
不銹鋼銲接問與答 - twsroc.org.t³ª。注意的是在aws a5.9對er410nimo ......
5
82 不銹鋼銲接問與答 炫達企業(股)公司◆羅騰玉 Q-85 我們被告知銅會造成不銹鋼的龜裂。最近,我 們注意到銲材及母材都含有銅,且銅含量有時會高 過0.25%。請問,這類較高銅的材料會提高龜裂之 危險性嗎? A-85 一言以蔽之,不會的。你們被告知是正確的, 銅會造成不銹鋼特別是304L及316L銲接的龜裂。 同時值得注意是使用廢料製造的不銹鋼,母材及銲 材兩者的銅含量都會提高。但有許多關於龜裂的故 事。 在不銹鋼內合金元素中的銅是有害的。事實 上,有些沃斯田鐵不銹鋼是有意添加銅,例如 904L(約1.5%Cu),它不致造成龜裂的結果。 但是,若表面污染,在沃斯田鐵不銹鋼銲道的 熱影響區,銅會導致龜裂。當這種情況發生時,一 般會連想到不銹鋼表面被銅擦拭到,例如在縫合設 備上不銹鋼對著銅背襯滑動。則少量微細的銅被刮 下而粘到不銹鋼表面上。在越過銅痕(rub off)銲接 後在熱影響區發現了龜裂,但在銲接金屬本身則無 龜裂。這現象之發生是單純的成為銲道的合金元素 而已。但在HAZ表面上微細少量的銅在約1083℃ 或較低的溫度被熔入,它是依銅含合金元素而定, 然而304L不銹鋼熔化的溫度約為1400-1450℃。換 句話說,在熱影響區的溫度是在1083℃至1450℃ 間,則在該範圍熔融的銅會與不銹鋼碰觸。熔融銅 液以非常快速的沿著HAZ之粒界成液膜。當銲道 冷卻及收縮時會產生拉應力則這液膜是無法抵抗 的。此時在HAZ沿著粒界而發生龜裂。 它可以用非常簡單的顯示這效果。我們用銅製 的銲嘴擦拭經帶式砂輪機研磨乾淨的304L不銹鋼 板表面上,然後用308L包藥銲線銲過該銅痕。圖1 所示為銅痕及銲道。 之後,截取沿銅痕銲接銲道橫段面加以拋光並 以金相顯微鏡檢驗。如圖2所示為橫斷面及HAZ之 龜裂情形。該龜裂是在板表面下延伸長度超過0.01 吋(0.25mm) 。銲道的熔合區利用肥粒鐵的存在被確 認是在圖2所示的左測,它在HAZ為熔合不良。 圖1 在304L板上有銅痕利用FCAW 308L銲接 圖2 在304L用FCAW銲道邊之HAZ龜裂 圖3所示為龜裂範圍較高倍率的SEM影像,它 是沿著銅集中對應的圖解,很清楚的是銅沿著龜 裂。銅能從龜裂的底部以各種方式被發現,它顯示 銅液且沿著304L HAZ粒界流動。所以應很清楚地 知道在沃斯田鐵不銹鋼,例如304L及316L的表面 應禁止有銅痕殘留。直接接觸如銅背襯(冷卻用等) 或調整平整的銅夾具之使用是允許的,但要避免 擦、刮等。所以擦、刮動作應小心避免。若在不銹 鋼上有銅痕,在銲前須將靠近銲接的銅痕移除。
Transcript of 不銹鋼銲接問與答 - twsroc.org.t³ª。注意的是在aws a5.9對er410nimo ......

