
歯車の強度 - ecs.shimane-u.ac.jpshutingli/MDE9.pdf · 1....
74
歯車の破損パターン 及び強度計算法 歯車の強度
Transcript of 歯車の強度 - ecs.shimane-u.ac.jpshutingli/MDE9.pdf · 1....

歯車の破損パターン及び強度計算法
歯車の強度

1.歯車がかみあう時の応力分布状態
歯接触部の
応力集中
光弾性試験による応力分布測定結果
歯面接触破損
ピッチング
(Pitting)
スポーリング
(Spalling)
歯元隅肉部
の応力集中
歯元折れ破損
歯先滑り
率が高い
スコーリング(Scoring)
(焼付き)
出典:歯車の研究 、成瀬政男 (著)、出版社: 養賢堂 (1960)

1. 歯元割れ破損(厚肉平歯車の場合)
2.歯車の歯元割れ
2. 歯元割れ破損(薄肉リムを持つ平歯車の場合)
薄肉リム
出典:D. G. Lewicki, Effect of speed (centrifugal load) on gear crack propagation direction, MPT2001-Fukuoka, Vol. 2, (2001) 518-523.
出典:技術資料 歯車強さ設計資料、日本機械学会(著)1999年

3. 内平歯車の歯元割れ
けい光磁粉探傷図
出典:技術資料 歯車強さ設計資料、日本機械学会(著)1999年

特徴:ピンチン円付近の歯面に多くの小さい穴
3.歯車の歯面接触破損1. 歯面ピチング(Pitting)
出典:技術資料 歯車強さ設計資料、日本機械学会(著)1999年
出典:歯車の研究 、成瀬政男 (著)、出版社: 養賢堂 (1960)

2. 歯面スポーリング
特徴:歯面に大きな剥離が発生(大きな穴)
Spall fatigue of pinion tooth (Spiral Bevel Gear)
スパイラルベベルギアの歯面スポーリング
Spall fatigue of the spur pinion tooth

特徴:歯先・歯元に溶融状態
別名:焼付き、溶融; 英文:Scoring
3.歯車の歯先スコーリング:
出典:技術資料 歯車強さ設計資料、日本機械学会(著)1999年
4.その他の破損パターン:
歯面電蝕

5. 正常摩耗と非正常摩耗の区別
正常摩耗 非正常摩耗
潤滑不良の可能性が大
出典:技術資料 歯車強さ設計資料、日本機械学会(著)1999年

4.歯車の破損モードと強度計算項目
強度類別 破損モード 破損個所 計算項目
曲げ強度(歯元)
歯元割れ 歯元曲げ応力の計算
接触強度(歯面)
歯面ピッチング ピッチ円付近接触応力の計算
歯面スポーリング 歯面中央部
歯面スコーリング 歯先・歯元 PVT値の計算
異常歯面破損 歯面 油膜比の計算

5.歯車を設計する時の強度計算項目
① 歯元曲げ応力の計算
② 歯面接触応力の計算(ピッチ点付近)
③ 歯先・歯元の高温溶着強度の計算(Scoring強度) (Flash TemperatureやPVT値の計算)
④ 油膜厚さと歯面粗さの関係チェック(油膜比の計算)
1と2のみを計算すればよいこと。
詳細的な場合:
一般の場合:
1~4をすべて計算する必要となる。
強度計算項目:
𝜎𝐹𝑙𝑖𝑚:許容曲げ応力
𝑆𝐹, 𝑆𝐻:安全係数
𝜎𝐹 ≤𝜎𝐹𝑙𝑖𝑚𝑆𝐹
𝜎𝐻𝑙𝑖𝑚:許容ヘルツ応力
𝜎𝐻 ≤𝜎𝐻𝑙𝑖𝑚𝑆𝐻
Shimane University, Machine Design Lab. 2017/3

𝐹𝑁:作用線に沿う一対の歯車のかみ合い荷重;𝐹𝑃: ピッチ円の円周方向に沿う𝐹𝑁の分力;𝐹𝑆: 半径方向に沿う𝐹𝑁の分力;𝑇: 歯車の伝達トルク;𝑟𝑔:歯車の基礎円半径;
𝛼: 歯車のピッチ点における圧力角度。
(1)
(2)
(3)
6.歯車に働く力
FS
FP
𝐹𝑁 =𝑇
𝑟𝑔
𝐹𝑆 = 𝐹𝑁 sin𝛼
𝐹𝑃 = 𝐹𝑁 cos 𝛼
Shimane University, Machine Design Lab. 2017/3

歯車のかみあいは作用線上に沿って行われている。即ち、一対の歯車の歯のかみあい始めとかみあい終わりのすべての過程において、歯のかみあい点(歯の接触点)は作用線上に沿って移動し、かみ合い過程を完成させている。
7.歯のかみあいと作用線について
歯の接触荷重の方向は作用線上に沿っている。
Shimane University, Machine Design Lab. 2017/3

歯元割れ強度の計算
F
引張り側応力
片持ちはりモデル
(歯車強度計算の理論基礎)
8.歯車の曲げ強度の計算
Shimane University, Machine Design Lab. 2017/3
ここから歯元が割れる
歯面荷重

図1 歯車の危険断面と応力
歯車の危険断面:歯元隅肉部30度接線の断面
(曲げ応力)
(圧縮応力)
(せん断応力)
曲げ応力計算式の導き:(材料力学)
𝐼𝑍:断面二次モーメント𝑀:曲げモーメント
𝜎𝑏 =𝑀
𝐼𝑍𝑦
𝑀 = 𝐹𝑁 cos 𝛼𝑛𝐹 × 𝑙′′
𝑦 =𝑆
2𝐼𝑍 =
1
12𝑏𝑆3
𝛼𝑏 =𝐹𝑁 cos 𝛼𝑛𝐹𝑙′′
𝑏𝑆2/6
(1) 歯面荷重による歯の応力分析
Shimane University, Machine Design Lab. 2017/3

