼 하부에 있고 바닥면에 설치되어 기계를 고정하는
base KS B 0114
- 39 -
번호 용어 용어의 정의 응 영어 인용규격
20201.0000 수직 드릴링머신스핀들이 수직으로 되어 있는 수직형 드릴링 머시인.칼럼, 스핀들헤드, 베이스, 테이블 등으로 되어있다.
upright drillingmachine KS B 0105
20201.1308스핀들 슬라이드헤드
스핀들의 유지 또는 이송 장치를 가지고 칼럼 미끄럼면위를 이동하는 부분
slide head KS B 0114
20202.0000레이디얼 드릴링머신
수직한 칼럼을 중심으로 선회할 수 있는 암 위에서 스핀들헤드가 수평방향으로 이동하는 구조의 드릴링머신
radial drilling machine KS B 0105
20202.1917 툴 이젝터모스 테이퍼 섕크의 공구를 스핀들 구멍에서 빼내기위하여 스핀들에 내장된 장치
tool ejector KS B 0114
20202.3303 칼럼 슬리브칼럼 외측에 평형으로 된 중공 칼럼으로 암의 상하 운동 및 회전의 가이드가 된다
column sleeve KS B 0114
20202.3402 암스핀들헤드를 안내하는 미끄럼면을 가진 팔 형상의것
arm KS B 0114
20203.0000 탁상 드릴링머신 작업 위에 설치하여 사용하는 소형 드릴링머신bench drilling machine KS B 0105
20204.0000 다축 드릴링머신1개의 스핀들헤드에 다수의 스핀들이 있어서 동시에여러구멍을 뚫을수 있는 드릴링머신
multi spindle drilling machine KS B 0105
20204.1103 드릴 스핀들 드릴을 부착하는 스핀들 drill spindle KS B 0114
20204.1305 드릴 헤드동시에 회전하는 복수개의 드릴 스핀들을 구비하는부분
drill head KS B 0114
20204.1918 드릴 스핀들 구멍 드릴 스핀들에 설치한 스핀들 구멍 drill spindle hole KS B 0114
20204.1919 드릴 스핀들 홀더 드릴 스핀들의 위치를 결정하는 홀더drill spindleholder KS B 0114
20205.0000 다두 드릴링머신하나의 위에 거의 똑같은 성능을 가진 수직 드릴링머신의 헤드를 여러 개 나란히 부착시킨 드릴링머신
multi headdrilling machine,gang headdrilling machine
KS B 0105
20206.0000이동형 드릴링머신
매다는 기구 또는 바퀴를 비치하여 큰 공작물 가까이설치하여 사용하는 드릴링머신
portable drillingmachine KS B 0105
20207.0000 딥홀 드릴링머신지름에 비하여 비교적 깊은 구멍을 뚫는 드릴링머신.공구가 회전하지 않고 공작물을 회전시키는 것도 있다.
deep hole drillingmachine KS B 0105
(c) 보링머신
번호 용어 용어의 정의 응 영어 비고
- 40 -
번호 용어 용어의 정의 응 영어 인용규격
20300.0000 보링머신
각종 공작물에 주로 보링 바이트를 사용하여 보링 가공을 하는 공작기계. 바이트는 스핀들과 함께 회전하며 공작물 또는 바이트에 이송 운동을 한다. 면절삭또는 밀링가공을 할 수 있는 것도 있다
boring machine KS B 0105
20300.0001 스터브보링 한쪽 보링 바의 양쪽 끝을 받치고 시행하는 보링작업 stub boring KS B 0114
20300.0002 라인보링 보링 바의 양 끝을 지지하며 하는 보링 작업 line boring KS B 0114
20300.0003 트리패닝 중심부를 남기고 구멍을 뚫는것 trepanning KS B 0114
20300.1100 스핀들 주로 보링 바를 부착하는 스핀들 main spindle KS B 0114
20300.1300 스핀들 헤드 스핀들, 구동 장치 등을 구비 하는 스핀들 부분 spindle head KS B 0114
20300.1920 구동기어 박스스핀들, 밀링 스핀들 등에 회전 운동을 전달하는 기구를 내장하고 있는 기어 박스
driving gear box KS B 0114
20300.2400 테이블 공작물을 고정하는 테이블 table KS B 0114
20300.2901이송 변환기어 박스
스핀들헤드, 테이블 등에 이송을 주는 기어 박스feed change gearbox KS B 0114
20300.2922자동 위치 결정장치
미리 설정한 위치에 자동적으로 정지할 수 있는 장치
automaticpositioningdevice
KS B 0114
20300.2923 위치표시 장치이동하는 부분의 현재 또는 이동한 거리를 표시하는장치
position read outdevice KS B 0114
20300.3100 베드테이블, 칼럼 등을 이동시키기 위한 안내면을 가진 베드
bed KS B 0114
20300.3300 칼럼 스핀들헤드를 상하 이동시키는 안내면을 가진 기둥 column KS B 0114
20301.0000 수평 보링머신수직한 칼럼을 따라 상하로 움직이는 스핀들헤드를가지며 보링 가공을 하는 수평축의 보링머신
horizontal boring machine KS B 0105
20301.1101 밀링 스핀들 정면 밀링 커터를 부착하고 회전하는 축 milling spindle KS B 0114
20301.1909 면깎기 헤드 면깎기 이송을 주는 장치를 구비하고 있는 면판 facing head KS B 0114
20301.1921 테일 브래킷 스핀들 지지부의 안내면을 구비하고 있는 브래킷 tail bracket KS B 0114
20301.1922 보링바 베어링 상하로 이동할 수 있는 보링 바의 베어링boring barbearing KS B 0114
20301.1923 보링바 양끝을 지지하고 보링을 하는 봉boring bar, linebar KS B 0114
20301.1924 스터브 보링바 한쪽을 지지하고 보링을 하는 봉 stub boring bar KS B 0114
20301.1925 앵글 헤드스핀들에 평행한 면의 절삭 및 스핀들에 직각 방향인구멍깎기 가공을 하는 장치
angle head KS B 0114
- 41 -

번호 용어 용어의 정의 응 영어 인용규격
20301.1926 유니버셜 헤드스핀들에 하여 임의의 방향인 면의 절삭, 구멍깎기가공등을 하는 장치
universal head KS B 0114
20301.2409 분할원형 테이블 회전을 하며 정밀 분할할 수 있는 원형의 테이블circular dividingtable KS B 0114
20301.2411 경사회전 테이블테이블의 윗면이 경사질 수 있도록 한 분할 원형 테이블
tilting rotary table KS B 0114
20301.2500 새들 베드를 안내로 하여 위에 테이블을 지지하고 있는것 saddle KS B 0114
20301.2600 램스핀들, 밀링 스핀들 등을 지지하며 스핀들헤드 내를스핀들 방향으로 이동하는 각형 또는 원통형상의 것
ram KS B 0114
20301.2601 퀼스핀들, 밀링 스핀들 등을 지지하며, 스핀들헤드 내를스핀들 방향으로 이동하는 둥근 형의 봉형상 이송
quill KS B 0114ISO 2407
20301.2912 나사 깎기장치변환 기어 등을 사용하여 스핀들 또는 테이블에 나사깎기 이송을 주는 장치
thread cuttingdevice KS B 0114
20301.2924 면 깎기장치면판 위에서 랙 또는 나사에 의하여 공구를 반지름 방향으로 이송하는 장치
facing attachment KS B 0114
20301.2908 테이퍼 깎기장치스핀들 및 반지름 방향의 이송을 소요의 비로 유지시킴으로 해서 테이퍼를 절삭하는 장치
taper cuttingdevice KS B 0114
20301.3907 보링바 지지 보링 바를 바깥쪽에서 지지하는 기둥outer support,end support KS B 0114
20301.3908 균형추스핀들헤드 등의 중량을 평행하게 균형을 잡아 주는추
balance weight KS B 0114
20302.0000테이블형 수평 보링머신
스핀들에 비하여 축방향 및 이에 직각 방향으로 이동하는 테이블을 가진 수평보링 머신
table typehorizontal boringmachine
KS B 0105
20303.0000플로어형 수평 보링머신
테이블을 갖지 않으며 칼럼을 베드에 따라 이송을 주는 수평보링머신. 공작물은 바닥에 설치한 정반 위에설치한다.
floor typehorizontal boringmachine
KS B 0105
20304.0000플레이너형 수평보링머신
스핀들에 하여 직각방향으로 큰 행정을 가진 테이블을 갖춘 수평 보링머신
planer typehorizontal boringmachine
KS B 0105
20305.0000 수직 보링머신 스핀들이 수직인 보링머신vertical boringmachine KS B 0105
20305.2601 퀼스핀들, 밀링 스핀들 등을 지지하며, 스핀들헤드 내를스핀들 방향으로 이동하는 둥근형의 봉형상 이송
quill KS B 0114
20305.2912 나사 깎기장치변환 기어등을 사용하여 스핀들에 나사깎기 이송을주는 장치
thread cuttingdevice KS B 0114
20305.3400 크로스 레일 스핀들헤드의 수평 운동을 안내하는 보 cross rail KS B 0114
- 42 -
번호 용어 용어의 정의 응 영어 인용규격
20306.0000 지그 보링머신
주로 지그에 구멍뚫기 및 보링에 사용하는 보링머신.공작물에 한 스핀들의 위치를 아주 정밀하게 자리잡게 하기 위한 장치를 가지고 있다. 밀링가공이 가능한 것이 많다
jig boringmachine KS B 0105
20306.2411경사분할 원형 테이블
테이블 윗면이 경사질 수 있도록 되어 있는 분할 원형테이블
tilting indexcircular table KS B 0114
20306.2923 위치결정 장치 요구하는 위치를 결정하는 장치positioningdevice KS B 0114
20306.3400 크로스 레일칼럼에 붙인 수평보로서 스핀들헤드의 수평 이동 안내면을 가진다
cross rail KS B 0114
20307.0000 파인 보링머신구멍의 안쪽면의 절삭 깊이 및 이송속도를 작게하며고속절삭하여 높은 정확도로 보링가공을 하는 보링머신
fine boringmachine KS B 0105
(d) 밀링머신
번호 용어 용어의 정의 응 영어 비고
20400.0000 밀링 머신
각종 공작물에 주로 밀링 커터를 사용하여 평면절삭,홈 절삭 등의 가공을 하는 공작기계. 밀링커터는 스핀들과 함께 회전하고 공작물에 이송운동을 한다. 스핀들이 수평인 것을 수평밀링머신, 스핀들이 수직인 것을 수직 밀링머신이라 한다.
milling machine KS B 0105
20400.0001 밀링 밀링 커터를 사용하여 공작물을 절삭하는 작업 milling KS B 0114ISO 1701-0
20400.0002 플레이너 밀링 플레인 밀링 커터를 사용하여 시행하는 밀링작업 plain milling KS B 0114
20400.0003 정면 밀링 정면 밀링 커터로서 시행하는 밀링작업 face milling KS B 0114ISO 3655
20400.0004 측면 밀링 사이드 밀링 커터로서 시행하는 밀링작업 side milling KS B 0114
20400.0005 총형 밀링 총형 밀링 커터로서 시행하는 밀링작업 form milling KS B 0114
20400.0006 엔드 밀링 엔드 밀을 사용하여 시행하는 밀링작업 end milling KS B 0114
20400.0007 조합 밀링두개 이상의 밀링 커터를 한 개의 아버에 조합 부착하여 시행하는 밀링작업
gang cuttermilling KS B 0114
20400.0008 홈파기 공작물에 홈을 파는 작업floting,grooving,slitting
KS B 0114ISO 7960
20400.0009 나사 밀링 밀링 커터를 사용하여 나사를 깎는 작업 thred milling KS B 0114
20400.0010 윤곽 밀링공작물의 윤곽을 소정의 형상으로 밀링 절삭하는 작업
contour milling KS B 0114
20400.0011 모방 밀링 밀링 커터를 사용하여 시행하는 모방 절삭copy milling,profile milling KS B 0114
- 43 -

번호 용어 용어의 정의 응 영어 인용규격
20400.0012 상향 밀링밀링 커터의 회전 방향과 공작물의 이송 방향이 반인 밀링작업
upward milling KS B 0114
20400.0013 하향 밀링밀링 커터의 회전 방향과 공작물의 이송 방향이 같은밀링작업
downwardmilling, climbmilling
KS B 0114
20400.0014 다이싱킹 다이를 조작하는 작업diesinking,diemilling KS B 0114
20400.0015 홈파기 메탈 슬리팅 소로써 좁은 홈을 파는 작업 slitting KS B 0114
20400.0016 키홈 밀링 축의 키 홈을 밀링 가공하는 작업 key way milling KS B 0114
20400.0017 스폿 페이싱 너트 등의 자리의 안정을 위하여 가공하는 작업 spot facing KS B 0114
20400.0018 뒷면 스폿 페이싱공구쪽에 보아 공작물의 뒷면을 스폿 페이싱 하는 작업
inversed spotfacing KS B 0114
20400.0019 카운터보링볼트의 머리 등이 가라 앉도록 깊게 스폿 페이싱 하는것
counter boring KS B 0114
20400.0020 카운터 싱킹 접시형으로 카운터 싱킹하는것 counter sinking KS B 0114
20400.1100 스핀들 밀링 커터에 절삭 회전을 주는 축 main spindle KS B 0114
20400.1300 스핀들 헤드수직 밀링머신에서 공구를 회전하는 스핀들을 구비하고 있는 부분
spindle head,vertical head KS B 0114
20400.1927 아버 수평 밀링머신에서 밀링 커터를 부착 하는 봉
milling headarbor, cutterarbor
KS B 0114ISO 1701-0
20400.1928 수직 밀링장치수평 밀링머신에서 수직 밀링작업을 할수 있도록 하는 장치
vertical millingattachment KS B 0114
20400.1929유니버셜 밀링장치
임의의 각도로 경사시킬 수 있는 스핀들을 가진 밀링장치
universal millingattachment KS B 0114
20400.1930 슬로팅 장치 슬로팅 작업을 할 수 있도록 하는 장치solttingattachcment KS B 0114
20400.1931 랙 절삭장치 총형 밀링 커터로 랙 절삭을 하는 장치rack millingattachment KS B 0114
20400.2118 분할 각도 분할에 사용하는 dividing head,index head KS B 0114
20400.2312 드럼2개 이상의 공구를 회전축에 평행하게 고정하며, 회전분할을 하는 공구
drum KS B 4041
20400.2400 테이블 공작물을 고정하고 이동하는 table KS B 0114
- 44 -
번호 용어 용어의 정의 응 영어 인용규격
20400.2407 원형 테이블주로 연속 회전하면서 절삭하는데 사용하는 원형의테이블
circular table,rotary table KS B 0114
20400.2500 새들 니를 안내 하며 위에 테이블을 지지하고 있는것 saddle KS B 0114
20400.2700 니테이블, 새들을 얹고 칼럼의 안내면을 따라 상하 이동하는
knee KS B 0114
20400.2801 상하 이송나사 니를 상하로 이동시키는 나사vertical feedscrew KS B 0114
20400.2802 길이 이송나사 테이블을 길이 방향으로 이동시키는 나사
longitudinal feedscrew, table leadscrew
KS B 0114
20400.2803 가로 이송나사 새들을 가로 지르는 방향으로 이동시키는 나사 cross feed screw KS B 0114
20400.2925 백래시 제거장치 이송 나사와 너트 사이의 백래시를 제거하는 장치backlasheliminator KS B 0114
20400.3300 칼럼스핀들 구동기구, 이송 기구등의 전부 또는 일부를 내장하며 기계의 몸통을 구성하는 부분
column KS B 0114
20400.3501 오버암아버의 처짐을 방지하는 아버 지지 를 부착하는 보이며, 한끝은 칼럼에 고정할 수 있다. 암이 2개인것도
over arm KS B 0114
20400.3600 베이스 칼럼 하부에 있고 바닥에 설치되는 부품 base KS B 0114
20400.3909 아버 지지 아버를 지지하는 받침 arbor support KS B 0114
20400.3910 오버암 브레이스오버 암 또는 아버 지지 와 니를 연결하여 보강하는것
over arm brace KS B 0114
20400.3911 밀링 헤드크로스 레일에 부착된 스핀들 및 구동 장치를 구비하고 있는 부분
milling head KS B 4306
20401.0000 니형 밀링머신
잘삭 운동을 하기 위해서 칼럼에 따라 상하 이동하는니를 가지며, 테이블은 니 위의 새들위에 올려져서 전후 좌우로 운동하는 구조의 밀링머신. 램에 부착된 스핀들헤드가 전후운동을 하는것도 있다.
knee type milling machine KS B 0105
20402.0000니형 수평 밀링머신
스핀들이 수평인 니형 밀링머신
knee typehorizontal milling machine
KS B 0105
20403.0000니형 수직 밀링머신
스핀들이 수직인 니형 밀링머신. 선회 또는 상하이동을 할 수 있는 스핀들헤드를 가진 것도 있다.
knee type vertical milling machine KS B 0105
20404.0000 만능 밀링머신나사 홈을 가공할수있도록 테이블을 수평면 내에서선회할수 있도록 한 수평 밀링머신 또는 2중 선회 가능한 스핀들헤드를 갖춘 밀링머신
universal milliing machine KS B 0105
- 45 -

