
平成 28 年度修士論文 その場モニタリングおよびプ …...
78
平成 28 年度修士論文 その場モニタリングおよびプロセスシミュレー ションによる FRP 成形温度条件の 最適化に関する研究 Study on optimization method of molding condition of FRP by in-situ monitoring and process simulation 高知工科大学大学院 知能機械システム工学コース 知能材料学研究室 学籍番号 1195018 植山 剛
Transcript of 平成 28 年度修士論文 その場モニタリングおよびプ …...
平成 28 年度修士論文
その場モニタリングおよびプロセスシミュレー
ションによる FRP成形温度条件の
最適化に関する研究
Study on optimization method of molding condition of
FRP by in-situ monitoring and process simulation
高知工科大学大学院
知能機械システム工学コース
知能材料学研究室
学籍番号 1195018
植山 剛

目次
第 1 章 緒言
1.1 研究背景.…………………………………………………………………………….. 1
1.2 研究目的……………………………………………………………………………... 2
第 2 章 FRP 成形法および光ファイバセンサ
2.1.1 FRP 成形…………………………………………………………………………….. 3
2.1.2 オートクレーブ成形………………………………………………………………... 4
2.1.3 RTM 成形…………………………………...……………………………………….. 4
2.1.4 VaRTM 成形……………….………………………………………………………... 5
2.2 成形モニタリング……….………………………………………………………….. 6
2.3 光ファイバセンサ…………………………………………………………………... 6
第 3 章 樹脂の硬化度測定
3.1 材料…….…………………………………………………………………………….. 7
3.2 DSC(differencial Scanning Calorimeter)による硬化度測定………………..... 7
3.3 DSC(differencial Scanning Calorimeter)による硬化度算出………………….. 8
3.4 光ファイバ屈折率測定による硬化度測定……………….……………...………... 11
3.5 光ファイバ屈折率測定による硬化度算出……….……………………………….. 13
第 4 章 樹脂の硬化度測定およびシミュレーション
4.1 Kamalモデルによる熱化学モデルの算出…….……………………………...….. 18
4.2 DSC 測定と熱化学モデルの硬化度曲線の比較………………………………….. 20
4.3 DSC 測定と光ファイバ屈折率測定の硬化度の比較…………………………….. 21
4.4 VaRTM 成形時に得られた硬化度曲線の修正……………….…………………... 23
第 5章 樹脂の硬化度測定およびシミュレーションの改良
5.1 樹脂の硬化度測定時の樹脂容器改良…….…………………………….……...….. 25
5.2 DSC による硬化度測定…………………………………………………………….. 27
5.3 樹脂とVaRTM成形CFRPの硬化度の比較………………………………..…….. 28
5.4 DSCとシミュレーションの比較……………….…………………………..……... 30
5.5 VaRTM成形のシミュレーション…….…………………………………….....….. 31
5.6 VaRTM 成形のシミュレーションの改良………………………..……………….. 32
5.7 シミュレーションの硬化進展の予測……………………………………….…….. 33
第 6章 多点センサによる測定およびシミュレーション
6.1 多点センサによる測定およびシミュレーション…….……………………....….. 35
第 7章 FEM 解析による温度分布と硬化度分布の連成解析
7.1 解析モデル…….………………………………………………………….……...….. 38
7.2 温度分布と硬化度分布の連成解析…………………….………………………….. 38
7.3 数値計算手法の設定……………………………………………………….....…….. 39
7.4 物性値の算出……………….………………………………………………...……... 43
7.5 FEM 解析による結果…….………………………………………………….....….. 45
第 8章 FRP 成形における成形パラメータの感度解析
8.1 温度パターンの作成…….……………………………………………….……...….. 47
8.2 応答値の定義…………………….………………………………………………….. 47
8.3 硬化完了時間の感度解析………………………………………………….....…….. 48
8.4 熱量の感度解析……………….……………………………………………...……... 51
8.5 硬化ムラの感度解析…….………………………………………………..….....….. 53
第 9章 応答曲面および重み付け法による成形温度条件の最適化
(設計変数2つ)
9.1 解析モデル…….………………………………………………………….……...….. 55
9.2 温度パターンの作成…………………….………………………………………….. 55
9.3 応答値の定義……………………………………………………………….....…….. 56
9.4 シミュレーション手法……………….…………………………………………….. 58
9.5 結果および考察
9.5.1 硬化完了時間と硬化ムラのパレート解(n=1)……….……………………....….. 61
9.5.2 硬化完了時間と硬化ムラのモンテカルロシミュレーション(n=9)……..…….. 62
9.5.3 熱量と硬化ムラのパレート解(n=1)…………………………………………..….. 63
9.5.4 熱量と硬化ムラのモンテカルロシミュレーション(n=9)……………….……... 64

第 10 章 応答曲面および重み付け法による成形温度条件の最適化
(設計変数 4つ)
10.1 ダブルステップの設計変数の導入…….……………………………….……...….. 66
10.2 結果および考察…………………….……………………………………………….. 67
10.3 設計変数の範囲の縮小…………………………………………………….....…….. 69
10.4 結果および考察……………….…………………………………………………….. 70
第 11章 結言……………………………………………………………..……..………....73
参考文献……………………………………………………………………………..………....74
謝辞 ……………………………………………………………………………….……............74

1
第 1 章 緒言
1.1 研究背景
炭素繊維は鉄と比較して比重が 1/4 と軽く,単位重量当たりの強さが 10 倍以上,硬さが
7 倍以上という高い力学特性を有する.炭素繊維はそのままで使われることはなく,樹脂な
どの中に埋め込まれた複合材料として使われる.炭素繊維複合材料は強度や弾性率が高いこ
とに加えて,耐疲労性,振動減衰性や耐腐食性に優れ,X 線透過性が高い,熱伝導性が高い,
熱膨張性が極めて小さく寸法安定性に優れるなどの特徴があり,複数の特徴を活用した応
用も多く行われている.
1970 年代初期に本格的商業生産が開始されて以来,最初はゴルフシャフト,釣竿,テニ
スラケットなどスポーツ用途で活用された.1980 年代に入り,大型旅客機の構造材料とし
ての活用が始まり,1990 年代に入って印刷機や製紙機などのローラー,圧縮天然ガスや自
動車用の高圧タンク,高速道路などの橋脚の耐震補強などに展開されて,2011 年の全世界
使用料は約 3 万 8 千トンまで拡大している.
航空業界では 1974 年のオイルショックを契機に燃費半減を目標とし,FRP(Fiber
Reinforced Plastics/ 強化プラスチック)が注目された.航空機部材用に CFRP(Carbon
Fiber Reinforced Plastics /炭素繊維強化プラスチック)材料が用いられたのは,1970 年代
後半に Boeing737 や 767 の二次構造材(方向舵,昇降舵,フェアリング)に適用されたのが
初めてである.その後 1990 年代に入って Airbus320 や Boeing777 の一次構造材(主翼・胴
体・尾翼)に適用され,その実績が認められて 2012 年就航された Boing787 の機体に全重量
の約半分もの CFRP が適用された.その軽量効果によって,約 20%の燃費改善に伴い,有
害な排ガスの CO2 を約 20%,NOx を約 15%削減できたことから CFRP 材料は地球環境問
題に大きな改善効果をなすことが実証された.
航空機部材用 CFRP の材料や製造方法は,一般的に炭素繊維とエポキシ樹脂を混合した
中間基材(プリプレグ)を,オートクレーブを用いて高温・高圧下で成形する方法である.し
かし,プリプレグは比較的高価であり,併せてオートクレーブに多額の費用が必要なため高
コストな部品となっている.そのため航空機以外で使うには,高品質かつ低コストで製造可
能な材料や成形方法を開発し,提供することが今後の重要な課題である.
低コスト化が期待できる新規成形方法として,オートクレーブのような高価な設備が不
要でコストパフォーマンスに優れた VaRTM(Vacuum assisted Resin Transfer Molding /
真空補助樹脂注入)成形方法が考えられる.VaRTM 成形は,繊維強化基材(炭素繊維,ガラ
ス繊維)をフィルムなどで真空パックした中に,真空圧で樹脂を注入含浸硬化させ,熱風式
オーブンや触媒による直接金型加熱などの汎用温調設備など安価な設備で直接最終製品を
得ることが出来る比較的容易で低コストな成形方法である.
一方,低コスト加熱時には,温度が不均一になってしまい品質を保証できないという問題
点がある.これまでの大型 FRP の成形条件は現場での試行錯誤によって求めてきた.しか

2
し最適な成形温度条件を求めるために多くの試行が必要であり,製造コスト増加の原因と
なっている.そのような場合でも,硬化進展の分布が確認できていれば,品質を保証するこ
とが可能である.また,シミュレーションにより最適な成形温度条件がわかれば,より一層
の低コスト化につながるだろう.そこで FRP の成形中の状態を測定可能なリアルタイム成
形モニタリング手法が注目されている.中でも FRP に埋め込んで内部状態の測定が可能な
光ファイバセンサは,FRP に適した成形モニタリング用センサとして期待されている.
1.2 研究目的
筆者らは,硬化不良の生じない高品質な FRP の製造や FRP の開発コスト,製造コストの
低コスト化を目指している.本研究では大きくわけて 3 つのテーマについての開発を目的
とする.
1) 硬化度モニタリング,シミュレーション技術の開発を目的とする.FRP 中の局所的な
硬化度をフレネル反射型の光ファイバ屈折率センサを用いてリアルタイムで硬化度測
定を行う.また,硬化反応モデルを用いてシミュレーションを行い,硬化進展を精度良
く予測できることを明らかにする.
2) 温度分布と硬化度分布の連成解析システムの開発を目的とする.有限要素法を用いて
熱伝導方程式と硬化反応速度式の連成解析を行うことによって,大きな温度分布が生
じるような部材の厚み方向へ生じる温度分布,硬化度分布をリアルタイムで推測でき
ることを明らかにする.
3) 硬化完了時間,硬化むら,コストの最小化を目的とした成形温度条件の最適化手法の
開発を目的とする.厚み方向に硬化度分布が生じる GFRP 板の成形において,成型時
間と硬化コスト,硬化ムラの最小化するための最適な温度パターンを設計する手法を
提案する.まず,2 設計変数の応答曲面法を用いて,重み付け最適化法によりパレート
最適フロントを求めた.次に,モンテカルロ法を用いて,18 設計変数の 1000 個の温
度パターンから得られる解の挙動を調べた.

3
第 2 章 FRP 成形法および光ファイバセンサ
2.1.1 FRP
複合材料は二つ以上の材料を組み合わせて個々の要素になかった特性を生み出した人工
の材料である.例えば鉄筋コンクリートも複合材料といえる.鉄筋コンクリートの場合,鉄
筋が強化材でコンクリートが強化される側の母材になる.FRP も複合材料の中の一つであ
り,強化される側の母材がプラスチックでそれを様々な繊維で強化している.強化する側の
繊維はガラスや炭素,ボロンなどの種類があり,できあがった FRP をそれぞれ GFRP,
CFRP,BFRP と呼んでいる.強化される側の母材は主にエポキシやポリエチレン,ポリプ
ロプレンなどが使われている.ガラス繊維で強化した GFRP は幅広い分野で使用されてい
る.例を挙げると GFRP の耐熱水性や軽量高強度,表面装飾性の特性を生かして浴槽やユ
ニットバスに使用されていて,軽量,高剛性の特長を生かしてゴルフシャフトやテニラケッ
ト,スキー板などレジャー用品にも使用されている.他にもレーシングカーのシャフトや建
設工事用の足場板,MRI のカバーなど用途は多種多様であり,GFRP が普及し始めた頃は
舟艇・船舶分野に多く使用されていた.炭素繊維で強化した CFRP は主に宇宙航空分野で
使われている.比強度,比剛性,耐熱性,耐摩耗性に優れる炭素繊維を用いることで航空機
の軽量化に成功する.
分野によって使う FRP は変わるが,それぞれの FRP に適した成形法を選定する必要が
ある.成形法の種類はハンドレイアップ,スプレーアップ法,フィラメント・ワインディン
グ法,オートクレーブ成形,RTM などがある.まずハンドレイアップは型の上に置いたガ
ラス繊維の織物やマットに樹脂を刷毛で塗りローラーでしごいて樹脂を含浸させ,ある厚
さまで積層するといった人の手で作る成形法である.多品種少量生産に適していて,設備投
資が少ない長所がある反面,人の手で行うために作業者の腕によって品質が左右される.ま
た有機溶剤の揮発が発生し作業環境が悪い問題も抱えている.スプレーアップ法はスプレ
ーアップ機を使用して,ロービングを適当な長さにカットしながら型面に吹きつけ積層す
る成形法である.長所は安価で連続した曲面の成形が容易,設計変更に比較的楽に対応でき
ることが挙げられる.しかしハンドレイアップと同じく作業者の熟練度によって品質が影
響し作業環境はさらに悪く,成形品の強度があまり得られない.
フィラメント・ワインディング法は樹脂が含浸された繊維をライナーの外表面に巻き付
けた後で樹脂を硬化させる成形法で,樹脂を含浸させるタイミングによってウェット法と
ドライ法に分けられている.ウェット法は巻きつける直前に樹脂を含浸する方法でドライ
法は予め樹脂が含浸されたプリプレグテープを使用する方法である.ドライ法は材料費や
成形費が高価である半面,耐熱性が良く品質が均一なものが作れる.フィラメント・ワイン
ディング法はスプレーアップ法と違い繊維を切断せず連続的に巻き付けるため,繊維の持
つ強度を最大限に生かすことができる.さらに人の手が入らず,機械による自動化による低
コスト化が可能で圧力容器やパイプなどの円筒形状のものを作る際に適していている.し

