© 2018 Kimmel Chamat Garcésufdcimages.uflib.ufl.edu/UF/E0/05/18/57/00001/CHAMAT_GARCES_K… ·...
164
OPTIMAL SCALE OF URBAN COMPOSTING SYSTEMS LIFE CYCLE SUSTAINABILITY ASSESSMENT By KIMMEL CHAMAT GARCÉS A DISSERTATION PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY UNIVERSITY OF FLORIDA 2018
Transcript of © 2018 Kimmel Chamat Garcésufdcimages.uflib.ufl.edu/UF/E0/05/18/57/00001/CHAMAT_GARCES_K… ·...

OPTIMAL SCALE OF URBAN COMPOSTING SYSTEMS LIFE CYCLE SUSTAINABILITY ASSESSMENT
By
KIMMEL CHAMAT GARCÉS
A DISSERTATION PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT
OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY
UNIVERSITY OF FLORIDA
2018

© 2018 Kimmel Chamat Garcés

To my family

4
ACKNOWLEDGMENTS
I would like to thank all the wonderful people that contributed to this research. I
thank Dr. Joseli Macedo for her valuable support, discussions, and challenges. Dr.
Macedo was my chair for the first 4 years of my doctoral program. I thank Dr. Ferdinand
Lewis for his understanding and guidance at the early stages of my proposal. I would
like to express my gratitude to Dr. Anders Damgaard at the Technical University of
Denmark (DTU) for introducing me to his research group and allowing me to take
training courses at DTU. I thank Dr. Kathryn Frank for her collaboration in the final stage
of my doctoral program. Special thanks to Dr. Mark Brown for his inspirational courses
and writings. Finally, I thank my dissertation committee for their valuable contribution.

5
TABLE OF CONTENTS page
ACKNOWLEDGMENTS .................................................................................................. 4
LIST OF TABLES ............................................................................................................ 7
LIST OF FIGURES .......................................................................................................... 8
LIST OF ABBREVIATIONS ........................................................................................... 10
ABSTRACT ................................................................................................................... 12
CHAPTER
1 INTRODUCTION .................................................................................................... 14
2 LIFE CYCLE INVENTORY OF COMPOSTING SCENARIOS ................................ 22
Background ............................................................................................................. 22 General Specifications and Assumptions................................................................ 22 Composting Scenarios ............................................................................................ 29
3 ENVIRONMENTAL ASSESSMENT........................................................................ 37
Background ............................................................................................................. 37
Methods .................................................................................................................. 39 Life Cycle Assessment (LCA) ........................................................................... 39
Goal and Scope Definition ................................................................................ 40 Life Cycle Impact Assessment ......................................................................... 43
Results and Discussion........................................................................................... 47
Concluding Remarks............................................................................................... 53
4 ECONOMIC ANALYSIS .......................................................................................... 56
Background ............................................................................................................. 56 Materials and Methods............................................................................................ 57
Cost Model: Structure ....................................................................................... 58
Cost Model: Calculations .................................................................................. 58 Results and Discussion........................................................................................... 61
General Findings .............................................................................................. 61 Infrastructure .................................................................................................... 63
Composting ...................................................................................................... 63 Collection and Transport .................................................................................. 67
Concluding Remarks............................................................................................... 67

6
5 SOCIAL ASSESSMENT ......................................................................................... 70
Background ............................................................................................................. 70 Materials and Methods............................................................................................ 75
Goal and Scope ................................................................................................ 75 Life Cycle Inventory .......................................................................................... 77 Impact Assessment .......................................................................................... 77
Results and Discussion........................................................................................... 80 Workers ............................................................................................................ 80
Consumers ....................................................................................................... 90 Local community .............................................................................................. 91
Concluding Remarks............................................................................................... 98
6 CONCLUSIONS ................................................................................................... 100
APPENDIX
A LIFE CYCLE INVENTORY (LCI) CALCULATIONS BY UNIT PROCESSES ........ 109
B LIFE CYCLE COSTING CALCULATIONS BY PROCESSES ............................... 122
C SPECIFICATIONS OF COMPOSTING SCENARIOS…………………… ...... …… 147
LIST OF REFERENCES ............................................................................................. 145
BIOGRAPHICAL SKETCH .......................................................................................... 164

7
LIST OF TABLES
Table page 2-1 Summary of composting scenarios ..................................................................... 28
2-2 Materials, energy, and emissions from composting scenarios (per ton of OSW composted) ............................................................................................... 34
3-1 List of datasets used from the Ecoinvent database ............................................ 44
3-2 Normalization factors for the environmental impact categories .......................... 47

8
LIST OF FIGURES
Figure page 1-1 Methodological framework .................................................................................. 20
2-1 Composting scales and technologies included in the LCI. .................................. 23
2-2 Layout of windrow composting facilities .............................................................. 25
2-3 Layout of in-vessel composting facilities ............................................................. 26
2-4 Composting process for Scenario 1 .................................................................... 29
2-5 Composting process for Scenario 2 .................................................................... 30
2-6 Composting process for Scenario 3 .................................................................... 30
2-7 Composting process for Scenario 4 .................................................................... 31
2-8 Composting process for Scenario 5 .................................................................... 31
2-9 Composting process for Scenario 6 .................................................................... 32
2-10 Composting process for Scenario 7 .................................................................... 32
2-11 Composting process for Scenario 8 .................................................................... 33
3-1 Waste management activities included in the system boundaries ...................... 41
3-2 System boundaries and life cycle stages ............................................................ 42
3-3 Environmental impacts from climate change ...................................................... 48
3-4 Environmental impacts from human toxicity-cancer effects ................................ 49
3-5 Environmental impacts from photochemical ozone formation ............................ 50
3-6 Environmental impacts from terrestrial acidification ............................................ 51
3-7 Environmental impacts from marine eutrophication ............................................ 52
3-8 Environmental impacts from freshwater ecotoxicity ............................................ 53
4-1 Life cycle cost of composting scenarios ............................................................. 62
5-1 S-LCA analytical framework ............................................................................... 71
5-2 Life cycle stages and unit processes included in the system boundary .............. 76

9
5-3 Selected stakeholders, subcategories, and social indicators .............................. 78
5-4 Social performance levels .................................................................................. 80
5-5 Level of exposure of composting workers to chemical and biological agents ..... 84
5-6 Level of exposure of composting workers to diesel exhaust ............................... 86
5-7 Risk of physical injury from machinery ............................................................... 88
5-8 Physiological risks of composting workers ......................................................... 90
5-9 Level of public participation from consumers ...................................................... 91
5-10 Exposure of local community to gaseous emissions .......................................... 94
5-11 Community engagement .................................................................................... 98
5-12 Summary of social performance ......................................................................... 98
6-1 Summary of the most relevant assessment variables ...................................... 103
6-2 Linear urban metabolism .................................................................................. 108
6-3 Circular urban metabolism ................................................................................ 108

10
LIST OF ABBREVIATIONS
ALM Advanced Locality Management
CO Carbon Monoxide
CO2 Carbon Dioxide
CH4 Methane
DE Diesel Exhaust
GHG Greenhouse Gas
LCA Life Cycle Assessment
LCC Life Cycle Costing
LCSA Life Cycle Sustainability Assessment
NYCCP New York City Compost Project
OSW Organic Solid Waste
NO Nitric Oxide
NO2 Nitrogen Dioxide
PE Person Equivalents
S1 Scenario 1
S2 Scenario 2
S3 Scenario 3
S4 Scenario 4
S5 Scenario 5
S6 Scenario 6
S7 Scenario 7
S8 Scenario 8
SO2 Sulphur Dioxide

11
S-LCA Social Life Cycle Assessment
UCM Unit Cost Method
USEPA United States Environmental Protection Agency
VOCs Volatile Organic Compounds

12
Abstract of Dissertation Presented to the Graduate School of the University of Florida in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy
OPTIMAL SCALE OF URBAN COMPOSTING SYSTEMS
LIFE CYCLE SUSTAINABILITY ASSESSMENT
By
Kimmel Chamat Garces
May 2018
Chair: Kathryn Frank Major: Design, Construction and Planning
Organic solid waste, composed of food waste and garden waste, is the largest
proportion of solid waste generated by cities, accounting for almost half of the municipal
solid waste stream. While organic solid waste can be recycled through composting to
produce soil amendments, most of the resource is diverted into landfills. Composting
can be performed at different scales using a variety of technologies. This dissertation
develops a life cycle sustainability assessment of urban composting, in order to
determine the optimal scale of management and the appropriate composting technology
for the Colombian context. The concept of a circular urban metabolism provides a
theoretical framework for understanding composting in relation to the flows and
storages of energy and materials in cities. Eight urban composting scenarios are
modelled covering four spatial scales (block, neighborhood, commune, and city) and
two treatment technologies (windrow and in-vessel). The life cycle sustainability
assessment comprises an environmental assessment, where the environmental impacts
associated with the energy and material consumption and emissions are evaluated; an
economic assessment, where the costs of the different management systems is

13
examined, and a social assessment, where the social performance of the different
composting scales and technologies is analyzed.
Results from the environmental and social assessments indicate that small-scale,
in-vessel composting at the block and neighborhood levels are the optimal scales and
technology for organic solid waste composting in the Colombian context. At the small
scale, the environmental impacts of fossil fuel combustion are significantly lower, as well
as social impacts on workers and local communities from the exposure to diesel
exhaust. From an economic standpoint, the city scale is optimal because of the
economies scale resulting from higher mechanization and lower labor costs. Developing
more economically efficient small-scale machinery would make small-scale composting
more competitive, aligning the environmental, economic, and social dimensions.
This dissertation develops a methodology for the sustainability assessment of
products or systems under the life cycle perspective. A circular urban metabolism
should promote sustainable production and consumption practices focused on reducing
the environmental impacts, while promoting economic development with a high level of
social performance.

14
CHAPTER 1 INTRODUCTION
Solid waste generated by world’s cities is expected to increase to 2.2 billion
metric tons per year by 2025 from the current 1.3 billion, driven primarily by urbanization
and economic development (Hoornweg & Bhada-Tata, 2012). From the global municipal
waste stream, the largest proportion is organic waste (46%), followed by paper (17%),
plastic (10%), glass (5%), and others (18%) (Hoornweg & Bhada-Tata, 2012). Organic
Solid Waste (OSW), composed primarily by food waste and garden waste (leaves, tree
cuttings, yard trimmings), is a valuable resource that can be recycled through
composting or anaerobic digestion to produce soil amendments, organic fertilizers, and
biogas (Boldrin et al., 2011). Currently, most OSW is not reinvested in soils but
disposed of in landfills, where it becomes a major source of Greenhouse Gas (GHG)
emissions (Adhikari, Trémier, Barrington, Martinez, & Daumoin, 2013). In the United
States, only 5% of food waste and 60% of garden wastes were recycled in 2013 (EPA,
2015). Europe has implemented policies to reduce the amount of OSW disposed of in
landfills to 35% of 1995 levels by 2016 (Burnley, 2001). OSW production and
management vary significantly between countries: organics make up 64% of the urban
waste stream in low-income countries and 28% in high-income countries. High-income
countries produce more waste, but recycle more and have robust waste management
systems. Waste disposal in high-income countries is largely landfilling, while open
dumping is a common practice in lower-income countries (Hoornweg & Bhada-Tata,
2012).
Composting closes the cycle of food and garden wastes by returning to the soil
the organic matter required to address the global challenges of land degradation and

15
loss of fertility (Martínez-Blanco et al., 2013). The organic matter in compost improves
soil structure, regulating the water supply to plants while delivering nutrients and
supporting beneficial microbial diversity (Jeavons, 2012). Composting improves overall
urban resource cycles by managing the largest proportion of solid waste generated by
cities, opening possibilities for sustainable local production. Compost is a key ingredient
in organic farming, also used for landscaping, wetland construction, and ecosystem
restoration (Kangas, 2004). Food parks, community gardens, urban orchards, tree
nurseries, and reforestation programs are processes that can be supported by urban
composting (Todd, 1994). Intensive urban and rural organic agriculture is the potential
outcome of a good composting infrastructure. Composting OSW from urban areas is
therefore crucial for improving resource cycles and advancing towards sustainable
cities.
Urban composting can be performed in centralized or decentralized treatment
facilities using a variety of technologies. Windrow composting takes place in open-air
piles that are manually or mechanically turned, while in-vessel composting occurs in
enclosed containers where decomposition parameters such as temperature, moisture,
and airflow are highly controlled. Greenhouse Gas (GHG) emissions from the
decomposition process (CO2, CH4, and N2O) are a negative environmental impact of
windrow technologies (Saer, Lansing, Davitt, & Graves, 2013) that can be mitigated
through biofilters in in-vessel technologies (Sánchez et al., 2015). Centralized
composting facilities, either windrow or in-vessel, involve higher mechanization and
greater costs of collection and transport than decentralized facilities (Andersen, Boldrin,
Christensen, & Scheutz, 2010; Colón et al., 2010; Lundie & Peters, 2005; Martínez-

16
Blanco et al., 2010; Righi, Oliviero, Pedrini, Buscaroli, & Della Casa, 2013). In the
United States, the city of San Francisco has implemented mandatory separation of
OSW, segregated collection, and a centralized windrow composting facility at the
regional scale (Wallace, 2014). Decentralized composting facilities are more flexible in
operation and management, usually require more labor, and less collection and
transport costs (Ali & Harper, 2004). The city of Havana, Cuba, recycles 60% of OSW in
a neighborhood composting network designed to support urban agriculture development
(Körner, Saborit-Sánchez, & Aguilera-Corrales, 2008).
This dissertation presents a Life Cycle Sustainability Assessment (LCSA) of
OSW management systems through composting. The main research questions
addressed in the study are: (1) what is the optimal scale of urban composting? (2) What
is the most appropriate technology for urban composting? Optimal scale refers to the
size and treatment capacity of composting plants. Appropriate technology refers
windrow or in-vessel composting technologies. Some studies have found better
environmental performance for home composting compared to centralized industrial
composting (Barrena, Font, Gabarrell, & Sánchez, 2014; Lundie & Peters, 2005;
Martínez-Blanco et al., 2010). Environmental analysis of intermediate scales of resource
management (block, neighborhood) is a research gap in the literature of composting
and solid waste management in general. An important contribution of this dissertation is
the characterization and environmental assessment of the small and medium scale
composting facilities and its comparison to larger scales of management. When
analyzing the optimal scale of solid waste management, a trade-off between economies
of scale and transportation costs have been reported in the literature (Chen, Fujita,

17
Ohnishi, Fujii, & Geng, 2012). Larger scales of management are usually more efficient,
but imply higher transportation costs. Recommendations have been made for dispersing
smaller recycling facilities in urban areas in order to reduce the negative environmental
impacts from transportation (Iriarte, Gabarrell, & Rieradevall, 2009). The point where
transportation costs exceed the economies of scale would be a theoretical optimal scale
of management (Chen et al., 2012). One contribution of this dissertation is examining
the trade-off between economies of scale and transportation costs for the case of urban
composting.
The question of appropriate technology addresses the feasibility of windrow and
in-vessel composting technologies to be located in urban environments. Windrow
composting technologies have been characterized and analyzed in the literature
through the Life Cycle Assessment (LCA) framework (L. K. Brogaard, Petersen,
Nielsen, & Christensen, 2015; Komilis & Ham, 2004; Saer et al., 2013). The
characterization of in-vessel composting technologies is a research gap to which this
dissertation contributes. Capital goods such as buildings and machinery have been
rarely included in LCA studies of waste management systems due to lack of data (L. K.
Brogaard et al., 2015). This dissertation combines existing data on capital goods of
windrow composting systems (L. K. Brogaard et al., 2015) and collects the missing data
of in-vessel technologies and small-scale facilities. Composting technologies are
combined with collection and transport scenarios in order to determine the relevance of
capital goods (production phase) compared to the operation phase of composting
facilities.