번호 용어 용어의 정의 응 영어 인용규격
20404.2200 선회 새들과 테이블의 중간에 있으며, 회전할 수 있는 swivelslide,swivel base KS B 0114
20405.0000 탁상 밀링머신 작업 위에 설치하여 사용하는 소형 밀링머신
bench typemilling machine
KS B 0105
20406.0000 베드형 밀링머신강성을 크게 하기 위하여 테이블을 직접 베드에 올려절삭운동을 칼럼 또는 스핀들헤드로 하는 구조의 밀링머신
bed type millingmachine KS B 0105
20407.0000베드형 수평 밀링머신
스핀들이 수평인 베드형 밀링머신
bed typehorizontal millingmachine
KS B 0105
20408.0000베드형 수직 밀링머신
스핀들이 수직인 베드형 밀링머신bed type verticalmilling machine KS B 0105
20409.0000 모방 밀링머신형판, 모형등을 따라 제품의 형상을 절삭 가공하는 밀링머신
copy millingmachine KS B 0105
20410.0000 윤곽 밀링머신 공작물의 윤곽을 소정의 형상으로 절삭하는 밀링머신
profile millingmachine, contourmilling machine
KS B 0105
20411.0000만능공구 밀링머신
테이블의 경사, 회전, 스핀들헤드의 회전 등이 가능하며 또한 각종 부속장치를 부착할 수 있는 밀링머신.
universal toolmilling machine KS B 0105
20411.1300 스핀들헤드 스핀들을 구비하고 있는 부분 spindle head KS B 0114
20411.1932 헬리컬 밀링장치 헬리컬 형상의 부분을 가공하는 장치helical millingattachment KS B 0114
20411.2401 직각 테이블공작물 또는 각종 부속 장치의 공작물 부착면이 수직인것
vertical surfacetable KS B 0114
20411.2402 선회 경사 테이블공작물 또는 각종 부속장치의 부착면이 경사되는 테이블
swiveling angulartable KS B 0114
20411.2403 고정 경사 테이블공작물 또는 각종 부속장치의 부착면이 수평으로 고정되어 있는것. 각도분할이 가능한 고정된 테이블
fixed angulartable KS B 0114
20412.0000 플라노 밀러
베드위를 길이 방향으로 이동하는 테이블에 공작물을설치하고, 크로스레일 또는 칼럼에 따라 이동하는 스핀들헤드를 가진 밀링머신. 스핀들헤드가 회전할 수있는 것도 있다. 칼럼이 하나인 것을 단주형, 두개의칼럼을 가진것을 쌍주형, 테이블이 없고 쌍주형의 칼럼이 길이방향으로 이동하는 것을 갠트리형이라 한다.
plano miller,planer typemilling machine
KS B 0105
20412.1301 수직 밀링헤드크로스 레일에 부착된 스핀들 및 구동 장치를 구비하고 있는 부분
tail head, verticalmilling head KS B 0114
20412.1302 수평 밀링헤드칼럼에 부착되어 스핀들 및 구동 장치를 구비하고 있는 부분
side head,horizontal millinghead
KS B 0114
- 46 -

번호 용어 용어의 정의 응 영어 인용규격
20412.3400 크로스 레일칼럼에 붙인 수평보이며 스핀들헤드의 수평 이동 안내면을 가지고 있다.
cross rail KS B 0114
20412.3500 톱빔 상부에서 두 기둥을 연결 하고 있는 보 top beam KS B 0114
20413.0000로터리 테이블형밀링머신
원형 테이블의 주위에 밀링 스핀들헤드를 설치하여테이블의 회전에 따라 공작물에 이송을 주는 밀링머신
rotary table type milling machine KS B 0105
20414.0000 조각기회전공구에 의하여 주로 문자, 기호, 형상등을 조각하는 밀링머신
engravingmachine KS B 0105
20415.0000 나사 밀링머신 주로 나사 절삭에 사용하는 밀링머신thread millingmachine KS B 0105
20416.0000스플라인 밀링머신
주로 스플라인축 가공에 사용하는 밀링머신spline millingmachine KS B 0105
20417.0000 키홈 밀링머신 주로 축의 키홈 가공에 사용하는 밀링머신key-way millingmachine KS B 0105
20418.0000 캠 밀링머신 캠을 절삭하는 밀링머신cam millingmachine KS B 0105
20419.0000크랭크축 밀링머신
크랭크 축 저널부 또는 핀부를 절삭하는 밀링머신crankshaftmilling machine KS B 0105
20420.0000 스킨 밀러소재로 부터 얇은 두께의 구조물을 절삭하는 밀링머신
skin miller KS B 0105
20421.0000 슬래브 밀러 잉곳 또는 슬래브의 표면을 절삭하는 밀링머신 slab miller KS B 0105
(e) 플레이너
번호 용어 용어의 정의 응 영어 비고
20500.0000 플레이너
각종 공작물에 바이트를 사용하여 주로 평삭가공을하는 공작기계. 공작물은 테이블 위에 고정하여 수평왕복운동을 하고, 바이트는 공작물의 운동방향과 직각방향으로 단속적으로 이송한다.
planing machine KS B 0105
20500.0001 플레이너 가공공작물의 직선 절삭 운동과 공구의 직선 이송 운동을조합하여 면을 절삭 하는 작업
planing KS B 0114
20500.2106 공구 이송 공구 를 부착하고 이송하는 tool silde KS B 0114
20500.2107 측면공구 이송 칼럼 측면에 부착된 공구 이송 side tool slide KS B 0114
20500.2108 정면공구 이송 크로스 레일 위에 부착된 공구 이송 front tool slide KS B 0114
20500.2201 공구 선회 공구 이송 에 부착된 회전 tool swivel slide KS B 0114
20500.2302 측면 공구 칼럼 위를 상하로 이동할수 있는 공구 side head KS B 0114
20500.2303 정면 공구 크로스 레일 위를 좌우로 이동할 수 있는공구 rail head KS B 0114
- 47 -

번호 용어 용어의 정의 응 영어 인용규격
20500.2400 테이블 공작물을 고정하고 베드 위를 이동할 수 있는 table KS B 0114
20500.2801크로스레일 상하이동나사
크로스 레일을 상하로 이동시키는 나사cross railelevating screw KS B 0114
20500.2803 가로 이송나사 정면 공구 를 가로지르는 방향으로 이동시키는 나사 cross feed screw KS B 0114
20500.2926 클래퍼테이블의 귀환 행정에 있어서 공구를 들어 올리기 위하여 경첩부착으로 되어있는 공구 고정부
clapper KS B 0114
20500.3100 베드
기계의 몸체를 구성하는 로서 일반적으로 테이블등을 안내하는 안내면을 구비하고 있다. 테이블을 지지하는 부분이며, 일반적으로 측면에는 칼럼, 메인 기어박스 등이 붙어 있다
bed KS B 0114
20500.3300 칼럼 테이블을 사이에 두고 크로스 레일을 지지하는 기둥 column KS B 0114
20500.3400 크로스 레일칼럼에 부착된 수평 보이며, 정면 공구 의 수평 운동을 안내 하는것
cross rail KS B 0114
20500.3500 톱빔 상부에서 두 칼럼을 연결하고 있는 보 top beam KS B 0114
20501.0000 쌍주식 플레이너칼럼, 베드, 테이블, 톱 빔, 크로스 레일, 바이트 ,구동기구 등으로 이루어지며, 베드의 양쪽에 수직한칼럼을 톱 빔으로 연결하여 밀폐형 구조의 플레이너
double housing planing machine KS B 0105
20502.0000 단주식 플레이너칼럼이 베드의 한쪽에만 있고, 크로스 레일은 이 칼럼만으로써 지지되는 구조의 플레이너
open sidedplaningmachine
KS B 0105
(f) 셰이퍼
번호 용어 용어의 정의 응 영어 비고
20600.0000 셰이퍼
각종 공작물에 바이트를 사용하여 주로 형삭가공을하는 공작기계. 프레임, 테이블, 램 등으로 이루어지며, 바이트는 램에 고정되어 왕복운동을 하고, 테이블위에 설치한 공작물은 램의 운동과 직각방향으로 단속적으로 이송된다.
shaping machine KS B 0105
20600.0001 셰이퍼 가공공구의 직선 절삭 운동과 공작물의 직선 이송 운동을조합하여 면을 절삭하는 작업
shaping KS B 0114
20600.2300 공구 공구, 그 밖의 것을 고정하는 tool slide, toolbox KS B 0114
20600.2400 테이블 공작물을 고정하는 table KS B 0114
20600.2500 새들테이블을 부착하고 크로스 레일 앞면에서 가로 방향으로 이동하는
saddle KS B 0114
20600.2600 램 램 헤드를 부착하고 왕복 운동을 하는 부분 ram KS B 0114
20600.2602 램헤드 공구 를 가지며 선회할 수 있는 램의 앞쪽 끝부분 ram head KS B 0114
20600.2926 클래퍼행의 귀환 행정에 있어서 공구를 들어 올리기 위하여경첩부착으로 되어있는 공구 고정부
clapper KS B 0114
- 48 -

번호 용어 용어의 정의 응 영어 인용규격
20600.2927 테이블랙테이블을 상하로 이동시키기 위하여 테이블에 부착되어 있는 랙
table rack KS B 0114
20600.3400 크로스 레일프레임 앞쪽에 부착되어 새들의 이동 안내면을 가지고 있으며 상하 위치 조정이 가능한 보
cross rail KS B 0114
20600.3600 베이스기계의 가장 아래부분인 칼럼 하부에 있고 바닥면에설치되어 기계를 고정하는
base KS B 0114
20600.3700 프레임 기계의 몸체를 구성하는 frame KS B 0114
20600.3911 테이블 앞지지테이블의 앞쪽으로 처지는 것을 막기 위하여 지지하는것
table support KS B 0114
20601.0000 모방 셰이퍼 형판에 따라 윤곽을 절삭하는 셰이퍼copy shapingmachine KS B 0105
(g) 슬로터
번호 용어 용어의 정의 응 영어 비고
20700.0000 슬로터
각종 공작물에 바이트를 사용하여 주로 홈 절삭가공을 하는 공작기계. 칼럼, 램, 원형 테이블 등으로 이루어지며, 바이트는 램에 고정되어 수직 왕복운동을 하고, 공작물은 수평방향으로 직선운동 또는 회전 운동에 의해 단속적으로 이송된다.
slotting machine KS B 0105
20700.0001 당김 절삭셰이퍼 절삭일 때와는 반 로 공구가 귀환 방향으로절삭 하는것
draw cutting KS B 0114
20700.2300 공구 공구, 그 밖의 것을 고정하는 tool slide, toolbox KS B 0114
20700.2407 원형 테이블 회전 분할 할 수 있는 원형의 테이블 rotary table KS B 0114
20700.2500 새들상부에 테이블을 얹고 크로스 슬라이드 위를 좌우로이동하는
saddle KS B 0114
20700.2600 램 공구 를 가지며 상하 왕복 운동을 하는 부분 ram KS B 0114
20700.3202 가로 미끄럼 상부에 새들을 얹고 베이스 위를 앞뒤로 이동하는 cross slide KS B 0114
20700.3300 칼럼상부에 램의 미끄럼면을 가지며 베이스와 함께 기계의 몸체를 구성하는 기둥
clolumn,ramstand KS B 0114
20700.3600 베이스기계의 가장 아래부분인 칼럼 하부에 있고 바닥면에설치되어 기계를 고정하는
base KS B 0114
20700.3700 프레임 칼럼과 베이스가 일체로 되어 있는것 frame KS B 0114
20701.0000 키홈가공기바이트를 왕복시켜서 주로 구멍의 키 홈 가공에 사용하는 공작기계
key seatingmachine KS B 0105
(h) 브로칭 머신
- 49 -
번호 용어 용어의 정의 응 영어 인용규격
번호 용어 용어의 정의 응 영어 비고
20800.0000 브로칭 머신각종 공작물의 표면이나 구멍의 내면에 브로치를 사용하여 여러가지 형상의 가공을 하는 공작기계. 브로치 또는 공작물은 축 방향으로 운동한다.
broachingmachine
KS B 0105ISO 6480 ISO 6481 ISO 6779
20800.0001 슬로팅 공구가 상하 직선 운동을 하면서 절삭 하는 작업 slotting KS B 0114
20800.0002 브로칭 공작물을 브로치로 절삭 하는 작업 broaching KS B 0114ISO 6480
20800.0003 내면 브로칭 공작물의 내면을 브로치로 절삭 하는 작업internalbroaching KS B 0114
20800.0004 표면 브로칭 공작물의 표면을 브로치로 절삭하는 작업 surface broaching KS B 0114
20800.0005 체인 브로칭브로치를 고정시키고 엔드리스 체인에 공작물을 붙여연속적으로 가공을 하는 브로치 절삭
chain broaching KS B 0114
20800.0006 푸시 브로칭 공작물에 하여 브로치를 누르면서 절삭하는것 push broaching KS B 0114
20800.0007 당김 브로칭 공작물에 하여 브로치를 당기면서 절삭 하는 것 pull broaching KS B 0114
20800.0008 키홈 파기 키 홈을 파는 작업 key seating KS B 0114
20800.2928 메인 실린더 브로치 또는 램에 왕복 운동을 주는 부분 main cylinder KS B 0114
20800.2929 리프트 실린더브로치 가공 후 본래의 위치로 복귀시키기 위하여 왕복 운동을 주는 부분
lift cylinder KS B 0114
20800.2930 볼스터 공작물을 받치는 bolster KS B 0114
20800.3700 프레임 기계의 몸체를 구성하는 부분 frame KS B 0114
20801.0000 내면 브로칭 머신 공작물 구멍의 내면을 가공하는 브로칭 머신
internalbroachingmachine
KS B 0105
20801.2930 볼스터 공작물을 받치는 bolster KS B 0114
20801.2931브로치 리프트장치
브로치를 잡아 원위치로 끌어 올리는 장치 broach lifter KS B 0114
20801.2932 브로치 홀더 브로치는 잡는것 broach holder KS B 0114
20801.2933 브로치 지지 브로치를 지지하는것 broach support KS B 0114
20801.2934 풀 헤드 브로치의 풀 엔드를 잡는 부분 pull head KS B 0114
20801.2935 브로치 가이드 브로치를 안내하는것 broach guide KS B 0114
- 50 -