82
不銹鋼銲接問與答
炫達企業(股)公司◆羅騰玉
Q-85 我們被告知銅會造成不銹鋼的龜裂。最近,我
們注意到銲材及母材都含有銅,且銅含量有時會高
過0.25%。請問,這類較高銅的材料會提高龜裂之
危險性嗎? A-85
一言以蔽之,不會的。你們被告知是正確的,
銅會造成不銹鋼特別是304L及316L銲接的龜裂。
同時值得注意是使用廢料製造的不銹鋼,母材及銲
材兩者的銅含量都會提高。但有許多關於龜裂的故
事。 在不銹鋼內合金元素中的銅是有害的。事實
上,有些沃斯田鐵不銹鋼是有意添加銅,例如
904L(約1.5%Cu),它不致造成龜裂的結果。 但是,若表面污染,在沃斯田鐵不銹鋼銲道的
熱影響區,銅會導致龜裂。當這種情況發生時,一
般會連想到不銹鋼表面被銅擦拭到,例如在縫合設
備上不銹鋼對著銅背襯滑動。則少量微細的銅被刮
下而粘到不銹鋼表面上。在越過銅痕(rub off)銲接
後在熱影響區發現了龜裂,但在銲接金屬本身則無
龜裂。這現象之發生是單純的成為銲道的合金元素
而已。但在HAZ表面上微細少量的銅在約1083℃或較低的溫度被熔入,它是依銅含合金元素而定,
然而304L不銹鋼熔化的溫度約為1400-1450℃。換
句話說,在熱影響區的溫度是在1083℃至1450℃間,則在該範圍熔融的銅會與不銹鋼碰觸。熔融銅
液以非常快速的沿著HAZ之粒界成液膜。當銲道
冷卻及收縮時會產生拉應力則這液膜是無法抵抗
的。此時在HAZ沿著粒界而發生龜裂。 它可以用非常簡單的顯示這效果。我們用銅製
的銲嘴擦拭經帶式砂輪機研磨乾淨的304L不銹鋼
板表面上,然後用308L包藥銲線銲過該銅痕。圖1所示為銅痕及銲道。
之後,截取沿銅痕銲接銲道橫段面加以拋光並
以金相顯微鏡檢驗。如圖2所示為橫斷面及HAZ之龜裂情形。該龜裂是在板表面下延伸長度超過0.01吋(0.25mm)。銲道的熔合區利用肥粒鐵的存在被確
認是在圖2所示的左測,它在HAZ為熔合不良。
圖1 在304L板上有銅痕利用FCAW 308L銲接
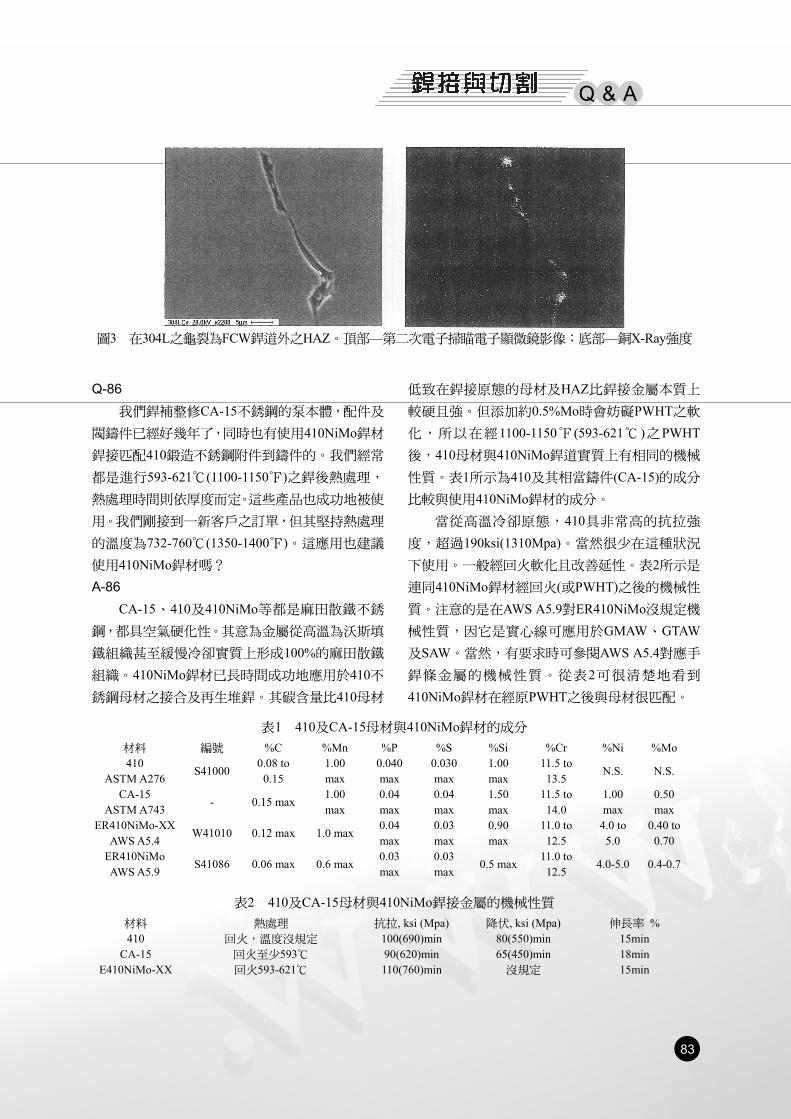
圖2 在304L用FCAW銲道邊之HAZ龜裂 圖3所示為龜裂範圍較高倍率的SEM影像,它
是沿著銅集中對應的圖解,很清楚的是銅沿著龜
裂。銅能從龜裂的底部以各種方式被發現,它顯示
銅液且沿著304L HAZ粒界流動。所以應很清楚地
知道在沃斯田鐵不銹鋼,例如304L及316L的表面
應禁止有銅痕殘留。直接接觸如銅背襯(冷卻用等)或調整平整的銅夾具之使用是允許的,但要避免
擦、刮等。所以擦、刮動作應小心避免。若在不銹
鋼上有銅痕,在銲前須將靠近銲接的銅痕移除。
Q & A
83
Q-86 我們銲補整修CA-15不銹鋼的泵本體,配件及
閥鑄件已經好幾年了,同時也有使用410NiMo銲材