18
The urban metabolism literature serves as a conceptual framework for the
dissertation. The concept of urban metabolism uses the analogy of an ecosystem to
analyze cities in terms of inputs, outputs, and storages of energy, water, nutrients,
materials, and wastes (Kennedy, Pincetl, & Bunje, 2011). Research on the field focuses
on the urban consumption of resources, the transformation of resources into products,
and the treatment and recycling of wastes (Zhang, 2013). Urban metabolism research is
used to explore the recycling potential of urban areas (Leduc & Van Kann, 2012),
helping cities become more resilient and less dependent on external resources
(Agudelo-Vera, Leduc, Mels, & Rijnaarts, 2012). Recycling OSW is fundamental to
improve urban metabolism because it is the largest and most problematic fraction of
solid wastes generated by cities (Adhikari, Barrington, Martinez, & King, 2008).
Composting closes the resource cycle of food and garden wastes by returning to the
soil the organic matter required to address the global challenges of land degradation
and loss of fertility (Martínez-Blanco et al., 2013). This dissertation contributes to the
urban design and planning of sustainable urban metabolism (Kennedy et al., 2011).
The Life Cycle Sustainability Assessment (LCSA) is the methodological
framework used for the evaluation of the environmental, economic, and social
dimensions of composting. As described in Figure 1-1, LCSA integrates the three
dimensions of sustainability. The life cycle inventory is quantification of inputs and
outputs to the composting systems and provides a basis for the environmental,
economic, and social assessments. Environmental LCA is a widely accepted evaluation
tool in the solid waste management sector (Laurent et al., 2013). LCA takes a
comprehensive approach by considering the whole life cycle of the product system ‘from

19
cradle to grave’, encompassing the extraction of raw materials, production, distribution,
operation, maintenance, recycling, and final disposal (Clift, Doig, & Finnveden, 2000).
Environmental LCA is a well-established methodology supported by public and private
sectors for which international standards have been developed (ISO, 1997). The
international standards ISO 14040 and 14044 are the main reference in performing
LCAs. In LCA, the environmental performance is evaluated based on a detailed
compilation of the inputs (energy and materials) and outputs (emissions to air, water
and soil, including waste) produced and consumed throughout the life cycle of the
product system. Numerous studies addressing the environmental dimension of
composting through the LCA framework have been published (Colón et al., 2010;
Lundie & Peters, 2005; Martínez-Blanco et al., 2013; Saer et al., 2013). The Life Cycle
Costing (LCC) methodology has been developed to evaluate the economic dimension of
product systems under the LCA framework (Martinez-Sanchez, Kromann, & Astrup,
2015). Three types of LCC assessments have been proposed: (1) Conventional LCC,
which accounts for all marketed goods and services and represents the traditional
financial assessment carried out by particular stakeholders. (2) Environmental LCC,
which expands the system boundaries of the cost assessment in order to be consistent
with environmental LCA. (3) Societal LCC, which assigns monetary values to externality
costs related to environmental and social impacts (Martinez-Sanchez et al., 2015). This
dissertation evaluates the economic dimension of urban composting following a
Conventional LCC. The Social LCA (S-LCA) is the tool for evaluating the social
dimension under the LCA framework (Benoît et al., 2010). Although in an early stage of
development (Benoît Norris et al., 2013), S-LCA guidelines have been published by the

20
United Nations Environment Programme (UNEP, 2009). S-LCA analyses the
consequences on individual and community well-being derived from socio-economic
processes and decisions at the macro and micro levels (UNEP, 2009). Sustainability
assessments are intended to support decision makers in the urban design and planning
of composting infrastructure.
Figure 1-1. Methodological framework
The dissertation is organized in six chapters. Chapter 2 presents a life cycle
inventory of eight urban composting scenarios covering four management scales (block,
neighborhood, commune, and city) and two treatment technologies (windrow and in-
vessel). The life cycle inventory presents a detailed description of the energy and
material consumption, waste emissions, and prices for each composting scenario. The
inventory provides a quantitative basis for the environmental, economic, and social
assessments. Chapter 3 presents the environmental LCA of composting scenarios,

21
focusing on the impact categories of climate change, ozone depletion, human toxicity-
cancer effects, photochemical ozone formation, terrestrial acidification, marine
eutrophication, and freshwater ecotoxicity. Chapter 4 presents the economic analysis
using the Life Cycle Costing (LCC) methodology (Martinez-Sanchez et al., 2015). The
type of LCC presented is conventional, including all marketed goods and services, and
excluding environmental and social externalities. The analysis focuses on capital costs
(land, buildings, machinery) and operational costs (labor, fuel, energy, and
maintenance). The economic data is obtained from the national context of Colombia.
Chapter 5 presents the social LCA following the UNEP (2009) methodology. Social
impacts are analyzed for the stakeholder categories of workers, consumers, and local
community. The conclusion chapter elaborates an integrated analysis of the
environmental, economic, and social dimensions of sustainability and develops
recommendations for the future design and planning of sustainable urban metabolism.

22
CHAPTER 2 LIFE CYCLE INVENTORY OF COMPOSTING SCENARIOS
Background
A Life Cycle Inventory (LCI) is the quantification of energy, materials, and
emissions associated with a product or process over its life cycle, from extraction of raw
materials, to production, use, and final disposal or recycling (end of life). This chapter
presents the LCI of 8 hypothetical urban composting scenarios covering 4 spatial scales
(block, neighborhood, commune, and city) and two treatment technologies (windrow
and in-vessel). Each composting scenario involves a set of material and energy
requirements, distributed over life cycle of the resource management system, which is
divided into 12 unit processes: 1) collection, 2) transport, 3) sorting, 4) storage, 5)
shredding, 6) transport to composting area, 7) decomposition, 8) transport to screening
area, 9) screening, 10) transport to curing area, 11) forming curing piles, and 12)
Curing. The system boundaries of the inventory comprise the life cycle stages of
production, use, and end of life of the resource management system. The use of
compost on land is not included as part of the resource management system. The
purpose of the inventory is to provide a quantitative basis for performing environmental,
economic, and social life cycle assessments.
General Specifications and Assumptions
Eight urban composting scenarios are modelled covering four treatment
capacities (100 ton/year, 1,000 ton/year, 10,000 ton/year, and 50,000 ton/year) and two
treatment technologies (windrow and in-vessel), as represented in Figure 2-1. The
geographical context of the study is Colombia. The geographical context provides the
local data necessary to perform the economic analysis. The design of composting

23
facilities is based on US-EPA guidelines (Jan, 1994). Composting facilities are
composed of areas for processing, composting, administration, and buffer zones. The
processing area includes a roofed space without walls (steel hall) for unloading the
OSW, sorting, shredding, and storing of materials. The composting area includes an
unroofed composting area (windrow or in-vessel), and a steel hall for curing, screening,
bagging, and final storage. All facilities include an office building and onsite roads.
Windrow systems involve additional buffer areas for gaseous emission control. Liquid
emissions are assumed to be collected and reintroduced into the windrow pile. In-vessel
systems recycle liquid emissions and reduce gaseous emissions through bio-filters. In-
vessel biofiltration is achieved through a volume of woodchips where the gases are
translated from the gaseous phase to the liquid and solid phase. Lighting, fencing, and
drainage systems are excluded from the analysis. The total area of the composting
facility is assumed to be paved with concrete, apart from buffer zones. For windrow
facilities, a composting time of three months and a curing time of one month are
assumed. Bagging of compost is not included in the analysis. Windrows are turned
twice per week.
Figure 2-1. Composting scales and technologies included in the LCI.

24
Composting generates GHG emissions associated with the biological
decomposition of organic matter. CO2 emissions are biogenic in origin and therefore not
accounted for global warming potential (Boldrin et al., 2011). Methane (CH4) and nitrous
oxide (N2O) are the most critical gaseous emissions of composting operations, and are
accounted for global warming potential (Andersen et al., 2010). CH4 is produced in
poorly managed compost piles when anaerobic pockets develop under inadequate
moisture and oxygen levels. Nitrogen is degraded during decomposition and distributed
among ammonia (NH3), nitrous oxide (N2O), and nitrogen (N2) (Boldrin et al., 2011). The
modelling approach used in this study follows the composting emission factors defined
by the Intergovernmental Panel on Climate Change (IPCC, 2006). For wet food waste, 4
kilograms of CH4 and 0.3 kilograms of N2O per ton of waste are considered. For dry
garden waste, 10 kilograms of CH4 and 0.6 kilograms of N2O per ton of waste are
assumed. In-vessel systems are equipped with bio-filters capable of reducing GHG
emissions by 96% (Hotrot, 2013).
Regarding fuel consumption of machinery such as shredders and screeners, a
value of 0.26 L per horsepower per hour is assumed. Fuel consumption for diesel
engines typically ranges from 0.18 to 0.42 L per horsepower per hour (Grisso,
Perumpral, Vaughan, Roberson, & Pitman, 2010). For front loader operations, a diesel
consumption of 0.15 L per horsepower per hour, times a load factor of 70% is assumed,
because front loaders do not always operate at maximum power (Chitkara, 1998).
Electricity consumption of composting machinery is obtained from sales literature
(HotRot, 2015; Komptech, 2015; Scheppack, 2016).

25
Composting requires water to maintain the biological activity that transforms
OSW into compost. Maintaining adequate moisture levels adds considerably to the
labor and equipment costs of composting operations (Rynk, 2001). The optimal
moisture content for composting is 50% to 60%. In tropical dry areas, up to 2,500 liters
of water can be required to produce 1 ton of compost (Dalzell, 1987). While in-vessel
systems conserve water and recycle liquid emissions, windrow systems, lose a large
amount of water through evaporation and sun exposure. For windrow systems, 2,000
liters of water per ton of compost are assumed. For in-vessel systems, 1,000 liters of
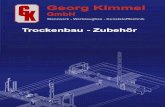
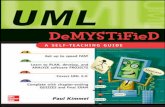
water per ton of compost are assumed. Figures 2-2 and 2-3 present the basic layouts of
windrow and in-vessel composting facilities (Jan, 1994); the area of the facility
increases with the treatment capacity.
Figure 2-2. Layout of windrow composting facilities
OPEN
HALL
FOR
INPUT
MATERIAL
OPEN HALL OPEN HALL
STORAGE SCREENING
BUFFER ZONE
OPEN HALL FOR CURINGBUILDING
WINDROW COMPOSTING AREA

26
Figure 2-3. Layout of in-vessel composting facilities
The resource management system for OSW has been divided into 12 unit
processes. (1) Collection: obtaining OSW from households by means of a waste
collection truck driving from the first stop to the last stop of the collection route. (2)
Transport: driving the full truck from the last point of the collection route to the
composting facility, and driving the empty truck back the same distance (L. K.-S.
Brogaard & Christensen, 2012). (3) Sorting: removal of impurities through manual labor.
(4) Shredding: size reduction of food and garden wastes. (5) Storage: storage of
shredded materials in plastic containers (small-scale) or concrete elements (large-
scale). (6) Transport to composting area: transport of shredded materials to the
composting area using plastic containers (small-scale) or a front loader (large-scale). (7)
Forming windrows/feeding vessel: forming composting piles using a shovel (small-
scale) or a front-loader (large-scale); feeding the in-vessel composter through the
OPEN
HALL OPEN
FOR HALL
INPUT FOR
MATERIAL CURING
OPEN HALL OPEN HALL
STORAGE SCREENINGBUILDING
IN-VESSEL
COMPOSTING AREA

27
composter machine (small-scale) or using a front loader (large-scale). (8)
Decomposition: biological degradation of organic materials in windrows or vessels; the
processes of turning and watering are included in decomposition. (9) Transport to
screening area: transport of compost to screening area. (10) Screening: sieving of
compost. (11) Transport to curing area: transport of compost to curing area. (12) Curing:
biological stabilization of compost. The infrastructure component is not a process, but
accounts for the physical structures (buildings, roads, and paved areas) needed to
perform the processes. Table 2-1 summarizes the composting scenarios. Table 2-2
presents the quantities of materials, energy, and emissions from composting scenarios
(per ton of OSW composted). Appendix A presents the calculation procedures for each
unit process.