번호 용어 용어의 정의 응 영어 인용규격
20801.3203브로치 홀더 슬라이드헤드
브로치 홀더를 부착하고 안내하는것 main slide KS B 0114
20802.0000 외면 브로칭 머신 공작물의 외면을 가공하는 브로칭 머신
externalbroachingmachine
KS B 0105
20802.2600 램 표면 브로치를 부착하고 왕복을 하는 부분 ram KS B 0114
20803.0000 체인 브로칭 머신브로치를 고정하고 엔드리스 체인에 공작물을 부착시켜 연속적으로 가공을 하는 브로칭머신
chain broachingmachine KS B 0105
20803.2936 공작물 고정구 공작물을 고정하는 것 work holder KS B 0114
(i) 금속절단기
번호 용어 용어의 정의 응 영어 비고
20900.0000 절단기 재료를 절단하는 공작기계metal cuttingmachine KS B 0114
20900.0001 소잉 톱을 사용하여 공작물을 절단하는 작업 sawing KS B 0114
20900.2400 테이블 재료 등을 고정하는 table KS B 0114
20900.2937 바이스 재료를 고정하는 것 stock vice KS B 0114
20900.3100 베드 기계의 몸체를 구성하는 부분 bed KS B 0114
20900.3300 칼럼 베드 위에 올려놓을 부분 column KS B 0114
20900.3700 프레임 베드 위에 올려놓은 부분 frame KS B 0114
20901.0000 기계톱 각종 공작물을 톱을 사용하여 절단하는 공작기계metal sawingmachine KS B 0105
20902.0000 활톱 기계 톱날을 활형상 프레임에 부착하여 사용하는 기계톱
hack sawingmachine,contour sawingmachine
KS B 0105
20902.1932속도변환 기어박스
활톱의 속도를 바꾸는 기어 박스speed changegear box KS B 0114
20902.2600 램 활톱을 부착하고 왕복 운동을 하는 것 ram KS B 0114
20902.3912 롤러 스탠드 재료를 지지하는 roller stand KS B 0114
20903.0000 띠톱 기계양끝이 없는 환상의 띠톱을 구동시켜 목재 또는 금속의 절단 작업을 하는 기계
band sawingmachine,contour sawingmachine
KS B 0105,ISO 7960
20903.2933 띠톱 안내부 띠톱의 안내가 되는 부분 band saw guide KS B 0114
20903.2938 재료 지지 재료를 지지하고 고정하는 것 stock support KS B 0114
- 51 -
번호 용어 용어의 정의 응 영어 인용규격
20904.0000 둥근톱 기계 둥근 톱날을 사용하는 기계톱circular sawingmachine KS B 0105
20904.1314 소 헤드 둥근 톱날을 가지고 있는 부분saw head, sawslitting head KS B 0114
20904.1934자동 유압 브레이크장치
절단이 끝났을 때 또는 지름이 작을 때에 소 헤드의돌진을 방지하는 장치
automatichydraulic brakedevice.
KS B 0114
20905.0000 연삭 숫돌 절단기각종 공작물을 연삭숫돌을 사용하여 고속으로 절단하는 공작기계
abrasive cut offmachine KS B 0105
20905.1309 숫돌 헤드 숫돌을 가지고 있는 wheel head KS B 0114
20905.2939 자동 고정 장치 자동적으로 재료를 고정하는 장치automaticclamping device KS B 0114
20905.2940 재료 멈추개 재료를 이송할 때 일정한 치수로 멈추게 하는 것 work stop KS B 0114
20905.3910 냉각유 탱크 절삭할 때 냉각유를 저장하는 탱크 oil supply tank KS B 0114
20906.0000 파이프 절단기 바이트를 사용하여 관을 절단하는 공작기계pipe cuttingmachine KS B 0105
20906.1100 스핀들 면판을 부착하고 있는 축 main spindle KS B 0114
20906.1909 면판스핀들 끝에 고정하며 복합한 형상의 공작물도 고정할 수 있는 것. 경우에 따라서는 바이트 고정구를 부착하고 있는 원판
disc face plate KS B 0114
20906.2911 바이트 고정구 바이트를 부착하고 반지름 방향으로 이동하는 cutter head,cutter holder KS B 0114
20906.2938 재료 스탠드 재료를 올려 놓는 bar stand, stockstand KS B 0114
(j) 연삭기
번호 용어 용어의 정의 응 영어 비고
21000.0000 연삭기각종 공작물에 연삭 숫돌을 사용하여 연삭가공을 하는 공작기계
grinding machine KS B 0105
21000.0001 연삭 연삭 숫돌로 공작물을 깎는 작업 grinding KS B 0114ISO 230-3
21000.0002 원통 연삭 원통형 공작물 바깥둘레의 연삭cylindricalgrinding KS B 0114
21000.0003 나사 연삭 나사면의 연삭 thread grinding KS B 0114
21000.0004 내면 연삭 공작물의 내면(구멍면)의 연삭 internal grinding KS B 0114
- 52 -

번호 용어 용어의 정의 응 영어 인용규격
21000.0005 평면 연삭 공작물 평면의 연삭 surface grinding KS B 0114
21000.0006 센터리스 연삭 공작물을 척 및 센터로 지지하지 않고 시행하는 연삭centerlessgrinding KS B 0114
21000.0007 윤곽 연삭 공작물의 윤곽을 소정의 형상으로 연삭하는 작업contour grinding,profile grinding KS B 0114
21000.0008 총형 연삭 총형 연삭 숫돌을 사용하여 시행하는 연삭 form grinding KS B 0114
21000.0009 모방 연삭 형판 또는 모형에 따라 제품의 형상을 연삭 하는 작업 copy grinding KS B 0114
21000.0010 플런지 컷주로 숫돌을 반지름 방향으로 이송하여 시행하는 연삭
plunge cutting KS B 0114
21000.0011 트래버스 연삭 주로 숫돌의 축방향으로 이송을 주며 시행하는 연삭 traverse grinding KS B 0114
21000.0012 벨트 연삭엔드리스 연마 벨트를 사용하여 공작물을 연삭하는작업
belt grinding,belt sanding KS B 0114
21000.0013 센터구멍 연삭공작물의 축 끝에 설치한 센터 구멍의 테이퍼 부분을연삭 하는 작업
centrer grinding KS B 0114
21000.0014 연삭 절단 공작물을 연삭에 의하여 절단 하는 작업 cut off grinding KS B 0114
21000.0015 트루잉숫돌의 형상을 바꾸거나 진원이 되도록 할 목적으로시행하는 숫돌의 수정 작업
truing KS B 0114
21000.0016 드레싱숫돌의 절삭 성능을 개선할 목적으로 드레서 또는 새날 내기 숫돌로 표면을 깎아 내어 새로운 입자가 표면에 나타나도록 하는것
dressing KS B 0114ISO 7568
21000.0017 크래시 포밍 크래시 롤을 사용하는 형상 고치기 작업 crash forming KS B 0114
21000.0018 크라우닝 공작물 중앙부를 높이는 작업 crowning KS B 0114
21000.0019 캠버링 공작물 표면에 높고 낮은 휨을 주는 작업 cambering KS B 0114
21000.1105 숫돌축 숫돌을 부착하고 회전하는 축 wheel spindle KS B 0114
21000.1107 공작물 스핀들 공작물의 한 끝을 지지하고 회전을 하는 스핀들 work spindle KS B 0114
21000.1309 숫돌헤드 숫돌 축을 구비하고 있는 부분 wheel head KS B 0114
21000.1401 공작 스핀들 공작 스핀들 또는 공작 스핀들과 공작물 구동 장치 등을 구비하고 있는 스핀들
work head,spindle head,head stock
KS B 0114
21000.1500 심압베드 위 스핀들 반 쪽에 있으며, 공작물의 한쪽 끝을 센터로 지지하는 로서 심압 몸체, 심압 베이스, 심압축 센터 등으로 되어있다
tailstock KS B 0114
- 53 -

번호 용어 용어의 정의 응 영어 인용규격
21000.1501 심압축심압 몸체의 구멍을 드나들 수 있는 축으로 주로 센터를 꽂고 공작물을 누르며 지지하는 축
tailstock spindle,tailstock barrel KS B 0114
21000.1502 센터 공작물의 회전중심을 지지하는 것 center KS B 0114
21000.1910 돌리개공작물에 고정하며 공작물에 스핀들의 회전을 전달하는 것
work carry, lathedog KS B 0114
21000.1912 방진구베드 위에 고정하며 공작물을 반지름 방향으로 지지하는것
steady rest KS B 0114
21000.1935 플랜지연삭 숫돌을 숫돌축 또는 아버에 부착 시키기 위하여떼어낼 수 있는 숫돌 부착구
flange KS B 0114ISO 866
21000.1936 숫돌 수정 장치숫돌의 표면 형상을 다듬든가 또는 깎아내어 새로운연삭 입자 날이 나타나도록 하는 장치
wheel truingdevice,wheel dressingdevice
KS B 0114
21000.1937 크러싱 장치총형의 주철제 롤러(크러싱 롤러)에 의하여 숫돌에 그형상을 만드는 장치
wheel crushingdevice KS B 0114
21000.1938 반지름 수정 장치 숫돌을 반지름 형상의 윤곽으로 수정하는 장치radius truingdevice KS B 0114
21000.1939 크라우닝 장치 기어의 잇줄 방향으로 불룩하게 가공하는 장치
crowning device,crowningattachment,
KS B 0114
21000.1940숫돌 밸런싱 스탠드
숫돌의 밸런스 조정에 사용하는 wheel balancingstand KS B 0114
21000.2110 왕복 베드 위를 왕복하며 숫돌 의 이송 운동을 주는 carriage KS B 0114
21000.2112 절입공작물에 연삭깊이를 주는 것으로 구조에 따라 공작스핀들 아래 또는 숫돌 아래에 있다
cross slide KS B 0114
21000.2314 숫돌 숫돌 헤드 및 구동 장치를 구비 하고 있는wheel spindlestock KS B 0114
21000.2400 테이블 공작물을 고정하고 이동하는 table KS B 0114
21000.2404 선회 테이블 선회를 할 수 있는 테이블 swiveling table KS B 0114
21000.2405 미끄럼 테이블 선회 테이블을 얹고 왕복하는 테이블 sliding table KS B 0114
21000.2925 백래시 제거장치 이송 구동 나사의 백래시를 제거하는 장치backlasheliminator KS B 0114
21000.2926자동 치수 측정장치
자동적으로 소정의 치수를 측정하여 연삭하는 장치이며, 자동 치수 조절을 게이지 또는 측정자로 하는 것과 공작물과 숫돌의 상 위치로 하는 것이 있다.
automatic sizingdevice; auto sizer KS B 0114
- 54 -

번호 용어 용어의 정의 응 영어 인용규격
21000.2942 크로스 피드장치 공작물에 연삭 깊이를 주는 장치cross feed device,infeed device KS B 0114
21000.2943 오토 로더공작물을 자동적으로 소요의 위치로 옮겨 주기 위한장치
auto loader KS B 0114
21000.3100 베드 기계의 몸체를 구성하는 bed KS B 0114
21000.3914 스프래시 가드 절삭 칩 또는 절삭유의 비산을 방지하기 위한 테두리 splash guard KS B 0114
21000.3915 숫돌 커버 안전을 위해 숫돌을 덮어 씌우는 것 wheel guard KS B 0114
21000.3916 흡진 장치 숫돌의 입자부스러기 및 연삭 칩을 흡수하는 장치 dust collector KS B 0114
21000.3917 연삭유 공급 장치 연삭유를 순환 공급하는 장치coolant supplyunit KS B 0114
21000.3918 자기 분리기 자석으로 연삭유 중의 연삭칩을 제거 하는 장치magnetic coolantseparator KS B 0114
21001.0000 원통 연삭기원통형 공작물의 주로 바깥면을 연삭하는 연삭기. 스핀들 , 삼압 , 베드, 테이블, 연삭 숫돌 등으로 구성되어 있다
externalcylindricalgrinding machine
KS B 0105
21001.1941 센터 연삭 장치 센터를 연삭하는 장치center grindingattachment KS B 0114
21001.2925 갭 제거 장치 숫돌의 연삭 깊이 이송의 흔들림을 방지하는 장치 gap eliminator KS B 0114
21002.0000 만능 연삭기연삭 숫돌 및 스핀들 가 수직축 주위를 회전할 수있는 구조의 원통 연삭기
universalgrindingmachine
KS B 0105
21002.1402선회 공작 스핀들
선회할 수 있는 공작 스핀들 swivel work head KS B 0114
21002.1942 내면 연삭 장치 구멍의 내면 연삭용 장치internal grindingattachment KS B 0114
21002.2315 선회 숫돌 선회할 수 있는 숫돌swivel wheelhead KS B 0114
21003.0000 내면 연삭기 공작물 구멍의 안쪽면을 연삭하는 연삭기
internalcylindricalgrinding machine
KS B 0105
21003.1907 척 스핀들 끝면에 부착하며, 공작물을 고정하는것 chuck KS B 0114
21003.1943 끝면 연삭장치 공작물의 끝면을 연삭하는 장치face grindingdevice KS B 0114
- 55 -