歯車の危険断面:歯元隅肉部30度接線の断面
(𝒀𝑭:歯形係数)
(𝒃:歯幅; 𝒎:モジュール)
歯元曲げ応力𝝈𝑭計算の日本機械学会式:
(𝒓𝟎:かみあいピッチ円半径)
𝑦=𝑆
2𝑌𝐹 =
6𝑙𝑚
𝑆2
𝜎𝐹 =𝐹0
𝑏𝑚 cos𝛼𝑏𝑌𝐹
𝑀 = 𝐹0′ × 𝑙′ 𝐼𝑍 =
1
12𝑏𝑆3 𝑙 = cos 𝛼𝑛𝐹 × 𝑙′
𝜎𝐹 =𝑀
𝐼𝑍𝑦 =
𝐹0′𝑙′
𝑏𝑆2/6
𝐹0 = 𝑇/𝑟0
𝐹𝑁 = 𝐹0/ cos 𝛼𝑏
𝐹0′ = 𝐹𝑁 cos 𝛼𝑛𝐹 =
𝐹0cos 𝛼𝑏
cos 𝛼𝑛𝐹
(2) 歯元曲げ強度計算の日本歯車工業会の式
Shimane University, Machine Design Lab. 2017/3
(JGMA 401-01平歯車及びはすば歯車の曲げ強さ計算式)

歯形係数:
相当平歯車歯数𝑍𝑉
歯形係数𝑌𝐹
(3) 歯形係数図表
Y =6𝑙𝑚
𝑆2
出典:KG Gears CatalogueShimane University, Machine Design Lab. 2017/3

𝑌𝜀 : 荷重分配係数;
𝐾𝛽 : 切欠き係数;
𝐾𝑂 : トルク変動・負荷の種類を考慮した使用係数;
𝐾𝑉 : 動荷重係数
𝐾𝐿 : 歯の片当たり係数
補正後の歯元曲げ応力計算の日本機械学会式:
補正係数:
(1)𝜎𝐹 =𝐹0
𝑏𝑚 cos 𝛼𝑏𝑌𝐹 × 𝑌𝜀 × 𝐾𝛽 ×
𝐾𝑉𝐾𝑂𝐾𝐿𝐾𝐹𝑋
各係数の求め方は「JGMA 401-01平歯車及びはすば歯車の曲げ強さ計算式」を参照。
(4) 歯元曲げ応力計算式の補正
Shimane University, Machine Design Lab. 2017/3

(5) 歯車の曲げ強度の評価
𝜎𝐹𝑙𝑖𝑚 : 許容曲げ応力
𝑆𝐹 : 安全係数
(1’)
𝜎𝐹 ≤𝜎𝐹𝑙𝑖𝑚𝑆𝐹
𝜎𝐹 =𝐹0
𝑏𝑚 cos 𝛼𝑏𝑌𝐹 × 𝑌𝜀 × 𝐾𝛽 ×
𝐾𝑉𝐾𝑂𝐾𝐿𝐾𝐹𝑋
≤𝜎𝐹𝑙𝑖𝑚𝑆𝐹
Shimane University, Machine Design Lab. 2017/3

9.歯車の歯面接触強度計算
ピッチ点付近におけるピッチングや歯面のスポーリング
• フレッチング(Fretting)
(微小振動で往復摩擦)
• フレーキング(Flaking)
• ピッチング(Pitting)
• スポーリング(Spalling)
• スコーリング(Scoring) (焼付き)
Shimane University, Machine Design Lab. 2017/3
歯面荷重

(1) ヘルツ(Hertz)の接触応力の計算式
0.78𝒃𝑯
最大せん断応力位置
R1
R2
F
F
R1
R2
F
F
2bH
接触応力の分布:
最大接触応力σmax: 接触半幅:
最大せん断応力τmax:
Hb2
最大接触応力と接触半幅の関係:
b=円筒幅
𝜎𝑚𝑎𝑥 =1
𝜋
𝐹
𝑏
1𝑅1
+1𝑅2
1 − 𝑉12
𝐸1+1 − 𝑉2
2
𝐸2
𝑏𝐻 =4
𝜋
𝐹
𝑏
1 − 𝑉12
𝐸1+1 − 𝑉2
2
𝐸21𝑅1
+1𝑅2
𝜎𝑚𝑎𝑥 =2
𝜋𝑏𝐻
𝐹
𝑏
𝜎 = −𝜎𝑚𝑎𝑥 1 −𝑦2
𝑏𝐻2 𝜏𝑚𝑎𝑥 =𝜎𝑦 − 𝜎𝑧
2= 0.295𝜎𝑚𝑎𝑥
Shimane University, Machine Design Lab. 2017/3

(2) 歯車歯面の接触応力及び強度計算
歯車の場合には、ピッチ点における接触応力を計算して、接触強度を評価するようにしている。
ピッチ円における歯車1と2の曲率半径(𝑅1と𝑅2):
ピッチ円における作用線上の荷重FN:
歯面接触応力の計算式:
(b=歯車の歯幅)𝜎𝐻 =2
𝜋𝑏𝐻
𝐹𝑁𝑏
𝑏𝐻 =4𝐹𝑁𝜋𝑏
1 − 𝑉12
𝐸1+1 − 𝑉2
2
𝐸2
𝑅1𝑅2𝑅1 + 𝑅2
𝑅1 =𝑑012
sin𝛼𝑏 𝑅2 =𝑑022
sin𝛼𝑏
(𝑟0:ピッチ円半径)
𝐹0 = 𝑇/𝑟0 𝐹𝑁 = 𝐹0/ cos 𝛼𝑏 𝐹𝑁 =𝑇
𝑟0cos 𝛼𝑏
Shimane University, Machine Design Lab. 2017/3