28
Table 2-1. Summary of composting scenarios S1 S2 S3 S4 S5 S6 S7 S8
Scale of Management BLOCK NEIGHBORHOOD COMMUNE CITY
Plant Capacity (ton/year) 100 1,000 10,000 50,000
Composting Technology Windrow In-vessel Windrow In-vessel Windrow In-vessel Windrow In-vessel
INFRASTRUCTURE
Building (m2) 6 6 20 20 100 100 500 500
Steel Hall (m2) 50 50 500 500 5,000 5,000 25,000 25,000
Concrete pavement (m2) 238 80 2,400 800 25,000 8,000 118,000 40,000
Land area (m2) 290 90 2,800 900 31,000 9,370 145,000 45,000
PROCESSES
Collection No No Yes Yes Yes Yes Yes Yes
Transport No No No No Yes Yes Yes Yes
Sorting Manual Manual Manual Manual Manual Manual Manual Manual
Shredding (feeding) Manual Manual Manual Manual Front-loader Front-loader Front-loader Front-loader
Storage (container) Plastic Plastic Plastic Plastic Concrete Concrete Concrete Concrete
Transport to composting Manual Manual Manual Manual Front-loader Front-loader Front-loader Front-loader
Forming windrow Manual - Manual - Front-loader - Front-loader -
Feeding vessel Bin-lifter - Bin-lifter - Front-loader - Front-loader
Decomposition Windrow In-vessel Windrow In-vessel Windrow In-vessel Windrow In-vessel
Turning Manual Manual Manual Manual Mechanical Mechanical Mechanical Mechanical
Watering Manual Manual Manual Manual Mechanical Mechanical Mechanical Mechanical
Transport to screening Manual Manual Manual Manual Front-loader Front-loader Front-loader Front-loader
Screening (feeding) Manual Manual Manual Manual Front-loader Front-loader Front-loader Front-loader
Transport to curing Manual Manual Manual Manual Front-loader Front-loader Front-loader Front-loader
Curing (container) Concrete Concrete Concrete Concrete Concrete Concrete Concrete Concrete

29
Composting scenarios
Scenario 1 (S1) is a small-scale windrow composting facility with a treatment
capacity of 100 tons per year. The composting process is presented in Figure 2-4. The
collection of OSW involves a drop-off scheme where households transport the
separated materials (food and garden wastes) to the composting facility located at a
maximum walking distance of 100 meters (block scale). The processes of shredding
and screening are performed by one operator using small-scale machinery. Transport
processes within the composting facility are performed by one operator using a plastic
mobile container. The specifications of composting scenarios are described in detail in
Appendix C.
Figure 2-4. Composting process for Scenario 1
Scenario 2 (S2) is an in-vessel composting facility with a treatment capacity of
100 tons per year. The composting process is presented in Figure 2-5. The collection of
OSW involves the same drop-off scheme of S1. Most composting processes are equal
to S1. The main difference is the use of the in-vessel composting machine. See
Appendix C for additional details.
Scenario 3 (S3) is a windrow composting facility with a treatment capacity of
1,000 tons per year. The composting process is presented in Figure 2-6. Collection is
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFORMING WINDROW
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE

30
made through a waste collection truck. Food and garden wastes are source-segregated
by households and placed in the curbside at the time of collection. Scenario 3 does not
involve transport, because the composting facility is assumed to be located right when
the truck reaches its maximum capacity of 14 tons (neighborhood scale).
Figure 2-5. Composting process for Scenario 2
Figure 2-6. Composting process for Scenario 3
Scenario 4 (S4) is an in-vessel composting facility with a treatment capacity of
1,000 tons per year. The composting process is presented in Figure 2-7. The processes
of collection, sorting, and shredding, are equal to Scenario 3.
Scenario 5 (S5) is a windrow composting facility with a treatment capacity of
10,000 tons per year. The composting process is presented in Figure 2-8. Collection is
equal to Scenario 3. A transport distance of 25 km to the composting facility is
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFEEDING VESSEL
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFORMING WINDROW
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE

31
assumed. A front-loader is introduced for the processes of shredding, screening, and
transport operations within the composting facility. See Appendix C for additional
details.
Figure 2-7. Composting process for Scenario 4
Figure 2-8. Composting process for Scenario 5
Scenario 6 (S6) is an in-vessel composting facility with a treatment capacity of
10,000 tons per year. The composting process is presented in Figure 2-9. The
processes of collection, transport, sorting, shredding, storing, and transport to
composting area are equal to Scenario 5. Decomposition occurs in two in-vessel
composting machines. The following process of transport to screening area, screening,
transport to curing area, forming curing piles, and curing are equal to Scenario 5. See
Appendix C for additional details.
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFEEDING VESSEL
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFORMING WINDROW
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE

32
Figure 2-9. Composting process for Scenario 6
Scenario 7 (S7) is a windrow composting facility with a treatment capacity of
50,000 tons per year. The composting process is presented in Figure 2-10. Collection is
equal to Scenario 5. A transport distance of 50 km to the composting facility is
assumed. The following process of transport to screening area, screening, transport to
curing area, forming curing piles, and curing are equal to Scenario 5. See Appendix C
for additional details.
Figure 2-10. Composting process for Scenario 7
Scenario 8 (S8) is an in-vessel composting facility with a treatment capacity of
50,000 tons per year. The composting process is presented in Figure 2-11. The
processes of collection, transport, sorting, shredding, storing, and transport to
composting area are equal to Scenario 7. Decomposition occurs in ten in-vessel
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFEEDING VESSEL
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFORMING WINDROW
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE

33
composting machines. The following process of transport to screening area, screening,
transport to curing area, forming curing piles, and curing are equal to Scenario 5. See
Appendix C for additional details.
Figure 2-11. Composting process for Scenario 8
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFEEDING VESSEL
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE

34
Table 2-2. Materials, energy, and emissions from composting scenarios (per ton of OSW composted) UNIT PROCESSES LIFE ELEMENT FLOW UNITS COMPOSTING SCENARIOS
STAGES S1 S2 S3 S4 S5 S6 S7 S8
COLLECTION
Production Truck Steel kg - - 0.153 0.153 0.076 0.076 0.076 0.076
Iron kg - - 0.056 0.056 0.028 0.028 0.028 0.028
HDPE kg - - 0.009 0.009 0.004 0.004 0.004 0.004
Use Truck Diesel kg - - 2.550 2.550 2.550 2.550 2.550 2.550
End of life Truck Steel kg - - 0.153 0.153 0.076 0.076 0.076 0.076
Iron kg - - 0.056 0.056 0.028 0.028 0.028 0.028
HDPE kg - - 0.009 0.009 0.004 0.004 0.004 0.004
TRANSPORT
Production Truck Steel kg - - - - 0.076 0.076 0.076 0.076
Iron kg - - - - 0.028 0.028 0.028 0.028
HDPE kg - - - - 0.004 0.004 0.004 0.004
Use Truck Diesel kg - - - - 3.328 3.328 6.656 6.656
End of life Truck Steel kg - - - - 0.076 0.076 0.076 0.076
Iron kg - - - - 0.028 0.028 0.028 0.028
HDPE kg - - - - 0.004 0.004 0.004 0.004
SORTING Production Container HDPE kg 0.096 0.096 - - - - - -
End of life Container HDPE kg 0.096 0.096 - - - - - -
SHREDDING
Production Shredder Steel kg 0.061 0.061 0.018 0.018 0.091 0.091 0.020 0.020
Use Shredder Diesel kg 7.016 7.016 1.607 1.607 1.442 1.442 1.160 1.160
End of life Shredder Steel kg 0.096 0.096 0.018 0.018 0.091 0.091 0.020 0.020
STORAGE
Production Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
L-shape Concrete kg - - - - 0.080 0.080 0.080 0.080
End of life Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
L-shape Concrete kg - - - - 0.080 0.080 0.080 0.080
TRANSPORT TO COMPOST
Production Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
Use Front-loader Diesel kg - - - - 0.433 0.433 0.346 0.346
End of life Container HDPE kg 0.024 0.024 0.024 0.024 - - - -

35
Table 2-2. Continued
UNIT PROCESSES LIFE ELEMENT FLOW UNITS COMPOSTING SCENARIOS
STAGES S1 S2 S3 S4 S5 S6 S7 S8
TRANSPORT TO COMPOST
Production Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
Use Front-loader Diesel kg - - - - 0.433 0.433 0.346 0.346
End of life Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
FORMING WINDROWS
Production Shovel Steel kg 0.001 0.001 0.001 0.001 - - - -
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
Use Front-loader Diesel kg - - - - 0.433 0.433 0.346 0.346
End of life Shovel HDPE kg 0.001 0.001 0.001 0.001 - - - -
Front-loader Steel - - - - 0.015 0.015 0.012 0.012
DECOMPOSITION
Production Composter Steel kg - 2.312 - 1.951 - 1.403 - 1.403
Biofilter Fibreglass kg - 0.050 - 0.020 - - - -
Wood chip kg 0.380 - 0.608 - 0.608 - 0.608
Biofilter Concrete kg - - - - 0.032 - 0.032
Use Emissions CH4 kg 5.994 0.599 5.994 0.599 5.994 0.599 5.994 0.599
Emissions N2O kg 0.400 0.040 0.400 0.040 0.400 0.040 0.400 0.040
Composter Electricity kW/h - 93.750 - 52.834 59.200 59.200
End of life Composter Steel kg - 2.312 - 1.951 - 1.403 - 1.403
Biofilter Steel kg - 0.050 - 0.020 - - - -
Wood chip kg 0.380 - 0.608 - 0.608 - 0.608
Biofilter Concrete kg - - - - 0.032 - 0.032
TURNING
Production Shovel Steel kg 0.001 0.001 0.001 0.001 - - - -
Hard wood
kg
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
Use Front-loader Diesel kg - - - - 0.433 0.433 0.346 0.346
End of life Shovel Steel kg 0.001 0.001 0.001 0.001 - - - -
Hard wood
kg

36
Table 2-2. Continued
UNIT PROCESSES LIFE ELEMENT FLOW UNITS COMPOSTING SCENARIOS
STAGES S1 S2 S3 S4 S5 S6 S7 S8
TRANSPORT TO SCREEN
Production Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
Use Front-loader Diesel kg - - - - 0.433 0.433 0.346 0.346
End of life Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
SCREENING
Production Screener Steel kg 0.024 0.024 0.100 0.100 0.033 0.033 0.023 0.023
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
Use Screener Electricity kW/h 1.389 1.389 0.714 0.714 - - - -
Screener Diesel kg 0.194 0.194 0.171 0.171
Front-loader Diesel kg - - - - 0.433 0.433 0.346 0.346
End of life Screener Steel kg 0.024 0.024 0.100 0.100 0.033 0.033 0.023 0.023
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
TRANSPORT TO CURING
Production Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
Use Front-loader Diesel kg - - - - 0.433 0.433 0.346 0.346
End of life Container HDPE kg 0.024 0.024 0.024 0.024 - - - -
Front-loader Steel kg - - - - 0.015 0.015 0.012 0.012
CURING Production L-shape Concrete kg 0.080 0.080 0.080 0.080 0.080 0.080 0.080 0.080
End of life L-shape Concrete kg 0.080 0.080 0.080 0.080 0.080 0.080 0.080 0.080
BUILDING Production Building Building kg 0.004 0.004 0.002 0.002 0.003 0.003 0.001 0.001
End of life Building Building kg 0.004 0.004 0.002 0.002 0.003 0.003 0.001 0.001
STEEL HALL Production Steel Hall Steel Hall kg 0.033 0.033 0.020 0.020 0.038 0.038 0.036 0.036
End of life Steel Hall Steel Hall kg 0.033 0.033 0.020 0.020 0.038 0.038 0.036 0.036
CONCRETE PAVING
Production Paving Concrete kg 0.159 0.084 0.112 0.058 0.220 0.062 0.158 0.046
End of life Paving Concrete kg 0.159 0.084 0.112 0.058 0.220 0.062 0.158 0.046
TOTAL AREA m2 0.193 0.084 0.137 0.058 0.270 0.062 0.193 0.046

37
CHAPTER 3
ENVIRONMENTAL ASSESSMENT
Background
Several studies have examined the environmental performance of composting
systems through the Life Cycle Assessment (LCA) methodology, in order to identify the
most critical processes that contribute to environmental impacts and optimize OSW
management. Komilis & Ham (2004) provide a detailed life cycle inventory of typical
large-scale composting facilities in the United States. The decomposition of OSW was
responsible for more than 90% of the GHG emissions from composting; the rest was
due to fossil fuel combustion from composting machinery (Komilis & Ham, 2004). Saer
et al. (2013) evaluate a medium-scale windrow facility in the US, including the
processes of collection, processing, transportation, and land application of compost.
Similarly, the decomposition process accounted for most of the environmental impacts
due to GHG emissions, followed by fossil fuel combustion from composting machinery.
The environmental impacts on global warming, eutrophication, and acidification were
dominated by the decomposition process, while the impacts on ozone depletion,
carcinogenics, noncarcinogenics, and smog formation were determined by fossil fuel
combustion and electricity consumption from composting machinery (Saer et al., 2013).
Boldrin et al. (2011) reported similar results regarding GHG emissions from
decomposition and fuel combustion from composting machinery being the dominant
factors that contribute to the environmental impacts of centralized windrow composting.
Home composting has been found to be a viable alternative for reducing the
environmental impacts of OSW management. Home composting reduces the GHG
emissions related to collection and transportation, as well as electricity and fuel

38
consumption during the operation of centralized composting plants (Andersen et al.,
2010; Colón et al., 2010; Lleó et al., 2012). However, GHG emissions from the
decomposition process of home composting were found to be similar to centralized
composting (Andersen et al., 2010).
Few studies have considered the impact of capital goods in the environmental
performance of composting systems (Bong et al., 2017). Capital goods are processes
upstream of the resource management system, such as buildings, infrastructure, and
machinery: front-loaders, shredding and chipping machines, in-vessel composters, bio-
filters, transport devices, screening and bagging machines. Most environmental studies
of composting have focused on the operation stage of the life cycle (L. K. Brogaard et
al., 2015). The production stage accounts for capital goods, which are usually one time
payments that can be amortized. Brogaard & Christensen (2012) provide a detailed
characterization of capital goods for large-scale windrow composting facilities with a
treatment capacity of 10,000 and 50,000 tons per year. Concrete for the pavement and
steel for the composting machinery made the highest contribution to global warming.
The capital goods of composting plants may contribute 10-22% of the global warming
impact including the operation stage (L. K. Brogaard et al., 2015).
This chapter presents the Life Cycle Assessment (LCA) of 8 urban composting
scenarios covering 4 treatment capacities: 100 ton/year, 1,000 ton/year, 10,000
ton/year, and 50,000 ton/year, and 2 treatment technologies: windrow and in-vessel.
Each scale has a different set of energy and material consumption distributed over the
resource management process, which is divided into 12 unit processes: 1) collection, 2)
transport, 3) sorting, 4) shredding, 5) storage, 6) transport to composting area, 7)

39
forming windrows, 8) decomposition, 9) transport to screening area, 10) screening, 11)
transport to curing area, and 12) curing. The infrastructure component accounts for the
physical structures (buildings, roads) of the composting facility required for the
execution of the unit processes. The system boundaries of the inventory comprise the
life cycle stages of production, use, and end of life. The environmental assessment is
intended to support decision makers in the urban design and planning of composting
infrastructure.
Methods
Life Cycle Assessment (LCA)
Life Cycle Assessment (LCA) is a well-established methodology applied in the
resource management sector to evaluate the environmental performance waste
management systems in order to optimize waste treatment technologies (M. Hauschild
& Barlaz, 2009; Laurent et al., 2013). LCA takes a comprehensive approach by
accounting for environmental impacts during the different life cycle stages of the product
system under analysis: extraction of raw materials, manufacturing, distribution, use,
recycling, and final disposal. Environmental impacts occur at multiple locations around
the world where the different processes of the life cycle stages take place. An important
strength of LCA is the holistic approach which considers the entire life cycle and a full
range of environmental impacts, minimizing problem-shifting between life cycle stages,
geographical regions, or environmental problems (M. Z. Hauschild & Huijbregts, 2015).
Based on a detailed quantification of the energy and materials consumed and the waste
emissions generated through the life cycle stages, LCA estimates the environmental
impacts in three basic areas of protection: human health, natural environment, and
resource depletion (JRC, 2010).