銲接匹配410鍛造不銹鋼附件到鑄件的。我們經常
都是進行593-621℃(1100-1150℉)之銲後熱處理,
熱處理時間則依厚度而定。這些產品也成功地被使
用。我們剛接到一新客戶之訂單,但其堅持熱處理
的溫度為732-760℃(1350-1400℉)。這應用也建議
使用410NiMo銲材嗎? A-86
CA-15、410及410NiMo等都是麻田散鐵不銹
鋼,都具空氣硬化性。其意為金屬從高溫為沃斯填
鐵組織甚至緩慢冷卻實質上形成100%的麻田散鐵
組織。410NiMo銲材已長時間成功地應用於410不銹鋼母材之接合及再生堆銲。其碳含量比410母材
低致在銲接原態的母材及HAZ比銲接金屬本質上
較硬且強。但添加約0.5%Mo時會妨礙PWHT之軟
化,所以在經1100-1150℉ (593-621℃ )之PWHT後,410母材與410NiMo銲道實質上有相同的機械
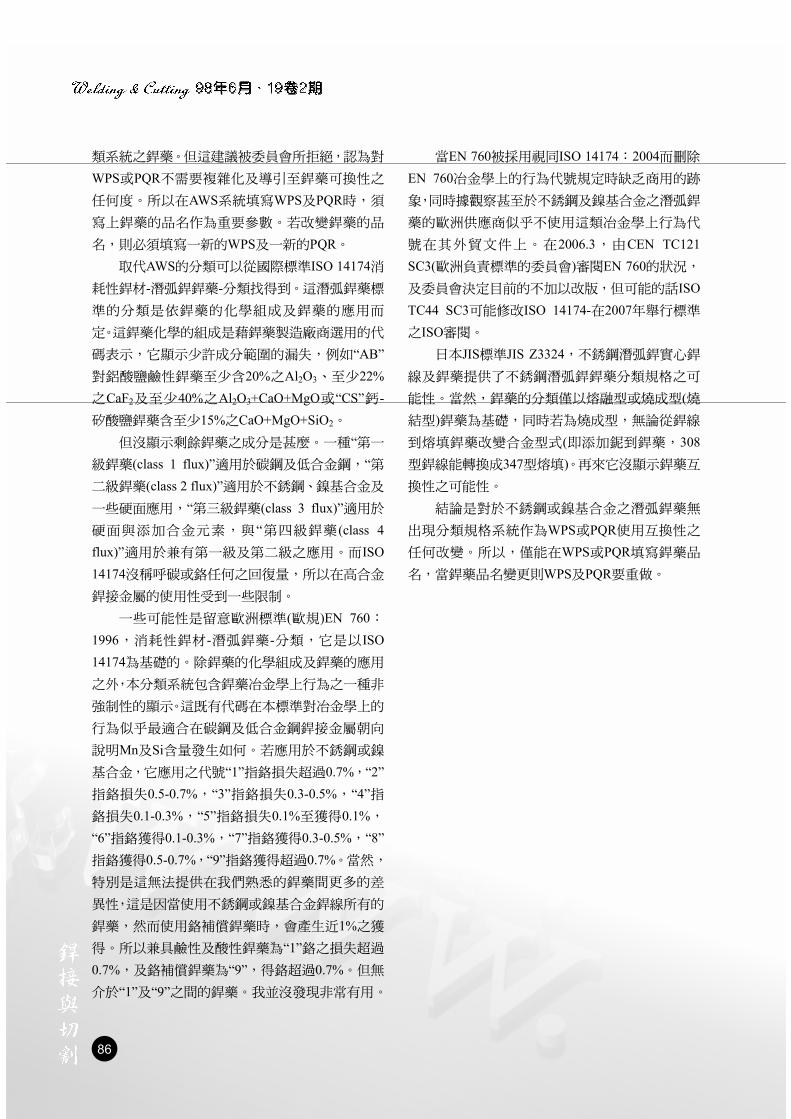
性質。表1所示為410及其相當鑄件(CA-15)的成分
比較與使用410NiMo銲材的成分。 當從高溫冷卻原態,410具非常高的抗拉強
度,超過190ksi(1310Mpa)。當然很少在這種狀況
下使用。一般經回火軟化且改善延性。表2所示是
連同410NiMo銲材經回火(或PWHT)之後的機械性
質。注意的是在AWS A5.9對ER410NiMo沒規定機
械性質,因它是實心線可應用於GMAW、GTAW及SAW。當然,有要求時可參閱AWS A5.4對應手
銲條金屬的機械性質。從表2可很清楚地看到
410NiMo銲材在經原PWHT之後與母材很匹配。
圖3 在304L之龜裂為FCW銲道外之HAZ。頂部—第二次電子掃瞄電子顯微鏡影像;底部—銅X-Ray強度
表1 410及CA-15母材與410NiMo銲材的成分 材料 編號 %C %Mn %P %S %Si %Cr %Ni %Mo 410
ASTM A276 S41000
0.08 to 0.15
1.00 max
0.040 max
0.030 max
1.00 max
11.5 to 13.5
N.S. N.S.
CA-15 ASTM A743
- 0.15 max 1.00 max
0.04 max
0.04 max
1.50 max
11.5 to 14.0
1.00 max
0.50 max
ER410NiMo-XX AWS A5.4
W41010 0.12 max 1.0 max0.04 max
0.03 max
0.90 max
11.0 to 12.5
4.0 to 5.0
0.40 to 0.70
ER410NiMo AWS A5.9
S41086 0.06 max 0.6 max0.03 max
0.03 max
0.5 max11.0 to