(3) 歯車接触応力の補正(日本歯車工業会の式)
𝑍𝐻:領域係数;
𝑍𝑀:材料定数係数;
𝑍𝜀:かみあい率数;
𝑍𝛽:ねじれ角係数;
𝑍𝐿:潤滑油係数;
𝑍𝑅:粗さ係数;
𝑍𝑉:潤滑速度係数;
𝑍𝑊:硬さ比係数
𝐾𝐻𝐿:寿命係数;
𝐾𝐻𝑋:寸法係数;
𝐾𝐻𝛽:歯筋荷重分布係数;
𝐾𝑉:動荷重係数;
𝐾𝑜:過負荷係数;
𝑆𝐻:ピッチング破損の安全率;
各係数の求め方は「JGMA 402-01平歯車及びはすば歯車の歯面強さ計算式」を参照。
補正後の歯面接触応力計算式:
補正係数:
𝑖=減速比;
±:+符号は外歯車どうし、-符号は外・内歯車のかみあいに用いる
(2)𝜎𝐻 =𝐹𝑁
𝑑01𝑏𝐻
𝑖 ± 1
𝑖
𝑍𝐻𝑍𝑀𝑍𝜀𝑍𝛽
𝐾𝐻𝐿𝑍𝐿𝑍𝑅𝑍𝑉𝑍𝑊𝐾𝐻𝑋𝐾𝐻𝛽𝐾𝑉𝐾0𝑆𝐻
Shimane University, Machine Design Lab. 2017/3
(JGMA 402-01平歯車及びはすば歯車の歯面強さ計算式)

(4) 歯車の歯面接触強度の評価
𝜎𝐻𝑙𝑖𝑚 ∶許容ヘルツ応力
(2’)𝜎𝐻 =𝐹𝑁
𝑑01𝑏𝐻
𝑖 ± 1
𝑖
𝑍𝐻𝑍𝑀𝑍𝜀𝑍𝛽
𝐾𝐻𝐿𝑍𝐿𝑍𝑅𝑍𝑉𝑍𝑊𝐾𝐻𝑋𝐾𝐻𝛽𝐾𝑉𝐾0𝑆𝐻 ≤
𝜎𝐻𝑙𝑖𝑚𝑆𝐹
𝜎𝐻 ≤ 𝜎𝐻𝑙𝑖𝑚
Shimane University, Machine Design Lab. 2017/3

10. 高温溶着強度の計算
歯先、歯元の高温溶着強度の評価(Scoring Strength)
PV or PVT値<許容値
作用線
ピッチ点
歯先・歯元かみ合い点
P:かみあい点(例えば、歯先)の接触応力;V:かみあい点における相対滑り速度;T:作用線上、ピッチ点からかみ合い点までの距離
PVT値をscoring
factorと呼んでいる。
Shimane University, Machine Design Lab. 2017/3

PVT値の計算式及びPVT値の判断基準
大歯車歯先のPVT値の計算式:
小歯車歯先のPVT値の計算式:
P1, P2及びρ1とρ2の計算及びPVT値の判断基準は、次の本を参照のこと:
Darle W. Dudley, Handbook of Practical Gear Design, pp.2.26-2.28,McGraw-Hill Book Company
成瀬政男、歯車の研究、養賢堂発行、1960, pp.244-246
n1=小歯車の回転数; α=ピッチ点の圧力角度;r01, r02=それぞれ小歯車と大歯車のピッチ円の半径;P1, P2=それぞれ小歯車と大歯車の歯先に作用される接触応力;ρ1, ρ2=それぞれ小歯車と大歯車の歯先における曲率半径;
𝑃𝑉𝑇1 =𝜋𝑛1360
1 +𝑍1𝑍2
𝜌1 − 𝑟01 sin 𝛼2𝑃1
𝑃𝑉𝑇2 =𝜋𝑛1360
1 +𝑍1𝑍2
𝜌2 − 𝑟02 sin 𝛼2𝑃2
Shimane University, Machine Design Lab. 2017/3

11.油膜厚さと歯面粗さの関係チェック
(𝜌1, 𝜌2 : かいあい点での曲率半径)
ここで、𝐸1, 𝐸2:縦弾性係数𝑉1, 𝑉2:ポアソン比)
(潤滑油粘度)
(𝑉1, 𝑉2 : かいあい点での速度)
平歯車歯面間の最小油膜厚さhmin (弾性流体潤滑理論)
ℎ𝑚𝑖𝑛 = 2.65𝑅𝜂0𝑈
𝐸′𝑅
0.7
𝛼𝐸′ 0.54𝐹𝑁𝐸′𝑅𝑏
−0.13
𝐸′ = 21 − 𝑉1
2
𝐸1+1 − 𝑉2
2
𝐸2
−1
𝜂 = 𝜂0𝑒𝑎𝑝
𝑅 =𝜌1𝜌2
𝜌1 + 𝜌2
𝑈 = (𝑉1 + 𝑉2)/2
Shimane University, Machine Design Lab. 2017/3

𝜎 = 𝜎12 + 𝜎2
2:合成粗さ
油膜比Λ:
𝜎1, 𝜎2:各表面の自乗平均平方根粗さ
∧> 3 「油膜形成が十分で、潤滑不良による歯面破損の可能性小」
∧< 1 「油膜形成が不十分で、潤滑不良による歯面破損の可能性大」
油膜厚比Λの計算
判定:
∧=ℎ𝑚𝑖𝑛
𝜎12 + 𝜎2
2=ℎ𝑚𝑖𝑛
𝜎
𝜎𝑖 =1
𝑙𝑟න0
𝑙𝑟
𝑍2 𝑥 𝑑𝑥 (𝑖 = 1,2)
Shimane University, Machine Design Lab. 2017/3