번호 용어 용어의 정의 응 영어 인용규격
21003.3919오일미스트 윤활장치
윤활유를 미세 입자화하여 안개 모양으로 기름을 주어 윤활시키는 장치
oil mist lubricator KS B 0114
21004.0000 평면 연삭기 주로 공작물의 평면을 연삭하는 연삭기surface grindingmachine KS B 0105
21004.1310 측면 숫돌헤드숫돌축이 테이블 윗면에 평행하고 칼럼을 따라 상하로 이동할 수 있는 숫돌 헤드
side grindinghead KS B 0114
21004.1311 수평축 숫돌 헤드숫돌축이 테이블 윗면에 평행하고 크로스 레일 위를좌우로 이동할 수 있는 숫돌 헤드
horizontal spindlegrinding head KS B 0114
21004.1312 선회 숫돌 헤드 선회할 수 있는 숫돌 헤드swivel grindinghead KS B 0114
21004.1313 램형 숫돌 헤드 수평축 테이블형에 있어서의 평행 숫돌 헤드ram type wheelhead KS B 0114
21004.2113 상하 미끄럼앞뒤로 이송하는 숫돌 헤드를 가지고 칼럼 안내면을따라 상하로 이동하는
vertical slide KS B 0114
21004.2407 전자 원형 테이블 회전 테이블 윗면에 전자척을 가지는 테이블
magnetic rotarytable,rotary table
KS B 0114
21004.2408 4각 테이블 왕복 운동을 하는 직사각형의 테이블reciprocatingtable KS B 0114
21004.2500 새들테이블을 지지하며 베드, 니 등의 안내면 위를 이동하는
saddle KS B 0114
21004.2944 직각 전자척테이블에 부착하며 척 윗면에 공작물을 자기에 의하여 고정시켜 작업 하는
rectangularmagnetic chuck KS B 0114
21004.2945 탈자 장치 공작물의 잔류 자기를 제거 하는 장치 demagnetizer KS B 0114
21004.3300 칼럼베드에 수직으로 고정되어 숫돌 헤드 또는 크로스 레일을 가지며 미끄럼 를 안내하는 기둥
column KS B 0114
21004.3400 크로스 레일 숫돌 헤드의 수평 이동을 안내 하는 보 cross rail KS B 0114
21004.3500 톱빔 2개의 칼럼을 상부에서 연결하여 고정시킨 보 top beam KS B 0114
21005.0000수평축 4각 테이블형 평면 연삭기
왕복운동을 하는 4각 테이블을 가지는 수평축의 평면연삭기
horizontal spindlereciprocatingtable surfacegrinding machine
KS B 0105
- 56 -
번호 용어 용어의 정의 응 영어 인용규격
21006.0000수직축 회전 테이블형 평면 연삭기
회전운동을 하는 원형테이블을 가진 수직축의 평면연삭기
vertical spindlerotary tablesurface grindingmachine
KS B 0105
21007.0000수평축 회전 테이블 평면 연삭기
회전 운동을 하는 원형테이블을 가진 수평축의 평면연삭기
horizontalspindlerotary tablesurface grindingmachine
KS B 0105
21008.0000 양면 평면 연삭기2개의 연삭숫돌헤드를 숫돌의 끝면이 마주 보도록 배치하고, 공작물을 숫돌 사이로 통과시켜 양면을 동시에 연삭하는 평면 연삭기
double discsurface grindingmachine KS B 0105
21009.0000 센터리스 연삭기
공작물을 연삭숫돌, 조정숫돌 및 지지판 사이에 지지하여, 주로 그 원통 바깥둘레면 또는 안쪽면을 연삭하는 연삭기. 안쪽면을 연삭하는 것을 특별히 센터리스내면 연삭기라 한다.
centerlessgrinding machine KS B 0105
21009.1944 조정 숫돌 공작물에 회전 및 이송을 주는 숫돌 regulating wheel KS B 0114
21009.1945 조정 숫돌축 조정 숫돌의 회전 축regulating wheelspindle KS B 0114
21009.1946 조정 숫돌헤드 조정 숫돌 축을 지지하고 있는 부분.regulating wheelhead KS B 0114
21009.2121조정 숫돌 미끄럼
조정 숫돌 헤드를 포함한 미끄럼 의 총칭으로서 베드 위를 직접 이동하는 것과 하부 미끄럼 를 위로 이동하는 것이 있다.
regulating wheelslide,regulating wheelupper slide
KS B 0114
21009.2122조정 숫돌 하부미끄럼
받침 및 조정 숫돌 를 얹고 숫돌을 향하여 연삭 깊이를 주는
regulating wheellower slide KS B 0114
21009.2946 받침날 받침 에 붙어서 공작물을 직접 지지하는 판work supportblade KS B 0114
21009.2947 안내판통과 이송 연삭에 있어서 받침 앞뒤를 위치하여 공작물의 안내가 되는 판
guide plate KS B 0114
21009.2950 받침연삭 숫돌과 조정 숫돌 사이에 있으며 공작물을 지지하는
work rest KS B 0114
21010.0000 모방 연삭기연삭 숫돌헤드가 형판 또는 소정의 형상을 따라 연삭하는 연삭기
copy grindingmachine KS B 0105
- 57 -

번호 용어 용어의 정의 응 영어 인용규격
21011.0000 윤곽 연삭기 공작물의 윤곽을 소정의 형상으로 연삭하는 연삭기
contourgrinding machine,profilegrinding machine
KS B 0105
21012.0000 롤 연삭기주로 압연용 롤의 바깥면을 연삭하는 원통연삭기.원통면에 정(+) 또는 부(-)의 캠버를 주는 기구를갖추고 있다.
roll grindingmachine KS B 0105
21013.0000 안내면 연삭기 주로 공작기계의 안내면을 연삭하는 평면 연삭기
guide waygrinding machine,bed way grinder
KS B 0105
21013.1311 수평축 숫돌 헤드숫돌축이 테이블 윗면에 평행하며 크로스 레일 위를좌우로 이동할 수 있는 숫돌 헤드
horizontal spindlewheel head KS B 0114
21013.1312 선회형 숫돌 헤드 크로스 레일 위를 좌우로 이동할 수 있는 숫돌 헤드swivel wheelhead KS B 0114
21013.2500 새들숫돌 헤드를 얹고 크로스 레일 위를 좌우로 이동 하는새들
saddle KS B 0114
21013.3300 칼럼베드 또는 베이스 위에 수직으로 설치되어 기계의 몸체를 구성하는 기둥
columm KS B 0114
21013.3304 숫돌 헤드 칼럼숫돌축이 테이블 윗면에 평행하며 칼럼을 따라 상하로 이동할 수 있는 숫돌 헤드
wheel headcolumn,wheel head pile.
KS B 0114
21013.3400 크로스 레일 숫돌 헤드의 수평 이동을 안내 하는 보 cross rail KS B 0114
21013.3500 톱빔 2개의 칼럼을 상부에서 연결하여 고정시킨 보 top beam KS B 0114
21014.0000 만능 공구 연삭기주로 공구의 연삭에 사용하는 연삭기. 연삭 숫돌 ,공작물 설치 의 회전 및 상하 이동 등이 가능한 구조로 되어있다
universal tool andcuttergrinding machine
KS B 0105
21014.1915 매거진 장치작업한 사이클마다 소재를 한 개씩 척에 보내는 장치또는 작업 사이클마다 공작물을 받침 로 보내는 장치
magazineattachment. KS B 0114
21014.1919 이젝터이송 깊이 연삭에 있어서 연삭이 끝난 공작물을 받침
로부터 내미는 장치ejector KS B 0114
21014.1942 내면 연삭 장치 구멍의 내면 연삭용 장치internal grindingattachment KS B 0114
21014.1947 원통 연삭 장치 원통 연삭용의 스핀들 구동 장치
cylindricalgrindingattachment
KS B 0114
- 58 -

번호 용어 용어의 정의 응 영어 인용규격
21014.1948정면 밀링커터 연삭 장치
공작 스핀들 에 부착이기 곤란한 형 정면 밀링 커터를 연삭 하는데 사용하는 장치
face mill grindingattachment KS B 0114
21014.1949 둥글기 연삭 장치날끝의 모서리 또는 날끝이 반지름 형상인 정면 밀링커터 또는 엔드밀 등을 연삭하는데 사용하는 장치
radius grindingattachment KS B 0114
21014.1950공작스핀들 분할 장치
공작 스핀들 에 부착하며 공작 스핀들의 원주 방향분할을 하는 장치
work headindexingattachment
KS B 0114
21014.1951 헬리컬 연삭 장치헬리컬 날끝을 연삭하기 위하여 공작물의 회전과 축방향 운동 사이에 필요한 관계를 갖도록 하는 장치
helical grindingattachment KS B 0114
21014.2500 새들 니를 안내하며 위에 테이블을 지지하고 있는것 saddle KS B 0114
21014.2700 니테이블, 새들 등을 얹고 칼럼의 안내면을 따라 상하운동하는
knee KS B 0114
21014.2948 날받침 연삭 공구의 날끝을 정위치에 지지하는것 tooth rest KS B 0114
21014.2949 브리지 테이블의 좌우 운동을 안내 하는 bridge KS B 0114ISO 3686-1
21014.2952 둥근봉 연삭 장치긴 둥근 봉을 연삭할 때 이를 지지하거나 이에 회전및 이송을 주는 장치
bar grindingattachment KS B 0114
21014.3300 칼럼베드 또는 베이스 위에 수직으로 설치되어 기계의 몸체를 구성하는 기둥
columm KS B 0114
21014.3304 숫돌 헤드 칼럼 상부에 숫돌 헤드를 부착하고 상하로 이동하는 부분wheel headcolumn KS B 0114
21015.0000 공구 연삭기
특정한 바이트 또는 공구를 전문으로 연삭하는 연삭기. 각 공구연삭기는 연삭할 수 있는 바이트 또는 공구의 종류가 한정되어 있는 것이 보통이므로 연삭할수 있는 바이트 또는 공구의 명칭을 앞에 붙여 부른다. 보기를 들면, 바이트 연삭기, 드릴연삭기, 커터연삭기, 브로치 연삭기, 기어절삭 공구연삭기, 호브연삭기 등.
tool grindingmachine,drill pointingmachine,cutter grindingmachine,broachsharperningmachine, etc
KS B 0105
21016.0000 나사 연삭기나사를 연삭하는 연삭기. 모듈등의 특수한 리드가 가능한 웜의 나사면 연삭에 사용하는 것을 특별히 웜 연삭기라 한다
thread grindingmachine KS B 0105
21017.0000 지그 연삭기주로 지그구멍의 안쪽면 연삭에 사용되는 연삭기.연삭숫돌축에 하여 공작물을 높은 정확도로서위치를 결정하는 장치를 구비한다.
jig grindingmachine KS B 0105
- 59 -

번호 용어 용어의 정의 응 영어 인용규격
21018.0000크랭크 저널 연삭기
크랭크축의 저널부를 연삭하는 연삭기
crank journalgrindingmachine
KS B 0105
21019.0000 크랭크핀 연삭기 크랭크축의 핀부를 연삭하는 연삭기
crank pingrindingmachine
KS B 0105
21020.0000 캠 연삭기본 캠을 모방하여 주로 내연 기관 캠축의 캠 윤곽을연삭하는 연삭기
cam shaftgrinding machine KS B 0105
21021.0000 스플라인 연삭기4각형 스플라인을 연삭하는 연삭기. 스플라인 축용과스플라인 구멍용이 있다
splinegrindingmachine
KS B 0105
21022.0000 센터 구멍 연삭기 축끝 센터 구멍의 테이퍼부를 연삭하는 연삭기center holegrinding machine KS B 0105
21023.0000 레이스 홈 연삭기 롤링 베어링의 레이스 홈을 연삭하는 연삭기.
race waygrindingmachine
KS B 0105
21024.0000 벨트 연삭기엔드리스 연마 벨트를 사용하여 공작물을 연삭하는연삭기
belt grindingmachine KS B 0105
(k) 정밀가공기
번호 용어 용어의 정의 응 영어 비고
21101.0000 호닝 머신
각종 공작물의 주로 원통 안쪽면에 호닝 헤드를 사용하여 호닝 다듬질을 하는 공작기계. 호닝 헤드는 연삭숫돌을 원통 안쪽면에 눌러 부착하며, 회전함과 동시에 축방향으로 왕복한다.
honing machine KS B 0105
21101.0001 래핑 래핑제를 사용하여 공작면을 다듬질 하는 작업 lapping KS B 0114
21101.0002 호닝 혼을 사용하여 공작면을 다듬질하는 작업 honing KS B 0114
21101.0003 수퍼 피니싱입도가 가는 숫돌을 낮은 압력으로 공작물에 눌러 면서 진동을 주어 공작면을 다듬질 하는 작업
super finishing KS B 0114
21101.0004 버핑 버프를 사용하여 공작면을 다듬질 하는 방법 buffing KS B 0114
21101.0005 폴리싱 연마포지를 사용하여 공작면을 다듬질 하는 작업 polishing KS B 0114
21101.0006 버니싱 굳은 표면과의 접촉으로 공작면을 다듬질 하는 작업 burnishing KS B 0114
21101.0007 액체 호닝공작물에 가는 입자와 물의 혼합액체를 분사시켜 표면을 다듬질 하는 작업
hydro-honing,liquid honing KS B 0114
21101.0008 배럴 다듬질공작물과 연삭 입자 및 연마 작업을 돕는 고형물을 배럴 속에 넣고 배럴을 회전시켜 공작물의 표면을 다듬질 하는 작업
barrel finishing KS B 0114
- 60 -

번호 용어 용어의 정의 응 영어 인용규격
21101.1100 스핀들 혼을 부착하고 회전하는 축 main spindle KS B 0114
21101.1403 스핀들 안내 스핀들을 지지하고 안내하는 부분 spindle guide KS B 0114
21101.1953 혼 원둘레로 여러 개의 숫돌을 붙인 회전 공구 honing head KS B 0114
21101.2400 테이블 공작물을 고정하고 이동하는 table KS B 0114
21101.2926자동 치수 측정장치
정해진 치수로 자동적으로 다듬질하는 장치auto-sizingdevice KS B 0114
21101.2950 공작물 받이 공작물을 받치고 있는 work holder KS B 0114
21101.3100 베드테이블, 칼럼등을 이동시키기 위한 안내면을 가진 베드
bed KS B 0114
21101.3300 칼럼 스핀들헤드, 암을 지지하는 기둥 column KS B 0114
21101.3600 베이스 기계의 최하부에 있으며 바닥면에 고정하는 판 base KS B 0114
21102.0000 수퍼 피니싱 머신각종 공작물의 주로 원통 바깥면에 연삭 숫돌을 사용하여 초정밀 다듬질 가공을 하는 공작기계
superfinishingmachine KS B 0105
21102.2314 숫돌 고정 숫돌을 고정하고 있는 헤드stone head,stone holder KS B 0114
21102.2950 공작물 고정 공작물을 고정하는 work holder KS B 0114
21102.3100 베드테이블, 칼럼등을 이동시키기 위한 안내면을 가진 베드
bed KS B 0114
21103.0000 래핑 머신각종 공작물에 고운 연삭입자를 사용하여 래핑 다듬질을 하는 공작기계
lapping macine KS B 0105
21103.1920 구동 기어박스 랩판에 구동을 전달하는 기어 박스 driving gear box KS B 0114
21103.1954 위 랩판수직형 래핑 머신에 있어서 윗쪽에서 공작물을 누르는 원판
upper lappingwheel KS B 0114
21103.1955 아래 랩판수직형 래핑 머신에 있어서 아래쪽에서 공작물을 누르고 회전하는 원판
lower lappingwheel KS B 0114
21103.2950 공작물 지지판 공작물을 지지하기 위한 판work holder,work retainer KS B 0114
21103.3100 베드테이블, 칼럼등을 이동시키기 위한 안내면을 가진 베드
bed KS B 0114
21103.3300 칼럼 스핀들헤드, 암을 지지하는 기둥 column KS B 0114
21103.3402 암 수직형 래핑 머신에 있어서 위 랩판을 지지하는 것 arm KS B 0114
- 61 -