40
The study follows an attributional modelling approach (M. Hauschild & Barlaz,
2009). The attributional LCA modelling is applied when the goal of the study is to
determine the direct environmental impacts of the product system. The consequential
LCA modelling attempts to identify the consequences of a decision on other processes
of the economy; the focus is not the direct environmental impacts of the product system,
but the environmental impacts related to the modification of markets induced by the
introduction of the product system (JRC, 2010). For the case of composting, the
attributional approach focuses on the direct environmental impacts of the OSW
management system, whereas a consequential approach would consider the
environmental impacts related to market modifications such as the reduction of
chemical fertilizer production, the reduction of peat extraction, and impacts associated
with the application of compost on land.
According to the ISO 14040-14044 guidelines (International Organization for
Standardization, 2006), there are four main steps in a LCA study: 1) Goal and scope
definition: describes the objectives and parameters of the LCA study. 2) Inventory
analysis: compiles the relevant inputs and outputs of the product system throughout its
life cycle. 3) Impact assessment: prepares the environmental impact and resource
consumption profiles based on the inventory analysis. 4) Interpretation of the results:
analyses the impact profile and resource consumption according to the goal and scope
of the study.
Goal and scope definition
The geographical context of the study is not specified. The research uses global
data on resource consumption and waste generation from the Ecoinvent database
(Frischknecht et al., 2005) for the production of basic materials such as concrete, steel,

41
or waste emissions such as diesel exhaust. The production processes modelled in the
ecoinvent database represent the current average technology operating in European
countries. The results from the LCA can be used as reference in any geographical
context, taking into account that some environmental impacts are global (i.e. climate
change), and others are regional (i.e. acidification, human toxicity).
The functional unit provides a reference for the collection of input and output data
in the inventory analysis. The functional unit for the study is the composting of one ton
of OSW. The environmental performance of composting scenarios is presented per ton
of OSW composted. The composition of the waste is assumed to be 50% residential
food waste and 50% dry green waste (tree clippings, leaves, garden waste). The
system boundaries determine what unit processes and life cycle phases are included in
the analysis; it defines the limits of the waste management system (M. Hauschild &
Barlaz, 2009). As expressed in Figure 3-1, the waste management system
encompasses the following 12 activities: 1) collection, 2) transport, 3) sorting, 4)
shredding, 5) storage, 6) transport to composting area, 7) forming windrow/feeding
vessel, 8) decomposition, 9) transport to screening, 10) screening, 11), transport to
curing, and 12) curing.
Figure 3-1. Waste management activities included in the system boundaries
TRANSPORT TO
SCREENING
TRANSPORT TO TRANSPORT TO
COMPOSTING CURINGFEEDING VESSEL
COLLECTION DECOMPOSITION
SCREENING
CURING
TRANSPORT SORTING
SHREDDING STORAGE

42
The following life cycle stages are included in the analysis: (1) Production: The
production stage accounts for the energy and materials consumed and the wastes
generated during the extraction of raw materials and the production of capital goods of
the waste management system, such as collection vehicles, buildings, tools, machinery,
and other infrastructures. (2) Operation: The operation stage accounts for the energy
and materials consumed by the composting facility and the wastes (liquid, solid,
gaseous) generated during a lifetime of 15 years. This includes for instance diesel and
electricity consumption, or GHG emissions from the composting process. (3) End of life:
This stage accounts for the recycling or final disposal of the composting infrastructure
and machinery after a lifetime of 15 years. Figure 3-2 presents the life cycle stages and
the system boundaries of the study.
Figure 3-2. System boundaries and life cycle stages

43
Life Cycle Impact Assessment
The software EASETECH (Clavreul, Baumeister, Christensen, & Damgaard,
2014), developed by the Technical University of Denmark (DTU), is used for the
modelling of composting scenarios and the quantification of the environmental impacts.
EASETECH is a LCA software specialized in waste management systems and energy
technologies. The software allows the modelling of a wide range of environmental
technologies from a systems perspective (Clavreul et al., 2014). Composting scenarios
are modelled using the basic EASETECH modules, within which a set of inputs
(resource consumption) and outputs (waste generation) are defined for each of the 12
unit processes of the management system. The Ecoinvent database (Frischknecht et
al., 2005) is the source of datasets for the unit processes involved in the modelling of
composting scenarios. A dataset is a collection of inputs and outputs required to
produce a good or service. The Ecoinvent database comprises life cycle inventory data
covering the most relevant economic sectors: energy systems, building materials,
metals, packaging materials, chemicals, agriculture, transport services, and waste
treatment and disposal. Ecoinvent datasets are available for most energy and materials
used in the construction of composting facilities (steel, concrete, HDPE, iron, etc.). In
EASETECH, the datasets of energy and materials are imported into the modules and
the corresponding quantities collected in the life cycle inventory are assigned. Waste
emissions to the environment (i.e. methane, carbon dioxide) are imported as elementary
flows in EASETECH. Table 3-1 presents the list of datasets used from the Ecoinvent
database.
The production of steel dataset covers the production of machinery used at
composting facilities, including collection trucks, shredders, in-vessel composters,

44
screeners, turning machines, and front loaders. The total weight of the machinery is
assumed to be the weight of steel, following the approach used by Brogaard et al.
(2015). The collection truck includes other materials such as iron and HDPE. The
production of concrete dataset covers the pavement of composting facilities and
concrete elements used for storage in the processes of storage and curing. The
production of HDPE dataset covers the mobile plastic containers used in transport
processes, and some elements of the collection truck. The production of iron dataset
covers some elements of the collection truck. The production of fiberglass dataset
covers the biofilters of in-vessel composters. The production datasets include resource
extraction, transportation, and manufacturing of material (i.e. steel, concrete). Following
the approach used by Brogaard et al. (2015), the manufacturing of the machinery (i.e.
truck, composter) is not included in the analysis due to lack of data.
Table 3-1. List of datasets used from the Ecoinvent database
Process Dataset from Ecoinvent Production of steel steel production, converter, low-alloyed Production of concrete concrete production 20MPa, RNA only Production of HDPE polyethylene production, high density, granulate Production of iron cast iron production Production of fiberglass glass fibre production Combustion of diesel diesel, burned in building machine Construction of building building construction, hall, steel construction Recycling of steel treatment of waste reinforcement steel, recycling Recycling of concrete treatment of waste concrete, not reinforced, recycling Production of electricity electricity production, hydro, reservoir, alpineregion
The combustion of diesel dataset cover the gaseous emissions from the
operation stage of composting machinery, including the collection truck, shredders,
front-loaders, screeners, and other diesel-powered equipment, during a lifetime of 15
years. GHG emissions generated during the operation stage from the decomposition
process (methane and nitrous oxide) are modelled as elementary flows included in the
EASETCH software.

45
The environmental impact assessment was carried out for the following impact
categories: climate change, human toxicity, photochemical ozone formation, terrestrial
acidification, marine eutrophication, and freshwater ecotoxicity (JRC, 2010). These
impact categories are available in the ILCD 2013 Prosuite method, included in the
EASETECH software (Clavreul et al., 2014). Climate change covers the climate
changes induced by the accumulation of GHG in the atmosphere, which blocks heat
from radiating from the Earth towards space, resulting in global warming, rising of sea
levels, and changes of the regional and global climate (Solomon, 2007). The main GHG
generated from composting systems are carbon dioxide (CO2), methane (CH4), and
nitrous oxide (N2O). CO2 is generated during the biological decomposition of organic
material and the burning of fossil fuels. CO2 generated during composting is considered
biogenic in origin and therefore do not contribute to climate change (Solomon, 2007).
The most significant sources of CO2 of fossil origin from composting systems is
generated from the combustion of diesel fuel during the operation stage, in the
processes of collection, transport, shredding, screening, and transport operations within
the composting facility. CH4 and N2O are generated in small quantities during the
decomposition of organic materials. CH4 and N2O are 25 and 298 times more potent
than CO2 respectively (Solomon, 2007).
Human toxicity covers toxic impacts on human beings that occur through the
inhalation of air, ingestion of food and water, and physical contact with polluted surfaces
(M. Hauschild & Barlaz, 2009). The most important contributions to human toxicity from
composting systems come from the combustion of diesel fuel and the emission of
volatile organic compounds (VOCs) from the decomposition of organic material.

46
Photochemical ozone formation covers the formation of ozone at the ground level of the
troposphere by the interaction of sunlight, VOCs, carbon monoxide, and nitrogen oxides
(M. Hauschild & Barlaz, 2009). Ozone formation is recognized as an important
environmental impact at regional scale due to the human health impacts from extreme
concentration episodes in urban areas. Increased ozone levels cause damage to
vegetation, reduction of crop yields, and negative effects on human respiratory tracts
(Stranddorf, Hoffmann, & Schmidt, 2005). The most important contributions to
photochemical ozone formation from composting systems are emissions of nitrogen
oxides and VOCs from the combustion of diesel fuel.
Terrestrial acidification covers the local and regional impacts resulting from the
release of acidifying substances in terrestrial ecosystems. The most important acidifying
substances are oxides of sulfur (SOx), nitrogen oxides (NOx), and ammonia (NH3).
These substances contribute to acidification by releasing protons and causing the loss
of anions from terrestrial ecosystems, resulting in inefficient growth of vegetation, forest
decline, acid rain, and damage to buildings (Stranddorf et al., 2005). The main source of
acidifying substances from composting systems is the combustion of diesel fuel. Marine
eutrophication covers the nutrient enrichment of the oceans caused by the release of
nitrogen (N) and phosphorus (P) compounds. Releases of N and P fertilize natural
ecosystems, changing the species composition and causing algae blooms and oxygen
depletion in coastal waters (M. Hauschild & Barlaz, 2009). In composting systems, the
main contribution to marine eutrophication is derived from NOx emissions from the
combustion of diesel fuel. Freshwater ecotoxicity covers toxic impacts on freshwater
ecosystems which result in changes in the structure and function of the ecosystem,

47
ranging from death to reproductive damages and behavioral changes (M. Hauschild &
Barlaz, 2009).
The environmental impact results are normalized following the International
Reference Life Cycle Data System (ILCD), Prosuite Global NR method (Clavreul et al.,
2014). Normalization supports the interpretation of the results by converting the different
units of the impact categories into a Person Equivalent (PE) unit. The PE unit
represents the environmental impacts on each category (i.e. climate change, ozone
depletion, human toxicity, etc.) of an average global person for one year including all
aspects of life (housing, food, transport, etc.) (JRC, 2010). Table 3-2 presents the
normalization references for the environmental impact categories (Clavreul et al., 2014).
Table 3-2. Normalization factors for the environmental impact categories
Impact category Units Normalization factor Climate change kg CO2 eq./PE/year 8.10E+03 Ozone depletion kg CFC-11 eq. /PE/year 4.14E-02 Human toxicity, cancer effects CTUh/PE/year 5.42E-05 Terrestrial acidification mol H+ eq. /PE/year 4.96E+01 Marine eutrophication kg N eq. /PE/year 9.38E+00 Freshwater ecotoxicity CTUe/PE/year 6.65E+02
Results and Discussion
Results from the climate change category are presented in Figure 3-3. Significant
differences between windrow and in-vessel systems are found, due to the 90%
reduction of GHG emissions (CH4 and N2O) achieved by the biofiltration mechanism of
in-vessel systems. Climate change impacts averaged 24 PE for windrow systems and
5.6 PE for in vessel systems. GHG emissions accounted for 78% of the total impact for
windrow systems, while for in-vessel systems they account for 33%. The best
performing scenario regarding climate change was S4 (neighborhood, in-vessel) with a
value of 4.16 PE. Savings on S4 are driven by the shredding process, which was very
inefficient at the block scale (2.86 PE) compared to the neighborhood scale (0.65 PE).

48
The high horsepower requirement of the small-scale shredder translates into high diesel
consumption. Measures to reduce the horsepower of small-scale shredders are needed
for better climate change performance at the block scale. For the best performing
scenario (S4), the most impactful process was infrastructure (41%), followed by
decomposition (39%), and shredding (21%). Large-scale, in-vessel scenarios had poor
climate change performance due to the relevance of collection and transport, which
accounted for 49% of the total impact for S8, and 36% for S6. The shredding process,
on the other hand, had better performance at larger scales due to the high efficiency of
large-scale shredders in terms of diesel consumption.
Figure 3-3. Environmental impacts from climate change
Figure 3-4 presents the results for the category of human toxicity, cancer effects.
The impacts are concentrated in the infrastructure component across composting
scenarios. Within infrastructure, 90% of the impact is related to the construction of
0.00
5.00
10.00
15.00
20.00
25.00
30.00
S1 S2 S3 S4 S5 S6 S7 S8
PE
COMPOSTING SCENARIOS
Climate Change
Collection and transport
Composting process
Infrastructure

49
buildings. The impact decreases with scale due to small savings on buildings for large-
scale composting facilities.
Figure 3-4. Environmental impacts from human toxicity-cancer effects
Figure 3-5 presents the results for the photochemical ozone formation category.
Windrow systems have a higher impact on photochemical ozone formation than in-
vessel systems due to the GHG emissions from the decomposition process, which
represent 49% of the total impact for windrow systems and 9.3% for in-vessel systems.
The impact from infrastructure remains constant across scenarios, being lower for in-
vessel systems due to lower concrete paving requirement. The impact from collection
and transport is significant and increases with scale due to the significance of transport
distances. The best performing scenario was S4 (neighborhood, in-vessel) with a value
of 5.54 PE. The high diesel consumption of the shredder in S2 (block, in-vessel)
determines its higher impact of 8.24 PE. For S6 (commune, in-vessel), diesel
0.00
2.00
4.00
6.00
8.00
10.00
12.00
S1 S2 S3 S4 S5 S6 S7 S8
PE
COMPOSTING SCENARIOS
Human Toxicity, Cancer Effects
Collection and transport
Composting process
Infrastructure

50
consumption during collection and transport was the reason for the higher value of
10.65 PE.
Figure 3-5. Environmental impacts from photochemical ozone formation
Results for the terrestrial acidification category are presented in Figure 3-6. In-
vessel systems have a better performance regarding terrestrial acidification due to the
high impact of GHG emissions from the decomposition process, which represent 41% of
the total impact. The best performing scenario was S4 (neighborhood, in-vessel) with a
value of 5.68 PE. Savings on S4 are driven by the biofiltration mechanism of in-vessel
systems, and the high efficiency of the shredder at the neighborhood scale. The
shredding process at the block scale was inefficient compared to the neighborhood
scale, due to the high diesel consumption of the small-scale shredder. More efficient
small-scale shredders are needed for the block scale to be competitive. The impact of
collection and transport is significant for large-scale scenarios, accounting for 40% of
0.00
5.00
10.00
15.00
20.00
25.00
S1 S2 S3 S4 S5 S6 S7 S8
PE
COMPOSTING SCENARIOS
Photochemical Ozone Formation
Collection and transport
Composting process
Infrastructure

