- flexible sulphur management - DigitalRefining · WSA – simple sulphur management ... converter....
8
WSA - flexible sulphur management
Transcript of - flexible sulphur management - DigitalRefining · WSA – simple sulphur management ... converter....
WSA - flexible sulphur management
A WSA plant installed in a metallurgical plant.
WSA – simple sulphur managementTopsøe’s WSA technology (Wet gas Sulphuric Acid) is a simple solution for meeting strict emission requirements by recovering sulphur from off-gases in the form of commercial-grade concentrated sulphuric acid and for regeneration of spent sulphuric acid.
The WSA technology is backed by more than 25 years of commercial experience. It has proven its value in industries like oil refi ning, metallurgy, petrochemicals, coking, coal gasifi cation and viscose fi bres and fulfi ls the clients’ requirements for:
- compliance with sulphur emission standards - producing valuable sulphuric acid - obtaining effi cient heat recovery - low capital and operating expenses
According to client needsTopsøe designs each process plant to clients’ specifi c needs. The projects are defi ned and executed in close collaboration with the clients and their contractors.
WSA – features and benefi tsProducing sulphuric acid, the most widely used inorganic chemical commodity in the world, a WSA plant generates a steady income. The WSA technology effi ciently recovers a large range of waste sulphur streams into sulphuric acid, and generates valuable superheated steam for use in other plant units.
The Topsøe WSA plant meets any environmental requirements as well as clients’ desire for high energy effi ciency and low operating cost. Revenue from acid and steam production together with competitive capital investment and a favourable operating economy results in an attractive return on investment.
A simple and energy effi cient solution converting sulphurous feeds into commercial-grade sulphuric acid
Several technical features ensure the WSA process’ fl exibility and operating effi ciency:
- feedstock fl exibility – the WSA process handles a wide range of process feeds containing critical compounds, such as SO3, NH3, CO2, HCN and hydrocarbons
- simultaneous treatment of one or more sulphurous streams, independent of origin and sulphur concentration
- simple and fl exible operation with high turndown ratio - simple process scheme with a simple layout consisting of
few pieces of equipment
The WSA process is environmentally sustainable and highly energy effi cient:
- no generation of waste materials - effi cient heat recovery ensures the best possible energy
economy and maximum export of superheated steam at desired pressure
- very low consumption of cooling water - no consumption of chemicals
Product acid
Coolingwaterreturn
Atmosphericair
Hot air for preheating or combustion
Sulphurous feed
Superheated steam
Coolingwater
Clean processgas to stack
Preheatingor
combustion
Heatmanagement
SO2conversion
Gascooling
Acidcooling
Acidcondensation
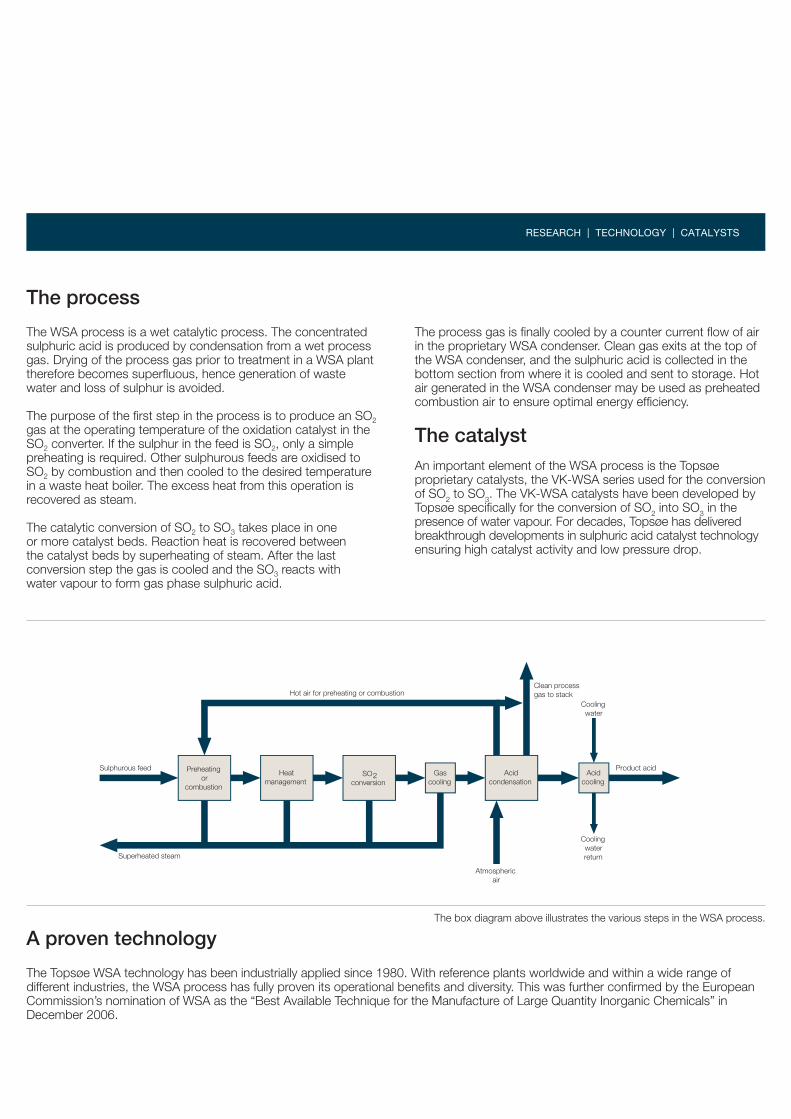
The WSA process is a wet catalytic process. The concentrated sulphuric acid is produced by condensation from a wet process gas. Drying of the process gas prior to treatment in a WSA plant therefore becomes superfl uous, hence generation of waste water and loss of sulphur is avoided.
The purpose of the fi rst step in the process is to produce an SO2 gas at the operating temperature of the oxidation catalyst in the SO2 converter. If the sulphur in the feed is SO2, only a simple preheating is required. Other sulphurous feeds are oxidised to SO2 by combustion and then cooled to the desired temperature in a waste heat boiler. The excess heat from this operation is recovered as steam.
The catalytic conversion of SO2 to SO3 takes place in one or more catalyst beds. Reaction heat is recovered between the catalyst beds by superheating of steam. After the last conversion step the gas is cooled and the SO3 reacts withwater vapour to form gas phase sulphuric acid.
The process gas is fi nally cooled by a counter current fl ow of air in the proprietary WSA condenser. Clean gas exits at the top of the WSA condenser, and the sulphuric acid is collected in the bottom section from where it is cooled and sent to storage. Hot air generated in the WSA condenser may be used as preheated combustion air to ensure optimal energy effi ciency.
The catalystAn important element of the WSA process is the Topsøe proprietary catalysts, the VK-WSA series used for the conversion of SO2 to SO3. The VK-WSA catalysts have been developed by Topsøe specifi cally for the conversion of SO2 into SO3 in the presence of water vapour. For decades, Topsøe has delivered breakthrough developments in sulphuric acid catalyst technology ensuring high catalyst activity and low pressure drop.
The box diagram above illustrates the various steps in the WSA process.
The Topsøe WSA technology has been industrially applied since 1980. With reference plants worldwide and within a wide range of different industries, the WSA process has fully proven its operational benefi ts and diversity. This was further confi rmed by the European Commission’s nomination of WSA as the “Best Available Technique for the Manufacture of Large Quantity Inorganic Chemicals” in December 2006.
The process
A proven technology