번호 용어 용어의 정의 응 영어 인용규격
21104.0000 버핑 머신각종 공작물의 바깥면에 고운 연삭입자와 버프 휠를사용하여, 표면에 광택을 내는 다듬질 가공을 하는 공작기계
buffing machine,polishingmachine KS B 0105
21104.1106 버프 스핀들 버프를 부착하고 회전하는 축 buff spindle KS B 0114
21104.3920 스탠드 기계의 몸체를 구성하고 있는 부분 stand table KS B 0114
21105.0000 액체 호닝 머신각종 공작물에 고운 연삭입자와 물의 혼합액을 노즐로 부터 분사시킴으로서 표면에 광택을 지우는 다듬질 가공을 하는 공작기계
liquid honingmachine KS B 0105
(l) 기어절삭기
번호 용어 용어의 정의 응 영어 비고
21200.0000 기어 절삭기각종 공작물에 기어 절삭공구를 사용하여 주로 기어의 절삭을 하는 공작기계
gear cuttingmachine KS B 0105
1200.2959헤링본 기어 절삭장치
헤링 본 기어를 절삭하기 위한 장치double helicalgear cutting KS B 0114
21200.0001 기어 절삭 공구로써 기어의 치형을 절삭 하는 작업 gear cutting KS B 0114
21200.0002 창성공작물과 공구의 상 운동으로 곡면을 절삭 하는 작업
generating KS B 0114
21200.0003 호빙 호브를 사용하여 시행하는 기어 절삭 hobbing KS B 0114
21200.0004 기어 셰이핑기어 형상의 공구를 사용하여 왕복운동으로 기어를절삭 하는 작업
gear shaping KS B 0114
21200.0005 기어황삭기어의 잇면을 다듬질 여유를 남기고 거친 절삭을 하는 작업
gear stocking,gear roughing KS B 0114
21200.1109 공작물 아버 공작물을 부착하는 아버 work arbor KS B 0114
21200.1939 크라우닝 장치 기어의 잇줄 방향으로 불룩하게 가공하는 장치 crowning device KS B 0114
21200.2406 공작물 테이블 공작물을 부착하고 회전하는 work table KS B 0114
21200.2502 테이블 새들 테이블을 얹고 베드 위를 이동하는 table saddle KS B 0114
21200.2805레이디얼 피드 스크류
반지름 방향으로 이송 깊이를 주기 위한 이송 나사 radial feed screw KS B 0114
21200.2811 마스터 웜휠테이블에 고정되어 있으며 공작물의 위치 원주를 분할하는 기준이 되는 웜 휠
master wormwheel KS B 0114
21200.2812 마스터 웜 마스터 웜 휠과 물리는 웜 master worm KS B 0114
21200.2951 분할 기어 기구 기어 잇수를 분할하기 위한 변환 기어 기구index gearmechanism KS B 0114
- 62 -

번호 용어 용어의 정의 응 영어 인용규격
21200.2952 차동 기어 기구공구와 공작물 사이의 상 운동을 증감시키는 기어기구
differential gearmechanism KS B 0114
21200.2954내접기어 절삭 장치
인터널 기어를 절삭하기 위한 장치internal gearattachment KS B 0114
21201.0000 호빙 머신호브를 사용하여 창성기어 절삭을 하는 기어 절삭기.호브새들에 접선 이송기구를 갖추고 주로 웜기어를절삭하는 것을 특별히 웜기어 호빙 머신이라 한다.
gear hobbingmachine
KS B 0105ISO 6545
21201.1104 호브 스핀들 호브에 회전 운동을 주는 축
hob spindle,main spindle,cutter spindle
KS B 0114
21201.1304 엔드밀 헤드기어 절삭용 엔드밀로서 기어의 이를 하나씩 밀링 절삭 하는 장치
endmill head KS B 0114
21201.1306 호브 헤드 호브 스핀들을 구비하고 회전할 수 있는 부분hob head,cutter head KS B 0114
21201.1928 호브 아버 호브를 부착한 아버hob arbor,cutter arbor KS B 0114
21201.2502 호브 새들 호브 헤드를 얹고 이동하는 hob saddle KS B 0114
21201.2805절삭깊이 이송 나사
반지름 방향으로 절삭 깊이를 주기 위한 이송나사 radial feed screw KS B 0114
21201.2809호브새들 이송 나사
호브 새들을 이송하는 나사 vertical screw KS B 0114
21201.2955 접선 이송 장치호브 헤드를 고작물의 피치원 접선 방향으로 이송하는 장치
tangential feedattachment KS B 0114
21201.2956 호브 이동 장치호브를 그 축방향으로 이동시켜 새로운 날로 기어의이를 절삭하도록 하는 장치
hob shifter KS B 0114
21201.2957 단일 분할 장치엔드밀, 밀링 커터 등을 사용하여 기어 절삭을 하기위하여 공작물을 간헐적으로 한 이 씩 분할 하는 장치
single indexingattachment. KS B 0114
21201.3100 베드기계의 몸체를 구성하는 로서 호브 새들을 안내하는 면을 가지고 있다.
bed KS B 0114
21201.3300 칼럼스핀들 구동기구, 이송 기구등의 전부 또는 일부를 내장하며 기계의 몸통을 구성하는 부분
column KS B 0114
21201.3501 오버암칼럼과 공작물 아버 지지 를 연결하여 보강하는 역할을 하는것
over arm KS B 0114
21201.3906 호브 아버 지지 호브 아버를 지지하고 있는 hob arbor support KS B 0114
- 63 -
번호 용어 용어의 정의 응 영어 인용규격
21201.3921공작물 아버 지지
스탠드공작물 아버 지지 를 부착한 스탠드
work arborsupport stand KS B 0114
21201.3922공작물 아버 지지
공작물 아버의 지지work arborsupport KS B 0114
21202.0000 기어 셰이퍼피니언 커터 또는 랙 커터를 사용하여 창성기어 절삭을 하는 기어 절삭기
gear shapingmachine KS B 0105
21202.1102 커터 스핀들 피니언 커터를 부착하고 왕복 및 회전 운동을 하는 축 cutter spindle KS B 0114
21202.1107 공작물 스핀들 공작물 테이블에 회전 운동을 주는 축 work spindle KS B 0114
21202.1303 커터 헤드커터를 부착하고 절삭 운동을 전달 하는 . 커터 축을 구비하고 있는 부분으로 회전 를 포함한다
cutter head KS B 0114
21202.1307헤링본 기어 커터헤드
랙커터형 기어 셰이퍼에 있어서 헤링 본 기어를 절삭하기 위한 커터 헤드
double helicalgear cutter head KS B 0114
21202.1928 커터 아버 커터를 부착하는 아버 cutter arbor KS B 0114
21202.1958 절삭깊이 이송캠피니언 커터형 기어 셰이퍼에 있어서 다듬질 가공 횟수에 따라 소요 절삭 깊이를 주는 캠
feed cam KS B 0114
21202.2200 선회랙커터형 기어 셰이퍼에 있어서 램을 안내하는 이며, 램을 공작물의 나사선만큼 경사시키기 위하여 칼럼에 하여 선회할 수 있다.
swivel slide,swivel base KS B 0114
21202.2300 공구 랙커터를 고정하는 cutter holder KS B 0114
21202.2315 커터 박스 랙커터를 설치하는 상자 형상의 부분 cutter box KS B 0114
21202.2600 램 커터 헤드를 구비하고 왕복 운동을 하는 ram KS B 0114
21202.2959 공작물 헤드랙커터형 기어 셰이퍼에 있어서 공작물을 고정하는부분이며 분할 장치를 포함한다.
work head KS B 0114
21202.2960 상부 분할 웜휠커터 헤드 안에 있으며 커터 스핀들에 창성 회전을 주는 웜 휠
upper indexwheel,upper indexworm-wheel
KS B 0114
21202.2961 하부 분할 웜휠 공작물 스핀들을 창성 회전 시키는 웜 휠
lower indexwheel,lower indexworm-wheel
KS B 0114
21202.3204 직선 안내피니언 커터형 기어 셰이퍼에 있어서 스퍼어 기어를깎기 위한 안내
straight guide KS B 0114
21202.3205 헬리컬 안내피니언 커터형 기어 셰이퍼에 있어서 헬리컬 기어를절삭 하기 위하여 커터 스핀들에 헬리컬 운동을 주는안내
helical guide KS B 0114
21202.3400 크로스 레일 커터 헤드를 좌우 이동을 안내하는 보 cross rail KS B 0114
- 64 -

번호 용어 용어의 정의 응 영어 인용규격
21203.0000 기어 밀링머신총형 밀링 커터를 사용하여 기어의 이를 하나씩 절삭하는 기어 절삭기
gear millingmachine KS B 0105
21204.0000 랙 셰이퍼피니언 커터 또는 총형 밀링 커터를 사용하여 램을 절삭하는 기어 절삭기
rack shapingmachine KS B 0105
21205.0000직선 베벨기어 절삭기
직선 배벨 기어용 바이트를 사용하여 직선 베벨 기어를 절삭하는 기어 절삭기
straight bevelgear generator KS B 0105
21205.2114상부 공구 미끄럼 공구를 부착하고 중심을 향하여 왕복 운동을 하는 윗
쪽 upper tool slide KS B 0114
21205.2115하부 공구 미끄럼 공구를 부착하고 중심을 향하여 왕복 운동을 하는 아
래쪽 lower tool slide KS B 0114
21205.2116 커터 미끄럼비틀림각에 변화를 주기 위하여 커터의 위치를 슬라이드 시키는 부분
cutter slide KS B 0114
21205.2117커터 경사 미끄럼
압력각을 조정하는 부분 cutter tilting slide KS B 0114
21205.2304 상부 공구 윗쪽에 있는 공구 upper tool holder KS B 0114
21205.2305 하부 공구 아랫쪽에 있는 공구 lower tool holder KS B 0114
21205.2503 공작물 새들공작물 헤드를 얹고 원형의 안내면을 따라 회전하는 work saddle KS B 0114
21205.2959 공작물 헤드 공작물을 고정하는 work head KS B 0114
21205.2965 롤 캠 공작물 헤드 또는 커터 박스를 이동시키기 위한 캠 roll cam KS B 0114
21205.2966 세그먼트 기어 공작물의 회전 운동에 사용되는 부채꼴 기어 segment gear KS B 0114
21205.2967 크레이들공구 를 가지고 있으며 치형 창성 운동의 기준이 되는 부분
cradle KS B 0114
21205.2968 롤 원뿔 공작물에 치형 창성 운동을 주기 위한 원뿔형의 것 roll cone KS B 0114
21205.2969 크레이들 하우징 크레이들을 지지하고 있는 cradle housing KS B 0114
21206.0000스파이럴베벨기어 절삭기
원형 밀링커터 또는 특수한 형상의 호브를 사용하여스파이럴 베벨 기어를 절삭하는 기어 절삭기
spiral bevelgear genertator KS B 0105
(m) 기어연삭기
번호 용어 용어의 정의 응 영어 비고
21300.0000 기어 연삭기 기어의 잇면에 연삭가공을 하는 공작기계gear grindingmachine KS B 0105
21300.0001 기어 연삭 기어의 잇면을 연삭 하는 작업 gear grinding KS B 0114
21300.1105 숫돌축 숫돌을 부착하고 회전하는 축 wheel spindle KS B 0114
21300.1107 공작물 스핀들 공작물의 한 끝을 지지하고 회전을 주는 스핀들 work spindle KS B 0114
- 65 -
번호 용어 용어의 정의 응 영어 인용규격
21300.1309 숫돌 헤드 숫돌 축을 구비하고 있는 부분 wheel head KS B 0114
21300.1500 심압베드 위 스핀들 반 쪽에 있으며, 공작물의 한쪽 끝을 센터로 지지하는 로서 심압 몸체, 심압 베이스, 심압축 센터 등으로 되어 있다.
tailstock KS B 0114
21300.1502 센터 공작물의 회전 중심을 지지하는 것 center KS B 0114
21300.1936 숫돌 수정장치숫돌의 표면 형상을 다듬든가 또는 깎아내어 새로운연삭 입자 날이 나타나도록 하는 장치
wheel truingdevicewheel dressingdevice
KS B 0114
21300.1939 크라우닝 장치 기어의 잇줄 방향으로 불룩하게 가공하는 장치 crowning device KS B 0114
21300.1955숫돌마모 자동 보정장치
숫돌의 마모를 자동적으로 항시 수정하여 올바른 연삭을 할 수 있도록 하는 장치
arutomatic wheelwearcompensator
KS B 0114
21300.1956 치형 수정 장치 치형을 수정하는 장치
tooth profilemodificatingdevice
KS B 0114
21300.2400 테이블 공작물을 고정하고 이동하는 table KS B 0114
21300.2962 분할 장치 잇수를 분할하는 장치 index device KS B 0114
21300.2963 분할판 공작물에 잇수 분할을 하기 위한 기준이 되는 원판 index plate KS B 0114
21300.2964 피치 블록공작물에 인벌류트 곡선의 창성 운동을 주기 위한 원판
pitch block KS B 0114
21300.3100 베드 기계의 몸체를 구성하는 bed KS B 0114
21300.3300 칼럼 숫돌 헤드를 상하로 이동시키는 안내면을 가진 기둥 column KS B 0114
21300.3914 스프래시 가드 절삭 칩 또는 절삭유의 비산을 방지하기 위한 테두리 splash guard KS B 0114
21300.3915 숫돌 커버 안전을 위해 숫돌 휠을 덮어 씌우는 것 wheel guard KS B 0114
21300.3917 연삭유 장치 연삭유를 순환 공급하는 장치coolantattachment KS B 0114
21300.3918 자기 분리기 자석으로 연삭유 중의 연삭칩을 제거 하는 장치magnetic coolantseparator KS B 0114
21301.0000 원통기어 연삭기평기어 또는 헬리컬기어의 잇면을 연삭하는 기어 연삭기
cylindrical geargrinding machine KS B 0105
21302.0000직선 베벨기어 연삭기
직선 배벨기어의 잇면을 연삭하는 기어 연삭기
straight bevelgear grindingmachine
KS B 0105
- 66 -