51
the total impact on average. The impact of collection and transport increases with scale,
from 1.83 PE at the neighborhood scale to 6.62 PE at the city scale.
Figure 3-6. Environmental impacts from terrestrial acidification
Results for the marine eutrophication category are presented in Figure 3-7. The
best performing scenario regarding marine eutrophication was S4 (neighborhood, in-
vessel) due to the biofiltration of GHG emissions from decomposition and the high
efficiency of the neighborhood shredding process. The composting process is
responsible for most of the environmental impact on marine eutrophication in windrow
systems, due to GHG emissions from decomposition and diesel consumption from the
shredding process. In average, the composting accounts for 68% of the impact for
windrow systems and 46% for in-vessel systems. Regarding scale, the composting
process accounted for 78% of the impact for small-scale scenarios and 48% for large-
scale scenarios. For windrow systems, the impact from decomposition is constant
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
18.00
20.00
S1 S2 S3 S4 S5 S6 S7 S8
PE
COMPOSTING SCENARIOS
Terrestrial Acidification
Collection and transport
Composting process
Infrastructure

52
across scales, but savings are obtained at the neighborhood scale from the shredding
process, which was very efficient in terms of fuel consumption. The same performance
of the shredding process can be observed for in-vessel systems. The impact from
collection and transport was significant for large-scale scenarios, given the impact of
diesel consumption, particularly from transport. The impact from transport was higher
than the impact from collection for scenarios involving transport. Collection and
transport accounted for 45% of the environmental impact for large-scale scenarios, and
12% for small-scale scenarios. The impact of infrastructure remained constant across
scales, with windrow systems having a higher impact (2.59 PE) than in-vessel systems
(1.80 PE) due to the higher concrete paving requirement of windrow systems.
Figure 3-7. Environmental impacts from marine eutrophication
Results for the freshwater ecotoxicity category are presented in Figure 3-8.
Infrastructure is main contributor to the environmental impact in freshwater ecotoxicity,
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
45.00
S1 S2 S3 S4 S5 S6 S7 S8
PE
Marine Eutrophication
Collection and transport
Composting process
Infrastructure

53
accounting for 96% of the total impact on average for all scenarios. The impact of in-
vessel systems (19.6 PE) is lower than windrow systems (23.5 PE) due to the higher
concrete paving requirement. Within infrastructure, the steel halls represent 73% of the
impact, followed by concrete pavement (18%), and buildings (9%). For the composting
process and collection and transport, the impact in freshwater ecotoxicity originate from
fossil fuel combustion during collection, transportation, shredding, screening and
transport operations within the composting facility. The impact from collection and
transport increases with scale driven by transport distances, from 0.26 PE at the
neighborhood scale, to 0.59 PE at the commune scale, to 0.89 PE at the city scale.
Figure 3-8. Environmental impacts from freshwater ecotoxicity
Concluding Remarks
An environmental impact assessment of eight urban composting scenarios was
performed from a life cycle perspective for selected impact categories. GHG emissions
0.00
5.00
10.00
15.00
20.00
25.00
30.00
S1 S2 S3 S4 S5 S6 S7 S8
PE
Freshwater Ecotoxicity
Collection and transport
Composting process
Infrastructure

54
(CH4 and N2O) from the decomposition of organic matter at composting facilities is the
main contributing factor to the environmental impacts in the categories of climate
change, photochemical ozone formation, terrestrial acidification, and marine
eutrophication. In-vessel systems had better environmental performance than windrow
systems due to 90% reduction in GHG emissions modelled for the biofiltration
mechanism. Biofiltration of gaseous emissions from decomposition is therefore the most
important strategy for reducing the environmental impacts from composting. Fossil fuel
combustion from collection and transport was the second most important factor
contributing to the environmental impacts in the categories of climate change,
photochemical ozone formation, terrestrial acidification, and marine eutrophication. The
third most important factor was fossil fuel combustion from the processes of shredding,
turning, screening, and transport operations within composting facilities. The shredding
process was found to be the most energy intensive, particularly at the block scale.
Switching from diesel-powered to electric-powered machinery at composting facilities
will significantly reduce the environmental impacts, provided the power source is clean
(hydropower was the selected electricity source). Reducing transport distances will also
have an important effect in reducing environmental impact for most categories. For the
categories of human toxicity-cancer effects, and freshwater ecotoxicity, the main
contribution was from infrastructure, with steel halls and concrete paving accounting
more than 95% of the environmental impact.
The best performing scenario was S4 (neighborhood scale, in-vessel) for all
impact categories. The lower environmental impact of S4 is explained primarily by the
relevance of diesel consumption from collection and transport at larger scales, and by

55
the low mechanization of transport operations within the composting facility at the
neighborhood scale. The second best performing scenario was S2 (block scale, in-
vessel). Although the block scale does not involve collection and transport, diesel
consumption of the shredding process is very high compared to other scales of
management. At larger scales, the composting process becomes more efficient in diesel
consumption, but those savings are offset by the relevance of collection and transport.

56
CHAPTER 4 ECONOMIC ANALYSIS
Background
This chapter addresses the questions of optimal scale and appropriate
technologies of urban composting from an economic perspective. Optimal scale refers
to the size and treatment capacity of composting plants. Bigger plants imply more
transportation and mechanization and can achieve economies of scale, while smaller
plants are more flexible in operation and usually employ more labor (Lardinois &
Klundert, 1993). Appropriate technologies inquiries into the level of mechanization of
composting processes and the consequences on employment creation.
Pandyaswargo & Premakumara (2014) explored the question of optimal scale of
composting facilities in the context of Asian cities. Based on financial indicators
including collection costs, compost production costs, and revenues from selling the
compost product, the results revealed that the medium-scale (51 tons per day) and
lower large-scale (200 tons per day) composting plants have a better opportunity to be
financially feasible compared with the smaller and larger capacity plants. Smaller plants
achieved better quality compost products due to manual sorting of the organic waste
resulting in higher selling prices. Subsidies from governments and external
organizations are crucial to the economic viability of composting facilities in Asian cities
(Pandyaswargo & Premakumara, 2014). Decentralized composting schemes based on
labor-intensive technologies have been better adapted to the socio-economic conditions
of Indian cities, where more than 70% of the solid waste is biodegradable (Lardinois &
Klundert, 1993). With simple hand tools and locally made equipment the production
capacity is limited to 2 or 3 tons per day and investment costs are low. Capital intensive

57
options increase the production capacity up to 100 tons per day requiring mechanized
equipment, more energy, fewer employees, and less space (Lardinois & Klundert,
1993). Neighborhood and community-based composting initiatives stimulate local
employment while creating environmental awareness in the community (Zurbrügg,
Drescher, Patel, & Sharatchandra, 2004). Improvement measures include better control
of the composting process to prevent odors and related complaints by nearby residents.
Effective source separation through public participation, finding markets for selling the
compost products, and support from municipal authorities in partnership with local
communities are crucial aspects to ensure the long-term viability of decentralized
composting (Ali & Harper, 2004).
Materials and Methods
The study follows a life cycle costing (LCC) methodology as described by
(Martinez-Sanchez et al., 2015). The cost model differentiates between three types of
costs: (1) budget costs, (2) transfers, and (3) externality costs. Budget cost and
transfers are considered as internal costs, meaning they have monetary values inside or
outside the resource management system. Externality costs are non-marketed costs
(impacts) that occur outside the economic system. Budget costs are related to the
resource management system and are incurred by stakeholders: households, waste
generators, and recycling or disposal facilities. Transfers are monetary flows that
represent income redistribution between stakeholders such as taxes, fees, or subsidies.
Externality costs represent impacts on the wellbeing of individuals or society that are not
compensated, such as environmental emissions, noise, congestion, or time spent by
household on waste sorting (Martinez-Sanchez et al., 2015). The LCC developed in this
study corresponds to a Conventional LCC, which is commonly used when

58
environmental aspects are not in focus, from a planning perspective, with the goal of
identifying the economically best- solutions for the management of OSW in urban areas.
The study focuses only on budget costs internal to the resource management system,
excluding transfers and externality costs.
Cost Model: Structure
The cost model applied a Unit Cost Method (UCM) (Gluch & Baumann, 2004;
Martinez-Sanchez et al., 2015). The resource management system for OSW is divided
into 12 processes: (1) collection, (2) transport, (3) sorting, (4) shredding, (5) storage, (6)
transport to composting area, (7) forming windrow/feeding vessel, (8) decomposition,
(9) transport to screening area, (10) screening, (11) transport to curing area, and (12)
curing. The infrastructure component is not a process, but accounts for the physical
structures needed to perform the processes. Each activity was disaggregated into
capital costs and operating costs. Capital costs are one-time expenses such as land,
buildings, machinery, or tools. Operating costs are recurring costs such as salaries, fuel,
electricity, and maintenance costs. For each cost item related to each process, two
parameters were defined: a physical parameter describing the quantity of the cost item
required to perform the process related to one ton of waste (for instance 3 hours of
labor to collect 1 ton of waste), and an economic parameter representing the unit cost of
the specific cost item ($6 USD per hour of labor). The unit cost related to 1 ton of OSW
for each process was then found by multiplying the two parameters.
Cost Model: Calculations
Capital costs
One-time capital costs were converted into capital costs per ton of waste
composted by dividing the purchase capital cost by the treatment capacity of the

59
composting plant over its lifetime. The lifetime of composting facilities and related
machinery is assumed to be 15 years.
Capital cost per ton =C
TR
Where,
C = Capital cost ($ USD)
TR = Treatment capacity of composting facility over lifetime (tons)
This calculation was made for obtaining capital costs per ton of waste of
infrastructure items (land, buildings) as well as machinery (shredders, front loader,
screeners). In the case of the collection truck, the capital cost per ton of waste was
obtained by dividing the cost of the collection truck by the tonnage collected over the
lifetime of the truck (See Appendix B for more detailed information).
Operating costs
Operating costs included four basic items: (1) labor, (2) fuel consumption, (3)
electricity consumption, and (4) maintenance. Labor costs per ton are calculated by
multiplying labor productivity (PL) in terms of hours required to manage one ton of
waste, times the labor cost (CL) per hour. Labor productivity estimates by unit processes
are described in detail in Appendix B. Two types of labor cost are defined: unskilled
labor ($2.42 USD/hr), and skilled labor ($4.84 USD/hr). Labor costs are representative
of the Colombian context in 2017, based on Decree 2209 of 2016 from the Colombian
national government.
Labor cost per ton = LP ∗ LC
Where,
LP = Labor productivity (hr/ton)

60
LC = Labor cost ($ USD)
Fuel consumption cost of composting machinery is calculated as a function of
three variables: (1) fuel consumption of the machine, (2) throughput of the machine, and
(3) cost of fuel. Fuel consumption for all diesel engines is assumed to be 0.26 liter per
horsepower (HP) per hour (Grisso et al., 2010). The cost of diesel is set at $ 0.67 USD
per liter. Fuel consumption cost per ton is equal to fuel consumption assumed for diesel
machines (lt/HP-hr), times the power of the machine (HP), divided by the throughput of
the machine (ton/hour), times the cost of fuel (USD).
Fuel consumption cost per ton = (d ∗ HP
TR) ∗ CF
Where,
d = Diesel consumption assumed for all machines (lt/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
CF= Cost of fuel ($ USD)
Electricity consumption cost per ton of the composter is equal to the electricity
consumption during the lifetime (kWh/lifetime) of the composter divided by the lifetime
treatment capacity of the facility (tons), times the electricity cost ($USD/kWh). For
composters, it is assumed they work 260 working days per year, 8 hours per day, during
a lifetime of 15 years. Electricity cost is set at $ 0.14 USD/kWh).
Electricity consumption cost per ton =ELFTR
∗ EC
Where,
ELF = Electricity consumption of composter during lifetime (kWh)

61
TR = Treatment capacity lifetime of composting facility (tons)
EC = Cost of electricity ($ USD/kWh)
Maintenance costs are estimated as 10% of the equipment capital cost (Ruffino,
Fiore, & Zanetti, 2014).
Results and Discussion
General Findings
Life cycle costs per ton of OSW composted are in the range of $60 to $90 for all
scenarios except for S2 (block scale), where the high value ($134) is determined by the
small-scale in-vessel composter, as discussed later. The resource management system
for OSW is divided into three main areas of analysis: infrastructure, composting
process, and collection/transport. Results are presented in Figure 4-1. Infrastructure
represents 48% of the total cost, followed by the composting process (40%), and
collection/transport (12%). The capital and operating costs of infrastructure (buildings,
steel halls, concrete paved areas, and land) represent almost half of the life cycle cost
of the resource management systems under analysis. The city scale, in-vessel system
(S8) presented the lower cost per ton of waste composted ($63), driven by the savings
on infrastructure and the economies of scale of the in-vessel composting process. The
lower infrastructure costs for S8 are explained by the lower land requirement of in-
vessel systems; windrow systems required 3 times more land for the composting facility
across scenarios. The larger composting pad and the buffer zones required to mitigate
air emissions are the reasons for the higher land requirement of windrow systems. The
cost of land represented around one third of infrastructure cost and was the most
expensive item for all scenarios. No economies of scale are found for land, being

62
around $32 for windrow systems and $10 for in-vessel systems per ton of waste
composted.
Figure 4-1. Life cycle cost of composting scenarios
Significant economies of scale were found in the composting process for in-
vessel systems. The cost decreased from $106 for S2 (block scale) to $20 for S8 (city
scale). This is explained by the high capital cost and energy consumption of small-scale
in-vessel composters. For windrow systems, economies of scale were found in the
composting process, from $27 for S1 (block scale) to $13 for S7 (city scale), but those
economies are compensated by the cost of collection and transport. Savings on
collection and transport for small-scale composting facilities averaged $10, which is
significant but not sufficient to compensate for the economies of scale of the composting
process in both windrow and in-vessel systems.
0
20
40
60
80
100
120
140
160
S1 S2 S3 S4 S5 S6 S7 S8
$ U
SD
INFRASTRUCTURE
COMPOSTING PROCESS
COLLECTION ANDTRANSPORT