4
かし製品の形状が回転体に限られてしまうことや自動化の際の設備投資費用が高いという
デメリットを持つ成形法である.
2.1.2 オートクレーブ成形
現在の航空機の一次構造は,ほとんどがオートクレーブ成形である.例を挙げるとB787
で機体重量の 50%以上は CFRP が適用されている.機体には主に金属と CFRP で作られ
ている中での適用が 50%でなく,機体重量の半分であることは CFRP の適用率の高さが分
かる.機体構造においてまず要求されることは「いかにして軽く作れるか」である.これは
機体の構造重量が軽くなるほど,より多くの燃料や荷物を積むことができるため,より遠く
まで,より長い時間飛ぶことや機動性の向上も期待できる.複合材料の性能向上により機体
の性能も向上した反面,素材や構造の開発や強度保証に膨大なコストを費やしてきた.コス
トを抑えるために機体構造を構成する部品点数の削減を行っている.
Fig.2-1 B787 用大型オートクレーブ
http://www.mhi.co.jp/news/story/1111175134.html
2.1.3 RTM 成形
FRP の成形法は様々な種類がある.その中でハンドレイアップ法は作業環境と作業者の
熟練度による品質のバラツキが,オートクレーブ法は高コストが問題となっている.そこで
これらの問題を解決するために RTM 法が開発された.RTM 法は雄雌 1 対の型を必要する
密閉型成形の一つである.一対の型内に強化材を配置し,型をクランプする.次いで,適切
な位置に設けた注入孔から樹脂を圧入させ,硬化させる成形法である.RTM 成形のメリッ
トは様々な形状や大きさのものを作ることができ,多品種小量生産から中量生産までフレ
キシブルに対応できる.他にもインサート及びサンドウィッチ構造の一体成形が可能にな
る.また熟練した労働力を必要とせず作業環境が良好であることが挙げられる.RTM 成形
の発展は目覚しく,これまでに様々な種類の RTM 法が開発された.次節では RTM 法の一
つである VaRTM 成形について説明する.

5
2.1.4 VaRTM 成形
VaRTM 成形は RTM の派生した成形法で,成形型の上に積層した強化繊維プリフォーム
を真空バックに封入して真空吸引しながら樹脂を含浸させて硬化させる FRP の成形方法で
ある.強化繊維プリフォームと真空バックの間には,樹脂を拡散しやすくするためにメディ
アを使用する.
VaRTM 成形では大型で複雑な形状のものを一体成形で作ることができるので,部品数低
減と組立工程削減によるコストダウンに繋がる成形法であるといえる.また,有機溶剤の揮
発が少なく作業環境が良く,またオートクレーブのような大掛かりな設備が不要であると
いう利点がある.逆に VaRTM 成形の問題点は,大型で複雑な形状のものを作るため温度を
均一にするのが難しく,また厚みや強化構造が一様でないために硬化度の不均一分布を起
こしやすいことであり,これらは成形後の品質に影響を与える.また樹脂を流し込んで作る
故にボイドが入りやすい(ボイドとは樹脂の中に入る空気の泡)という欠点もある.
Fig.2-2 VaRTM 成形
2.2 成形モニタリング
近年,FRP の大型化や複雑化に伴い,成形時に生じるボイド,硬化不良,残留変形を起
因とする品質低下が問題となっている.また,自動車などの大量生産品に FRP を適用する
ためには,サプライや製造コストの面から製造サイクルを最小にしなくてはならない.これ
らの問題を解決するためには,適切な条件で成形を行うことが必要となる.樹脂成形におけ
る適切な条件は DSC(Differential scanning calorimetry)などの手法から得られた少量の
樹脂に対する条件として与えられているが,大型 FRP の成形では温度や強化構造の不均一
性のために硬化進展が一様に進まないことがあり,樹脂成形の条件をそのまま適用するこ
とが出来ない.そこで,これまでは適切な成形条件を試行錯誤によって求めてきた.しかし,
最適な条件を得るためには多くの試行が必要であり,それが製造コスト増加の原因となっ
ている.
近年,FRP 成形中の内部状態の測定が可能なリアルタイム成形モニタリング手法が開発
され,適切な成形条件を求めるための新しい手法として注目されつつある.リアルタイム成
形モニタリング手法は大型の実製品にも用いることが可能であり,硬化進展が一様に進ま

6
ない場合でも硬化度の分布を知ることが出来る.よって,最適な成形条件の決定に大きく役
立つと期待できる.また,モニタリング結果から成形条件をリアルタイムで制御することも
可能である.成形モニタリングには様々な手法があるが,中でも注目されているのが,FRP
に埋め込みが可能な光ファイバセンサである.
2.3 光ファイバセンサ
光ファイバは,直径約 0.1mm のガラス繊維でできており,主にコアとクラッド,被膜の
3 つからできている.クラッドよりコアの屈折率が高いので,光はコアの中を全反射して進
む.一方,被膜は外部環境や物理的損傷から光ファイバを保護する役割を果たしている.光
ファイバ自身をセンサとして用いる光ファイバセンサはデータ通信のみならず,圧力,歪み,
振動,温度などの計測が可能である.曲げや損傷による光エネルギーの損失を捉えるものや
光の干渉を利用したものがあり,機械の隙間や小さなスペースにも容易に計測ができる特
長を持っている.光ファイバセンサには多くの種類があるが,本研究では,樹脂の硬化度測
定が可能な光ファイバ屈折率センサを用いた.

7
第 3 章 樹脂の硬化度測定および結果
3.1 材料
樹脂にエポキシ樹脂(主剤:ARALDITE LY5052,硬化剤:ARADUR 5052 CH)を用
いた.主剤と硬化剤を 100:38 の割合で混合したものを図 3-1 に示す.ガラス棒でよく混
ぜ,樹脂の中に入った空気を抜くため,図 3-2 に示す真空容器内で真空脱泡を行った.
Fig.3-1 エポキシ樹脂
Fig.3-2 真空容器内での脱泡.
3.2 DSC(Differential Scanning Calorimeter)による硬化度測定
本研究では,屈折率から求められる硬化度との比較対象として,測定を行うことにより,
熱化学モデルを用いた硬化度曲線αDSC(t)を求めた.測定される熱量を�̇�とすると,硬化度は
以下の式で求めることができる.

8
𝛼𝐷𝑆𝐶(t)=
∫ �̇�𝑡
0 𝑑𝑡
∫ �̇�𝑙𝑒
0 𝑑𝑡=
∫ �̇�𝑇
𝑇0 𝑑𝑇
∫ �̇�𝑇𝑒
𝑇0 𝑑𝑇
(3-1)
ここで,T0は初期速度,T は時間 t における温度,𝑇𝑒は硬化終了時間𝑡𝑒における温度であ
る.式(3-1)を硬化速度の式に変形すると
d𝛼𝐷𝑆𝐶
dt=
�̇�
∫ �̇�𝑙𝑒
0 𝑑𝑡=
𝑑𝑇
𝑑𝑡
�̇�
∫ �̇�𝑇𝑒
𝑇0𝑑𝑇
(3-2)
となる.DSC 測定により得られる熱量�̇�,時間および温度の関係から,式(3-1),(3-2)を用
いることで硬化度,硬化速度および時間の関係を得ることができる.
Fig.3-3 DSC 測定
3.3 DSC(Differential Scanning Calorimeter)による硬化度算出
DSC 測定装置(マックサイエンス PSL3100)を用いて,エポキシ樹脂を一定昇温速度
(0.5,1,2,3,5K/min)の条件で,室温より一定温度(150℃,150℃,170℃,180℃,
200℃)まで加熱して,熱流を計測した.得られた熱流から式を用いて硬化度,硬加速度
および温度の関係を求めた.
各条件で得られた熱流を示す.図 3-4 より熱流のピークの最大値,温度は昇温速度が大
きくなるにつれて大きくなっていることがわかる.0.5K/min のピーク温度は 335K,値は
2mW.1 K/min のピーク温度は 345K,値は 3.6mW.2K/min のピーク温度は 355K,値
は 5.7mW.3K/min のピーク温度は 360K,値は 8.3mW.5K/min のピーク温度は
371K,値は 14mW であった.
得られた熱流より式(3-1),(3-2)を用いて得られた硬化度,硬化速度と温度の関係を図 3-
5,3-6 に示す.図 3-5 より,硬化度曲線は昇温速度が大きくなるにつれて大きくなってい
る.硬化完了の温度の値は 0.5K/min では,410K.1K/min では,425K.2K/min では
435K.3K/min では 445K.5K/min では 470K であった.

9
図 3-6 より,硬化速度のピーク時の硬化速度,温度は昇温速度が大きくなるにつれて大
きな値となる.硬化速度のピークは 0.5K/min では 0.000195.1K/min では 0.000351.
2K/min では 0.0007.3K/min では 0.000932.5K/min では 0.00146 であった.
Fig.3-4 DSC によって測定された熱流�̇�と温度の関係
-5
0
5
10
15
300 350 400 450 500
0.5K/min1K/min2K/min3K/min5K/minH
eat
flow
(m
W)
Temperature(K)

10
Fig.3-5 一定昇温硬化プロセスにおける硬化度と温度の関係
Fig.3-6 一定昇温硬化プロセスにおける硬加速度と温度の関係
0
0.2
0.4
0.6
0.8
1
1.2
320 360 400 440 480
0.5K/min (DSC)
1K/min (DSC)
2K/min (DSC)
3K/min (DSC)
5K/min (DSC)
Deg
ree
of
cure
Temperature (K)
0
0.0002
0.0004
0.0006
0.0008
0.001
0.0012
0.0014
0.0016
300 350 400 450
0.5K/min (DSC)1K/min (DSC)2K/min (DSC)3K/min (DSC)5K/min (DSC)
Cu
ring
rat
e
Temperature (K)

11
3.4 光ファイバ屈折率測定による硬化度測定
Fig3-7 は光ファイバ屈折率測定法とフレネル反射の概略図である.光源から出た光はサ
ーキュレータを介して光ファイバから樹脂に入る.光ファイバの端部と樹脂の屈折率の違
いによりフレネル反射が生じる.端部から反射した光と途中から漏れた光はサーキュレー
タを通り受光器へと送られる.
光ファイバ端部での反射率 R は以下の式から求められる.
𝑅 =
𝐼𝑟
𝐼𝑖=
𝐼 − 𝐼𝑏
𝐼𝑖=
(𝑛𝑒𝑓𝑓 − 𝑛)2
(𝑛𝑒𝑓𝑓 + 𝑛)2
(3-3)
ここで,R はファイバ端部での反射率,𝐼は測定される光量,𝐼𝑖は入射光強度,𝐼𝑟は光ファイ
バの端部からの反射光強度,𝐼𝑏は迷光の強度, 𝑛𝑒𝑓𝑓 は光ファイバの屈折率, 𝑛 は樹脂の
屈折率である.屈折率を正確に求めるためには𝐼𝑏をできるだけ除去する必要がある.
端面への入射光量 Ii は,接続損失に再現性が無いため,求めることは困難である.そこ
で,あらかじめ屈折率が既知であるメディアにおける反射率を参照用として測定する.測定
された参照光量を Iref,参照メディアの屈折率を nref とすると,光量と屈折率の関係は以下
の式で表すことができる.
𝐼𝑟𝑒𝑓 − 𝐼𝑏
𝐼𝑖=
(𝑛𝑒𝑓𝑓 − 𝑛𝑟𝑒𝑓)2
(𝑛𝑒𝑓𝑓 + 𝑛𝑟𝑒𝑓)2
(3-4)
式(3-3),(3-4)から以下の関係式が求められる.
𝑅 =
𝐼 − 𝐼𝑏
𝐼𝑟𝑒𝑓 − 𝐼𝑏=
(𝑛𝑒𝑓𝑓 − 𝑛)2(𝑛𝑒𝑓𝑓 + 𝑛𝑟𝑒𝑓)2
(𝑛𝑒𝑓𝑓 + 𝑛)2(𝑛𝑒𝑓𝑓 − 𝑛𝑟𝑒𝑓)2
(3-5)
式(3-5)では,Ib 以外の値は既知であるが,Ib を正確に測定するのは困難である.そのた
め,安定した屈折率測定を行うためには Ibが Irefに影響することを防ぐために,これを排除
しなければならない.ここで,測定した光量の変化⊿I に着目し,基準条件でのメディアの
屈折率 ns をあらかじめ取得しておく.測定光量の変化にともなうメディアの屈折率変化⊿
n との関係は,以下の式で表すことができる.
𝐼 = ∆𝐼+𝐼𝑠 when 𝑛 = ∆𝑛+𝑛𝑠 (3-5)
以上の式から,以下の式が得られる.
𝐼𝑠 − 𝐼𝑏
𝐼𝑟𝑒𝑓 − 𝐼𝑏=
(𝑛𝑒𝑓𝑓 − 𝑛𝑠)2
(𝑛𝑒𝑓𝑓+𝑛𝑟𝑒𝑓)2
(𝑛𝑒𝑓𝑓+𝑛𝑠)2
(𝑛𝑒𝑓𝑓 − 𝑛𝑟𝑒𝑓)2
(3-6)
𝐼𝑠+∆𝐼 − 𝐼𝑏
𝐼𝑟𝑒𝑓 − 𝐼𝑏=
(𝑛𝑒𝑓𝑓 − 𝑛𝑠 − ∆𝑛)2
(𝑛𝑒𝑓𝑓+𝑛𝑟𝑒𝑓)2
(𝑛𝑒𝑓𝑓+𝑛𝑠+∆𝑛)2
(𝑛𝑒𝑓𝑓 − 𝑛𝑟𝑒𝑓)2
(3-7)
参照メディアには空気を用いるため,参照光量 Iref=Iair,参照メディアの屈折率 nref=nair=1
となる.これらを,⊿n について解くことにより以下の式が得られる.