12.5 4.0-5.0 0.4-0.7
表2 410及CA-15母材與410NiMo銲接金屬的機械性質
材料 熱處理 抗拉, ksi (Mpa) 降伏, ksi (Mpa) 伸長率 % 410 回火,溫度沒規定 100(690)min 80(550)min 15min
CA-15 回火至少593℃ 90(620)min 65(450)min 18min E410NiMo-XX 回火593-621℃ 110(760)min 沒規定 15min

84
在經732-760℃之新的PWHT會加以改變的。
這410及CA-15母材開始不會形成沃斯田鐵要一直
到超過790℃,這與舊有PWHT溫度範圍比較,新
的PWHT溫度範圍將進一步被軟化。這新的PWHT將會降低410或CA-15的抗拉強度到更低的水準。
這較高溫度的熱處理將降低410或者CA-15母材的
強度到約70ksi(480Mpa)。 但對410NiMo銲接金屬的效果則完全不同。值
得注意的是從表1所示,410NiMo銲材含較高的鎳
含量。這鎳在加熱時會壓低沃斯田鐵開始形成的溫
度。在加熱410NiMo銲接金屬超過595℃時沃斯田
鐵將會形成。當加熱進入至新的PWHT溫度範圍的
732-760℃,在爐內銲接金屬將幾乎完全變成沃斯
田鐵。在爐內銲接金屬將沒有回火作用。因此,從
PWHT爐移出並經氣冷則銲接金屬會變態成新的
麻田散鐵,抗拉強度約150ksi(1,035Mpa)。其意就
是母材與銲接金屬的性質間非常的不匹配且銲接
金屬非常的脆。 簡言之,410NiMo銲材並適合於作732-760℃
溫度範圍的PWHT。代替方案是建議使用410銲材
於410及CA-15母材的銲接,則兩者熱處理相匹配
且在這PWHT之後得到相匹配的性能。 Q-87
我們嚐試以超級雙相不銹鋼(UNS S32750)板厚度3/8吋,使用AWS A5.4:2006 E2595-15手銲
條,棒徑1/8吋作銲接程序檢定試驗。這程序檢定
試驗要求包括符合V型缺口衝擊試驗為-40℉側膨
脹最小15 mils。而所有其他之試驗都已符合要求,
唯獨側膨脹已失敗兩次。我們認為所做之測試沒
錯—低的入熱量(11KJ/吋)及許多小銲道以獲得結
晶細微化。接頭開槽60˚ 、根面1/8吋及根隙1/16吋。正面銲八道,背剷至堅實銲道再銲五道背銲
道,所有銲道都是控制道溫最大為225℉(107℃)。
銲後量測肥粒鐵數平均約35FN,似乎很正常。請
問錯在那裏呢? A-87
雖然超級雙相不銹鋼及其銲接金屬為高強度
鋼(典型的抗拉強度為120ksi[830MPa]),這對適當
韌性結晶細微化相同強度水準之低合金鋼並無相
同的規則(Rule)作遵循,同時我認為問題出在根
部。 表1所示為S32750母材及E2595-15填料金屬之
化學成分。我知道AWS A5.4-2006年版規範為最新