번호 용어 용어의 정의 응 영어 인용규격
21303.0000스파이럴 베벨기어 연삭기
스파이럴 베밸기어의 잇면을 연삭하는 기어 연삭기
spiral bevelgear grindingmachine
KS B 0105
(n) 기어완성 가공기
번호 용어 용어의 정의 응 영어 비고
21400.0000기어 다듬질 가공기
기어 가공을 한 기어에 다시 연삭 이외의 가공을 하는공작기계
gear finishingmachine KS B 0105
21401.0000 기어 셰이빙 머신셰이빙 커터를 사용하여 기어를 다듬질하는 기어 완성 가공기.
gear shavingmachine KS B 0105
21401.0001 기어 셰이빙셰이빙 커터로서 치형을 창성 다듬질 절삭을 하는 작업
gear shaving KS B 0114
21401.0002 기어 모떼기 이 끝의 모떼기 gear chamfering KS B 0114
21401.1303 커터 헤드셰이빙 커터 축을 구비하고 있는 부분으로 선회 를포함한다.
cutter head,shaving cutterhead
KS B 0114
21401.1400 스핀들 스핀들, 그 구동장치, 속도 변환 장치등을 구비하고있는 부분
headstock,spindle stock KS B 0114
21401.1500 심압베드 위 스핀들 반 쪽에 있으며, 공작물의 한쪽 끝을 센터로 지지하는 로서 심압 몸체, 심압 베이스, 심압축 센터 등으로 되어있다.
tailstock KS B 0114
21401.1939 크라우닝 장치이의 접촉면 중앙부를 불룩 나오게 하고 양끝은 얇게하는 장치
crowning device KS B 0114
21401.2109커터헤드 가로이송
플로어형 기어 셰이빙 머신에 있어서 커터 헤드를 얹고 이동하는
cutter head slide KS B 0114
21401.2400 테이블 공작물을 고정하고 이동하는 table KS B 0114
21401.2700 니테이블, 새들을 얹고 칼럼의 안내면을 따라 상하 이동하는
knee KS B 0114
21401.2923 센터내기 암플로어형 기어 셰이빙 머신 또는 베드형 기어 셰이빙머신에 있어서 공작물의 센터내기에 사용하는 암
checking arm KS B 0114
21401.2950 공작물 지지 형 기어 셰이빙 머신에 있어서 공작물을 받치는 pedestal,work rest KS B 0114
21401.2954내면기어 셰이빙장치
베드형 기어 셰이빙 머신에 있어서 베드 위를 이동하며 인터널 기어를 셰이빙 하는 장치
internal shavingattachment KS B 0114
21401.3100 베드 기계의 몸체를 구성하는 bed KS B 0114
21401.3300 칼럼스핀들 구동기구, 이송 기구등의 전부 또는 일부를 내장하며 기계의 몸통을 구성하는 부분
column KS B 0114
- 67 -

번호 용어 용어의 정의 응 영어 인용규격
21402.0000 기어 호닝 머신기어형상을 한 숫돌휠과 함께 물려 회전함으로써 잇면을 호닝 다듬질 하는 기어 완성 가공기
gear honingmachine KS B 0105
21403.0000원통기어 래핑머신
스퍼기어 또는 헬리컬기어를 함께 물려 회전함으로써잇면을 래핑 다듬질 하는 기어 완성 가공기
cylindrical gearlapping machine KS B 0105
21404.0000베벨기어 래핑머신
베벨기어를 함께 물려 회전함으로써 잇면을 래핑 다듬질 하는 기어 완성 가공기
bevel gearlappingmachine
KS B 0105
21405.0000 기어 버니싱 머신기어를 물고 회전하여 잇면을 버니싱 다듬질하는 기어 완성 가공기
gear toothburnishingmachine
KS B 0105
21406.000기어 모서리 가공기
기어의 측면에 모떼기 가공 또는 둥글기를 부착은 가공을 하는 기어 완성 가공기
gear toothchamferingmachine
KS B 0105
21407.0000기어 거스러미 제거기
기어 절삭 가공을 한 기어의 각부, 특히 기어 측면의거스러미를 떼어내는 가공을 하는 기어 완성 가공기
gear toothdeburringmaching
KS B 0105
(o) 특수가공기계
번호 용어 용어의 정의 응 영어 비고
21500.000 방전 가공기각종 공작물에 전극 사이의 방전에 의한 가공을 하는공작기계
electric dischargemachine
KS B 0105ISO 11090-
1
21500.0001 방전가공각종 공작물에 전극 사이의 방전에 의하여 가공을 하는 공작법
electric dischargemachining
KS B 0114ISO 14137
21501.0000 형조 방전 가공기공작물과 총형 또는 봉 형상의 공구 전극간의 방전현상을 이용하여 가공하는 방전가공기
die sinkingelectric dischargemachine
KS B 0114
21502.0000와이어 방전 가공기
공작물과 움직이는 와이어 전극간의 방전현상을 이용하여 가공하는 방전가공기
wire electricdischargemachine
KS B 0114
21503.0000 전해 가공기각종 공작물에 전기분해에 의한 가공을 하는 공작기계
electric chemicalmachine KS B 0105
21503.0001 전해가공전기 분해에 의하여 각종 공작물에 가공을 하는 공작법
electrolyticgrinding,electric-chemicalmachining
KS B 0114
21504.0000 전해 연삭기도전성인 연삭숫돌을 사용하여 연삭과 전해가공을 병용하여 가공을 하는 공작기계
electrolyticgrinding machine KS B 0105
- 68 -

번호 용어 용어의 정의 응 영어 인용규격
21504.0001 전해연삭도전성의 숫돌휠을 사용하여 연삭과 전해 가공을 병용시켜 가공을 하는 방법
electrolyticgrindingmachining
KS B 0114
21505.0000 초음파 가공기각종 공작물에 초음파 진동을 하는 공구와 연삭입자를 사용하여 가공을 하는 공작기계
ultrasonicmachine KS B 0105
21505.0001 초음파가공초음파 진동을 하는 공구와 연삭 입자를 사용하여 각종 공작물에 가공을 하는 공작법
ultrasonicmachining KS B 0114
21506.0000 전자빔가공기각종 공작물에 전자빔을 사용하여 가공을 하는 공작기계
electron beammachine KS B 0105
21506.0001 전자빔가공전자 빔을 사용하여 각종 공작물에 가공을 하는 공작법
electron baemmachining KS B 0114
21507.0000 레이저 가공기각종 공작물에 레이저를 사용하여 가공을 하는 공작기계
laser beammachine KS B 0105
21507.0001 레이저가공레이저를 사용하여 각종 공작물에 가공을 하는 공작법
laser baemmachining KS B 0114
(p) 기타 일반 공작기계
번호 용어 용어의 정의 응 영어 비고
21901.0000 나사 절삭기각종 공작물에 체이서를 사용하여 수나사 가공을 하는 공작기계
thread cuttingmachine KS B 0105
21902.0000 태핑 머신각종 공작물에 탭을 사용하여 암나사 가공을 하는 공작기계
tapping machine KS B 0105
21903.0000 너트 태핑 머신밴드탭을 사용하여 너트의 암나사를 연속적으로 가공하는 나사 태핑머신
automatic nuttapping machine KS B 0105
21904.0000 센터링 머신 각종 공작물에 센터구멍 절삭 가공을 하는 공작기계 centring machine KS B 0105
21905.0000끝면절삭 센터링머신
봉재의 끝면을 절삭하여 센터 구멍을 가공하는 센터링 머신
ending andcentring machine KS B 0105
21906.0000 끝벌림 가공기 주로 관 또는 깡통 끝의 끝벌림 가공을 하는 공작기계 beveling machine KS B 0105
- 69 -
번호 용어 용어의 정의 응 영어 인용규격
21907.0000 조합 공작기계선반, 드릴링머신, 밀링머신, 셰이퍼등을 조합하여 하나의 기계로 한 공작기계
combinedmachine tool ;four-in-onemachine,universalmachine
KS B 0105
(q) 유닛 구성공작기계
번호 용어 용어의 정의 응 영어 비고
23000.0000 모듈러 유닛공작기계를 구성하는 유닛으로서 헤드 유닛, 베이스유닛, 칼럼 유닛, 슬라이드 유닛등이 있다.
modular unit KS B 0114
23000.1100 스핀들 유닛스핀들을 가진 유닛으로 스핀들 구동장치의 속도 변환 장치를 가지는 수도 있다.
spindle unit KS B 0114
23000.1316 다축 헤드 유닛헤드 스톡의 앞면에 부착 되는 복수 개의 스핀들을 가진 장치
multi spindlehead unit KS B 0114
23000.1400 스핀들 유닛슬라이드 유닛에 고정되어 스핀들 구동 전동기 등을유지하는 스핀들
head stock unit KS B 0114
23000.2100 슬라이드 유닛스핀들 유닛, 스핀들 유닛 등을 부착시키는 를 안내면을 따라 왕복시키는 유닛
slide unit KS B 0114
23000.2123 트러니언 유닛중심축을 회전축으로 하고 다각 기둥의 측면에 공작물을 고정시키는 유닛으로서 구동 장치를 갖는 수도있다.
trunnion unit KS B 0114
23000.2124 셔틀 유닛공작물 또는 스핀들 유닛등을 부착시켜서 왕복 운동을 하며 복수 개소의 위치 결정을 하는 것
shuttle unit KS B 0114
23000.2125 로터리 유닛공작물을 고정 시키고 회전하는 유닛으로 구동 장치및 분할 장치를 갖는 수도 있다.
rotary unit KS B 0114
23000.3300 칼럼 유닛 안내면을 가진 칼럼 column unit KS B 0114
23000.3305슬라이드 부착 칼럼 유닛
슬라이드 유닛 일체형의 칼럼column unit withslide KS B 0114
23000.3600 센터베이스 유닛 공작물 또는 공작물 고정 를 얹는 베이스 center base unit KS B 0114
23000.3602 윙 베이스 유닛센터 베이스에 고정되어서 주로 슬라이드 유닛을 올려 놓은 베이스
wing base unit KS B 0114
23000.3604 칼럼 베이스 유닛 센터 베이스에 고정되어 칼럼을 얹는 베이스 column base unit KS B 0114
23000.3605다각형 센터 베이스 유닛
다방면에서 윙 베이스의 부착이 가능한 다각형 센터베이스
poligan centerbase unit KS B 0114
- 70 -

번호 용어 용어의 정의 응 영어 인용규격
23000.3606 니형베이스유닛 니 형상을 가진 소형의 윙 베이스knee type baseunit KS B 0114
23500.0000싱글 스테이션 전용 공작기계
공작물이 1개소에서 정지할 때까지 가공을 하는 전용공작기계
single stationspecical purposemachine
KS B 0105
23600.0000멀티스테이션 전용공작기계
공작물이 여러 개소에서 이동하며, 각 개소에서 각각가공을 하는 전용 공작기계, 모듈 유닛과 반송 장치로서 구성된다. 공작물의 반송방식에 따라 트랜스퍼형,로터리형, 셔틀형, 트러니언형 등으로 구별하여 부른다.
multi stationspecial purposemachine
KS B 0105
(r) 수치제어 공작기계
번호 용어 용어의 정의 응 영어 비고
24000.0000수치제어 공작기계
공구와 공작물과의 상 운동을 위치, 속도 등의 수치정보에 의해 제어하고 가공하는 일련의 동작을 프로그램 지령에 의해 실행하는 공작기계
numericallycontrolledmachine tool
KS B 0114
24000.2921피치오차 보정장치
이송 나사 등의 피치 오차를 보정하는 장치pitch errorcompensator KS B 0114
24000.2925 백래시 제거장치 이송 구동계의 백래시를 제거하는 장치backlasheliminator KS B 0114
24000.2970 위치 검출기공구 또는 테이블 등의 위치 또는 이동량을 검출하는기계
positiontransducer KS B 0114
24000.2971자동 공구 교환장치
공구를 자동으로 교환하는 장치automatic toolchanger KS B 0114
24000.2972 공구 선택장치 지령된 공구를 선택하는 장치 tool reader KS B 0114
24000.3924 공구 매거진 공구를 수납하는 장치 tool magazine KS B 0114
24000.3925자동 팰릿 교환장치
팰릿을 자동으로 교환하는 장치automaticpallet changer KS B 0114
24000.3926 팰릿 공작물을 설치하여 공급하는 장치 pallet KS B 0114
24010.0000 수치제어 선반
고정된 절삭공구에 한 공작물의 회전이 주요 운동이며 절삭에너지가 공구가 아닌 공작물에 의하여 주어진다. 자동기능을 수행하는 수치제어에 의하여 제어된다.
numericallycontrolled lathe,numericallycontrolled turningmachine,
KS B 0105ISO 13041-
1
- 71 -

번호 용어 용어의 정의 응 영어 인용규격
24020.0000 터닝 센터동력구동 공구를 가지며 공작물 고정 스핀들 축 주위로 위치 결정할 수 있는 수치제어 터닝머신. 자동 공구 교환 같은 부가적인 기능을 가지고 있다.
turning center ISO 13041-1
24020.1101 스핀들 냉각장치냉각제를 순환시키고, 스핀들 또는 스핀들을 냉각하는 장치
spindle coolingunit JIS B 0106
24020.1405C축제어 스핀들 수치제어로서 스핀들의 회전각도를 분할하는 기능을
가진 스핀들
C-axis controlledspindle head JIS B 0106
24020.1406 향 스핀들스핀들 와 마주보고 배치하고 있는 또 한 개의 스핀들
counter spindle JIS B 0106
24020.1500프로그래머블 심압
수치제어 지령에 따라 이동하는 심압programabletailstock JIS B 0106
24020.1501 전동형 심압 전기적인 힘으로 이동하는 심압motor driventailstock JIS B 0106
24020.1502 센터 공작물의 회전중심을 지지하는 도구 center JIS B 0106
24020.1503회전공구용 터릿공구
동력구동 공구에 절삭 회전운동을 가해주는 기구를구비한 공구
turret head forrotary tools JIS B 0106
24020.1900스핀들 각도위치결정장치
스핀들을 소정의 각도에 위치 결정하는 장치spindleorientation device JIS B 0106
24020.1901 봉재 인출장치 봉재를 자동적으로 끌어내기 위한 장치 bar puller JIS B 0106
24020.1902 자동 척 교환장치 척을 자동으로 교환하는 장치automatic chuckchanger JIS B 0106
24020.1904 급속교환 툴 홀더 공구를 급속으로 교환하는 툴 홀더quick change toolholder JIS B 0106
24020.2800 볼스크류 나사 축과 너트에 볼을 끼워서 작동하는 나사 ball screw JIS B 0106
24020.2971자동 공구 교환장치
공구를 자동으로 교환하는 장치automatic toolchanger JIS B 0106
24020.2972자동 공구 측정장치
기계내 또는 기계밖에서 공구 절삭날 위치를 자동으로 측정하는 장치
automatic toolmeasuring device JIS B 0106
24020.3901자동 공작물 측정장치
기계내 또는 기계밖에서 공작물의 치수를 자동으로측정하는 장치
automaticworkpiecemeasuring unit
JIS B 0106
24020.3918고압 절삭유 공급장치
절삭 칩을 파단하는 것을 주목적으로 고압의 절삭유를 공급하는 장치
high pressurecoolant supplyunit
JIS B 0106
- 72 -