3D view of an installed WSA plant treating acid gas.
SCR DeNOxTo avoid NOx emission when handling feedstocks containing nitrogen compounds, an SCR DeNOx system (Selective Catalytic Reduction) may be installed as part of the WSA plant. During combustion the nitrogen compounds may form NOX, which is then reduced by means of ammonia over the Topsøe DNX® catalyst. SCR operates at the SO2 conversion temperature and is conveniently installed upstream the SO2 converter.
SNOXTM
SNOX™ is a power plant application for large fl ow volumes combining WSA with SCR DeNOx for removal of SO2, SO3, NOX and particulates. SNOX™ is particularly suitable for fl ue gases with high sulphur content, eg from combustion of petroleum coke and heavy residual oil fractions. The unique features of the SNOX™ process together with low operating costs make high sulphur fuels very attractive for heat and power generation.
Technologies combined with WSA
SO2 converter
Condenser
Combustor and waste heat boiler (WHB)
Acid system

Since 1940, Topsøe has specialised in heterogeneous catalysis, process development and engineering. A continuous focus on research and development has ensured that Topsøe’s technologies and catalysts remain top of class. The many different types of process plants supplied by Topsøe promote synergy and give our clients the benefi t from the experience gained from these plants.
Topsøe’s product portfolio ranges from catalyst production and sales, licensing and engineering of proprietary catalytic processing units to in-house process development, project management and technical service. Proprietary knowledge ofall these fi elds ensures clients a competent business partner.
The Topsøe business portfolioThe fi rm commitment to catalysis and process technology has strengthened Topsøe’s position in a wide range of additional business areas: Development and supply of catalysts and technologies for the production of ammonia, methanol and other petrochemicals, for gas conversion, oil refi ning and for emission control for the power and automotive industry.
Working with Topsøe, clients will benefi t not only from our long-term knowledge of sulphur related processes, but also from a broad portfolio of other technologies and catalysts:
- hydroprocessing and hydrogen production in the refi ning and petrochemical industry
- ammonia, methanol, DME, substitute natural gas (SNG) and coal to liquid (CTL) in coal based industries
For a WSA project, Topsøe can offer several project implementation models in order to meet clients’ particular needs. Topsøe’s scope of supply can comprise a basic engineering package, license, catalyst and proprietary equipment and materials and advisory services.
The supply from Topsøe can also be extended with a more comprehensive engineering package and supply of all equipment and materials within the WSA plant.
After start-up of the WSA plant, the Topsøe technical service team is ready to provide clients with professional advisory services to ensure safe, reliable and effi cient plant operation. The Topsøe business model is unique, integrating all aspects from fundamental knowledge to industrial operation. This model promotes state-of-the-art technologies and ensures optimum performance of the Topsøe WSA plant. By choosing Topsøe, clients will be guaranteed a competent and reliable partner for today and for the future.
A long lasting partnership combining knowledge with business
Your technology partner The Topsøe scope of supply

Haldor Topsøe A/S - Nymøllevej 55 - 2800 Kgs. Lyngby - DenmarkTel. +45 4527 2000 - Fax. +45 4527 9999 - www.topsoe.com
The information and recommendations have been prepared by Topsøe specialists having a thorough knowledge of the catalysts. However, any operation instructions should be considered to be of a general nature and we cannot assume any liability for upsets or damage of the customer’s plants or personnel. Nothing herein is to be construed as recommending any practice or any product in violation of any patent, law or regulation.