版本且已列入本合金。無論是母材與填料金屬都視
為超級雙相不銹鋼,但其成分稍有不同。兩者都含
非常高的氮,它有助於提高強度。很明顯的不同是
E2595-15含特定添加鎢取代一些鉬及特定添加
銅,這是S32750所沒有的。一般是選用E2595-15作S32750母材之銲接,我看你們所選用之填料金
屬並沒有錯。 銲接道數多顯示每一銲道較薄致銲接金屬顯
微組織的部分受到多次之再熱循環,這在肥粒鐵相
會形成不同之析出物。在我們初次接觸之後,我取
得你們一組程序試驗試板之一個樣品並用金相顯
微鏡檢查。圖1所示為光學顯微組織且在肥粒鐵相
內為大範圍之析出並看得到黑色小點(微粒)。圖2所示以高倍率掃瞄電子顯微鏡(SEM)檢視顯示析
出物為角形顆粒。上述無法確認析出物真正的性
質,但看得出來它就是造成衝擊試驗不佳的原因。
這類的析出物在最末一道的熔填並沒有。 這非常低的入熱量11KJ/in(4KJ/cm)對銲接金
屬的部分以過多的銲道銲接造成多次之熱循環,這
也是造成析出的原因。以更適當的程序採用
25-38KJ/in(10-15KJ/cm)的入熱量較慢的銲速作為
1/8吋(3.2mm)銲條之銲接。這正面銲接僅用四道,
而背面經磨後僅一道就完成。
表1 S32750板及E2595-15填料金屬化學成分要求
化學成分(%)
合金 C Mn Si Cr Ni Mo Cu W N
S32750 0.030 max
1.20 max 0.80 max 24.0 to
26.0 6.0 to 8.0 3.0 to 5.0 0.50 max -
0.24 to 0.32
E2595-15 0 04 max 2 5 max 1 2 max24.0 to 8.0 to
2 5 to 4 5 0 4 to 1 5 0 4 to 1 00.20 to

Q & A
85
追蹤(跟催): 進一步查詢銲接心的程序檢定試板是採取較
高入熱量的建議,發現銲接金屬結果無析出物且V型衝擊韌性試驗結果所有都輕鬆地超過側膨脹-40℉(-40℃) 15mils(0.38mm)之要求。
圖1 再加熱之E2595-15銲接金屬顯微組織。黑色
析出物是在肥粒鐵範圍。
圖2 再加熱之E2595-15銲接金屬之放大倍率。角
形析出物是在肥粒鐵範圍內。 Q-88
請問對於不銹鋼或鎳基合金,應用於銲接程序
書(WPS)及銲接程序檢定記錄(PQR)之潛弧銲藥如
何分類呢? A-88
對於不銹鋼及鎳基合金的銲接,在AWS並無
填料金屬規範考慮潛弧銲藥的分類規格。在AWS的銲藥分類規格只有碳鋼的AWS A5.17規範及低
合金鋼的AWS A5.23規範。這兩種規範對銲藥的分
類是以規定的銲線熔填之機械性能 (強度及韌
性),這對於碳鋼及低合金鋼銲件的考慮是很關鍵
的,但對於不銹鋼及鎳基合金,一般是次要的。其