63
Infrastructure
Infrastructure represents 48% of the resource management cost of OSW.
Infrastructure is dominated by land cost, accounting for 52% of infrastructure cost
across composting scenarios. Measures to decrease the cost of land should be
explored to make urban composting more feasible. Steel halls represent the second
most dominant cost of infrastructure, accounting for 32%; large covered areas are
needed for incoming OSW and the processes of shredding, screening, curing, and
storage of final product. Concrete paving area is the following cost, being 14% of
infrastructure cost; buildings within the composting facility represented only 2% of
infrastructure cost. It should be noted that only the items with the largest cost are
included in the analysis, and other infrastructure items of composting facilities, such as
water drainage and leachate collection systems, fencing, lighting, and others are no
included in the analysis and increase the cost of infrastructure. In general, no
economies of scale were found for infrastructure. The cost of land, steel halls, and
paved areas remained constant across composting scenarios. Only building costs
showed economies of scale from $1,64 (block scale) to $0.27 (city scale).
Composting
The composting process showed significant differences between windrow and in-
vessel systems. For in-vessel systems, the largest cost contribution was from the
decomposition process (71%), due to the high capital cost and energy consumption of
the composters, particularly small-scale composters at the block and neighborhood
scales. For windrow systems, decomposition accounted for only 5% of the composting
cost, because no energy consumption or capital costs are involved. However, the land
requirement for windrow systems is much larger, and land cost is accounted for as part

64
of infrastructure, therefore not represented in the decomposition process. If the
additional land cost required by windrow systems is allocated to the decomposition
process, its value will rise from 5% to 55% of the total composting cost. The tradeoff
between land cost for windrow systems, and the capital and energy consumption costs
of the composter for in-vessel systems should be carefully examined. For in-vessel
systems, the decomposition process showed significant economies of scale in the
composter cost, from $67 (block scale) to $7.4 (city scale). Similarly, the energy
consumption of the composter showed economies of scale, from $7.64 (block scale) to
$1.64 (city scale). Small-scale in-vessel composters were very expensive and its
efficiency should be improved for decentralized composting systems to be competitive.
Windrow systems, on the contrary, were found to be less expensive at the small scale,
due to the high level of mechanization of large scale windrow composting. The capital
cost of the windrow turner is the main reason why the small scale is more efficient.
Turning and watering windrows by hand was more economical given the high capital
cost and fuel consumption of large scale turning machinery. It is important to highlight
the diseconomies of scale found in windrow composting.
The following largest contribution to composting was the shredding process,
accounting for 13% of the composting cost for in-vessel systems and 38% for windrow
systems. The small-scale shredder at the block scale was very expensive due to its high
labor requirement and low throughput. Labor cost of shredding was $10.83 (block
scale), $1.36 for (neighborhood scale), $0.32 (commune scale), and $0.1 (city scale).
The small-scale shredders require an operator manually feeding the machine at the
shredder’s throughput, while large scale shredders are fed by an operator using the

65
front-loader. A significant difference in labor cost of shredding is found comparing the
block ($10.83) and neighborhood scales ($1.36). While both shredders are manually
fed, the low throughput of the shredder at block scale determines its high labor cost.
Labor requirements at larger scales are very low due to the high throughput of the
shredders and the high efficiency of the front loader feeding the shredder. The capital
cost, however, is higher for large scale shredders: $3.20 (commune scale) and $0.28 for
(neighborhood scale). Regarding fuel consumption, large scale shredders were more
efficient: $4.64 (block), $1.29 (neighborhood), $1.16 (commune), $0.93 (city). Large
scale shredders were also more efficient in fuel consumption: from $4.64 (block), $1.29
(neighborhood), $1.16 (commune), and $0.93 (city). Comparing the total shredding cost,
the neighborhood ($2.95) and the city ($2.62) were the least expensive scales of
management.
Transport processes within the composting facility accounted for 10% of the
composting cost, 5.4% for in-vessel systems, and 23% for windrow systems. The
average transport distance of composting facilities was the following: 13 m (block
windrow), 8 m (block in-vessel), 33 m (neighborhood windrow), 15 m (neighborhood in-
vessel), 150 m (commune windrow), 40 m (commune in-vessel), 300 m (city windrow),
and 100 m (city in-vessel). At the block and neighborhood scales, transport was
performed by an operator moving a plastic mobile container. At the commune and city
scales, transport was performed by an operator driving the front loader. The high land
requirements of windrow systems translated into more expensive transport operations.
The capital cost of the plastic containers doubled the cost of the front loader: $0.43
(block and neighborhood), $0.20 (commune), $0.16 (city). It should be recalled that the

66
capital cost of the front loader cost is allocated to 6 processes by equal parts, while the
cost of the plastic container is allocated to 2 processes. Labor was the most significant
cost of transport processes at the block and neighborhood scales, while fuel
consumption of the front loader determines the cost at the larger scales. Overall,
transport processes showed no economies of scale because the savings on labor at
larger scales are compensated by higher fuel consumption, levelling total transport
costs around $1.4 for windrow systems and $0.9 for in-vessel systems.
The remaining processes of sorting, storage, forming windrows/feeding vessel,
and curing represent 12.4% of the composting cost. Sorting cost was $2.18, the same
for all scenarios given the assumption of manual labor regardless of the scale of
management. Sorting is considered a crucial process for assuring the quality of the final
compost, and no information was found about sorting processes for OSW. Storage cost
was $1.82 (block and neighborhood scales), $0.57 (commune scale), and $0.53 (city
scale). The higher cost of storage at the smaller scales is determined by the labor
requirements of shoveling the materials into the plastic containers. At larger scales, the
front loader was used resulting in significant economies of scale. The plastic containers
used for storage at the block and neighborhood scales were significantly more
expensive ($0.43) than the concrete elements used at larger scales ($0.03). A similar
situation was found for the forming windrow/feeding vessel process. Forming windrows
at the small scale using manual labor translated into higher cost. The forming windrow
costs were $1.35 (block and neighborhood), $0.55 (commune scale), and $0.51 (city
scale). The feeding vessel costs were $0 (block and neighborhood), $0.55 (commune
scale), and $0.51 (city scale). At smaller scales, feeding the vessel was performed by a

67
bin-lifter attached to the composter; therefore its energy consumption is accounted for in
the decomposition process. Curing cost was $0.33 for all scenarios, the value being
determined by the fixed cost of the concrete containers used for curing.
Collection and Transport
Collection and transport represent 12% of the resource management cost of
OSW. Collection costs were $0 (block), $10.65 (neighborhood), and $8.15 (commune
and city). At the block scale there is no collection cost because households transport
their OSW to the composting facility located at maximum distance of 100 m. Collection
cost is higher at the neighborhood scale because the capital cost of the collection truck
is allocated entirely to the collection process, whereas in the commune and city scales,
this cost is allocated to collection and transport by equal parts. The collection cost is
dominated by labor cost ($3.64), followed by the collection truck cost ($2.28), and the
fuel cost ($2). Labor cost is dominant because three operators are involved in collection,
one driving the truck and two picking up the OSW. Transport cost, on the other hand, is
dominated by the cost of fuel, which was $2.67 (commune scale) and $5.33 (city scale),
followed by the cost of the truck ($2.28). Labor costs for transport were $0.42
(commune scale) and $0.67 (city scale). Looking at the combined processes of
collection and transport, the savings obtained by eliminating these processes in small
scale composting were significant: $17 (block scale) and $6.37 (neighborhood scale),
but these savings were offset in the whole resource management system by the
economies of scale resulting from the composting process.
Concluding Remarks
From an economic viewpoint, the optimal scale of composting is the city scale,
in-vessel technology. The most important factors that determine the lower cost of the

68
city scale, in-vessel technology are labor cost, land cost, and decomposition cost. Labor
cost is about 3 times higher per ton of waste for small-scale facilities compared to large-
scale facilities. However, labor cost is compensated by fuel cost, which is 3 times higher
for large scale facilities compared to the small scale. The relationship between labor
cost and fuel cost should be carefully examined for the urban planning of composting
infrastructure. For regions with high labor costs, large-scale facilities are less expensive
at the cost of higher fuel consumption. Small-scale facilities would be competitive in
regions with low labor costs. Land cost is another important factor for the urban
planning of composting infrastructure. Windrow systems require 3 times more land than
in-vessel systems for all scales of management. For high-density urban areas where
land is scarce and expensive, small-scale composting facilities would not be feasible
due to higher land cost. For low-density urban areas where land is less expensive,
small-scale facilities would be more feasible. Additionally, land cost should be examined
in conjunction with collection and transport cost. Low-density urban areas imply larger
transport distances and collection costs, which favors small scale composting. For a
high-density urban area with low collection and transport costs and low land cost, small-
scale, in-vessel technologies could be appropriate because they require less land and
can operate inside buildings (i.e. basements). Finally, decomposition cost is a decisive
factor affecting the optimal scale and composting technology. In-vessel systems
showed significant economies of scale in the decomposition process, whereas windrow
systems showed no economies of scale. The economies of scale achieved by the in-
vessel technology are the main reason why the city scale was the optimal scale. While
collection and transport costs increase significantly with the scale of management,

69
those savings are outweighed by the economies of scale of the decomposition process
of in-vessel systems. If the decomposition cost was the same at all scales, the savings
on collection and transport at the small scale could be attained and the block would be
the optimal scale. Because labor cost and fuel cost neutralize each other as the scale of
management increases, the optimal scale of composting is determined by the efficiency
of the decomposition process, followed by land cost, and collection and transport cost.

70
CHAPTER 5 SOCIAL ASSESSMENT
Background
This chapter evaluates the social impacts of hypothetical composting scenarios
in urban areas using the Social Life Cycle Assessment (S-LCA) methodology. S-LCA is
an emerging evaluation tool designed to evaluate how lifecycle activities affect people
(Dreyer, Hauschild, & Schierbeck, 2006). S-LCA complements the existing and more
developed environmental Life Cycle Assessment (LCA) and economic Life Cycle
Costing (LCC). S-LCA develops a systematic process for collecting best available data
about social impacts (positive and negative) of a product or system, encompassing
extraction of raw materials, production, distribution, use, maintenance, recycling, and
final disposal (Benoît et al., 2010). Guidelines for S-LCA have been published by the
United Nations Environment Programme (UNEP, 2009), and methodological procedures
have been developed based on the environmental LCA framework (Benoît Norris et al.,
2013). However, S-LCA is an emerging evaluation tool and the methodological
framework is in an early stage of development (van Haaster, Ciroth, Fontes, Wood, &
Ramirez, 2017).
Social impacts are defined as consequences on individual and community well-
being derived from three types of causes: (1) behaviors: impacts caused by a specific
decision, for instance allowing illegal child labor; (2) socio-economic processes: impacts
caused by socio-economic choices at the macro or micro level, for instance an
investment decision in a community; and (3) context specific attributes: impacts related
to particular attributes of individuals or communities, causing the impact to be magnified
given the specific context (UNEP, 2009). Site-specific issues related to cultural practices

71
and local ecosystems are explored through S-LCA (Norris, 2006). S-LCA can be used
to increase knowledge, analyze choices, and communicate social impacts, providing
support for policy making (Benoît et al., 2010). S-LCA can be a valuable tool for
improving the design of products and systems while promoting the enhancement of
social conditions over the life cycle (do Carmo, Margni, & Baptiste, 2017).
Figure 5-1. S-LCA analytical framework
The framework for social LCA developed by UNEP (2009) is based on the
environmental LCA. The lifecycle stages of the product or system under analysis
(extraction, production, distribution, use, maintenance, recycling, and final disposal) are
carried out in different geographical locations (mines, factories, roads, shops,
households, recycling plants, disposal sites). For each lifecycle stage and
corresponding geographical location, social impacts are described in 5 main
STAKEHOLDER SOCIAL
CATEGORIES INDICATORS
LOCAL
COMMUNITY
VALUE
CHAIN ACTORS
WORKERS
CONSUMERS
SOCIETY
SUBCATEGORIES

72
stakeholder categories: workers, local community, society (national and global),
consumers, and value chain actors. A stakeholder category is a group of stakeholders
that are expected to have shared interests due to their similar relationship to the
investigated product system. For each stakeholder category, subcategories of social
analysis are defined. Subcategories are socially significant themes or areas of impact.
The impact is described through social indicators, expressed using quantitative, semi-
quantitative, and qualitative approaches (UNEP, 2009). Figure 5-1 presents the S-LCA
analytical framework.
S-LCA is applied in four phases: definition of the goal and scope of study, life
cycle inventory analysis, life cycle impact assessment, and result interpretation (UNEP,
2009). The goal and scope specifies the objective, the functional unit, and the system
boundaries of the study. The functional unit provides a measure of the function of the
product or system under analysis; the functional unit is defined as the management of
one ton of OSW (Laurent et al., 2013). Foreground and background processes can be
included in the definition of the system boundaries, a crucial step that can significantly
affect the results and interpretation (Martínez-Blanco et al., 2014). Foreground
processes refer to processes specific to the product system under analysis (for example
processes involved in the production of compost), while background processes are
processes located upstream (i.e. production of machinery used to produce compost) or
downstream (i.e. compost application to land) of the product system under analysis.
Foreground processes require primary data of high quality, while for background
processes more average or generic data can be used (Handbook, 2010; van Haaster et
al., 2017).