12
∆𝑛
𝑛𝑒𝑓𝑓 + 𝑛𝑠=
𝜂𝑠(1 + 𝜂𝑠) + 𝜂𝑎𝑖𝑟2𝜈 ± (1 + 𝜂𝑠)√𝜂𝑠
2 + 𝜂𝑎𝑖𝑟2𝜈
1 − (𝜂𝑠2 + 𝜂𝑎𝑖𝑟
2𝜈)
(3-8)
𝜂𝑎𝑖𝑟 = √𝑅𝑎𝑖𝑟 =
𝑛𝑒𝑓𝑓 − 1
𝑛𝑒𝑓𝑓 + 1
𝜂𝑠 = √𝑅𝑠 =𝑛𝑒𝑓𝑓 − 𝑛𝑠
𝑛𝑒𝑓𝑓 + 𝑛𝑠
𝜈 =∆𝐼
𝐼𝑎𝑖𝑟 − 𝐼𝑏≈
∆𝐼
𝐼𝑎𝑖𝑟
(3-9)
となる.この式を用いれば,⊿I から⊿n を求めることができる.
ここで𝜈は正規化光強度変化,参照メディアとして空気(n=1)を用いると,𝐼𝑎𝑖𝑟>>𝐼𝑏である
ので𝜈 ≅∆𝐼
𝐼𝑎𝑖𝑟として𝜈を得ることが出来る.
n は屈折率変化,𝑛𝑒𝑓𝑓はガラスの屈折率,𝑛𝑠は樹脂の初期屈折率,𝑛𝑎𝑖𝑟は空気の屈折率,I
は光出力変化,𝐼𝑠は反射光出力(樹脂の初期),𝐼𝑎𝑖𝑟は反射光出力(空気)である.
温度による影響は,光ファイバの屈折率と樹脂の屈折率のどちらにも表れる.基準温度
𝑇𝑠での,基準屈折率を硬化前の樹脂の屈折率とする.屈折率変化を硬化度αと温度 T の関数
としてn(,T)と定義する.硬化度計算に用いるパラメータを計算する時に用いた温度を参
照温度と呼び,T0で表す.リアルタイムモニタリングを行う場合,参照温度 T0と,計算を
開始する温度 Tsは必ずしも一致しない.参照温度においては,屈折率変化∆�̃�は以下の式で
表される.
∆�̃�(0, 𝑇) =
𝑑𝑛
𝑑𝑇(0) × (𝑇 − 𝑇0)
(3-10)
∆�̃�(1, 𝑇) = ∆𝑛(1, 𝑇0) +
𝑑𝑛
𝑑𝑇(1)(𝑇 − 𝑇0)
(3-11)
よって,
∆n(1, 𝑇𝑠) = ∆�̃�(1, 𝑇𝑠) − ∆𝑛(0, 𝑇𝑠)
= ∆�̃�(1, 𝑇0) + (𝑑𝑛
𝑑𝑇(1) −
𝑑𝑛
𝑑𝑇(0)) (𝑇𝑠 − 𝑇0)
(3-12)
𝑑𝑛/ 𝑑𝑇 ()は硬化度における樹脂の屈折率の温度依存性を示し,硬化後では𝑇𝑠前後で値が
異なる.硬化度を式に示す未硬化時の曲線から完全硬化の曲線への線形的な遷移パラメー
タとして定義する.任意の硬化度,温度において測定される屈折率 n を以下の関係式で表
す.
∆𝑛(α, 𝑇) = ∆𝑛(0, 𝑇)(1 − 𝛼) + ∆𝑛(1, 𝑇)𝛼 (3-13)
式(3-10),(3-11),(3-12),(3-13)をαについて解くと

13
α =∆𝑛(𝛼, 𝑇) −
𝑑𝑛𝑑𝑇
(0)(𝑇 − 𝑇𝑠)
∆�̃�(1, 𝑇0) + {𝑑𝑛𝑑𝑇
(1) −𝑑𝑛𝑑𝑇
(0)} (𝑇 − 𝑇0)
(3-14)
これにより,屈折率変化と温度を測定すれば,任意の時間におけるリアルタイム硬化度を
取得することができる.
Fig.3-7 光ファイバセンサによる屈折率測定
3.5 光ファイバ屈折率センサによる硬化度算出
光ファイバセンサを用いて,エポキシ樹脂(アラルダイト LY5052)の硬化度の測定を
行った.一定昇温速度(0.5,1,2℃/min)の条件で,室温より一定温度(150℃,150℃,
170℃)まで加熱した.樹脂の温度で温度制御を行うため自作の炉を用いた(図 3-8).炉
内にシリコンラバーヒーターを筒状にしたものを配置し,その周りをガラスクロス,ガラ
スウールを用いて断熱している(図 3-9).また厚さ 5mm のシリコンゴム縦 3cm 横 2cm
の中央を台形形(上底 1cm,下底 2cm)に切り抜いた型を用意した(図 3-10).型の底に
はフィルムを張り,樹脂が漏れないようにしている.シリコンゴムの一端に切り込みを入
れ,光ファイバと熱電対を差し込む.また,成形型の下には銅板を配置する.図 3-11 に樹
脂流入後のものを示す.光源は 1310nm 帯 SLD (Super Luminescent Diode),受光器は
MT9810A Optical Test Set を使用した.光ファイバと熱電対を差し込み,屈折率と温度を
測定した..炉の素材はステンレス,器材はアズワン:温調器 TXN-700,シリコンラバー
ヒーター,ガラスウール,ガラスクロスを用いた.

14
Fig.3-8 自作の炉
Fig.3-9 炉の構成

15
Fig.3-10 成形システム
Fig.3-11 樹脂の流入.
温度条件 80℃一定等温過程で得た屈折率変化のグラフと 0.5K/min 昇温過程で得た屈折
率変化のグラフを図 3-12 に示す.硬化度が 0 の時の傾き dn/dT(0)は二つのグラフは一致
しているが,硬化度が 1 の時の傾き dn/dT(1)は異なっている.よって二つの直線が交わっ
た点 103℃より低い温度では 80℃一定の傾きを用い,103℃より高い温度では 0.5℃昇温
の傾きを用いる.以上より得られた物性値を表 3-1 に示す.他の温度条件でもこの物性値
を用いて硬化度を算出する.
各昇温速度(0.5,1,2K/min)の実験より得られた屈折率変化を図 3-13 に示し,硬化度
を図 3-14 に示す.屈折率変化の曲線から硬化度曲線がよく表せた.

16
Fig.3-12 硬化度算出に用いる屈折率変化
Table.3-1 屈折率測定による樹脂の物性値
dn/dT(0) -5.09×10-4
dn/dT(1)( T < Ta) -2.00×10-4
dn/dT(1)( T>= Ta) -3.65×10-4
n(1 , Ta) 2.45×10-2
Ta 103℃
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0.04
20 40 60 80 100 120 140
80 degrees constant
0.5K/min
dn/dT(1) (T<Ta)
dn/dT(1) (T>=Ta)
dn/dT(0)
Ref
ract
ive
ind
ex v
aria
tion
Δn
Temperarure(℃)

17
Fig.3-13 それぞれの昇温速度の屈折率変化曲線
Fig.3-14 光ファイバセンサによる硬化度曲線
-0.04
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0.04
50 100 150
dn/dT(0)dn/dT(1)(T<Ta)dn/dT(1)(T>=Ta)0.5K/min1K/min2K/min
Ref
ract
ive
ind
ex v
aria
tion
Δn
Temperature(℃)
0
0.2
0.4
0.6
0.8
1
280 300 320 340 360 380 400 420 440
0.5K/min1K/min2K/min
Deg
ree o
f cu
re
Temperature(K)

18
第 4 章 樹脂の硬化度測定およびシミュレーション
4.1 Kamal モデルによる熱化学モデルの算出
硬化度,硬化速度および時間の関係を表す熱化学モデルとして Kamal モデルがあり,エポ
キシ樹脂の振る舞いとよく一致することが報告されている.Kamal モデルは以下の式で表
される.
𝑑𝛼𝐷𝑆𝐶
𝑑𝑡= (𝑘1 + 𝑘2𝛼𝐷𝑆𝐶
𝑚 )(1 − 𝛼𝐷𝑆𝐶)𝑛 (4-1)
𝑘1 = 𝐴1 exp (−
𝐸1
𝑅𝑇) , 𝑘2 = 𝐴2 exp (−
𝐸2
𝑅𝑇)
(4-2)
ここで,R は気体定数𝐸1,𝐸2は活性化エネルギーm,n は反応次数𝐴1,𝐴2は係数である.式
(4-1)を時間積分することにより,任意の温度パターンにおける硬化度を計算することがで
きる.
DSC 測定結果より,式(4-1),(4-2)を用いて硬化度,硬化速度および温度の関係を求
めた.本研究で用いたエポキシ樹脂については初期の硬化速度が十分に小さいため,𝑘1 =
10−6 と仮定した.次に式(4-2)の Kamal モデルを式(4-3)のように変形して,𝛼𝐷𝑆𝑐 =
0.5 の時の各昇温速度における硬化度曲線の硬化速度と温度の関係から,Fig.4-1 に示すア
レニウスプロットを求めた.

19
Fig.4-1 各昇温速度(0.5,1,2,3,5K/min)
における硬化度 0.5 時の硬化速度と温度の関係
𝛼𝐷𝑆𝐶̇ |𝛼𝐷𝑠𝐶=0.5 ~ 𝐴2𝑒𝑥𝑝 (−
𝐸2
𝑅𝑇) 0.5𝑚−𝑛
(4-3)
アレニウスプロットより𝐸2を求め,また𝐴2を m と n の関数で表して式(4-1)のモデル式
に戻し,DSC データへの当てはめを行った.以上の操作より得られたモデルのパラメータ
を表 4-1 に示す.
Table.4-1 Kamal モデルによる樹脂の物性値
m 0.25889
n 1.87123
E2 56.5 kJ/mol
512205
熱化学モデルを用いて計算した一定昇温速度(0.5,1,2℃/min)条件の硬化度と温度の関
係を図 4-2 に示す.Kamal モデルによりシミュレーションの硬化度曲線を求めることがで
きた.
-8.5
-8
-7.5
-7
-6.5
0.00265 0.0027 0.00275 0.0028 0.00285 0.0029 0.00295 0.003
ln(d
/dt)
(
DSC=
0.5
)
1/T (1/K) (DSC
=0.5)

20
Fig.4-2 Kamal モデルより得られた硬化度曲線の硬化度と温度の関係
4.2 DSC 測定と熱化学モデルの硬化度曲線の比較
DSC 測定より得られた硬化度曲線と Kamal モデルより得られた硬化度曲線を比較す
る.図 4-3 より,どの昇温速度においても,求めた熱化学モデルが実験結果とよく合って
おり,Kamal モデルによってシミュレーションの硬化度曲線がよく表せていることがわか
る.また昇温速度が上昇するにしたがって硬化が完了する温度が高くなることが分かる
が,これは典型的な熱硬化性樹脂の硬化度曲線の特徴である.
0
0.2
0.4
0.6
0.8
1
300 320 340 360 380 400 420 440 460
0.5K/min1K/min2K/min
Deg
ree o
f cu
re
Temperature(K)

21
Fig.4-3 DSC 測定と Kamal モデルによるシミュレーションの硬化度と温度の関係
4.3 DSC 測定と光ファイバ屈折率測定の硬化度の比較
図 4-4 に,DSC より求めた温度に対する硬化度曲線を,光ファイバセンサより求めた硬
化度曲線とともに示す.図より,0.5K/min の場合は互いの硬化度がほぼ等しいことが分
かる.他の昇温速度についても同様の傾向が見られるが,2K/min の場合は互いの差が大
きくなっている.これは,自作した小型加熱炉中で光ファイバを用いて硬化度測定を行っ
た際に,温度制御の問題でハンチングが発生したため,測定した温度の精度が悪くなった
ことが原因であると考えている.
図 4-5 に,DSC 測定によって得られた硬化度𝛼𝐷𝑆𝐶を縦軸に,屈折率測定で得られた硬化
度αを横軸にとって描いたグラフを示す.ハンチングの影響が見られるが,全体的に
𝛼𝐷𝑆𝐶=αの直線関係となっている.よって,光ファイバで得た硬化度曲線を DSC で得た硬
化度曲線として用いることができる.
このことより,一定温度で加熱硬化させる VaRTM 成形時に,光ファイバで得た一定温
度硬化の硬化度曲線からシミュレーションを行うことができることにより,より精度の高
いシミュレーションが行うことができるようになると考える.
0
0.2
0.4
0.6
0.8
1
300 350 400 450
DSC(0.5K/min)Sim(0.5K/min)DSC(1K/min)Sim(1K/min)DSC(2K/min)Sim(2K/min)
Deg
ree o
f cu
re
Temperature(K)