有限要素法による歯車強度の
高精度解析法
Shimane University, Machine Design Lab. 2017/3

kk'
Wid
th
k
0
Y0
0
X0
Geometric
contact point
Line of action
Parallel Line
Pair of assumed
contact points
P
P
(面接触モデル+FEM+線型計画法)
PXFe
ZIYIeFS
XXXXZ
nn
T
nnnnnn
1
121
}{}{
}{}']{[}]{[}{]]{[
:
......
:
制約条件
目的関数 [ S ]=[ aij(1) +aij(2) ]
{ε}={ε1,ε2,…,εk,…,εn}
P =作用線方向の総荷重
{F}={F1, F2, …, Fk,…, Fn}
既知:
未知: 各接触点対間の歯面荷重
δ:作用線方向の総たわみ量
接触点対のたわみ影響係数
接触点対間の隙間
Wid
th
Plane of action
Geometric contact line
Reference faceReference line
Reference point
k
(線型計画法)
(面接触モデル)
(1) 面接触モデルとFEMによる歯車の強度解析
Shimane University, Machine Design Lab. 2017/3

0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2
誤差・ 歯形修整のな い場合の歯面接触応力(MPa)
歯幅 (mm)
接触
領域
(m
m)
1575 -- 1800 1350 -- 1575 1125 -- 1350 900.0 -- 1125 675.0 -- 900.0 450.0 -- 675.0 225.0 -- 450.0 0 -- 225.0
誤差・修整のない場合の歯面接触応力の詳細分布
(2) 一対の理想平歯車の歯面接触応力解析
XY
X
Y
Shimane University, Machine Design Lab. 2017/3

(3) 加工誤差を持つ平歯車の歯面接触応力の解析
0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2
ホブ切り さ れた歯車の歯面接触応力 (MPa)(加工 誤差を考慮し た場合の歯面接触応力)
歯幅 (mm)
接触
領域
(m
m)
2100 -- 2400 1800 -- 2100 1500 -- 1800 1200 -- 1500 900.0 -- 1200 600.0 -- 900.0 300.0 -- 600.0 0 -- 300.0
歯面接触応力の詳細分布
5 10 15 20 25 30 35
5
10
15
20
25
30
35
0
5
10
15
20
25
MEmax=23μm
Hob-cut gear
Root
Tip
Sha
pe d
evia
tion
μm
Mea
sure
ment p
oints w
ithin
profile
Measurement points within lead
歯形誤差の様子
ホブ切り歯車の歯面三次元誤差Shimane University, Machine Design Lab. 2017/3

0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2
歯車作用面内にMisalignment誤差を持つ時の歯面接触応力(MPa)
歯幅 (mm)
接触
領域
(m
m)
1750 -- 2000 1500 -- 1750 1250 -- 1500 1000 -- 1250 750.0 -- 1000 500.0 -- 750.0 250.0 -- 500.0 0 -- 250.0
(4) 組立誤差を有する平歯車の歯面接触応力解析
歯面接触応力の詳細分布 作用面にミスアライメント誤差がある時に歯の様子
Misalignment error
Plane of action
Shimane University, Machine Design Lab. 2017/3

(5) 歯筋クラウニングを実施した平歯車の歯面接触応力解析
0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2
歯筋ク ランリ ング し た場合の歯面接触応力 (MPa)
歯幅 (mm)
接触
領域
(m
m)
1925 -- 2200 1650 -- 1925 1375 -- 1650 1100 -- 1375 825.0 -- 1100 550.0 -- 825.0 275.0 -- 550.0 0 -- 275.0
歯面接触応力の詳細分布 クラウニング修整
Shimane University, Machine Design Lab. 2017/3

2.4E2
2.4E2
4.8E2
4.8E2
7.2E2
7.2E2
9.6E2
9.6E2
1.2E3
1.2E3
1.4E31.4E3
1.7E3
1.9E3
1.9E3
2.2E3
0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2
Geometrical contact line
Case 4: Machining error
Conta
ct w
dith m
m
Contact stesss (MAX)=2223MPaPosition: X=9.714, Y=-0.039
Face width mm
2.2E2
4.4E2
6.6E28.8E2 1.1E3
1.3E3
1.5E3
1.8E32E3
0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2 Tooth contact length = 2a
Geometrical contact line
Contact stress (MAX)=2064MPa
Conta
ct
wdith
mm
Case 5: Crown=15μm
Face width mm
2.4E2
4.8E27.2E2
9.6E2
1.2E3
1.4E3
1.7E31.9E3
2.2E3
0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2
Geometrical contact line
Contact stress (MAX)=2378MPaPosition: X=5.714, Y=-0.039
Case 6: (Case 2 + Case 4 + Case 5)
Conta
ct
wdith
mm
Face width mm
(6) 組立誤差、加工誤差と歯筋修整を総合的に考慮した場合の歯面接触応力
項目 接触応力(MPa)
倍数
誤差なし 1650 1
組立誤差 1918 1.16
加工誤差 2223 1.35
歯筋修整 2064 1.25
総合影響 2378 1.44
1.8E2
1.8E2
3.6E2
3.6E2
5.4E2
5.4E2
7.2E2
7.2E2
9E2
9E2
1.1E3
1.1E3
1.3E3
1.3E3
1.4E3
1.4E3
1.6E3
0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2Outer limit
Geometrical contact line
Contact stress (MAX)=1650
Case 1: No error & modification
Conta
ct
wdith
mm
Face width mm
2E2
2E2
4E2
4E2
6E2
6E2
8E2
8E2
1E3
1E3
1.2E3
1.2E3
1.4E31.6E3
1.8E3
0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2
Geometrical contact lineConta
ct
wdith m
m
Contact stress (MAX)=1918MPa
Case 2: Misalignment error=0.04 degrees (on the plane of action)
Face width mm
誤差なし
総合影響歯筋修整
加工誤差組立誤差
Shimane University, Machine Design Lab. 2017/3