번호 용어 용어의 정의 응 영어 인용규격
24020.3924 공구 매거진 복수의 공구를 수납하는 장치 tool magazine JIS B 0106
24020.3925자동 공작물 공급장치
공작물을 자동으로 공급하는 장치automaticworkpiece feeder JIS B 0106
24021.1903 자동 조 교환장치 조를 자동으로 교환하는 장치automatic jawchanger JIS B 0106
24030.0000수치제어 수직형드릴링머신
스핀들에 한 테이블의 상 위치가 수치정보에 따른 지령으로 제어되는 수직축의 드릴링머신
numericallycontrolleddrillingmachine withvertical spindle
KS B 0105
24040.0000수치제어 보링머신
스핀들에 한 테이블의 상 위치가 수치정보에 따른 지령으로 제어되는 보링머신
numericallycontrolled boringmachine
KS B 0105
24050.0000수치제어 밀링머신
스핀들에 한 테이블의 상 위치가 수치정보에 따른 지령으로 제어되는 밀링머신
numericallycontrolled millingmachine
KS B 0105
24060.0000수치제어플레이너
테이블에 한 바이트 의 상 위치가 수치정보에 따른 지령으로 제어되는 플레이너
numericallycontrolledplaning machine
KS B 0105
24070.0000 수치제어 연삭기공작물의 회전각 및 공작물에 한 연삭숫돌 의 상
위치가 수치정보에 따른 지령으로 제어되는 연삭기
numericallycontrolledgrinding machine
KS B 0105
24080.0000수치제어 기어절삭기
공작물과 공구의 상 위치가 수치정보에 따른 지령으로 제어되는 기어 절삭기
numericallycontrolled gearcutting machine
KS B 0105
- 73 -

번호 용어 용어의 정의 응 영어 인용규격
24090.0000 머시닝센터
자동 공구 교환 장치를 갖춘 NC공작기계 중 가장 진보된 것으로, 차례로 새로운 가공면에 응해 필요한공구를 자동적으로 배치하여 절삭,구멍뚫기, 구멍 넓히기, 연삭 등 각종 작업을 모두 한 의 기계로 한다.따라서 작업 순서만 정해 놓으면 전자동으로 운전한다.
machining center KS B 0105ISO 9524
24090.1101 스핀들 냉각장치냉각제를 순환시키고, 스핀들 또는 스핀들을 냉각하는 장치
spindle coolingunit JIS 0106
24090.1401오일에어윤활장치
공기의 흐름을 이용하여 미소량의 오일을 이동시켜윤활점에 공급하는 장치
oil-air lubricator JIS 0106
24090.2314공구 파손 검출장치
공구의 파손, 마모를 자동으로 검출하는 장치
tool breakagedetectionequipment
JIS 0106
24090.2319 공구 클램프장치공압 또는 유압등을 이용하여 공구홀더를 스핀들끝에고정하는 장치
tool clampingdevice JIS 0106
24090.2400 분할 테이블팰릿 또는 공작물을 부착해서 선회 및 분할하고 탈착이 가능한 테이블
index table JIS 0106
24090.2401 경사 테이블 테이블 윗면을 기울이는 것이 가능한 인덱스 테이블 tilting index table JIS 0106
24090.2800 볼스크류 나사 축과 너트에 볼을 끼워서 작동하는 나사 ball screw JIS 0106
24090.2970 위치 검출기공구 또는 테이블 등의 위치 또는 이동량을 검출하는기기
positiontransducer JIS 0106
24090.2971자동 공구 교환장치
공구를 자동으로 교환하는 장치automatic toolchanger JIS 0106
24090.3901자동 공작물 측정장치
기계내 또는 기계밖에서 공작물의 치수를 측정하는장치
automaticworkpiecemeasuring unit
JIS 0106
24090.3914 스프래시 가드 절삭 칩 또는 절삭유의 비산을 방지하기 위한 테두리 splash guard JIS 0106
24090.3917 절삭유 공급장치 절삭유를 공구 또는 공작물에 공급하는 장치coolant supplyunit JIS 0106
24090.3924 공구 매거진 복수의 공구를 수납하는 장치 tool magazine JIS 0106
24090.3925자동 팰릿 교환장치
팰릿을 자동으로 교환하는 장치automatic palletchanger JIS 0106
24090.3926 팰릿 공작물을 부착하여 공급하는 테이블 pallet JIS 0106
- 74 -

번호 용어 용어의 정의 응 영어 인용규격
24090.3927 팰릿 풀 팰릿을 수납하는 장치 pallet pool JIS 0106
24090.3950 절삭칩 배출장치 절삭 칩을 운반, 배출하는 장치chip disposalequipment JIS 0106
3. 공작기계 - 수치제어 용어
(1) 일반
번호 용어 용어의 정의 응 영어 비고
5.01 수치 제어, NC공작물에 한 공구 경로 그 밖의 가공에 필요한 작업공정 등을 그것에 응 하는 수치 정보로 지령하는 제어
numericalcontrol, NC KS B 0125
5.02 CNC컴퓨터를 조합해서 기본적인 기능의 일부 또는 전부를 실행하는 수치 제어
computerizednumericalcontrol, CNC
KS B 0125
5.03분산형 수치제어,DNC
생산 관리 컴퓨터와 수치 제어 시스템 사이에서 데이터를 분배하는 층간 시스템참고- 종래의 DNC는direct numerical control의 약어로 "1 이상의 수치 제어 공작기계의 파트 프로그램또는 머신 프로그램을 공통의 기억 장치에 격납하고,수치 제어 공작기계의 요구에 따라 필요로 하는 프로그램을 그 기계에 분배하는 기능을 가진 수치 제어"라고 정의 되어 있었다.
distributednumericalcontrol, DNC
KS B 0125
5.04 적응 제어공정 중에 검출된 상태에서 제어 시스템의 파라미터를 조정하는 제어 방식
adaptive control KS B 0125
5.05 축기계의 구성요소가 직선 또는 회전 모드로 움직일 수있는 주요 방향(KS B 0126참조)
axis KS B 0125
5.06 검출기, 센서위치, 속도 등의 물리량을 검출해서 그 값에 응 하는 신호로 변환하는 기기
sensor KS B 0125
5.07 절 좌표 좌표계의 원점으로 부터의 거리 또는 각도
absolutedimension,absolutecoordinates
KS B 0125
5.08 증분 좌표 순차측정에서 직전의 점으로부터의 거리 또는 각도
incrementaldimension,incrementalcoordinates
KS B 0125
- 75 -
번호 용어 용어의 정의 응 영어 인용규격
5.09 최소 설정단위 머신 프로그램에 입력할 수 있는 최소 단위least inputincrement KS B 0125
5.10 최소 이동단위수치 제어 장치가 축의 이동량을 지령할 수 있는 최소단위 또는 머신 프로그램에 입력할 수 있는 최소 단위
least commandincrement KS B 0125
5.11 공구경로 절삭 공구의 특정한 점에 의해 그려지는 경로 tool path KS B 0125
5.12 공구 위치 데이터자동 프로그래밍 시스템에서 메인 프로세서에 의해구해진 공구 경로를 나타내는 데이터
cutter locationdata,CL data
KS B 0125
5.13 시계 방향 반지름경로 중심의 회전에 정(+)의 각 방향으로 회전하는 공구의 기준점에 의해 그려지는 반지름 경로
clockwise arc KS B 0125
5.14시계 반 방향 반지름
경로 중심의 회전에 부(-)의 각 방향으로 회전하는 공구의 기준점에 의해 그려지는반지름 경로
counter-clockwise arc KS B 0125
5.15 보간주어진 수학 함수, 보기를 들면 직선, 반지름 또는 고차원의 함수에 따라 필요한 경로 또는 윤곽 위의 이미알고 잇는 점 사이의 점군을 구하는것
interpolationKS B 0125ISO 10791-
6
5.16 분배 완료 신호이동 지령 또는 운동이 완료 되었을때 수치 제어 장치에서 나오는 신호
distribution endsignal KS B 0125
5.17 CLDATA자동 프로래그래밍 시스템에서 메인 프로세서 의해구해진 공구경로 정보 및 기계의 모든 기능에 한 지령 정보를 표시하는 데이터 (KS B 4222참조)
CLDATA KS B 0125
5.18 메인 프로세서파트 프로그램의 계산을 실행하여 특정 부품에 하여 그것을 가공하는 기계에 관계 없이 CLDATA를 작성하는 컴퓨터 프로그램
general purposeprocessor,main processor
KS B 0125
5.19 포스트 프로세서메인 프로세서에서 출력된 CLDATA를 입력하여 특정한 수치 제어 공작기계에 맞는 머신 프로그램을 만드는 컴퓨터 프로그램
post processor KS B 0125
5.20 비상 정지작업자가 위험 한계에 신체의 일부를 넣을 필요가 생긴 경우나 형 등에 이상상태가 발견된 경우에 의식하여 운동 중의 슬라이드(램) 작동을 정지시키는 조작
emergency stop KS B 4205
(2) 문자
번호 용어 용어의 정의 응 영어 비고
6.01 문자데이터를 표현, 구성 또는 제어하는데 사용하는 요소의 집합
character KS B 0125
6.02 제어 문자특정한 문맥에서 표현되는 제어 기능을 규정하는 문자
control character KS B 0125
- 76 -

번호 용어 용어의 정의 응 영어 인용규격
6.03 삭제 문자종이 테이프 위의 불필요한 문자를 삭제하는 제어 문자
delete character KS B 0125
6.04 전송 제어 문자전기 통신망에서의 데이터 전송을 제어하고, 또한 쉽게 하기 위해서 사용하는 문자의 총칭 (KSC5601,KSC5636 참조)
transmissoncontrol character
KS B 0125
6.05 블록종료문자 머신 프로그램 블록의 끝을 나타내는 제어 문자end of blockcharacter KS B 0125
6.06프로그램 종료 문자
머신 프로그램의 완료를 나타내는 보조 기능, 블록 안의 모든 지령을 실행한 후 스핀들 또는 그밖의 기능(보기를 들면 쿨런트기능)을 취소한다. 제어 및 /또는기능의 리셋에 사용한다.
end of program KS B 0125
6.07 레코드 종료 문자적당한 입력 매체에 기록된 정보의 끝을 나타내는 문자
end of record KS B 0125
6.08 프로그램 시작머신 프로그램의 시작을 나타내는 문자, 수치 제어 테이프에서는 되감기의 정지 위치를 나타내는데 사용한다.
program start KS B 0125
6.09 프로그램 정지머신 프로그램의 실행을 일시 중단하는 보조 기능, 블록 안의 지령을 실행한 후 스핀들 또는 그밖의 기능을취소하고 그 이후의 처리를 정지한다.
program stop KS B 0125
6.10 컨트롤 아웃머신 프로그램에서 수치 제어 공작기계의 제어에 직접 관여하지 않는 정보 삽입의 시작을 나타내는 문자
control out KS B 0125
6.11 컨트롤인머신 프로그램에서 수치 제어 공작기계의 제어에 직접 관여하지 않는 정보 삽입의 끝을 나타내는 문자
control in KS B 0125
(3) 프로그래밍 및 입력 데이터
번호 용어 용어의 정의 응 영어 비고
7.01 워드명령의 최소 단위로서 다뤄지는 어떤 순서로 배열된문자의 집합
word KS B 0125
7.02 어드레스워드의 최초에 있으며 워드 안의 그것에 이어지는 데이터를 식별하는 문자 또는 문자그룹
address KS B 0125
7.03 블록한 가지 작업에 한 모든 명령을 포함하는 워드의 그룹, 한 블록은 블록 종료 문자에 의해 계속되는 다음의 블록과 구별한다.
block KS B 0125
7.04 플래닝 시트 파트 프로그램의 앞에 작성하는 작업의 순서지 planning sheet KS B 0125
- 77 -

번호 용어 용어의 정의 응 영어 인용규격
7.05 실행 프로그램CNC 시스템에서 연산 능력을 달성하는 순서가 매겨진 명령의 열
executiveprogram KS B 0125
7.06 연산 명령문지령을 수식하는 하나 이상의 인수 또는 인수의 그룹을 동반한 함수 니마닉(mnemonic)으로 구성되는 지령
operationalstatement KS B 0125
7.07 보조 프로그램머신 프로그램의 제어 명령에 의해 반복 호출 할 수있는 다른 머신 프로그램
sub program KS B 0125
7.08 파트 프로그램머신 프로그램 또는 자동 프로그램에서 처리하는 입력 데이터로서 작성된 명령의 열
part program KS B 0125
7.09 머신 프로그램수치 제어 시스템을 직접 조작 할 수 있도록 한 언어및 포맷에서 순서가 매겨진 명령의 열
machine program KS B 0125
7.10 수동 프로그래밍 머신 프로그램을 수동으로 작성하는것manual partprogramming KS B 0125
7.11 자동프로그래밍적당한 메인 프로세서와 포스트 프로세서를 사용해서머신 프로그램을 작성하는것
computer partprogramming KS B 0125
7.12절 좌표 프로그래밍
절 좌표에 의해 프로그램을 작성하는것absoluteprogramming KS B 0125
7.13증분좌표 프로그래밍
증분좌표에 의해 프로그램을 작성하는것incremental programming KS B 0125
7.14 블록형식 블록 안의 워드, 어드레스 및 데이터의 배열 block format KS B 0125
7.15 블록 형식 시방 블록 형식을 식별하는 시방block format specification KS B 0125
7.16어드레스 블록형식
각 워드가 식별용 어드레스를 가진 블록 형식address blockformat KS B 0125
7.17 가변 블록 형식워드의 순서는 규정되어 있지만 새로운 값을 규정할때에만 특정한 워드를 나타낼 필요가 있는 블록 형식
variable blockformat KS B 0125
7.18 프로그램 명머신 프로그램 중에서 특정한 프로그램을 식별하기위해 붙여진 이름
program name KS B 0125
7.19 프로그램 번호머신 프로그램 중에서 특정한 프로그램을 식별하기위해 붙혀진 번호
program number KS B 0125
7.20 시퀸스 번호머신 프로그램 중 블록의 상 위치를 나타내기 위해서 각 블록에 붙혀진 번호
sequence number KS B 0125
7.21프로그램 번호 탐색
머신 프로그램중에서 지정한 번호의 머신 프로그램을검색하여 불러내는 일
program numbersearch KS B 0125
- 78 -