22
Fig.4-4 DSC 測定と屈折率測定の硬化度と温度の関係
Fig.4-5 DSC 測定による硬化度と屈折率測定による硬化度
0
0.2
0.4
0.6
0.8
1
300 350 400 450
DSC(0.5K/min)Fiber(0.5K/min)DSC(1K/min)Fiber(1K/min)DSC(2K/min)Fiber(2K/min)
Deg
ree o
f cu
re
Temperature(K)
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
0.5K/min
1K/min
2K/min
DO
C f
rom
DS
C a
nal
ysi
s
DS
C
DOC from refrractive index

23
4.4 VaRTM 成形時に得られた硬化度曲線の修正
試料にエポキシ樹脂アラルダイトを用い,繊維強化機材に厚さ 0.2mm のガラスクロス
を 12 枚使用した.室温 24℃一定下で 24 時間保持させて光ファイバを用いて硬化モニタ
リングを行った.得られた硬化度曲線とシミュレーションのグラフを示す.
図 4-6 より得られたグラフは硬化度 0.3 まではセンサで示す硬化度とシミュレーション
の硬化度は一致しているが,その後は一致していないことがわかる.これは,シミュレー
ションに使っている Kamal モデル作成では,昇温速度 0 での当てはめをしていたため,
温度一定の区間で精度が悪くなったと思われる.よって光ファイバセンサで得た温度一定
過程で得られたデータを用いて修正を行う.
修正後の曲線を修正前,光ファイバによる実測値とともに図 4-7 に示す.修正前と比
べ,修正後の曲線は,実測値とよく一致していることがわかる.
以上より光ファイバセンサで得た硬化度曲線をシミュレーションに活かすことで,より
高精度のシミュレーションが可能になることがわかった.
Fig.4-6 VaRTM 成形時のセンサによる実測値と修正前のモデル
0
0.2
0.4
0.6
0.8
1
0 500 1000 1500
by Fiber optical sensor
Simulation by old model
Deg
ree o
f cu
re
Time(min)

24
Fig.4-7 VaRTM 成形時のセンサによる実測値と修正前,修正後のモデル
0
0.2
0.4
0.6
0.8
1
0 500 1000 1500
by Fiber optic sensor
Simlation by old model
Simlation by corrected model
Deg
ree o
f cu
re
Time(min)

25
第 5 章 樹脂の硬化度測定およびシミュレーションの改良
Fig.5-1 樹脂容器の改良前,改良後
5.1 樹脂の硬化度測定時の樹脂容器改良
光ファイバを用いた樹脂の一定昇温硬化度測定時に,硬化速度が大きくなるにつれて温
度制御をうまく行うことができず,ハンチングが生じていた.初めに,炉の断熱がうまく
行えていないことが原因と考え,炉内部のガラスウールをより多く敷き詰めた.多少改善
したが,ハンチングは生じ,2℃/min の過程までしか測定できなかった.次に,扱ってい
る樹脂は熱を加えると発熱する特性があることが原因と考えた.そのため,測定容器をで
きるだけ小さくし,発熱量を抑えることを試みた.図 5-1 に示すように,改良前の容器は
上底 10mm,下底 20mm,高さ 10mm の台形状のもので厚み 5mm のシリコンゴムを使
用している.改良後の容器は上底 3mm,下底 5mm,高さ 10mm の台形状のもので厚み
3mm のシリコンゴムを使用した.体積は改良前が 750mm3で改良後が 120mm3と体積を
84%抑えた.
Silicon rubber
5mm
10mm 20mm
10mm
Silicon rubber
3mm
3mm 5mm
10mm

26
Fig.5-2 VaRTM 成形時のセンサによる実測値と修正前,修正後のモデル
図 5-2 に樹脂のみ温度条件 80℃一定等温過程,(0.5,1,2,3, 5℃/min)一定昇温過程で
得た温度と屈折率変化の関係を示す.ハンチングの起きていない屈折率変化を観測するこ
とができた.また 5℃/min の屈折率変化も取得することができ,測定精度が大幅に向上し
た.これより硬化反応開始前は温度に比例して屈折率の減少することがわかる.また,温
度履歴にかかわらず硬化完了後の屈折率と温度の関係は等しくなることがわかる.硬化完
了後の傾きは高温域と低温域では異なっているので,硬化完了後の傾きの交わった点より
それぞれ算出した.得られた物性を表 5-1 に示す.
Table.5-1 屈折率測定による樹脂の物性値
dn/dT(0) -3.85×10-4
dn/dT(1)(T<Ta) -1.59×10-4
dn/dT(1)(T>=Ta) -2.89×10-4
∆n(1, Ta) 2.05×10-2
Ta 101
-0.03
-0.02
-0.01
0
0.01
0.02
0.03
0.04
40 80 120 160 200
constant 80C
0.5C/min
1°C/min
2°C/min
3°C/min
5°C/min
dn/dt(0)
dn/dt(1)(Ta<101)
dn/dt(1)(Ta>101)
Ref
ract
ive
ind
ex v
aria
tio
n
n
Temperature(C)

27
5.2 DSC による硬化度測定
本研究では樹脂にエポキシ樹脂(主剤:ARALDITE LY5052,硬化剤:ARADUR 5052
CH)を用いているが,主剤,硬化剤,共に新しく購入した.表 3-1 と表 5-1 を比較すると
樹脂の物性値が多少異なっていることが分かる.製造元で多少変化があるようだ.よって
DSC 測定についても取り直しを行った. 結果を図 5-4 に示す.
以前の硬化速度のピークは 0.5K/min では 0.000195.1K/min では 0.000351.2K/min
では 0.0007.3K/min では 0.000932.5K/min では 0.00146 であった.対して,今回は
0.5K/min では 0.0002191.1K/min では 0.0003854.2K/min では 0.0006742.3K/min で
は 0.0009582.5K/min では 0.001527 であった.DSC 測定ではそれほど大きな変化は見
られなかった.得られた硬化度曲線を屈折率変化で得たものと共に図 5-5 に示す.
グラフより,光ファイバセンサで測定した硬化度は,DSC 測定より得られる硬化度とよ
く一致していることがわかる.よって,光ファイバによって測定された硬化度は,熱分析
で定義される硬化度と同等のものとして扱うことができることが分かった.
Fig.5-3 エポキシ樹脂(主剤:ARALDITE LY5052,硬化剤:ARADUR 5052 CH)

28
Fig.5-5 DSC 測定と屈折率測定の硬化度と温度の関係
5.3 樹脂と VaRTM 成形 CFRP の硬化度の比較
図 5-6,5-7 に VaRTM 成形測定写真を示す.離型剤を塗った型に厚さ 0.2mm のカーボ
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
300 350 400 450
DSC(0.5K/min)Fiber(0.5K/min)DSC(1K/min)Fiber(1K/min)DSC(2K/min)Fiber(2K/min)DSC(3K/min)Fiber(3K/min)DSC(5K/min)Fiber(5K/min)
Deg
ree
of
cure
Temperature(K)
Fig.5-4 一定昇温硬化プロセスにおける硬加速度と温度の関係
0
0.0002
0.0004
0.0006
0.0008
0.001
0.0012
0.0014
0.0016
300 350 400 450 500
0.5K/min
1K/min
2K/min
3K/min
5K/min
Curi
ng r
ate
Temperature(K)

29
ンクロスを 10 枚一方向に積層し,光ファイバと熱電対をカーボンクロス 5 層目と 6 層目
の間に埋め込んだ.カーボンクロスの上には樹脂拡散メディアを重ねた.さらに真空パッ
クの処理を行い,入り口側のホースを樹脂に浸し,出口側のホースから真空を引いて,樹
脂を流した.硬化条件は一定等温 80℃を 2 時間保持とした.
Fig.5-6 VaRTM 成形中の硬化度と温度の測定
Fig.5-7 VaRTM 成形加熱硬化
Optical Fiber Thermocouple
Impregnation
Vacuum
Silicone rubber
heater

30
図 5-8 に 80℃一定で硬化させた場合の樹脂のみ(Resin)の硬化度と,VaRTM 成形
CFRP の硬化度を時間に対して示す.ここで,それぞれの成形プロセスで加熱開始時間が
異なるため,CFRP の時間を 850 秒引いて,Resin の加熱開始時刻に合わせた.グラフよ
り,CFRP の方がやや遅れて硬化しているものの,硬化度曲線の振る舞いは互いによく一
致していることが分かる.CFRP の硬化が樹脂より遅れている理由としては,カーボンの
熱伝導率が高いために,光ファイバ先端の数μm の微小領域の樹脂温度と,熱電対で測定
される CFRP の温度がやや異なるためであると考えられる.硬化開始後の進展の振る舞い
はほぼ一致するので,カーボンクロスは母材樹脂の硬化度測定に影響を与えないと考えら
れる.
Fig.5-8 DSC 測定と VaRTM 成形時の屈折率測定の硬化度と温度の関係
5.4 DSC とシミュレーションの比較
DSC による昇温硬化プロセスの硬化度測定結果より,式(4-1),(4-2)を用いて得た
Kamal モデルのパラメータを表 5-2 に示す.なおここで,𝑘1~10−6と仮定した.図 5-9 に
Kamal モデルを用いて計算した硬化度曲線と DSC 測定で得られた硬化度曲線を示す.グ
ラフより実験値と理論曲線はよく一致しており,Kamal モデルにより樹脂の硬化反応が
よく表せていることがわかる.
0
0.2
0.4
0.6
0.8
1
1.2
-20
0
20
40
60
80
0 50 100 150 200
DOC(Resin)
DOC(VaRTM)
Temp(Resin)
Temp(VaRTM)
Deg
ree
of
cure
Tem
peratu
re(C)
Time(min)

31
Fig.5-9 Kamal モデルによるシミュレーション結果と DSC 測定の硬化度と温度の関係
Table.5-2 Kamal モデルによる樹脂の物性値
m 0.34885
n 1.7610
𝐸2 50.78 kJ/mol
𝐴2 73310
k1 10-6
5.5 VaRTM 成形のシミュレーション
図 5-10 に,Kamal モデルと VaRTM 成形で測定した温度から計算した硬化度曲線を,
CFRP の硬化度曲線と共に示す.80℃に達するまではシミュレーションの方が CFRP よ
りも硬化度が大きいが,これは CFRP の硬化が遅れていることから妥当である.80℃に
達した後は,シミュレーションの硬化度の上昇は緩やかになっていき,CFRP の硬化度
曲線と交差し,150 分では CFRP の硬化度が 1 に達しているのに対してシミュレーショ
ンの硬化度は 1 に達していない.この結果が生じた理由は,Kamal モデル作成では昇温
速度が 0 のデータを使用しておらず,昇温速度が 0 である 80℃一定の区間では予測精度
が悪くなったためであると思われる.そのため,任意の温度条件に対応するためにはモ
デルの改良が必要であり,光ファイバによる定温硬化プロセスのデータもモデル作成に
採用する予定である.
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
300 350 400 450
Sim(0.5K/min)
DSC(0.5K/min)
Sim(1K/min)
DSC(1K/min)
Sim(2K/min)
DSC(2K/min)
Sim(3K/min)
DSC(3K/min)
Sim(5K/min)
DSC(5K/min)
Deg
ree o
f cu
re
Temperature(K)

32
Fig.5-10 シミュレーションモデルによる硬化度曲線と
VaRTM 成形時の光ファイバによる硬化度曲線
5.6 VaRTM 成形のシミュレーションの改良
図 5-11 に光ファイバにより得られた定温硬化プロセス(常温,60℃,70℃,80℃一定)
のデータを用いてモデルの改良を行ったシミュレーションの硬化度曲線を示す.150 分以
降の硬化度は 1 で表すことができ,温度一定領域での CFRP の硬化度曲線との誤差を小
さく示せている.改良前と比べてより精度の良い予測ができていることがわかる.今後の
シミュレーションは改良したものを使う.
0
0.2
0.4
0.6
0.8
1
1.2
-20
0
20
40
60
80
0 50 100 150 200
Simulation by VaRTM temperature
VaRTM cured at 80C
Temp
Deg
ree o
f cu
re
Tem
peratu
re(C)
Time(min)

33
5.7 シミュレーションの硬化進展の予測
図 5-12,5-13 に時間 66 分,硬化度 14%における点から,現在の温度パターンでの硬化
進展の予測と,温度を上げた場合の硬化進展の予測と,それぞれの温度パターンを示す.現
在の温度での予測はよく硬化進展を表せていることがわかる.また,温度を上げた場合は 60
分程早く硬化することがわかる.より最適な時間,温度で硬化させることができることによ
り,硬化完了時間を予測することができ,エネルギーのロスを減らすことにつながると考え
る.
Fig.5-11 新しいシミュレーションモデルによる硬化度曲線と
VaRTM 成形時の光ファイバによる硬化度曲線
Table.5-3 新しいシミュレーションモデルによる樹脂の物性値
m 0.104114
n 1.10086
𝐸2 50.78 kJ/mol
𝐴2 395152.7
k1 10-6
0
0.2
0.4
0.6
0.8
1
1.2
-20
0
20
40
60
80
0 50 100 150 200
Simulation by VaRTM temperature
VaRTM cured at 80°C
Temp
Deg
ree o
f cu
re
Tem
peratu
re(°C)
Time(min)