0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Tooth profile modification=6μm
Geometric contact line
Tooth 2
Tooth longitudinal dimension mm
Con
tact
wid
th m
m
175.0 -- 200.0 150.0 -- 175.0 125.0 -- 150.0 100.0 -- 125.0 75.00 -- 100.0 50.00 -- 75.00 25.00 -- 50.00 0 -- 25.00
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Geometric contact line
Tooth 1Tooth profile modification=6μm
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
437.5 -- 500.0 375.0 -- 437.5 312.5 -- 375.0 250.0 -- 312.5 187.5 -- 250.0 125.0 -- 187.5 62.50 -- 125.0 0 -- 62.50
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Ideal gears & Tooth 1
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
393.8 -- 450.0 337.5 -- 393.8 281.3 -- 337.5 225.0 -- 281.3 168.8 -- 225.0 112.5 -- 168.8 56.25 -- 112.5 0 -- 56.25
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Ideal gears & Tooth 2
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
210.0 -- 240.0 180.0 -- 210.0 150.0 -- 180.0 120.0 -- 150.0 90.00 -- 120.0 60.00 -- 90.00 30.00 -- 60.00 0 -- 30.00
(7) 歯形修整を持つ平歯車の歯面接触応力
Shimane University, Machine Design Lab. 2017/3

0 2 4 6 8 10 12
0.2
0.1
0.0
-0.1
-0.2
Lead reliving=12um
歯幅 (mm)
接触
領域
(m
m)
1750 -- 2000 1500 -- 1750 1250 -- 1500 1000 -- 1250 750.0 -- 1000 500.0 -- 750.0 250.0 -- 500.0 0 -- 250.0
歯面接触応力の詳細分布
0 2 4 6 8 10 12
0.000
0.002
0.004
0.006
0.008
0.010
0.012
0.014
Qua
ntity
of lea
d re
livin
g (m
m)
Face width (mm)
歯筋レリービング曲線
(8) 歯筋レーリビングを実施した平歯車の歯面接触応力解析
(歯筋中央部直線)
エッジロードの発生
Shimane University, Machine Design Lab. 2017/3

(9) 歯筋レーリビングによるエッジロード現象
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Edge loadEdge load
Tooth 1Relieving length=10mm
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
525.0 -- 600.0 450.0 -- 525.0 375.0 -- 450.0 300.0 -- 375.0 225.0 -- 300.0 150.0 -- 225.0 75.00 -- 150.0 0 -- 75.00
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Ideal gears & Tooth 1
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
393.8 -- 450.0 337.5 -- 393.8 281.3 -- 337.5 225.0 -- 281.3 168.8 -- 225.0 112.5 -- 168.8 56.25 -- 112.5 0 -- 56.25
レーリビングのない場合 レーリビングのある場合
歯筋レーリビング修整前後の歯面接触応力の比較
エッジロード
修整量=15μ
Shimane University, Machine Design Lab. 2017/3

(10) 歯筋レーリビングによるエッジロードの低減
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08
Edge loadEdge load
Tooth 1Relieving length=10mm
Tooth longitudinal dimension mm
Co
nta
ct w
idth
m
m
525.0 -- 600.0 450.0 -- 525.0 375.0 -- 450.0 300.0 -- 375.0 225.0 -- 300.0 150.0 -- 225.0 75.00 -- 150.0 0 -- 75.00
直線で歯筋レーリビングの場合(M
odifi
ed Q
uant
ity)
Face width
Arc
Arc
Straight line
Q
End relief (1) End relief (2) Crowning
0 5 10 15 20 25 30 35 40
0.08
0.06
0.04
0.02
0.00
-0.02
-0.04
-0.06
-0.08Geometric contact line
Tooth 1Crowning=5μm
Tooth longitudinal dimension mm
Con
tact
wid
th
mm
525.0 -- 600.0 450.0 -- 525.0 375.0 -- 450.0 300.0 -- 375.0 225.0 -- 300.0 150.0 -- 225.0 75.00 -- 150.0 0 -- 75.00
エッジロードを無くすレーリビング法
(直線+円弧法)
Shimane University, Machine Design Lab. 2017/3

165φ215
123
Internal gear
Planetary gear
FEM model for LTCA
(11) 不等歯幅の歯のかみあいによるエッジロード現象
Shimane University, Machine Design Lab. 2017/3

0 1 2 3 4 5 6 7 8 9
0.3
0.2
0.1
0.0
-0.1
-0.2
-0.3
Contact stresses on tooth surfaceof internal gearZ3 ( Unit: MPa)
Longitudinal dimension of the face width ( mm)
Con
tact w
idth
(m
m)
1225 -- 1400 1050 -- 1225 875.0 -- 1050 700.0 -- 875.0 525.0 -- 700.0 350.0 -- 525.0 175.0 -- 350.0 0 -- 175.0
0 2 4 6 8 10 12 14 16 18 200
20
40
60
80
100
120
140
160
180
200
Root bending stresses of the planetary gear
Roo
t ben
ding
stres
ses (
MPa)
Longitudinal dimension of the face width ( mm)
Contact stresses on
internal gear tooth surfaceRoot stress distribution
along planetary gear longitude
Planetary gear
toothPlanetary gear
tooth
Internal gear
tooth
Internal gear
tooth
(12) 不等歯幅の歯車の歯面接触応力及び歯元曲げ応力
Shimane University, Machine Design Lab. 2017/3

歯車装置に対する運転性能要求
1. 振動
2. 騒音
3. 効率(起動効率、運動効率)
4. ヒステリシス特性
5. 無負荷ランニングトルク
6. 主軸受モーメント剛性
7. 使用温度