結果是填料金屬及相關材料的AWS A5委員會只
考慮AWS A5.17及A5.23規範的分類系統,這對不
銹鋼及鎳基合金是無效的。 對於不銹鋼及鎳基合金的潛弧銲接,最重要的
是熔填之化學成分而非機械性能。特別是銲接金屬
中鉻及碳之回復屬關鍵的。因它們主要的應用是在
或接近於室溫之耐蝕性,一般是避免從銲藥中抓取
碳。 一般能安全地說,對不銹鋼銲接的銲藥是經製
造廠商特別設計及公布的,這與銲線碳含量比較,
在熔填時,將不致產生重大碳的抓取。當然,對碳
鋼及低合金鋼對不銹鋼或甚至於鎳基合金銲接的
原設計,對於應用的銲藥並非不尋常。它發生於作
碳鋼及低合金鋼許多銲藥的設計,一般這類冶金學
上為鹼性的(低的SiO2),用於不銹鋼也有引人注目
的銲接特性。它能引起製造廠商使用這種銲藥於不
銹鋼或甚至於鎳基合金,這是因為製造廠商對於高
的合金不需要庫存特別的銲藥。因此,要求銲藥製
造廠商,當使用高合金銲線時,銲藥是否會產生抓
碳或不會抓碳變成非常的重要。 當不銹鋼或鎳基合金的銲件是作高溫應用
時,會有不同的情況出現。在這種情形,碳要求為
較高之合金元素,這是因為可形成鉻及其他的合金
碳化物能改善耐潛變。因此,銲線一般保有較高的
碳含量能過渡到銲接金屬是很重要的。有些潛弧銲
藥在冶金學上希望為酸性的(高的SiO2),它與銲線
比較為降低銲接金屬碳的含量,它一般不希望應用
於高溫。銲藥也有含碳酸鹽(carbonate)或其他含碳
的(carbonaceous)化合物,它與銲線碳含量的比較
能添加碳到高合金之熔填。 從銲線熔填保有鉻對維持預期的肥粒鐵含
量,這對於在溫度或接近於室溫之耐蝕以及高溫的
耐氧化性是很重要的。這類的銲藥,一般在冶金學
上為酸性的,它能從高合金的銲接金屬移除鉻。還
有其他的銲藥,一般冶金學上為鹼性的,能很有效
的保有銲線中的鉻-須預期大約為1%之漏失。另第
三群組的銲藥,經常形容為“鉻補償”,它是在銲藥
的顆粒內含金屬鉻或鉻鐵的顆粒。這銲藥的第三群
組比利用銲線銲接能產生更多相當含量之鉻。 在更多的時機,已建議AWS A5D分委員會能
發展不銹鋼及鎳基合金以鉻及碳回復為基礎的分
86
類系統之銲藥。但這建議被委員會所拒絕,認為對
WPS或PQR不需要複雜化及導引至銲藥可換性之
任何度。所以在AWS系統填寫WPS及PQR時,須
寫上銲藥的品名作為重要參數。若改變銲藥的品
名,則必須填寫一新的WPS及一新的PQR。 取代AWS的分類可以從國際標準ISO 14174消
耗性銲材-潛弧銲銲藥-分類找得到。這潛弧銲藥標
準的分類是依銲藥的化學組成及銲藥的應用而
定。這銲藥化學的組成是藉銲藥製造廠商選用的代
碼表示,它顯示少許成分範圍的漏失,例如“AB”對鋁酸鹽鹼性銲藥至少含20%之Al2O3、至少22%之CaF2及至少40%之Al2O3+CaO+MgO或“CS”鈣-矽酸鹽銲藥含至少15%之CaO+MgO+SiO2。