34
Fig.5-12 実測値と同じ温度条件の硬化進展予測と温度を上げたときの硬化進展予測
Fig.5-13 実測値と同じ温度条件の温度パターンと温度を上げたときの温度パターン
0
0.2
0.4
0.6
0.8
1
1.2
0 50 100 150 200 250
VaRTM cured at 80°CSim(0.5°C/min) cured at 80°CSim(2°C/min) cured at 100°C
Deg
ree
of
cure
Time(hour)
20
40
60
80
100
120
0 50 100 150 200 250
VaRTM cured at 80C
Sim(0.5C/min) cured at 80°CSim(2°C/min) cured at 100°C
Tem
per
ature
(C
)
Time(hour)
35
第 6 章 多点センサによる測定およびシミュレーション
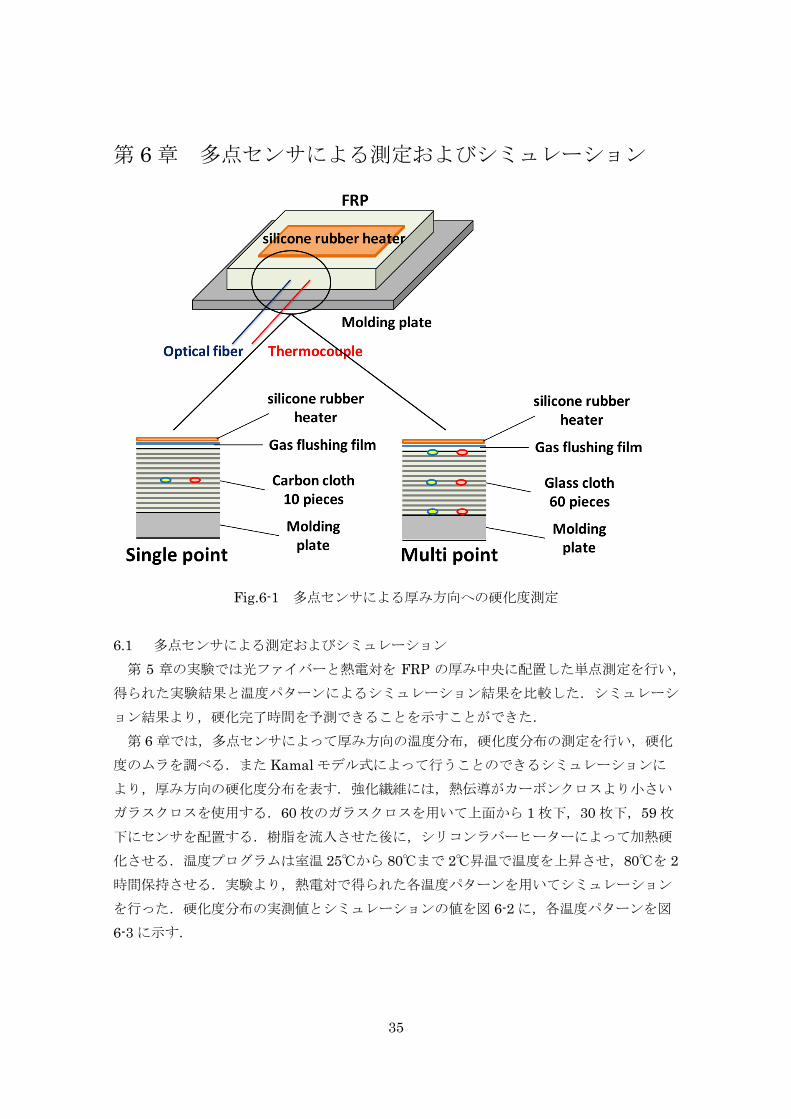
Fig.6-1 多点センサによる厚み方向への硬化度測定
6.1 多点センサによる測定およびシミュレーション
第 5 章の実験では光ファイバーと熱電対を FRP の厚み中央に配置した単点測定を行い,
得られた実験結果と温度パターンによるシミュレーション結果を比較した.シミュレーシ
ョン結果より,硬化完了時間を予測できることを示すことができた.
第 6 章では,多点センサによって厚み方向の温度分布,硬化度分布の測定を行い,硬化
度のムラを調べる.また Kamal モデル式によって行うことのできるシミュレーションに
より,厚み方向の硬化度分布を表す.強化繊維には,熱伝導がカーボンクロスより小さい
ガラスクロスを使用する.60 枚のガラスクロスを用いて上面から 1 枚下,30 枚下,59 枚
下にセンサを配置する.樹脂を流入させた後に,シリコンラバーヒーターによって加熱硬
化させる.温度プログラムは室温 25℃から 80℃まで 2℃昇温で温度を上昇させ,80℃を 2
時間保持させる.実験より,熱電対で得られた各温度パターンを用いてシミュレーション
を行った.硬化度分布の実測値とシミュレーションの値を図 6-2 に,各温度パターンを図
6-3 に示す.

36
Fig.6-2 ヒーター温度 80℃一定(2℃昇温)時の硬化度分布
Fig.6-3 ヒーター温度 80℃一定(2℃昇温)時の温度分布
0
0.2
0.4
0.6
0.8
1
1.2
0 1 2 3 4 5
Upper Simulation valueUpper Measured valueMiddle Simulation valueMiddle Measured valueLower Simulation valueLower Measured value
Deg
ree
of
cure
Time(hour)
20
30
40
50
60
70
80
90
0 1 2 3 4 5
Upper
Middle
Lower
Tem
per
ature
(°C
)
Time(hour)

37
図 6-3 では,硬化プロセス中に大きな温度勾配が生じたことが分かった.上部,中部お
よび下部の最終温度はそれぞれ 78℃,65℃および 53℃であった.FRP の厚みは 5.6mm
であったので,温度勾配は 4.5℃/ mm であった.
図 6-2 では,シミュレーションによる硬化度曲線が測定された曲線と非常に良く一致し
ている.したがって,光ファイバセンサによって測定されたデータを使用して作成された
シミュレーションモデルは,硬化度を予測するための良好な精度を有するように見えた。
しかし,下部のモデル,すなわち温度が 53℃のときのモデルの精度は他の部分よりも悪い
ことが分かった.より正確な予測を行うには,より低温でのモデルの改善を試みる必要が
ある.
硬化度の曲線から,大きな温度勾配のために硬化プロセスが遅れていることが分かる。
上部と中間部の硬化反応完了時間は 2 時間と 3 時間であった.下段の硬化度曲線は,硬化
反応が 4.5 時間後に完了しなかったことを示している.これらの結果は,FRP の硬化プロ
セスの最適な制御のために使用することができる.

38
第 7 章 FEM 解析による温度分布と硬化度分布の連成解
析
7.1 解析モデル
本研究で解析に用いたモデルを図 7-1 に示す.このモデルは,筆者らが光ファイバセン
サを用いて硬化度分布モニタリングを行った条件とほぼ同等のものであり,材料は,厚み
5.3mm のガラス/エポキシ織物 GFRP で,片側表面にシートヒータによって一定温度を与
え,片側は金型を通して大気放熱(雰囲気温度 25C)としている.そのため,材料の表裏
で大きな温度分布が生じ,その結果大きな硬化度分布が生じる.このモデルは面内一様で
あるので,厚み方向のみを変数とする一次元モデルで容易に解くことができる.
Fig.7-1 CFRP のシミュレーションモデル
7.2 温度分布と硬化度分布の連成解析
これまでのシミュレーションでは,実測した温度パラメーターや,自ら作成した温度パ
ラメーターを Kamal モデル式に入力することで,シミュレーション結果を得ていた.し
かしそれでは,厚み方向へのシミュレーションをリアルタイムに行うことができていな
い.よって,温度と硬化度の連成計算を行った.下に非定常熱伝導方程式を示す.
𝑐𝑝𝜌
𝜕𝑇
𝜕𝑡= 𝜆 ∗
𝜕2𝑇
𝜕𝑥2+ 𝑄
Q = 𝜌H�̇�, 𝐻 = ∫ �̇�∞
0
𝑑𝑡
(7-1)
ここで x は厚み,∆Tは温度変化,∆tは時間変化,λは熱伝導率,𝑐𝑝は定圧比熱,𝜌は密度,Q
は発熱項,H は単位重量当たりの硬化発熱総量,�̇�は硬化反応熱,αは硬化度である.
Initial condition25°C
Heating surface
Atmospheric release25°C
Thickness
5.3mm

39
硬化度は,以下に示す Kamal モデルで計算した.
𝑑𝛼
𝑑𝑡= (𝑘1 + 𝑘2𝛼𝑚)(1 − 𝛼)𝑛
𝑘1 = 𝐴1 exp (−𝐸1
𝑅𝑇) , 𝑘2 = 𝐴2 exp (−
𝐸2
𝑅𝑇)
(7-2)
A は係数,m,n は反応次数,E は活性化エネルギー,R は気体定数である.熱流�̇�,時間
および温度の関係から,硬化度,硬化速度および時間の関係を得ることができ,式(7-2)に当
てはめることで,物性を得る.
初期条件は,
𝑇(0, 𝑥) = 25 ℃, α(0, x) = 0 (7-3)
境界条件は,
𝑇(𝑡, 0) = 𝑇ℎ(𝑡)
𝑞(𝑡, 𝐿) = −𝜆𝜕𝑇
𝜕𝑥(𝑡, 𝐿) = ℎ(𝑇(𝑡, 𝐿) − 𝑇𝐴𝑖𝑟)
(7-4)
である.ここで,Thはヒーター温度,TAirは大気温度,h は大気と鉄の間の熱伝達率であ
り,金型の温度は一様と仮定する.式(7-1),(7-2)を連成して解くことにより,温度と硬化
度の時間・空間分布を求めた.
7.3 数値計算手法の設定
FEM による計算では,有限要素解析ソフト ABAQUS を使用した.ユーザーサブルーチ
ン(FORTRAN)を作成し,ABAQUS に組み込む.ここで.硬化反応速度式を解かせる
ことになるが,微分方程式を計算する際に,計算手法によって精度が異なる.オイラー
法,修正オイラー法,ルンゲクッタ法について Mathematica の数値解との比較を行う.
Mathematica は初期設定でオイラー法を採用しているが計算ソフトの精度が高いので,正
しい解として,比較対象とする.それぞれの計算手法の中で最も精度の高いものを計算手
法として採用する.

40
オイラー法の概念図と計算式を示す.
Fig.7-2 オイラー法概念図
k+1 = k + ∆= k +
𝑑𝛼
𝑑𝑡 ∆t
𝑑𝛼
𝑑𝑡(𝑡𝑘, 𝛼𝑘) = (𝑘1(𝑇𝑘) + 𝑘2(𝑇𝑘)𝛼𝑘
𝑚)(1 − 𝛼𝑘)𝑛
(7-5)
時間 tk,微小時間∆t,温度 Tk,微小温度 ∆T,硬化度k ,出力k+1,とする.
修正オイラー法の概念図と計算式を示す.
Fig.7-3 修正オイラー法概念図

41
�̃� = k +
𝑑𝛼
𝑑𝑡 ∆t
𝑑𝛼
𝑑𝑡(𝑡𝑘, 𝛼𝑘) = (𝑘1(𝑇𝑘) + 𝑘2(𝑇𝑘)𝛼𝑘
𝑚)(1 − 𝛼𝑘)𝑛
𝑑𝛼
𝑑𝑡(𝑡𝑘+1, �̃�) = (𝑘1(𝑇𝑘+1) + 𝑘2(𝑇𝑘+1)�̃�𝑚)(1 − �̃�)𝑛
k+1 = k + ∆= k + 1
2∆t [
𝑑𝛼
𝑑𝑡(𝑡𝑘, 𝛼𝑘) +
𝑑𝛼
𝑑𝑡(𝑡𝑘+1, �̃�)]
(7-6)
ルンゲクッタ法による概念図と計算式を示す
Fig.7-4 ルンゲクッタ法概念図
�̃� = k +
𝑑𝛼
𝑑𝑡 ∆t
𝑑𝛼
𝑑𝑡(𝑡𝑘, 𝛼𝑘) = (𝑘1(𝑇𝑘) + 𝑘2(𝑇𝑘)𝛼𝑘
𝑚)(1 − 𝛼𝑘)𝑛
𝑝0 =𝑑𝛼
𝑑𝑡(𝑡𝑘 , 𝛼𝑘) ∆t
𝑝1 =𝑑𝛼
𝑑𝑡(𝑡𝑘 +
∆t
2, 𝛼𝑘 +
𝑝0
2) ∆t
𝑝2 =𝑑𝛼
𝑑𝑡(𝑡𝑘 +
∆t
2, 𝛼𝑘 +
𝑝1
2) ∆t
(7-7)