1.歯車振動について
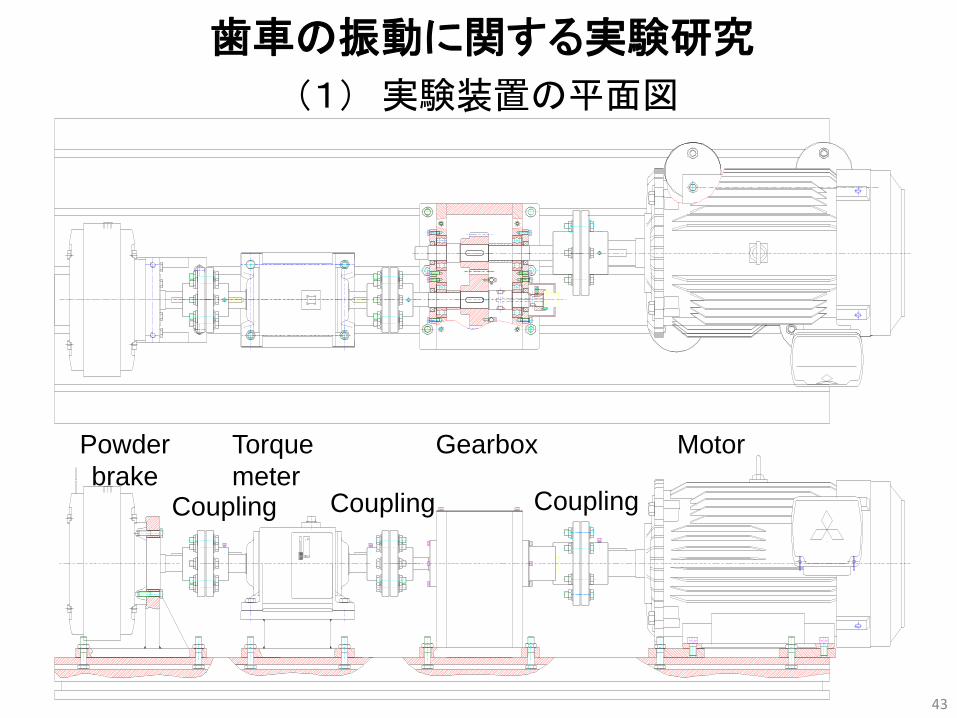
MotorGearboxTorque
meter
Powder
brakeCoupling Coupling Coupling
(1) 実験装置の平面図
歯車の振動に関する実験研究
43

(2) 実験装置の全体写真
44

型式:ASPB-A-200(共和電業)
加速度センサー:
(3) 加速計の取り付け方
Ch1
Ch2
45

(4) 振動信号の計測
アンプ A/D変換 記録装置
コード
スリップリング
小野測器Dr-7100
信号解析
46

0 . 0 0 0 . 0 2 0 . 0 4 0 . 0 6 0 . 0 8 0 . 1 0
- 4 0 0
- 3 0 0
- 2 0 0
- 1 0 0
0
1 0 0
2 0 0
3 0 0
4 0 0S p e e d = 3 0 0 0 r p m C H 1
Ge
ar
a
cc
ele
ra
tio
n m
/s
2
T i m e t S e c .
0 . 0 0 0 . 0 2 0 . 0 4 0 . 0 6 0 . 0 8 0 . 1 0
- 4 0 0
- 3 0 0
- 2 0 0
- 1 0 0
0
1 0 0
2 0 0
3 0 0
4 0 0 S p e e d = 3 0 0 0 r p m
T i m e t S e c .
Ge
ar
a
cc
ele
ra
tio
n m
/s
2
C H 2
0 . 0 0 0 . 0 2 0 . 0 4 0 . 0 6 0 . 0 8 0 . 1 0
- 4 0 0
- 3 0 0
- 2 0 0
- 1 0 0
0
1 0 0
2 0 0
3 0 0
4 0 0S p e e d = 3 0 0 0 r p m
T im e t S e c .
Ge
ar
ac
ce
lera
tio
n
m/
s2
(C H 1 + C H 2 ) / 2
(5) 振動波形測定及びその処理
47

(6) 両振幅と回転数との関係
1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000
100
150
200
250
300
350
400
450
500
1700
2465
Torque=50Nm
2650
23502200
1300
Am
plitud
e of
acc
eler
atio
n m
/s2
Motor speed min-1
48

(7) 歯のかみあい周波数の定義及びキャンベル線図
厚肉歯車の振動加速度のCampbell diagrams
歯のかみあい周波数の計算:𝑭𝒁 =𝒏𝒁
𝟔𝟎ここで、𝑛=歯車の回転数; 𝑍=歯車の歯数)

5Fz 6Fz 7Fz 8Fz 9Fz 10F
z
非整数次振動成分 歯車加工誤差によるものである
F
z
2Fz 3Fz 4Fz
4.2Fz 5.4F
z
6.3F
z
2275[rpm
]
4500[Hz
]
(8) 振動加速度波形の周波数分析
𝐹𝑧 = 𝑧 ×𝑛
60𝑧:歯数; 𝑛:回転数
50

Fo
s
2Fos 3FosFis
出力軸回転周波数(Fos)
入力軸回転周波数(Fis)
理論解析結果と一致
69[Hz]
[N m
]
(9)出力軸のトルク波形の周波数成分
51

厚肉歯車の振動=歯の曲げ変形による振動
振動の発生原因:(1)バネ定数の変化(歯の同時かみあい枚数の変化によるもの)
(2)歯のかみあい衝撃力(歯車の加工・組立誤差によるもの)
0.0030 0.0035 0.0040 0.0045 0.0050 0.0055 0.0060
5.00E+008M
esh
sti
ffness
(N
/m
)
Rotational time (Sec.)
曲げたわみ
接触変形
K 𝑡, 𝑥 :かみあい剛性
(1)厚肉歯車の振動解析
歯車の振動に関する理論研究
一対の歯車の振動解析用モデル52