73
The life cycle inventory is the phase in which data are collected on the social
performance of organizations involved in the life cycle (extraction, production,
distribution, use, maintenance, recycling, and final disposal) of the product system
(UNEP, 2009). Social impacts are derived not from processes but from the behavior of
the organization (company) involved in the process, therefore the need for site-specific
data (Jørgensen, Le Bocq, Nazarkina, & Hauschild, 2008). For this study, the social
analysis focuses not on the behavior of organizations, but on the composting processes
of different scales and technologies; therefore the data is not site-specific. The Social
Hotspots Database (SHDB) is a comprehensive database developed to identify social
impacts in product supply chains, providing information on 22 social themes and 133
indicators organized by country and economic sector (Benoit-Norris, Cavan, & Norris,
2012). In order to determine the relative importance of each unit process (and related
social impacts) of the product system throughout its life cycle, working time and added
value have been proposed as weighing measures –activity variables– for social
aggregation (Martínez-Blanco et al., 2014; UNEP, 2009). Several approaches establish
reference points of social performance based on standards and best management
practices (Garrido, Parent, Beaulieu, & Revéret, 2016). Site specific data can also be
obtained through auditing of enterprise or authority documentation, participative
methods, interviews, focus groups, questionnaires, or surveys (UNEP, 2009).
The life cycle impact assessment is the phase where the collected data is
classified, aggregated, and characterized according to performance reference points
(UNEP, 2009). Stakeholder categories, subcategories of impact, and characterization
models are defined. Benoît Norris et al. (2013) define 31 subcategories of impact,

74
classified into 5 stakeholder categories. More or less stakeholders and subcategories
may be described according to the goal of the study (UNEP, 2009). Social impact data
collected in the life cycle inventory are classified social indicators which describe the
magnitude of the social impact using quantitative, semi-quantitative, or qualitative
approaches. For this study, social impact data is derived from the composting
processes, which are variable depending on the scales and technologies. Quantitative
indicators describe the impact using numbers (for example number of accidents for
workers); semi-qualitative indicators are categorizations of qualitative indicators into a
yes/no form or a scoring system (for example presence of a stress management
program (yes-no); qualitative indicators describe the impact using words (for example
stress management strategies for workers). Social indicators are classified in the
selected subcategories and stakeholders. The characterization refers to the calculation
of the subcategory result by aggregating the social indicators; this can be done by
summarizing the qualitative information, summing up the quantitative social indicators,
or developing a scoring system based on performance reference points (UNEP, 2009).
Social indicators results can be scored according their relative importance and then
aggregated using a weighing system, following the ‘taskforce approach’ (Parent,
Cucuzzella, & Revéret, 2010). A linear scale score is usually associated with each
classification level of the subcategory indicators, although this approach does not take
into account the relative importance of each social indicator; weighing factors need to
be developed to establish a hierarchy of importance (do Carmo et al., 2017).
The interpretation of results is the phase in which the findings are evaluated,
conclusions are drawn, and recommendations are provided to support the decision-

75
making process (do Carmo et al., 2017). Significant issues are identified, highlighting
the most relevant social findings and critical methodological choices, including key
concerns, limitations, and assumptions of the study (UNEP, 2009). The actions taken to
ensure transparency and verifiability of results should be exposed, as well as the level
of completeness of the data, data gaps, and the appropriateness of the methodological
choices (UNEP, 2009). Finally, conclusions are drawn based on the goal and scope of
the study and recommendations are provided, suggesting alternative courses of action
to improve the social performance of the product system under analysis.
This study presents the S-LCA of eight urban composting scenarios, covering
four spatial scales (block, neighborhood, commune, and city) and two treatment
technologies (windrow and in-vessel). The study aims to identify and analyze the social
impacts associated with each management scale and treatment technology. The
system boundary includes the ‘use’ stage of composting facilities. Life cycle stages
located upstream (extraction, production, distribution) and downstream (recycling and
disposal) are excluded from the analysis.
Materials and Methods
Goal and Scope
The goal of the study is to compare the social life cycle performance of eight
urban composting scenarios, covering four spatial scales (block, neighborhood,
commune, and city) and two treatment technologies (windrow and in-vessel). The study
aims to identify and analyze the social impacts associated with each management scale
and treatment technology, in order to find out the alternatives with the best social
performance. The functional unit is the management of one ton of OSW. The system
boundary includes the ‘use’ stage of the resource management system of OWS, which

76
is divided into 12 unit processes: (1) collection (2) transport (3) sorting (4) shredding (5)
storage (6) transport to composting (7) forming windrow/feeding vessel (8)
decomposition (9) transport to screening (10) screening (11) transport to curing (12)
curing.
Figure 5-2. Life cycle stages and unit processes included in the system boundary
Background processes located upstream of the resource management system
such as extraction of raw materials, manufacturing of capital goods, production of
electricity and fuel, transportation of capital goods to the composting site, etc. are
excluded from the analysis because they are not related to the goal and scope of the
study. Background processes located downstream of the resource management system
such as compost distribution, compost application, recycling and disposal of machinery,
Collection
Transport
Sorting
Shredding
Storage
Transport 1
Forming/Fedding
Decomposition
Transport 2
Screening
Transport 3
Curing
PRODUCTION USE END OF LIFE
Distribution
Manufacturing
Disposal
Recycling
DeconstructionExtraction
LIFE CYCLESTAGES
SYSTEMBOUNDARY

77
decommissioning of composting facilities, are outside the system boundary. The study
focuses on comparing the influence of management scale and composting technologies
on the social performance of urban composting systems, therefore only the ‘use’ stage
of the life cycle of composting facilities is considered. Figure 5-2 presents the life cycle
stages and unit processes included in the system boundary.
Life Cycle Inventory
The life cycle inventory data are collected from a literature review on the social
impacts of waste collection operations and composting facilities. Given the hypothetical
nature of the composting scenarios under analysis, the social impacts are not derived
from organizational behavior but from the unit processes of the resource management
system. Data for the stakeholder ‘workers’ regarding ‘health and safety’ are collected
from clinical and epidemiological studies from workers of waste collection activities and
composting facilities. For the stakeholder ‘consumer’, data were collected from literature
on public participation in solid waste management. For the stakeholder ‘local
community’, data were collected from published case studies and reports describing the
social impacts of composting facilities in local communities. Regarding health and safety
of local communities, clinical and epidemiological studies assessing the impacts of
composting facilities on neighboring communities were reviewed. For the stakeholder
‘society’, a literature review was conducted to discuss the contribution of urban
composting to economic development.
Impact Assessment
The definition of stakeholder categories, subcategories, and social indicators
follows the UNEP (2009) guidelines, and Benoît Norris et al. (2013) methodological

78
sheets. Figure 5-3 presents the stakeholder categories, sub-categories, and social
indicators selected for the study.
Figure 5-3. Selected stakeholders, subcategories, and social indicators
The stakeholder category ‘workers’ refers to the employees of waste collection
and transport operations and of composting processes. ‘Health and safety’ is the only
subcategory selected for evaluating the social impacts on workers. Other subcategories
defined by UNEP (2009) such as child labor, fair salary, or working hours, do not apply
to this study because the goal is to evaluate the social performance of hypothetical
composting scenarios, focusing on the questions of management scale and composting
technologies. Occupational health should aim at the promotion of the highest degree of
physical, mental and social well-being of workers by implementing prevention and
protection measures in the occupational environment (Benoît Norris et al., 2013). The
STAKEHOLDER SOCIAL
CATEGORIES INDICATORS
Exposure to chemical risk
Exposure to biological risk
Exposure to diesel exhaust
Exposure to chemical risk
Exposure to biological risk
LOCAL Exposure to diesel exhaust
COMMUNITY
Health and Safety
Health and Safety
SUBCATEGORIES
WORKERS
CONSUMERS Public Participation Level of engagement
Community Engagement Community projects
Local Employment Number of people employed

79
subcategory ‘health and safety’ of workers in composting facilities evaluates the level of
exposure to three occupational hazards: exposure to chemical agents, exposure to
biological agents, and exposure to diesel exhaust generated by composting machinery.
The stakeholder category ‘consumers’ refers to the consumers of the waste
management service. Consumers produce the OSW in their households and receive the
service of waste collection and composting. The subcategory ‘public participation’
evaluates the level of involvement of consumers in the resource management system.
The stakeholder ‘local community’ refers to the people living in the neighborhood where
the composting facility is located. ‘Health and safety’ evaluates the level of exposure of
the local community to chemical and biological agents derived from the decomposition
of OSW, as well as exposure to diesel exhaust generated by composting machinery.
‘Community engagement’ explores how composting facilities engage with individuals or
local groups on issues that affect the environment, health, and well-being of the
community; composting facilities can also support community initiatives through direct
engagement or financial support. ‘Local employment’ addresses the potential of
composting facilities to provide employment and training opportunities to the local
community, as well as relationships with locally-based suppliers that encourage local
employment and development (Benoît Norris et al., 2013).
The impact assessment is presented as qualitative discussions of the findings for
each social indicator from the literature review. A scoring method enables the
translation of qualitative, semi-quantitative, and quantitative data into numerical values,
facilitating the comparison between composting scenarios. A simple scoring system is

80
applied following Ciroth & Franze (2011). Five performance levels with a corresponding
color as described in Figure 5-4.
Figure 5-4. Social performance levels
Social indicator results of the composting scenarios are classified in the
performance levels, and then aggregated as averages in the subcategories and
stakeholder categories. The resulting score of the stakeholder categories is the average
of the social indicators and subcategories (Ciroth & Franze, 2011). No weighing system
was used to establish a hierarchy of importance between social indicators,
subcategories, and stakeholders. All social indicators are given equal importance,
although this approach does not take into account their relative significance (Chhipi-
Shrestha, Hewage, & Sadiq, 2015).
Results and Discussion
Workers
Health and safety of workers at composting facilities are related to four main
areas of concern: (1) exposure to chemical and biological agents, (2) exposure to diesel
exhaust, (3) risk of physical injury from machinery, and (4) physiological risks. Exposure
to chemical and biological agents is related to the handling of decomposing organic
material, while exposure to diesel exhaust is related to emissions of composting
machinery.
Exposure to chemical and biological agents
The exposure to chemical agents at composting facilities is related to emissions
of Volatile Organic Compounds (VOCs) (Domingo & Nadal, 2009). VOCs are trace
BEST GOOD AVRG FAIR POOR

81
gases other than carbon dioxide and monoxide emitted into the atmosphere from
anthropogenic and biogenic sources (Atkinson & Arey, 2003; Kesselmeier & Staudt,
1999). Anthropogenic VOCs are emitted from a variety of sources, the most important
being fossil fuel combustion, biomass burning, use of organic solvents, disposal of
organic wastes in landfills, and ruminant husbandry (Atkinson & Arey, 2003; Friedrich &
Obermeier, 1999). VOCs of concern at composting facilities include: (1) xenobiotics
such as trimethylbenzenes, xylenes, toluene, and carbon tetrachloride, and (2) terpenes
such as a-pinene and D-limonene (Eitzer, 1995).
Workers at composting facilities undergo an inevitable exposure to VOCs
(Domingo & Nadal, 2009). Most VOCs are concentrated in the deposit of fresh
materials, the shredding process, and the early stages of decomposition. The higher
concentrations are found in the shredding area, because shredding increases the
surface area of the organic material, allowing VOCs to volatilize (Eitzer, 1995). In
composting plants, workers are exposed to VOCs during the processes of sorting,
shredding, storage, transport to composting area, forming windrows, and turning. The
main adverse health effects related to VOCs are a consequence of the great mobility
and capacity to be inhaled by people working or living in places with high concentrations
(Domingo & Nadal, 2009). VOCs are the cause of bad odors generated in composting
facilities. Odors are produced in anaerobic pockets inside the windrows due to
insufficient aeration resulting from inadequate turning. Bad odors are associated with
diverse health effects such as nauseas, vomits, and reactions of hypersensitivity
(Domingo & Nadal, 2009). The systemic toxic effects of VOCs are relevant, including

82
renal, hematological, neurological and hepatic alterations, as well as mucosal irritations
(Domingo & Nadal, 2009).
Biological risks for workers at composting facilities are derived from the presence
of pathogenic agents present in the fresh organic material and microorganisms that
develop during the formation of compost, including viruses, bacteria, fungi, and parasitic
protozoa, which can potentially have infectious, allergenic, toxic, and carcinogenic
effects (Domingo & Nadal, 2009). Exposure to bioaerosols is the main source of
biological risk at composting facilities (Byeon, Park, Yoon, Park, & Hwang, 2008).
Bioaerosols are microorganisms (bacteria and fungi) and their metabolic by-products
(endotoxins) released into the atmosphere during the microbial decomposition of
organic material (Kummer & Thiel, 2008). Adverse health effects derived from the
exposure to bioerosols include gastrointestinal disturbances, fevers, and infections and
irritations of eyes, ear and skin (Domingo & Nadal, 2009). Threshold limits values in
terms of colony forming units by cubic meter have been proposed for occupational
atmospheres with exposure to bioaerosols (Marchand, Lavoie, & Lazure, 1995).
Measurements from composting facilities in Germany indicate that compost
workers are exposed to high concentrations of bioaerosols, averaging 107 CFU/m3 of
air, whereas waste collectors exposure was two orders of magnitude lower (J Bünger,
Antlauf-Lammers, Westphal, Müller, & Hallier, 1998). Strong evidence is available that
exposure to bioaerosols among waste collection workers exceeds recommended levels
(Kuijer, Sluiter, & Frings‐Dresen, 2010). In the composting facility, the higher exposure
to bioaerosols is concentrated in the screening area and the early stages of
decomposition (Byeon et al., 2008). Exposure to bioaerosols at composting facilities

83
was associated with adverse acute and chronic respiratory health effects, including
mucosal membrane irritation of the eyes and upper airways, and chronic bronchitis;
compost workers showed higher concentrations of specific antibodies against molds
and actinomycetes (Jürgen Bünger et al., 2000).
In-vessel composting systems are equipped with biofiltration mechanisms
capable of reducing gaseous emissions by 96% (Hotrot, 2013). Exhaust fans extract the
air from the composting vessel and pass it through a layer of filter material such as
compost, peat moss, or wood chips. During biofiltration, bacteria and fungi eat or
oxidize the odorous gas, transferring emissions from the gas phase to the liquid and
solid phase in the filter material (Hong & Park, 2005). Filter material should be replaced
and disposed of every 5 years (Hotrot, 2013). For the composting scenarios under
analysis, in-vessel systems have a better performance than windrow systems regarding
exposure to chemical and biological agents due to the existence of biofiltration
mechanisms. However, the exposure to chemical agents in composting facilities is
highest in the shredding process (Eitzer, 1995), which is the same for windrow and in-
vessel systems. Composting methods that do not require turning, such as the Chinese
composting system and the forced aeration system pose fewer health risks for workers
(Lardinois & Klundert, 1993). The exposure to biological agents is highest in the
screening process (Byeon et al., 2008), which is the same for windrow and in-vessel
systems. In general, in-vessel composting facilities have better social performance for
workers as they are capable of reducing gaseous emissions by 96% during the
decomposition process, which is responsible for part of the exposure to chemical and
biological agents. The level of exposure to these agents with regard to the scale of

84
management (block, neighborhood, commune, city) was assumed equal, because no
studies were found addressing the subject. However, it can be hypothesized that
composting workers at large scale facilities undergo higher exposure to gaseous
emissions than workers at small scale facilities. In Germany, for composting facilities
processing more than 3 tons, a minimum distance to dwellings of 300 m (enclosed) and
500 m (open windrows) is enforced (Douglas et al., 2016), which suggests that the
impacts on local communities –and therefore on workers– increase with scale; however,
no studies were found to confirm this hypothesis. Figure 5-5 presents the results from
the exposure of workers to chemical and biological agents.
Figure 5-5. Level of exposure of composting workers to chemical and biological agents
Exposure to diesel exhaust
Exposure to Diesel Exhaust (DE) is another factor affecting the health of workers
at composting facilities. DE is classified as a carcinogen in humans based on evidence
of its carcinogenicity to the lung (Silverman, 2017). DE is produced by diesel-powered
equipment utilized in the composting process, including shredders, chippers, front
loaders, and screeners and turning machines. DE contains a complex mixture of gases
such as carbon monoxide (CO), nitric oxides (NO, NO2), sulphur dioxide (SO2),
hydrocarbons, formaldehyde, transition metals and carbon particles (Sydbom et al.,
2001). The adverse health effects of DE exposure is currently focused on ultrafine
particles (<0.1 mm), which have been shown to enter the bloodstream and exert toxicity
due to the content of transition metals and redox cycling chemicals (Bernstein et al.,
STAKEHOLDER SOCIAL
CATEGORY INDICATORS S1 S2 S3 S4 S5 S6 S7 S8
Exposure to chemical risk
Exposure to biological risk
COMPOSTING SCENARIOSSUBCATEGORY
WORKERS Health and Safety