42
𝑝3 =𝑑𝛼
𝑑𝑡(𝑡𝑘 + ∆t, 𝛼𝑘 + 𝑝2) ∆t
∆α =1
6(𝑝0 + 2𝑝1 + 2𝑝2 + 𝑝3)
k+1 = k + ∆
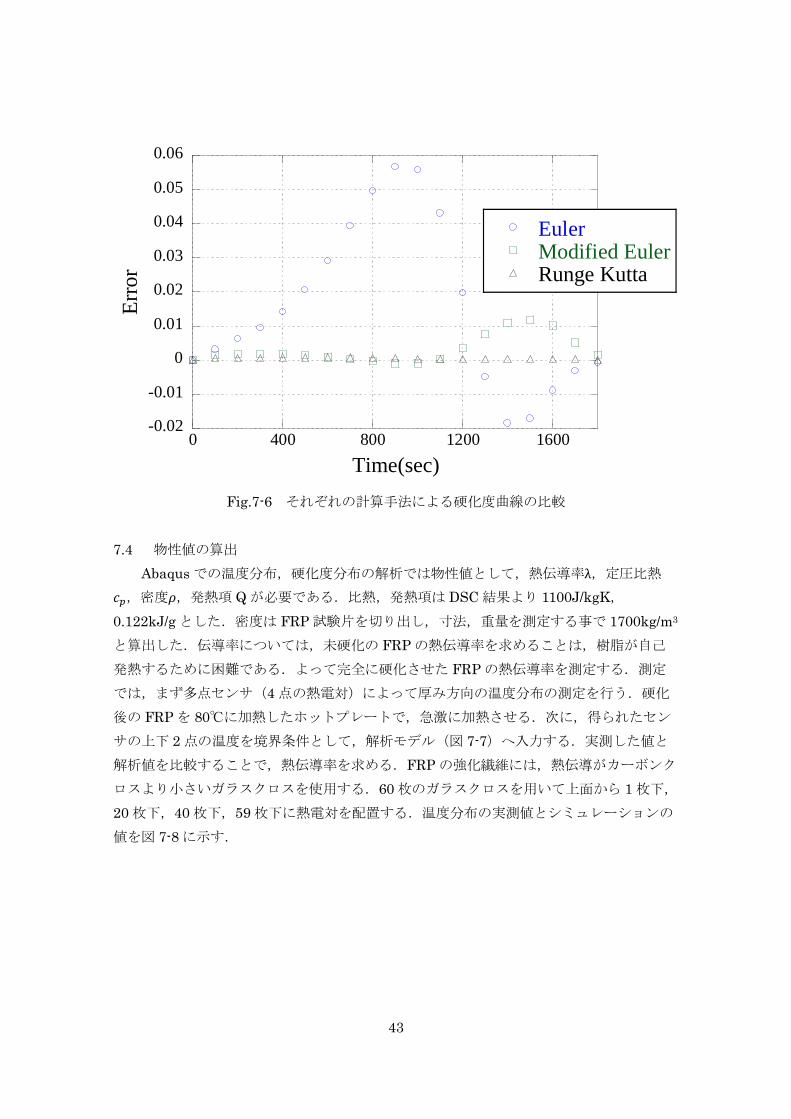
図 7-5 にそれぞれの計算手法による硬化度曲線を示し,図 7-6 に mathematica 解との誤差
を示す.グラフからオイラー法の誤差の最大値が 0.06 と大きな値となっている.修正オイ
ラー法は誤差の最大値が 0.01 とオイラー法に比べて大きく改善できていることがわかる.
図 7-6 の硬化度曲線では,目視での差が分からない程であり,修正オイラー法は十分に精
度よく計算することができる.ルンゲクッタ法については誤差がほぼ 0 であり,一番精度
よく硬化度曲線を表せている.計算速度に大きな差は生じなかったため,ルンゲクッタ法
を計算手法に採用する.
Fig.7-5 それぞれの計算手法による硬化度曲線
0
0.2
0.4
0.6
0.8
1
0
50
100
150
200
0 400 800 1200 1600
MathematicaEulerModified EulerRunge Kutta
Temperature
Deg
ree
of
cure
T
emp
erature(C
)
Time(sec)
43
Fig.7-6 それぞれの計算手法による硬化度曲線の比較
7.4 物性値の算出
Abaqus での温度分布,硬化度分布の解析では物性値として,熱伝導率λ,定圧比熱
𝑐𝑝,密度𝜌,発熱項 Q が必要である.比熱,発熱項は DSC 結果より 1100J/kgK,
0.122kJ/g とした.密度は FRP 試験片を切り出し,寸法,重量を測定する事で 1700kg/m3
と算出した.伝導率については,未硬化の FRP の熱伝導率を求めることは,樹脂が自己
発熱するために困難である.よって完全に硬化させた FRP の熱伝導率を測定する.測定
では,まず多点センサ(4 点の熱電対)によって厚み方向の温度分布の測定を行う.硬化
後の FRP を 80℃に加熱したホットプレートで,急激に加熱させる.次に,得られたセン
サの上下 2 点の温度を境界条件として,解析モデル(図 7-7)へ入力する.実測した値と
解析値を比較することで,熱伝導率を求める.FRP の強化繊維には,熱伝導がカーボンク
ロスより小さいガラスクロスを使用する.60 枚のガラスクロスを用いて上面から 1 枚下,
20 枚下,40 枚下,59 枚下に熱電対を配置する.温度分布の実測値とシミュレーションの
値を図 7-8 に示す.
-0.02
-0.01
0
0.01
0.02
0.03
0.04
0.05
0.06
0 400 800 1200 1600
EulerModified EulerRunge Kutta
Err
or
Time(sec)

44
Fig.7-7 FEM 解析モデル
Fig.7-8 FEM による温度分布の解析
解析結果より,GFRP の熱伝導率は 0.5W/mK と求まった.得られた物性値を表 7-2 に
示す.図より実測値とよく合う FRP 内部の温度分布を精度よく作成することができてい
る.物性値をすべて求めることができたことにより,硬化度分布,温度分布の解析を行う
ことができる.
Table.7-2 GFRP の物性値
λ 0.5W/mK
𝑐𝑝 1100J/kgK
𝜌 1700kg/m3
20
30
40
50
60
70
80
0 50 100 150 200 250
Measured value UpperMeasured value Middle upperMeasured value Middle lowerMeasured value LowerSimulated value UpperSimulated value Middle upperSimulated value Middle lowerSimulated value Lower
Tem
par
etu
re(°
C)
Time(sec)

45
𝑄 0.122kJ/g
7.5 FEM 解析による結果
センサによって取得した硬化度分布,温度分布をシミュレーション結果と共に図 7-9,
7-10 に示す.温度の実測値と推測値はほぼ等しく,温度分布を精度よく求めることができ
ている.硬化度分布は低温域での精度が悪く,大きいところで 0.15 ほどの硬化度の誤差が
できてしまっている.しかし,温度が上昇するにつれて誤差は小さくなり,硬化完了点で
の時間,硬化度の値は大きな誤差ではないと言える.上面の温度より温度分布を推測し,
硬化度分布を表すことができたため,リアルタイムで未測定の硬化度分布を知ることがで
き,硬化完了時間,硬化ムラを探索できるなど,最適な成形を行うことに役立てることが
できる.
Fig.7-9 FEM 連成解析によるの硬化度分布
0
0.2
0.4
0.6
0.8
1
0 2000 4000 6000 8000 1 104
1.2 104
1.4 104
Measured value UpperMeasured value MiddleMeasured value LowerSimulated value UpperSimulated value MiddleSimulated value Lower
Deg
ree
of
cure
Time(sec)

46
Fig.7-10 FEM 連成解析による温度分布
20
30
40
50
60
70
80
90
0 2000 4000 6000 8000 1 104
1.2 104
1.4 104
Measured value UpperMeasured value MiddleMeasured value LowerSimulated value UpperSimulated value MiddleSimulated value Lower
Tem
per
ature
(C
)
Time(sec)

47
第 8 章 FRP 成形における成形パラメータの感度解析
8.1 温度パターンの作成
ヒーターに入力する温度パターンを作成する.図 8-1 に示すように,1 ステップ目と 2
ステップ目の到達温度と時間幅を設計変数とし,5 水準の完全サンプルで応答曲面を求め
る.設計変数の制約条件として,式(8-1)を示す.ts を時間(秒),Ts を温度(℃)とす
る.
1000≦ts≦5000,40≦Ts≦100 (8-1)
(t,T)=(0,25),(ts,Ts),(6000,115)のパラメータを繋ぎ合わせることで温度パターン
を作成する.
Fig.8-1 FEM 連成解析の温度パターン
8.2 応答値の定義
応答関数として硬化度 95%に達するまでの硬化時間 t0.95と,その時間までに生じる最大
の厚み方向の硬化度分布の変動幅UEを考えた.また,ヒーターに入力する熱流を硬化完
了時間まで積分した値を熱量𝑞𝑐𝑜𝑠𝑡(W/mK)とした.応答値の定義式を式(8-2)に示す.こ
れらの値は,温度と硬化度の連成解析によって,それぞれの分布を算出後に数値計算を行
うことによって求めた.最適化では,それぞれの値の最小化を目指す.
48
α[t95, L] = 0.95, L = 5.3(mm)
α[t, 0] − α[t, L], L = 5.3(mm)
𝑞𝑐𝑜𝑠𝑡 = ∫ 𝑞[𝑡]t95
0
dt
(8-2)
8.3 硬化完了時間の感度解析
得られた応答値を図 8-2 に示す.応答値は上に凸の応答曲面となることがわかる.短時
間で高い温度に上げることで最小解を求めることができる.また,低い温度を長時間保持
することで,硬化時間は大きくなる.
図 8-3 に熱量と硬化ムラの計算結果を示す.曲線の交わっている点は,昇温速度が一定
の時の点であり,温度パターンが同じになるため,値は同じになる.制約条件に硬化ム
ラ,熱量を指定する.制約条件式,図を式(8-3),図 8-3 に示す.
UE < 0.4
𝑞𝑐𝑜𝑠𝑡 < 1900(W/mK)
(8-3)
制約条件の範囲内の応答を丸で囲み,最小値を赤丸で囲む.

49
Fig.8-2 硬化完了時間の最適化

50
コストの制約を大きい値から小さい値へ変化させると,短時間で温度を上昇させるパタ
ーン(昇温速度が傾き一定のものよりも大きなパターン)から条件外になっていくことが
わかる.また,硬化ムラの制約についても同様な傾向があることがわかる.ステップ時間
1000 秒で 100℃へ温度を上昇させるパターンの熱量の値は 1900 を下回っており,全体的
にみて低い値である.硬化むらは一番大きな値となっているが,硬化完了時間は一番小さ
な値である.硬化時間が小さかったため,熱量を抑制できたと考えられる.結果として,
熱量と硬化ムラに制約条件を加えることで硬化完了時間は大きな値となってしまうことが
わかる.
Fig.8-3 熱流と硬化ムラの制約条件

51
8.4 熱量の感度解析
得られた応答値を図 8-4 に示す.応答値は上に凸の応答曲面となることがわかる.低い
温度を長時間保持することで,熱量を小さくできる.また,高い温度へ短時間で上げるこ
とでも熱量は小さくなる. 熱量最大になる条件は,昇温一定付近である.その中でも
1000 秒で 70℃に上げたものが最大となっている.立ち上がりに多くの熱流を投入しなけ
ればならないためと考えられる.
制約条件に硬化ムラ,熱量を指定する.制約条件式,図を式(8-4),図 8-5 に示す.
t0.95< 8500(sec)
UE < 0.4
(8-4)
制約条件の範囲内の応答を丸で囲み,最小値を赤丸で囲む.
Fig.8-4 熱流の最適化

52
硬化完了時間の制約を大きい値から小さい値へ変化させると,低い温度を長時間保持す
るパターンから条件外になっていくことがわかる.また,硬化ムラの制約については逆の
傾向が見られ,短時間で高い温度へ上げるものから条件外になっていく.しかし,低い温
度を長時間保持するもの 5000 秒で 40℃に上げるパターンは 40℃から 115℃へ温度を上げ
る間に硬化ムラが大きく生じてしまうと考えられる.結果として,硬化完了時間と硬化ム
ラに制約条件を加えることで熱量は大きな値となってしまうことがわかる.
Fig.8-5 硬化完了時間と硬化ムラの制約条件

53
8.5 硬化ムラの感度解析
得られた応答値を図 8-6 に示す.応答値は下に凸の応答曲面となることがわかる.一定
昇温より昇温速度の少し小さいパターンの場合,硬化ムラが小さくなっている.また,低
い温度を長時間保持した場合は,硬化ムラが大きくなってしまっている.2 ステップ目の
昇温過程で硬化ムラが大きく生じてしまうためである.熱量最大になる条件は,短時間で
高温へ温度を上げた場合(昇温速度の大きなもの)である.その中でも 1000 秒で 100℃
に上げたものが最大となっている.急激に温度を上げると温度差が大きくなるためであ
る.
制約条件に硬化完了時間,熱量を指定する.制約条件式,図を式(8-5),図 8-7 に示す.
t0.95< 8000(sec)
𝑞𝑐𝑜𝑠𝑡 < 1950(W/mK)
(8-5)
制約条件の範囲内の応答を丸で囲み,最小値を赤丸で囲む.
Fig.8-6 硬化ムラの最適化