M
M
m
G2
K
C
S2
S2
XG2 XL
K
C
b2
b2
K
C
g(t)
g(t)
eMG1
XG1
K
C
S1
S1
K
C
b1
b1
Xm
F m F L
(歯車1) (歯車2)
ML(モータ) (負荷装置)
換算等価質量モデル
歯車かみあい剛性
ベアリング支持剛性
軸のねじれ剛性
𝑀𝑚 =𝐽𝑚
𝑟𝐺12, 𝑀𝐺1 =
𝐽𝐺1
𝑟𝐺12,
𝑀𝐺2 =𝐽𝐺2
𝑟𝐺22, 𝑀𝐿 =
𝐽𝐿
𝑟𝐺22
換算した等価質量
𝐾𝑠1 =𝐾1
𝑟𝐺12, 𝐾𝑠2 =
𝐾2
𝑟𝐺22
換算した軸のねじれ剛性
𝑟𝐺1, 𝑟𝐺2:歯車の基礎円半径
歯車加工誤差
(2)歯車振動試験機のモデリング
53

0
0.2
0.4
0.6
0.8
1
1.2
0 0.2 0.4 0.6 0.8 1To
oth
me
sh s
tiff
ne
ss [
N/m
]Engagement postion of a tooth
[×1
0^9]
Double pair tooth contact
Single pair tooth contact
歯車かみあい剛性軸のねじれ剛性
ベアリング支持剛性慣性モーメント
(3)イナーシャ、歯のかみあい剛性などの計算
54

(4)固有振動数と振動モードの解析結果
Mm MG1 MG2 ML
+1
-1
0
ML
Mm MG1 MG2 ML
+1
-1
0
Mm
Mm MG1 MG2 ML
+1
-1
0
MG1MG2
Mm MG2 ML
+1
-1
0
MG2
MG1
MG1
(a) The first mode:
67.6Hz
(b) The second mode:
124Hz
(c) The third mode:
1154Hz
(d) The fourth mode:
2713Hz55

(5)歯車精度が振動加速度に及ぼす影響
0.020 0.025 0.030 0.035 0.040
-400
-300
-200
-100
0
100
200
300
400 No errors Profile errors only
Speed=1700rpm
Gea
r ac
cele
ratio
n
m/s
2Time Sec.
0.020 0.025 0.030 0.035 0.040
-400
-300
-200
-100
0
100
200
300
400 No errors Pitch errors only
Speed=1700rpm
Gea
r ac
cele
ration
m
/s2
Time Sec.
0.020 0.025 0.030 0.035 0.040
-400
-300
-200
-100
0
100
200
300
400 No errors Profile & pitch errors
Speed=1700rpm
Gea
r ac
cele
ration
m
/s2
Time Sec.
歯形誤差のみの影響
ピッチ誤差のみの影響
歯形とピッチ誤差の影響
56

(6)2次元周波数成分の比較
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 100000
5
10
15
20
25
30
35
40
12Fz10Fz
8Fz
6Fz
5Fz
4Fz
3Fz
2Fz
Am
plitu
de m
/s2
Frequency Hz
No errors Profile errors only
Fz
Speed=2000min-1
歯形誤差のみの影響
0 1000 2000 3000 4000 5000 6000 7000 8000 9000 100000
5
10
15
20
25
30
35
40
11Fz9Fz7Fz
6Fz
5Fz
4Fz
3Fz
2FzA
mpl
itude
m
/s2
Frequency Hz
No errors Pitch errors only
Non-integer-multiple components
Fz
Speed=2000min-1
ピッチ誤差のみの影響
57

(7)歯車精度が動荷重係数に及ぼす影響
1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 30001.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
16502750
2750
200016501350
1350
2750
20001650
275020001350
No errors Profile errors only Pitch errors only Profile & pitch errors
Dyn
amic
loa
d fa
ctor
Speed rpm
58

Advantages:
(8) 新しい振動解析モデルの提案(島根大)
面接触モデル(提案) 点接触モデル(従来)
Many springs Only one spring
Problems
:① Can analyze tooth dynamic load
and contact stress in detail
② Can consider the effect of the
machining errors, assembly errors
and tooth modification three-
dimensionally
① Cannot analyze tooth dynamic
load and contact stress in detail
② Cannot consider the effect of
machining errors, assembly errors
and tooth modification three-
dimensionally
一般の振動解析動的な接触解析59

航空機用薄肉歯車の振動 肉歯車の振動:モード1
薄肉歯車の振動解析
有限要素法による構造振動解析が必要である。

肉歯車の振動:モード3肉歯車の振動:モード2

肉歯車の振動:モード5肉歯車の振動:モード4

厚肉歯車振動と薄肉歯車振動の区別
厚肉歯車の振動加速度のCampbell diagrams
薄肉歯車の動ひずみのCampbell diagrams
厚肉歯車の振動=歯のかみあい衝撃による歯の曲げ振動
薄肉歯車の振動=歯のかみあい衝撃による歯車の構造振動

2.歯車の騒音
歯車の騒音は歯のかみあい衝撃によるものである。かみあい衝撃を無くせば、歯車の騒音もなくなる。
FZ 2FZ 3FZ 4FZ
5FZ
歯車騒音のCampbell diagrams
𝑭𝒛=歯のかみあい周波数

3.効 率
効率は入力回転数、負荷トルク、グリース温度、減速比等により変化する。
効率ηとは減速機内部の機械摩擦(ギヤやオイルシールなど)や潤滑剤の撹拌運動などによる機械エネルギーの損失をいう。
%100
入力軸回転数入力軸トルク
出力軸回転数出力軸トルク効率の理論計算:
効率の測定結果:
理論上、効率の計算はまだ難しい問題であり、測定により判明するのは殆どである。
効率
%
入力回転数 r/min (rpm)

減速機の効率測定装置1
効率測定
出力側入力側
モータ
トルク変換機
トルク
変換機
ゴム継手
1234
78910
ゴム継手パウダブレーキ
歯車1
歯車2
ギャボックス

減速機の効率測定2
効率測定
出力側入力側
モータ
トルク変換機
トルク
変換機
128910
継手パウダブレーキ
1
歯車2
ギャボックス
33
継手 継手
7