번호 용어 용어의 정의 응 영어 인용규격
7.22 시퀀스 번호 탐색머신 프로그램 중에서 지정한 시퀸스 번호의 블록을검색하여 불러내는 일
sequence numbersearch KS B 0125
7.23 프로그램 명 탐색머신 프로그램 중에서 지정한 이름의 머신 프로그램을 검색하여 불러내는 일
program namesearch
7.24 입력데이터물리적, 자기적 또는 전자적인 매체에 의해 제어 장치에 보내지는 코드화된 명령
input data KS B 0125
7.25 지령 운동 또는 기능의 시동을 조작하는 명령 command KS B 0125
7.26컴퓨터 명령코드,기계코드
명령의 열 중에서 명령을 나타내기 위하여 사용하는코드
computerinstructioncode,machine code
KS B 0125
7.27수치제어 테이프,NC테이프
머신 프로그램을 기록한 테이프 control tape KS B 0125
7.28외부 데이터 입력기능
수치 제어 장치의 외부에서 데이터를 입력함으로서프로그램 번호 검색, 공구 옵셋 양의 바꿔쓰기, 워드좌표계의 설정 등을 할 수 있는 기능
external datainput KS B 0125
7.29 프로그램컴퓨터에서 특정 목적을 달성하기 위하여 데이터의처리나 계산, 출력 및 입력 장치 등의 동작 순서를 정하여 차례로 실행할 수 있도록 명령어로 나타낸 것
program KS B 4205
(4) 운전모드
번호 용어 용어의 정의 응 영어 비고
8.01 매뉴얼 모드 수동에 의한 운전 모드
manual mode ofoperation,command mode
KS B 0125
8.02 자동 모드프로그램 또는 작업자에 의한 정지시까지 머신 프로그램에 따라 운전하는 수치 제어 기계의 운전 모드
automatic modeof operation
KS B 0125ISO 13041-
3
8.03 플레이 백수동으로 공작물에 한 공구 경로, 필요한 작업등을교시하여 수치 제어 장치에 기억시키고 그 작업을 재생기키는 것
play back KS B 0125
8.04싱글블록 운전모드
작업자의 시동으로 머신 프로그램의 한 블록만이 자동 모드로 운전하는 수치 제어 기계의 운전모드
single blockmode ofoperation
ISO 13041-3
- 79 -

번호 용어 용어의 정의 응 영어 인용규격
8.05 머신로크머신 프로그램의 체크 등을 목적으로 수치 제어 공작기계의 제어 축을 이동시키지 않고 프로그램을 실행하는 것
manhine lock KS B 0125
8.06 공운전머신 프로그램의 체크등을 목적으로 무부하운전 하는것 , 프로그램된 이송 속도를 무시하고, 수동으로 이송속도를 선택할 수 있다
dry run KS B 0125
8.07 수동 데이터 입력사람손으로 데이터를 기계에 입력함으로서 파트 프로그램이 생성되는 CNC시스템의 운전모드
manual datainput,MDI.
KS B 0125
8.08스텝이송,증분이송
누름 버튼을 누를 때마다 미리 정해진 양만큼 이동시키는 것
step feed,incremental feed KS B 0125
8.09 수동 이송 수동으로 미리 정해진 이송속도로 보내는 것 jog feed KS B 0125
8.10수동 펄스 발생기, 핸들 이송기
수동으로 핸들을 회전하고, 지령 펄스를 발생시키는기기로 수동 이송에 사용한다.
manual pulsegenerator,hand wheel
KS B 0125
8.11위치결정 제어시스템
각 제어축의 운동이 다음의 목표 위치 만큼을 규정하는 명령에 따라 운전되고, 다른 제어축의 운동이 서로
응 되지 않고 동시 또는 순차 실행되고, 이송속도가입력 데이터에서 규정되어 있지 않은 제어 방식
positioningcontrolsystem
KS B 0125
8.12직선 절삭 제어시스템
각 제어 축의 운동이 다음 목표 위치와 그 위치로 가는 데 필요한 이송 속도의 양쪽을 규정한 명령에 따라운전되고, 각 제어축의 운동이 서로 응 되지 않고 순차 실행되며, 공구 또는 공구의 날의 운동이 직선, 원 또는그 밖의 기계 안내면에 평행하게만 일어나는 제어 방식
line motioncontrolsystem
KS B 0125
8.13 윤곽 제어 시스템
2개 이상의 제어축 운동이 다음 목표 위치와 그 위치로 이동하기 위해서 필요한 경로 및 이송 속도가 규정한 명령에 따라 운전되고, 이러한 이송 속도로 서로변화하여 필요한 윤곽이 생성되는 제어 방식
contouringcontrolsystem
KS B 0125
8.14 다계통 제어1개의 머신 프로그램으로 제어하는 1쌍의 축 조합을1계통으로 하여, 2개 이상의 계통을 제어하는 방식
multi-path control KS B 0125
8.15 중첩 제어다계통 제어에서 1개의 머신 프로그램에 다른 프로그램을 겹침으로서 동시 가공을 가능하게 하는 제어
superpositioncontrol KS B 0125
- 80 -
번호 용어 용어의 정의 응 영어 인용규격
8.16 동기 태핑탭 작업에서 스핀들 회전각과 이송량의 비가 항상 일정하도록 제어하는 기능
synchronizedtapping KS B 0125
(5) 기계기능
번호 용어 용어의 정의 응 영어 비고
9.01 준비 기능, G기능
기계 및 /또는 제어 시스템의 기능 모드를 정하는 지령비고- 기능의 어드레스에는 G를 사용하고, 그것에 이어지는 코드화된 숫자로 지정한다.
preparatoryfunction,G function
KS B 0125
9.02 보조 기능,M기능
기계 및 /또는 제어 시스템 각각의 기능을 제어하는지령비고- 기능의 어드레스는 M을 사용하고, 그것에 이어지는 코드화된 숫자로 정의 한다.
miscellaneousfunction,M function
KS B 0125
9.03 공구 기능, T기능
공구의 지정 또는 지정된 공구에 관련되는 사항을 지정하는 기능비고- 기능의 어드레스에는 T를 사용하고, 그것에 이어 지는 코드화된 숫자로 지정한다.
tool function,T function KS B 0125
9.04 이송 기능, F기능
공작물에 한 공구의 이송속도 또는 이송량을 지정하는 기능비고- 기능의 어드레스에는 F를 사용하고, 그것에 이어지는 코드화된 숫자로 지정한다.
feed function,F function KS B 0125
9.05스핀들 기능, S기능
스핀들의 회전 속도를 지정하는 기능비고- 기능의 어드레스에는 S를 사용하고, 그것에 이어지는 코드화된 숫자로 지정한다.
spindle speedfunction,S function
KS B 0125
9.06 미러 이미지 기능지정한 좌표축에 하여 머신 프로그램 위의 디멘션워드에 한 인크리멘털량을 지정된 기준점에 하여정(+)·부(-)를 반전시키는 기능
mirror imagefunction KS B 0125
9.07 이송 정지머신 프로그램의 실행중에 이송을 일시적으로 휴지시키는 기능
feed hold KS B 0125
9.08 Z축 이송 취소머신 프로그램의 체크 등을 목적으로, Z축을 이동시키지 않고 프로그램을 실행하는 기능
Z-aixs feedcancel KS B 0125
9.09 스킵 기능외부로부터의 신호에 의해 그 블록의 나머지 실행을중단 하고, 다음 블록으로 실행하는 기능
skip function KS B 0125
9.10 고정 사이클홈파기, 구멍 뚫기, 태핑, 이들의 조합 등을 실시하기위해서 미리 정해진 일련의 작업 시퀀스를 하나로 정리한 것
fixed cycle,canned cycle KS B 0125
9.11 사이클 시작 자동 모드 또는 MDI 모드에서 운전을 시작 하는 것 cycle start KS B 0125
- 81 -

번호 용어 용어의 정의 응 영어 인용규격
9.12 일시정지주기적 또는 계속적이 아닌 정해진 기간의 시간 지연을 부여한 기능
dwell KS B 0125
9.13인터로크 바이패스
설정되어 있는 인터로크를 일시적으로 해제하는 지령 interlock bypass KS B 0125
9.14 취소 앞에 지령한 기능을 취소하는 지령 cancel KS B 0125
9.15 리셋 장치를 규정된 초기의 상태로 되돌리는 보조 기능 reset KS B 0125
9.16 모달준비 기능, 공구 기능 등에서 지령을 하면 지령 상태를 유지 하는것
modal KS B 0125
9.17옵셔널 블록스킵,블록삭제
블록의 최초에 기능 문자를 부가하고, 이 블록의 선택적으로 건너 뛸 수 있도록 한 기능
optional blockskip,block delete
KS B 0125
9.18 옵셔널 스톱이 기능을 유효하게 하면 프로그램 정지와 동일한 기능을 하고, 무효로 하면 이 지령을 무시할 수 있는 보조 기능
optional stop KS B 0125
9.19스핀들 오리엔테이션
미리 정해진 각도의 위치에 스핀들을 정지시키는 보조 기능
oriented spindlestop KS B 0125
9.20 오버라이드작업중에 작업자가 프로그램 된 값(보기를 들면 이송속도, 스핀들 속도)을 일시적으로 변경할 수 있는 수동 제어 기능
override KS B 0125
9.21 초기화 기계의 개시 조건을 정하는 작업의 시퀀스 initialization KS B 0125
9.22 주속도 일정 제어선삭 가공에서 가공 지름에 따라 절삭속도를 일정하게 유지하도록 스핀들에 회전속도를 제어하는 것
constant surfacespeedcontrol
KS B 0125
9.23 와이어 전극 옵셋
와이어 방전가공에서 프로그램된 와이어 전극의 경로와 실제 와이어 전극의 경오차를 보정하는 것
와이어 전극 옵셋 : R+G R: 와이어 전극의 반지름 G: 와이너 전극 표면과 방전 가공면의거리
wire electodepathcorrection
KS B 0125
- 82 -

번호 용어 용어의 정의 응 영어 인용규격
9.24 테이퍼 가공 제어와이어 방전 가공에서 와이어 전극의 기울기 또는 공작물의 기울기를 제어 하는것
taper cuttingcontrol KS B 0125
9.25 후퇴 제어방전 가공에서 와이어 전극 또는 공구 전극과 공작물이 전기적으로 단락된 경우에 단락이 해체될 때까지가공 완료 경로를 따라 후퇴 시키는 제어
reversible control KS B 0125
9.26 요동 가공 제어형조 방전 가공에서 공구 전극 또는 공작물을 요동 시키면서 목적 치수가 되도록 가공을 제어 하는 것
planetarymachinerycontrol
KS B 0125
9.27 서보 이송 제어
방전가공에서 와이어 전극 또는 공구 전극과 공작물사이 방전 갭을 일정 상태로 유지하도록 방전 전압 또는 방전 전류의 값을 항상 피드 백 하면서 이송을 제어 하는 것
servo feed control KS B 0125
9.28공구경로 이송속도
공작물에 한 공구 기준점의 커터 경로를 따르는 속도, 단위 시간 또는 1회전당 길이의 단위로 나타낸다.
tool path feedrate KS B 0125
(6) 기계좌표 및 보정 KS B 0125
번호 용어 용어의 정의 응 영어 비고
10.01 기계 좌표계기계 원점에 관해서 기계 위에 고정된 오른손 직교 좌표계
machinecoordinate system
KS B 0125
10.02 기계 좌표계 원점 기계 좌표계의 원점
machinecoordinate origin
KS B 0125
10.03 공작물 좌표계 공작물 위에 고정된 오른손 직교 좌표계
workpiececoordinate system
KS B 0125
10.04공작물 좌표계 원점
공작물 좌표계의 원점
workpiececoordinate origin
KS B 0125
10.05 공구 좌표계 공구 위에 고정된 오른손 직교 좌표계tool coordinatesystem KS B 0125
10.06 공구 좌표계 원점 공구 좌표계의 원점tool coordinateorigin KS B 0125
10.07 기계 원점 제조자에 의해 고정된 기계의 원점 machine zero KS B 0125
- 83 -

번호 용어 용어의 정의 응 영어 인용규격
10.08 레퍼런스 점축에 따른 기계 좌표계 원점을 기준으로 하는 고정점으로, 시동을 위해서 사용하는 것
reference position KS B 0125
10.09 레퍼런스 점 복귀 지정된 제어 축을 레퍼런스점으로 이동시키는 것
return toreference position
KS B 0125
10.10 기준점 위치축에 따른 기계 좌표계 원점을 기준으로 하는 고정점으로, 공구 교환 또는 팰릿 교환을 위해서 사용하는것
home position KS B 0125
10.11 공구 교환 위치축에 따른 기계 좌표계 원점을 기준으로 하는 점으로,공구 교환을 위해서 사용하는 것.비고-이 점은 축을 따라 고정하든 이동하든 상관없다
tool changeposition KS B 0125
10.12 팰릿 교환 위치
축에 따른기계 좌표계 원점을 기준으로 하는 점으로,팰릿 교환을 위해서 사용하는것 .비고- 이점은 축을 따라 고정하든 이동하든 상관없다.
pallet changeposition KS B 0125
10.13 사전 정의 위치기계 좌표계의 미리 정해진 점비고- 축의 위치 결정 등에 사용할 수 있다
predefinedposition KS B 0125
10.14절 좌표 위치검출기
선택된 원점에 해서 기계 요소의 좌표 위치를 직접나타내는 검출기
absolute position sensor KS B 0125
10.15증분 좌표 위치검출기
기계 요소의 운동을 그 위치의 변화량으로 직접 나타내는 검출기
incrementalposition sensor
KS B 0125
10.16 원점 옵셋측정 시스템의 원점을 기계 원점에 하여 정해진 범위만큼 이동시키는 것
zero offset KS B 0125
10.17 부동 원점
측정 시스템의 원점을 기계 원점에 하여 임의의 위치에 놓는 것.비고- 영구적인 원점위 위치는 수치 제어 시스템에기억 되어 있지 않다.
floating zero KS B 0125
10.18공구 옵셋,공구위치 옵셋
프로그램의 일부분 또는 전체에 하여 제어 축 방향과 평행으로 공구 위치를 이동시키기 위해서 변위를주는 것
tool offset KS B 0125ISO 6983-1
10.19 공구 길이 옵셋 공구 길이 방향의 공구 옵셋 tool length offset KS B 0125
10.20 클리어런스 거리공구 파손을 피하기 위해서 빠른 이송에서 절삭 이송으로 바꿀 때 취해지는 공구와 공작물 사이의 거리
clearancedistance KS B 0125
- 84 -
번호 용어 용어의 정의 응 영어 인용규격
10.21 공구지름 보정실제 공구 지름과 프로그램 된 공구 지름의 차를 보정하기 위한 공구경로에 직각 방향으로의 변위
cuttercompensation KS B 0125
10.22 노즈R 보정날끝에 반지름(노즈R)를 가진 비회전 공구에서 프로그램 된 공구 위치와 실제 날끝 윤곽과의 차의 보정,공구 경로와 직교하는 방향에서 한다.
nose-radiuscompensation KS B 0125
10.23 피치 오차 보정수치 제어 공작기계 이송계의 피치 오차를 보정 하는것
pitch errorcompensation KS B 0125
10.23 백래시 보정 기계가 가진 백래시를 보정하는 것.backlashcompensation KS B 0125
- 85 -