但沒顯示剩餘銲藥之成分是甚麼。一種“第一
級銲藥(class 1 flux)”適用於碳鋼及低合金鋼,“第二級銲藥(class 2 flux)”適用於不銹鋼、鎳基合金及
一些硬面應用,“第三級銲藥(class 3 flux)”適用於
硬面與添加合金元素,與“第四級銲藥 (class 4 flux)”適用於兼有第一級及第二級之應用。而ISO 14174沒稱呼碳或鉻任何之回復量,所以在高合金
銲接金屬的使用性受到一些限制。 一些可能性是留意歐洲標準(歐規)EN 760:
1996,消耗性銲材-潛弧銲藥-分類,它是以ISO 14174為基礎的。除銲藥的化學組成及銲藥的應用
之外,本分類系統包含銲藥冶金學上行為之一種非
強制性的顯示。這既有代碼在本標準對冶金學上的
行為似乎最適合在碳鋼及低合金鋼銲接金屬朝向
說明Mn及Si含量發生如何。若應用於不銹鋼或鎳
基合金,它應用之代號“1”指鉻損失超過0.7%,“2”指鉻損失0.5-0.7%,“3”指鉻損失0.3-0.5%,“4”指鉻損失0.1-0.3%,“5”指鉻損失0.1%至獲得0.1%,
“6”指鉻獲得0.1-0.3%,“7”指鉻獲得0.3-0.5%,“8”指鉻獲得0.5-0.7%,“9”指鉻獲得超過0.7%。當然,
特別是這無法提供在我們熟悉的銲藥間更多的差
異性,這是因當使用不銹鋼或鎳基合金銲線所有的
銲藥,然而使用鉻補償銲藥時,會產生近1%之獲
得。所以兼具鹼性及酸性銲藥為“1”鉻之損失超過
0.7%,及鉻補償銲藥為“9”,得鉻超過0.7%。但無
介於“1”及“9”之間的銲藥。我並沒發現非常有用。
當EN 760被採用視同ISO 14174:2004而刪除
EN 760冶金學上的行為代號規定時缺乏商用的跡
象,同時據觀察甚至於不銹鋼及鎳基合金之潛弧銲
藥的歐洲供應商似乎不使用這類冶金學上行為代
號在其外貿文件上。在2006.3,由CEN TC121 SC3(歐洲負責標準的委員會)審閱EN 760的狀況,
及委員會決定目前的不加以改版,但可能的話ISO TC44 SC3可能修改ISO 14174-在2007年舉行標準
之ISO審閱。 日本JIS標準JIS Z3324,不銹鋼潛弧銲實心銲
線及銲藥提供了不銹鋼潛弧銲銲藥分類規格之可
能性。當然,銲藥的分類僅以熔融型或燒成型(燒結型)銲藥為基礎,同時若為燒成型,無論從銲線
到熔填銲藥改變合金型式(即添加鈮到銲藥,308型銲線能轉換成347型熔填)。再來它沒顯示銲藥互
換性之可能性。 結論是對於不銹鋼或鎳基合金之潛弧銲藥無
出現分類規格系統作為WPS或PQR使用互換性之
任何改變。所以,僅能在WPS或PQR填寫銲藥品
名,當銲藥品名變更則WPS及PQR要重做。


