54
硬化完了時間の制約を大きい値から小さい値へ変化させると,低い温度を長時間保持す
るパターンから条件外になっていくことがわかる.また,熱量の制約については逆の傾向
が見られ,短時間で 55℃,70℃程の温度へ上げるものから条件外になっていく.ここで,
短時間で高温へ昇温させるものについては,硬化完了時間が小さくなるため,熱量は小さ
な値となっている.また,硬化完了時間が大きいにも関わらず,熱量の小さいものがあ
る.これは,低温域を保持することで,与える熱流が小さくなったためと考えられる.結
果として,硬化完了時間と熱量に制約条件を加えることで硬化ムラは大きな値となってし
まうことがわかる.
Fig.8-7 硬化完了時間と熱流の制約条件

55
第 9 章 応答曲面および重み付け法による成形温度条件の
最適化(設計変数2つ)
本章では,厚み方向に硬化度分布が生じる CFRP 板の成形において,成型時間,硬化ム
ラ,熱量の最小化するための最適な温度パターンを設計する手法を提案する.FEM 解析
手法と同様の解析モデルを使用した.温度と硬化度の連成解析を行って,それぞれの応答
値の計算を行う.まず,2 設計変数の応答曲面法を用いて,重み付け最適化法によりパレ
ート最適フロントを求めた.次に,モンテカルロ法を用いて,10 設計変数の 1000 個の温
度パターンから得られる解の挙動を調べた.
9.1 解析モデル
本研究で解析に用いたモデルを図 9-1 に示す.FEM 解析時に使用したモデルと同条件
のモデルを使用する.このモデルは,筆者らが光ファイバセンサを用いて硬化度分布モニ
タリングを行った条件とほぼ同等のものであり,材料は,厚み 5.3mm のガラス/エポキシ
織物 GFRP で,片側表面にシートヒータによって一定温度を与え,片側は金型を通して大
気放熱(雰囲気温度 25C)としている.そのため,材料の表裏で大きな温度分布が生じ,
その結果大きな硬化度分布が生じる.このモデルは面内一様であるので,厚み方向のみを
変数とする一次元モデルで容易に解くことができる.
Fig.9-1 解析モデル
9.2 温度パターンの作成
本研究では,図 9-2 に示すように,ヒーター温度が 60 分で室温から 115℃に到達する成
形の問題を考える.パターンの中間節点の(時間 ti, 温度 Ti)の組み合わせを設計変数と
し,n 個の中間節点に対して 2n 個の設計変数を考える.なお,無限大の昇温速度を避け
Initial condition25°C
Heating surface
Atmospheric release25°C
Thickness
5.3mm

56
るために,各変数は 2≦ti≦58,25≦Ti≦115 の解空間を持つものとした.さらに,完全硬
化させるために,115℃で 2 時間,温度を保持する.
Fig.9-2 シミュレーションの温度パターン
9.3 応答値の定義
応答関数として硬化度 95%に達するまでの硬化時間 t0.95(図 9-3)と,その時間までに
生じる最大の厚み方向の硬化度分布の変動幅UEを考えた(図 9-4).また,ヒーターに
入力する熱流を硬化完了時間まで積分した値を熱量𝑞𝑐𝑜𝑠𝑡(図 9-5)とした.これらの値
は,微分方程式を用いて硬化度曲線を求めた後に,数値的に求めた.最適化では,それぞ
れの値の最小化を目指す.応答値の定義式を式(9-1)に示す.
α[t95, L] = 0.95, L = 5.3(mm)
α[t, 0] − α[t, L], L = 5.3(mm)
𝑞𝑐𝑜𝑠𝑡 = ∫ 𝑞[𝑡]t95
0
dt
(9-1)
115℃
25℃
2min 60
min
58
minconstraint
conditions
constraint
conditions Temp
Time 180
min

57
Fig.9-3 硬化完了時間の定義
Fig.9-4 硬化ムラの定義
Fig.9-5 熱量の定義

58
9.4 シミュレーション手法
応答曲面法は,可能な限り少ない測定データを用いて,最適解を求めるための数値計算
手法である.応答曲面モデルとは,n 個の設計変数を xi(i=1, 2,…,n),目的関数を y と
したとき,
y=f(x1,x2,⋯xn)+ε
(9-2)
というモデル式で表すことができる.ここでεは誤差である.応答曲面モデルは設計変数
と目的関数の因果関係を正確にモデル化したものではなく,迅速性と単純性が要求される
実用面を考慮して,因果関係を単純な関数で表している.具体的には最小二乗法が適用可
能な線形多項式であり,特に停留点を持つ中で最も単純な 2 次多項式が最適値探索の関
数としてよく用いられる.実際に使用した 2 次多項式を式(9-3)に示す.
y=β1+β2x+β3y+β4xx+β5yy+β6xy (9-3)
まず,中間節点 n=1 の場合について,5 水準の完全サンプルにより 52個の応答を求め,
2 次の応答曲面を当てはめて応答関数を求めた.
Fig.9-6 中間点 n=1 の時の温度パターンモデル
得られた応答曲面を図 9-7,9-8,9-9 に示す.硬化完了時間と熱量のグラフは上に凸の
グラフであり,二つの応答値の最小解は類似性があることがわかる.硬化ムラのグラフは
下に凸のグラフである.また,応答値の桁はそれぞれ違うため,応答曲面を足し合わせ,
多目的の最適化を行うためには,正規化を行い,値を 0 から 1 までに変換したものを使用
する必要がある.

59
Fig.9-7 硬化完了時間の応答曲面
Fig.9-8 硬化ムラの応答曲面

60
Fig.9-9 熱量の応答曲面
多目的な最適化を行う際,得られた応答曲面に重みを付け足し合わせることでパレート
解を求める.正規化として,応答値の最小値を 0 へ,最大値を 1 へ変換させる.
𝑓1(𝑡1, 𝑇1) = 𝑎 𝑡0̅.95 + (1 − 𝑎) ∆�̅� 𝑈𝐸
𝑓2(𝑡2, 𝑇2) = 𝑎 �̅�𝑐𝑜𝑠𝑡 + (1 − 𝑎) ∆�̅� 𝑈𝐸
(9-4)
ここで,オーバーバーの付いた変数は,値の範囲を 0 から 1 に正規化することを意味し,
重み a の範囲も 0 から 1 とする.また,評価対象として,上に凸のもの同士を足し合わせ
て最小化した場合,それぞれの最小解がパレート解として求まる結果となるため,今回
は,上に凸の曲面と下に凸の曲面に重みを付け,足し合わせる.
また,応答曲面を重み付け法によって足し合わせ最小解を求めた結果(パレート解)に
は誤差εが含まれている.誤差のないパレート解を求めたいことから,パレート解の温度
パターンを再度,硬化反応速度式と熱伝導方程式の連成解析システムで計算させること
で,誤差の含まれないパレート解を作成する.
次に,モンテカルロ法によって中間点 n=9 の時の 1000 個のランダムな温度パターンを
作成し,ランダム応答値の組み合わせを求めた(図 9-10).n=1 の場合である重みつけ法
のパレート解では,n=9 個のランダムな温度パターンの解の最小値をどれだけ精度よく表
すことができているのか確認する.

61
Fig.9-10 モンテカルロ法の温度パターン
9.5 結果および考察
9.5.1 硬化完了時間と硬化ムラのパレート解(n=1)
図 9-11 に,重みを 0.1≦a≦1 の範囲で,0.01 刻みで変化させた時に得られるパレート
解を,横軸を硬化時間,縦軸を硬化度変動幅(硬化ムラの大きさ)として示す.図より,
温度パターンを変えることにより,硬化時間は 6936 から 4351 秒まで,硬化ムラは 0.45
から 0.63 まで変わることが分かる.a が a≦0.29 では硬化ムラの変化は微増であり,硬化
時間は小さくなる. a=0.29,(t1, T1)=(3480,101 )においてパレート解に不連続なジャン
プが見られることが分かる.これは,硬化完了時間と硬化ムラを共に最小化すると,ベク
トルが左下方向となってしまい,最小値として求めることができなかった部分と考える.
このジャンプ間も解を求めるには,どちらか一方を最大化として条件を加える必要があ
る.成形時間を最小とする解は a=1 の場合で,パレート解の中では硬化ムラが最も大きい
ものであり,(t1, T1)=(120, 115)となる.a が 0.67 から 1 までの範囲では解は 1 種類で,
この時の設計変数は(120,115 )となる.すなわち,最短時間 2 分で 115℃まで加熱する温度
パターンが最適となる.以上から,硬化時間を減らすためには,可能な限り昇温速度を大
きくすればよく,一方で硬化ムラを減少させるには可能なかぎり昇温速度を小さくすれば
よいことが分かった.

62
Fig.9-11 硬化完了時間と硬化ムラのパレート解
9.5.2 硬化完了時間と硬化ムラのモンテカルロシミュレーション(n=9)
前述のパレート解は温度パターンのモデルで中間節点が 1 つの場合であるが,自由度が
少ないので表現できる温度パターンは限られる.そこで,n=9 とした場合の応答について
モンテカルロシミュレーションを行った.その結果を図 9-12 に示す.図中には,n=1 の
場合のパレート解と,図中 a~g までの応答を与える温度パターンも同時に示している.
図より,b と c,e と d,f と g を比較すると,同じ硬化時間を与える温度パターンであっ
ても,高い昇温速度で大きく温度を変化させた場合,つまり室温付近から高い温度に短時
間で加熱する場合に硬化ムラが大きくなり,パレート解から外れることが分かる.次に,
c,d,g を比較すると,同じ硬化ムラを持つ場合であっても,大きく加熱するステップが
遅くなるほど硬化時間が増加することが分かる.また,a に着目すると,9.5.1 節で求めた
パレート解よりもよい解が得られている事が分かる.この温度パターンは初期に中間の温
度に加熱して温度を維持し,最後に最大温度まで加熱するというもので,いわゆるダブル
ステップの温度パターンであり,n=1 の温度パターンのモデルでは表現することができな
い.よって,より良いパレート解を求めるためには,ダブルステップを表現できる設計変
数を導入する必要がある.

63
Fig.9-12 硬化完了時間と硬化ムラのパレート解(赤)と中間点 n=9 の時のモンテカルロ
解(青)
9.5.3 熱量と硬化ムラのパレート解(n=1)
図 9-13 に,重みを 0.1≦a≦1 の範囲で,0.01 刻みで変化させた時に得られるパレート
解を,横軸を熱量,縦軸を硬化度変動幅(硬化ムラの大きさ)として示す.図より,温度
パターンを変えることにより,熱量は 19.1 から 16.2kJ/m2まで,硬化ムラは 0.44 から
0.63 まで変わることが分かる.a が a≦0.34 では硬化ムラの変化は微増であり,硬化時間
は小さくなる. a=0.34,(t1,T1)=(3480,80.8175 )においてパレート解に不連続なジャ
ンプが見られることが分かる.熱量を最小とする解は a=1 の場合で,パレート解の中では
硬化ムラが最も大きいものであり,(t1, T1)=(120, 115)となる.a が 0.67 から 1 までの範
囲では解は 1 種類で,この時の設計変数は(3480,25 )となる.すなわち,最長時間 58 分
で 25℃まで加熱する温度パターンが最適となる.以上から,熱量を減らすためには,可能
な限り低い温度を長く保持すればよく,一方で硬化ムラを減少させるには可能なかぎり昇
温速度を傾き一定に近づければよいことが分かった.

64
Fig.9-13 熱量と硬化ムラのパレート解
9.5.4 熱量と硬化ムラのモンテカルロシミュレーション(n=9)
前述のパレート解は温度パターンのモデルで中間節点が 1 つの場合であるが,自由度が
少ないので表現できる温度パターンは限られる.そこで,n=9 とした場合の応答について
モンテカルロシミュレーションを行った.その結果を図 9-14 に示す.図中には,n=1 の
場合のパレート解と,図中 a~g までの応答を与える温度パターンも同時に示している.
図より,a と b,c と d と e,f と g を比較すると,同じ熱量を与える温度パターンであっ
ても,高い昇温速度で大きく温度を変化させた場合,つまり室温付近から高い温度に短時
間で加熱する場合に硬化ムラが大きくなり,パレート解から外れることが分かる.次に,
b と d と f,e と g を比較すると,同じ硬化ムラを与える温度パターンであっても,低い温
度を長く保持させた場合,熱量が小さくなることがわかる.また,c に着目すると,4.1 節
で求めたパレート解では表すことのできない解が得られている事が分かる.この温度パタ
ーンは初期に低温域の温度を維持し,最後に昇温速度を傾き一定に近づけれるパターンで
加熱するというもので,いわゆるダブルステップの温度パターンであり,n=1 の温度パタ
ーンのモデルでは表現することができない.よって,より良いパレート解を求めるために
は,ダブルステップを表現できる設計変数を導入する必要がある.