効率測定装置トルク変換機
50kgfm
パウダブレーキ
継手継手
モータ
1650
トルク変換機
TPS-A-50Nm
SFC-060SA2
-16B-30BH
SFC-060SA2
-16B-30BH
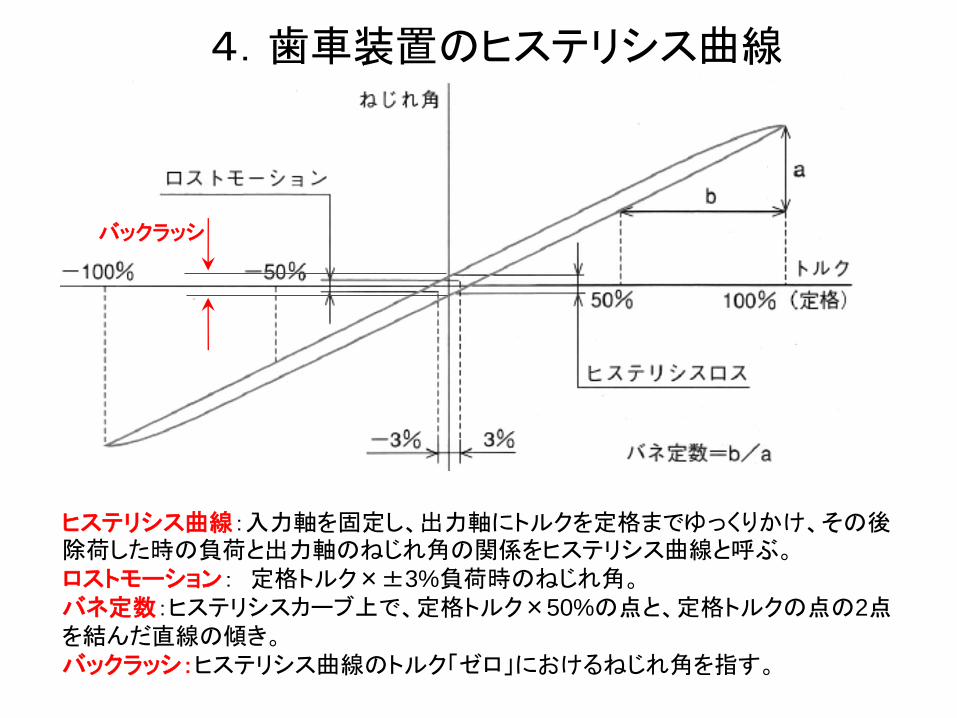
4.歯車装置のヒステリシス曲線
ヒステリシス曲線:入力軸を固定し、出力軸にトルクを定格までゆっくりかけ、その後除荷した時の負荷と出力軸のねじれ角の関係をヒステリシス曲線と呼ぶ。ロストモーション: 定格トルク×±3%負荷時のねじれ角。バネ定数:ヒステリシスカーブ上で、定格トルク×50%の点と、定格トルクの点の2点を結んだ直線の傾き。バックラッシ:ヒステリシス曲線のトルク「ゼロ」におけるねじれ角を指す。
バックラッシ

5.歯車装置の無負荷ランニングトルク
無負荷ランニングトルクとは、減速機を無負荷の状態で回転させるために必要な入力軸側でのトルクを意味する。
入力回転数 r/min
入力トルク
N・c
m
出典:住友重機械工業(株) 製品カタログ

増速起動トルク
増速起動トルクとは、減速機を無負荷の状態で出力側から起動させる為に必要なトルクを意味する。
増速起動トルク以上のトルクが出力軸に作用した状態で、入力軸側をフリーにすると入力軸が増速回転する。使用時、注意すべきである。
サイクロイド減速機の増速起動トルク
枠番 増速起動トルク
Nm Kgf・m
D15 34 3.5
D25 60 6
D30 72 7
D35 88 9
D45 167 17
出典:住友重機械工業(株) 製品カタログ

6.主軸受モーメント剛性と許容モーメント
モーメント剛性:外部よりかかるモーメントによって生ずる出力側フランジの傾き剛さを表す。
許容モーメント:許容されている最大モーメントをいう。
(荷重点間スパン)
表1 モーメント剛性、許容モーメントとスラスト荷重
枠番
モーメント剛性
許容モーメント
許容スラスト荷重
Nm/arcmin Nm N
D15 510 883 3924
D25 833 1177 3924
D30 1127 1668 5199
D35 1470 1962 7848
D45 2450 2943 10791
出典:住友重機械工業(株) 製品カタログ

7.使用温度
減速機を使用する時には環境温度が定まっている。主な原因は潤滑剤の温度や材料の焼き入れ後の焼き戻し温度制限によるものである。許容される環境温度範囲で使用しないと、減速機が早期破損するので、減速機の環境温度や内部温度に注意する必要がある。
油の粘度は温度により変化する。一般的に温度が低いほど動粘度は高くなるので、油膜の形成に有利になる。逆に温度が高くなると、動粘度が低下するので、油膜の形成に不利になり、歯車やベアリングなどの部品の接触強度が低下する。

オイルの動粘度と温度関係の一例
オイルチラー(VSC)
動粘度
温度出典:(調査中)



![[42] Skiving cutter design system - Amtec Inc140 AMTEC [42] Skiving cutter design system 図42.1 Skiving cutter design system 42.1 概要 円筒歯車(外歯車,内歯車)の歯切り工法の一種であるパワー](https://static.fdocuments.net/doc/165x107/61281dbb4cc28f312e60b963/42-skiving-cutter-design-system-amtec-140-amtec-42-skiving-cutter-design-system.jpg)













![油圧モータ辞典 オーブマークモータ総合ガイド VOL2減速比 [ゲンソクヒ(reduction gear ratio)] 主に歯車と歯車の歯数の比。 減速機 [ゲンソクキ(reduction](https://static.fdocuments.net/doc/165x107/5e4774c74df40820bb0d813d/oeffe-ffffffcf-vol2-e.jpg)