65
Fig.9-14 熱量と硬化ムラのパレート解(赤)と中間点 n=9 の時のモンテカルロ解(青)

66
第 10 章 応答曲面および重み付け法による成形温度条件
の最適化(設計変数 4 つ)
10.1 ダブルステップの設計変数の導入
これまでの応答曲面の作成には,中間点 1 個の場合の 5 水準完全サンプルでパレート解
を求めてきた.しかし,中間点 9 個の場合のモンテカルロ解の最小解をすべての領域で表
すことができていなかった.そこで,ダブルステップの設計変数を導入することで解決を
図る.ここで一つ問題が生じる.これまでは 52回の計算で求めることができていたものが
設計変数を 4 つに増やすと 52×52の計算をしなければならず,計算回数が膨大になってし
まう.可能な限り少ない測定データを用いて,最適解を求めることを目標にしていること
から,実験計画法によって計算回数を減らすことを試みる.今回は中心複合計画を使用す
る.図 10-1 のように4隅のサンプル点を足した 5 水準の中心複合計画で応答曲面を作成
する.実際のサンプル点を図に示す.中間点 1 個目を赤,2 個目を青で表している.中間
点 1 個あたりのサンプル点数を 25 点から 13 点へと大きく減らした.よって組み合わせの
全通りは 13×13 となる.しかし,2 個目の温度は 1 個目の温度より下がるパターンは排
除するので変数条件に制約を課す.よって温度パターンの数は 23 個となり,中間点 1 個
の時の 25 パターンと同等の計算回数となった.設計変数の制約条件を式(10-1)に示す.実
際のサンプル点を図 10-2 に示す.中間点 1 個目と 2 個目の時間は一致させないため時間
を 2 分ずらしている.
t1 < t2 , T1 ≦ T2
120≦t1 ≦3360 , 25≦T1≦115
240≦t2 ≦3480 , 25≦T2≦115
(10-1)
Fig.10-1 中間点 n=2 の時の温度パターンモデル

67
Fig.10-2 中間点 n=2 の時のサンプル点(中間点 1 個目は赤,2 個目は青)
10.2 結果および考察
図 10-3,10-4 に中間点 1 個の時のパレート解と中間点 2 個の時のパレート解を共に示
す.硬化完了時間と硬化ムラ,熱量と硬化ムラの場合について比較する.図 10-3 より,
これまで表すことのできなかった硬化時間が 6400 から 6800 秒の領域の解を求めることが
できている.しかし,パレート解よりも硬化ムラの小さい,より良い解を表すことができ
ていない.図においても,これまで表すことのできなかった解を表すことができている
が,精度よく全領域を表すことができていない.
図 10-4 より,硬化完了時間 6200 秒より小さい範囲,また熱量 18kJ/m2より小さい範
囲では,比較的精度よく最小解を表すことができている.しかし,それ以降の範囲では精
度が悪くなってしまうことから,精度が悪くなる領域を表すことのできる設計変数を導入
する必要がある.
500 1000 1500 2000 2500 3000 3500
40
60
80
100
120
Time sec
Tem
par
eture
C

68
Fig.10-3 中間点 n=2 の時の硬化完了時間と硬化ムラのパレート解(中間点 1 個の時は
緑,2 個の時は赤)と中間点 n=9 の時のモンテカルロ解(青)
Fig.10-4 中間点 n=2 の時の熱量と硬化ムラのパレート解(中間点 1 個の時は緑,2 個の
時は赤)と中間点 n=9 の時のモンテカルロ解(青)
4500 5000 5500 6000 6500 7000
0.45
0.50
0.55
0.60
Completion time of cure reaction sec
Unev
ennes
sof
deg
ree
of
cure
16.5 17.0 17.5 18.0 18.5 19.0 19.5 20.0
0.45
0.50
0.55
0.60
Heat flow kJ m^2
Unev
ennes
sof
deg
ree
of
cure

69
10.3 設計変数の範囲の縮小
中間点 2 個の硬化完了時間と硬化ムラのパレート解と中間点 2 個の時のモンテカルロ解
を図 10-5 に示す.中間点の個数が同じ時のものについても下限を表せていない領域が生
じている.表すことのできなかった中間点の範囲を制約条件に指定する.
t1 < t2,T1≦T2
120≦t1≦2300,40≦T1≦85
1900≦t2≦3460,60≦T2≦95
(10-2)
サンプリング点を図 10-6 に示す.
Fig.10-5 中間点 n=2 の時の硬化完了時間と硬化ムラのパレート解(中間点 1 個の時は
緑,2 個の時は赤)と中間点 n=2 の時のモンテカルロ解(青)
4500 5000 5500 6000 6500 7000 7500
0.45
0.50
0.55
0.60
Completion time of cure reaction sec
Unev
ennes
sof
deg
ree
of
cure
70
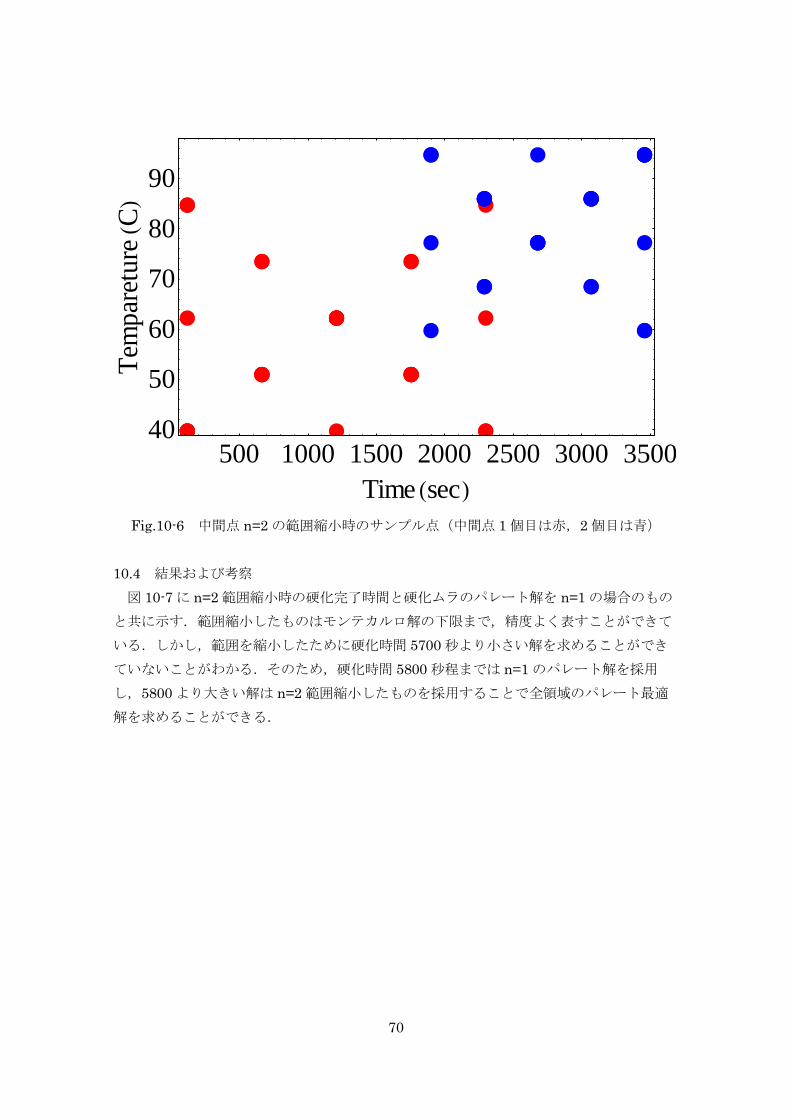
Fig.10-6 中間点 n=2 の範囲縮小時のサンプル点(中間点 1 個目は赤,2 個目は青)
10.4 結果および考察
図 10-7 に n=2 範囲縮小時の硬化完了時間と硬化ムラのパレート解を n=1 の場合のもの
と共に示す.範囲縮小したものはモンテカルロ解の下限まで,精度よく表すことができて
いる.しかし,範囲を縮小したために硬化時間 5700 秒より小さい解を求めることができ
ていないことがわかる.そのため,硬化時間 5800 秒程までは n=1 のパレート解を採用
し,5800 より大きい解は n=2 範囲縮小したものを採用することで全領域のパレート最適
解を求めることができる.
500 1000 1500 2000 2500 3000 350040
50
60
70
80
90
Time sec
Tem
par
eture
C

71
Fig.10-7 中間点 n=2 の範囲縮小時の硬化完了時間と硬化ムラのパレート解(中間点 1 個
の時は緑,2 個の時は赤)と中間点 n=9 の時のモンテカルロ解(青)
図 10-8 に n=2 範囲縮小時の熱量と硬化ムラのパレート解を n=1 の場合のものと共に示
す.範囲縮小したものは,これまで表すことのできなかった領域を,精度よく表すことが
できている.しかし,範囲を縮小したために熱量 17.7kJ/m2より小さい解を求めることが
できていないことがわかる.そのため,熱量 17.9kJ/m2程までは n=1 のパレート解を採用
し,17.9 より大きい解は n=2 範囲縮小したものを採用することで全領域のパレート最適解
を求めることができる.
4500 5000 5500 6000 6500 7000
0.45
0.50
0.55
0.60
Completion time of cure reaction sec
Unev
ennes
sof
deg
ree
of
cure

72
Fig.10-8 中間点 n=2 の範囲縮小時の熱量と硬化ムラのパレート解(中間点 1 個の時は
緑,2 個の時は赤)と中間点 n=9 の時のモンテカルロ解(青)
16.5 17.0 17.5 18.0 18.5 19.0 19.5 20.0
0.45
0.50
0.55
0.60
Heat flow kJ m^2
Unev
ennes
sof
deg
ree
of
cure

73
第 11章 結言
本研究では FRP のより良い成形を目指して硬化完了時間,硬化ムラについての最適値の探
索を行った,得られた知見を以下に示す.
1) 光ファイバセンサで樹脂の屈折率を測定することで,リアルタイムで硬化度を算出す
ることができた.時々刻々樹脂がどれだけ固まっているかを数値として知ることがで
きることから,硬化の完了を保証することができる.
2) DSC 測定結果に光ファイバ測定による定温硬化プロセスをモデル作成に加えることで
改良前と比べてより精度の良い予測を行うことができた.また,様々な温度パターンで
の精度良い予測を行うことができたことから,硬化完了時間を予測することができ,エ
ネルギーのロスを減らすことに繋げることができる.
3) FEM 解析により,上面の温度より温度分布を推測し,連成で硬化度分布を表すことが
できたため,リアルタイムで未測定の硬化度分布を知ることができるシステムを構築
できた.リアルタイムで硬化完了時間,硬化ムラ,熱量を探索できるなど,最適な成形
を行うことに役立てることができる.
4) 応答曲面を用いた,重み付き法で少ない回数の計算でパレ―ト解を得ることができた.
得られた解より,それぞれの目的値に対する温度パターンの振る舞いを知ることがで
きた.
5) 2 変数でのパレート解よりも良い解が,18 変数のモンテカルロシミュレーションより
示された.この温度パターンはダブルステップであり,2 変数では表現できないので,
より良いパレート解を求めるためには,ダブルステップを表現できる設計変数を導入
する必要がある.
6) ダブルステップを 4 変数で表現し,変数制約条件を加えたパレート解によって 18 変数
のモンテカルロ解の最小解を精度よく表すことができた.中間点 1 個のパレート解と,
中間点 2 個のパレート解を組み合わせることで,全領域のパレート解を求めることが
できることがわかった.

74
参考文献
1) Tatsuro KOSAKA, Katsuhiko OSAKA and Yoshihiro SAWADA. 2010 “Cure
monitoring of resin by real-time measurement of refractive index using single-
mode optical fibers,” The Society of Materials Science, Japan 59(5).pp.391-397
2) M. A. Afromowitz and K. Y. Lam. 1990. "The Optical Properties of curing epoxies
and applications to the fiber-optic epoxy cure sensor," Sensors and Actuators,
Vol.A21-23, pp.1107-1110
3) Y. M. Liu, C. Ganesh, J. P. H. Steele and J. E. Jones. 1997. “Fiber optic sensor
development for real-time in-situ epoxy cure monitoring,” Journal of Composite
Material, Vol.31, No.1, pp.87-102.
4) M.R. Kamal and M.E. Ryan. 1980. “The behavior of thermosetting compounds in
injection molding cavities,” Polymer Engineering and Science, Vol. 20, pp.859-867
5) 寺町智宏.“VaRTM 成形 FRP の硬化プロセス制御”.2014 年.高知工科大学大学院
修士論文
6) 平松徹 日刊工業新聞社出版 「トコトンやさしい炭素繊維の本」
7) 轟章.“応答局面法”.東京工業大学工学部機械宇宙学科.
8) William H. Press, William T. Vetterling, Saul A. Teukolsky and Brian P. Flannery.
“NUMERICAL RECIPES in C++ The Art of Scientific Computing Second Edition”.
CAMBRIDGE UNIVERSITY PRESS
謝辞
本研究の一部は,内閣府・戦略的イノベーション創造プログラム(SIP)「航空機用高生
産革新 PMC の製造・品質保証技術の開発:成形プロセスモニタリング・モデリングの学
術基盤研究」の助成を受けたものである.
本研究を行うにあたり,多くの助言やご指導をして下さった高坂達郎准教授,楠川量啓
教授に心より深く感謝の意を表します.
実験などでご協力を頂きました知能材料学研究室の塩田湧己氏に深く感謝致します.










![2-1A-04 Poster.ppt [互換モード]データ収集の効率化 データ処理の効率化 可視化の効率化 ・モデルによる推定・補完 ・データの融合解析 10](https://static.fdocuments.net/doc/165x107/5f13947ec20d6f02d3337d23/2-1a-04-fff-ffecoe-ffccoe.jpg)