85
2004). Exposure to SO2, NO2, and CO has been linked to increases in cardiopulmonary
mortality, respiratory and cardiovascular hospital admissions, and emergency
admissions caused by stroke (NO2), and myocardial infarction (NO2 and CO) (Bernstein
et al., 2004). Ultrafine particles account for the systemic health effects of DE, including
increased carcinogenity, potentiation of autoimmune disorders, alteration of blood
coagulability, and increased cardiovascular disorders (Sydbom et al., 2001). The
exposure to DE of waste collection truck drivers and waste collectors has been
evaluated. Collection truck drivers showed higher exposure to DE than long distance
truck drivers, who did not differ from the control group (Guillemin, Herrera, Huynh, Droz,
& Due, 1992). Household waste collection truck drivers in urban areas have showed
higher exposure to DE than maintenance workers at waste handling facilities
(Kuusimäki et al., 2002). Waste collectors, on the other hand, were exposed to higher
levels of DE than waste collection truck drivers (Lee et al., 2015). Engine emission
standards and average driving speed were found to be the most influential factors in
determining the occupational exposure of waste collection workers to DE (Lee et al.,
2015).
Workers at composting facilities are exposed to DE during the following
processes: (1) Shredding; the shredding equipment selected for this study is diesel-
powered at all scales of management. (2) Storage; for large-scale composting scenarios
(S5, S6, S7, S8), the organic material is moved using a front-loader; for small-scale
scenarios (S1, S2, S3, S4) the material is moved by manual labor using a shovel. (3)
Transport to composting area, transport to screening area, and transport to curing area;
for large-scale scenarios (S5, S6, S7, S8), the material is moved using a front-loader;

86
for small-scale scenarios (S1, S2, S3, S4), the material is moved by manual labor using
a plastic mobile container. (4) Screening; the screening equipment selected for this
study is diesel-powered at all scales of management. The following considerations were
made for scoring the composting scenarios with regard to occupational diesel exposure:
small-scale scenarios (S1, S2) which do not involve diesel-powered waste collection
have the best social performance because they avoid the negative impacts of collection
and transport. Scenarios involving collection (S3, S4) but not transport have good social
performance. Scenarios with lower transport distances (S5, S6) have satisfactory social
performance. Scenarios with higher transport distances (S7, S8) have poor social
performance. Large-scale scenarios involving front-loaders for transport operations (S5,
S6, S7, S8) have poor social performance. Scenarios involving in-vessel composters
powered by electricity (S2, S4, S6, S8) do not generate exposure to DE, regardless of
the source of electricity. Large-scale scenarios requiring a front-loader to feed the
shredder and the screener (S5, S6, S7, S8) have poor social performance, while
scenarios where manual labor is employed to feed the shredder and screener have
satisfactory performance. Figure 5-6 presents the level of exposure of composting
workers to DE.
Figure 5-6. Level of exposure of composting workers to diesel exhaust
Risk of physical injury from machinery
The resource management system of OSW involves mechanical equipment for
the following processes: (1) collection and transport, (2) shredding, (3) storage, (4)
STAKEHOLDER SOCIAL
CATEGORY INDICATORS S1 S2 S3 S4 S5 S6 S7 S8
WORKERS Health and Safety Exposure to diesel exhaust
SUBCATEGORYCOMPOSTING SCENARIOS

87
transport operations, (5) in-vessel decomposition, (6) windrow turning, and (7)
screening. Any mechanical equipment presents safety risks for workers in proportion to
the size and power of the machine (Brown, 2016), therefore large-scale composting
facilities have poorer social performance than small-scale facilities regarding risk of
physical injury from machinery. Collection and transport operations have been reported
to imply a high risk of physical injury for workers. Municipal solid waste collection is the
fifth most dangerous civilian occupation in the United States (BLS, 2016). Waste
collection workers are most commonly exposed to musculoskeletal and dermal injury
risks such as strains, contusions, fractures, and lacerations (An, Englehardt, Fleming, &
Bean, 1999). In composting facilities, the processes of shredding and screening involve
the risk of thrown objects, so eye protection should be used against potential impacts
(Brown, 2016). The shredding process is a particularly aggressive operation involving
high-powered machinery and very fast rotational speeds, therefore deserves particular
attention in regard to safety (Brown, 2016). Large-scale composting facilities using front-
loaders for transport operations involve the risk of tractor roll-over, which causes more
fatalities than any other type of accident in farms (Brown, 2016). Tractor roll-over is a
safety risk for tractor operators as well as operators performing other tasks. Windrow
systems imply a higher risk of engulfment (Brown, 2016), and the risk is presumably
higher for large-scale facilities with bigger windrow piles. Windrow turning is a process
where operators are exposed to concentrated levels of moisture and gaseous emissions
from decomposing materials (Brown, 2016), therefore in-vessel systems where turning
is performed by the composting machine imply lower risk for workers. The screening
process involves a high risk of thrown objects and the release of dust, causing potential

88
impacts for the eyes, body, and dust inhalation (Brown, 2016). For the scoring of
composting scenarios under analysis the following considerations are made: the risk of
physical injury from machinery increases with the management scale, because safety
risks are proportional to the size and power of the machine (Brown, 2016). Scenarios
involving collection and transport have a higher risk physical injury, and larger transport
distances involve higher risk. The risk from the shredding process is considered equal
across composting scenarios. Large-scale scenarios using front-loaders for transport
operations have a higher risk than small-scale scenarios using plastic mobile
containers. Large-scale windrow scenarios imply more risk of engulfment than small-
scale windrows. Regarding turning, in-vessel systems have the best social
performance, small-scale windrow systems have good performance, and large-scale
windrow systems using turning machinery have poor performance. The risk from the
screening process is considered equal across composting scenarios. The final score for
the social category ‘risk of physical injury from machinery’ is the average of the scores
obtained from collection and transport, transport operations, and turning. Figure 5-7
presents the risks of physical injury from machinery.
Figure 5-7. Risk of physical injury from machinery
STAKEHOLDER SOCIAL
CATEGORY INDICATORS S1 S2 S3 S4 S5 S6 S7 S8
Collection and transport
Shredding
Transport operations
Turning
Screening
WORKERS Health and Safety Risk of injury from machines
SUBCATEGORYCOMPOSTING SCENARIOS

89
Physiological risks
Physiological health concerns for workers at composting facilities include noise
and physiological stress. Composting processes that require heavy equipment are noisy
and can cause hearing damage (Brown, 2016). Chronic exposure to occupational noise
has been shown to significantly increase blood pressure (Chang, Jain, Wang, & Chan,
2003). Physiological risks of solid waste collectors are caused by heavy lifting and
pulling/pushing of containers and carts; these activities entail occupational risks such as
musculoskeletal disorders of the neck, shoulders, arms, and lower back (Poulsen et al.,
1995). In addition, factors such as noise, lack of lighting, and heat can act in line with
high working speeds and muscle fatigue to increase the incidence of accidents among
waste collectors (Poulsen et al., 1995). In composting facilities, the major sources of
noise are shredders and front loaders used for transport operations (Epstein, 2011).
Shredding equipment have been reported to exceed the acceptable noise level of 90
decibels (Brown, 2016). The negative impacts of noise on workers at composting
facilities can be mitigated by wearing noise-cancelling equipment, and by rotating
workers among different tasks in order to reduce the duration of the exposure (Brown,
2016). Physiological risks at composting facilities are related to heavy lifting and
prolonged postures, aggravated by exposure to heat, cold, and direct sunlight (Brown,
2016). Composting workers at large-scale facilities can experience overexertion and
fatigue when operating heavy equipment with repetitive use and prolonged sitting
(Brown, 2016). Workers at small-scale facilities can also experience overexertion and
fatigue as a result of continuous shoveling (Watson, Shields, & Smith, 2011). For the
scoring of composting scenarios under analysis the following considerations are made:
physiological risks for workers are the average of the results obtained from the

90
processes of collection and transport, shredding, transport operations, and shoveling
activities. Scenarios involving collection have higher physiological risk for workers, but
transport does not involve higher risk. Large-scale composting scenarios in which front-
loaders are used for transport operations have lower social performance due to noise.
Small-scale composting scenarios involving shoveling have lower social performance
due to potential overexertion and fatigue. Shredding has a poor social performance, and
large-scale shredders have a very poor social performance. Figure 5-8 presents the
physiological risks of composting workers.
Figure 5-8. Physiological risks of composting workers
Consumers
Participation of households in the source-separation of food waste is crucial to
any composting program. Incorrect sorting at the household level can reduce the
efficiency of the composting process as well as the quality of the final product (A
Bernstad & la Cour Jansen, 2011). Composting requires pure waste streams, and
promoting source-separation of food waste at the household level is the best way to
achieve this (Ali & Harper, 2004). Appropriate source-separation reduces the capital,
operation, and maintenance costs of composting facilities (Epstein, 1996) The
composting scenarios under analysis all require a high level of consumer participation in
source-separation of food and garden wastes. Small-scale scenarios (S1, S2) require
STAKEHOLDER SOCIAL
CATEGORY INDICATORS S1 S2 S3 S4 S5 S6 S7 S8
Collection and transport
Transport operations
Shoveling
Shredding
WORKERS Health and Safety Physiological risks
SUBCATEGORYCOMPOSTING SCENARIOS

91
an additional level of consumer participation to transport the OSW to the composting
facility located at a maximum distance of 100 m (block scale). Consumers are required
to place their OSW in plastic containers located in the composting facility. A similar
composting scheme was initiated in 2008 in a Swedish residential area, where
households were required to separate their household waste into thirteen different
fractions; organic waste was transported by households to in-vessel composting
reactors located in neighborhood recycling buildings (Anna Bernstad, la Cour Jansen, &
Aspegren, 2012). The following considerations were made for scoring the composting
scenarios with regard to consumer participation: all scenarios require a high level of
consumer participation in the source separation of food and garden wastes; small-scale
scenarios (S1, S2) require an additional level of consumer participation to transport the
OSW to the composting facility; this additional level of consumer work is considered to
have a negative social impact, although there is no reflection on the possible economic
savings obtained by households from taking care of the processes of collection and
transport, which could theoretically lead to a positive social impact. Figure 5-9 presents
the level of public participation from consumers.
Figure 5-9. Level of public participation from consumers
Local community
Social impacts of composting facilities on local communities are organized in the
subcategories of ‘healthy living conditions’, ‘community engagement’, and ‘local
employment’.
STAKEHOLDER SOCIAL
CATEGORY INDICATORS S1 S2 S3 S4 S5 S6 S7 S8
CONSUMERS Public participation Level of work
COMPOSTING SCENARIOSSUBCATEGORY

92
Healthy living conditions
Composting facilities affect the health of surrounding communities by means of:
(1) exposure to chemical and biological agents, and (2) exposure to diesel exhaust.
Exposure to chemical and biological agents is related to the handling of decomposing
organic material, while exposure to diesel exhaust is related to emissions of collection
and composting machinery. Malodorous gaseous emissions from composting facilities
have created a lack of acceptance by surrounding communities (Domingo & Nadal,
2009). The emissions of microbial VOCs and odor perception generated by two
enclosed (equipped with biofilter), windrow composting facilities in Germany have been
evaluated. Microbial VOCs concentrations at 50 m distance from the plant was found to
be 2 to 5 times higher for a larger-scale composting facility (22,000 ton/year) compared
to a smaller-scale facility (11,000 ton/year) (Müller, Thißen, Braun, Dott, & Fischer,
2004). Similarly, compost odor was recognizable up to 800 m distance from the larger
compost plant, and 500 m distance from the smaller one (Müller et al., 2004). Odor was
found to be strong at 50 m distance and slight at 300 m from the composting plant
(Müller et al., 2004). Therefore, large-scale composting facilities have a greater negative
impact on local communities with respect to VOCs emissions and odor perception
compared to small-scale facilities. Long term exposure to low VOCs levels found in
German composting facilities has been associated with behavioral effects, chronic
fatigue and mental confusions, as well as somatic and gastric symptoms (Herr, zur
Nieden, Bödeker, Gieler, & Eikmann, 2003). However, there is a lack of long-term
investigations on the adverse health effects of composting facilities on local residents
(Müller et al., 2004). The exposure of a residential area to bioaerosols from a large-
scale, open-windrow composting plant treating 12,500 ton/year of yard trimmings and

93
organic waste was found to be as much as 100 times higher than background levels at
320 m distance downwind from the composting site (Herr et al., 2003). Odor annoyance
in the neighborhood was reported by 80% of residents, increasing to 95% in residents
living 150–200 m from the composting site (Herr et al., 2003). In the UK, bioaerosol
emissions from four composting facilities of different treatment capacity and
technologies were evaluated (Williams, Lamarre, Butterfield, Tyrrel, & Simpson, 2013).
It was clear from the observations that the processes of shredding, turning, and
screening cause significant increases in bioaerosol emissions (Williams et al., 2013).
The largest composting plant (60,000 ton/year, combination of windrow and in-vessel
systems) showed the highest bioaerosol concentrations at both >250 m and <250 m
distance from the source, exceeding acceptable regulatory levels. The smaller scale
composting plant (5,000 ton/year, open windrow system) also exceeded acceptable
levels at >250 m distance, but rapidly declined afterwards. The fully enclosed
composting plant (28,000 ton/year) was the only one in which no bioaerosols were
detected even close to the source, which suggests that full enclosure of composting
operations can be an effective control measure (Williams et al., 2013). The study
concludes that greater regulatory scrutiny should be applied to large-scale open
windrow systems due to high bioaerosol concentrations at ≥250 m downwind from the
composting plant (Williams et al., 2013).
Results from the reviewed studies from Germany and the UK confirm that small-
scale composting facilities have lower VOCs and bioaerosol concentrations in
surrounding areas. However, total gaseous emissions to the environment per ton of
waste remains the same regardless of the scale of management. Long-term exposure

94
to low levels of gaseous emissions from composting facilities has been associated with
behavioral effects and somatic and gastric symptoms (Herr et al., 2003). The negative
health effects on both workers and local communities from the gaseous emissions of
compost point toward fully enclosed buildings or vessels for most composting
processes. In-vessel facilities have the best social performance regarding both worker
and community health, as they are able to reduce noxious emissions from the
decomposition process by 96% (Hotrot, 2013). Fully enclosed buildings with biofiltration
mechanisms can significantly reduce emissions from composting processes such as
storage, shredding, screening, and curing (Williams et al., 2013). Worker exposure
within composting buildings should be avoided. The following considerations are made
for scoring the subcategory of ‘healthy living conditions’: shredding, decomposition,
turning, and screening are the processes that contribute most to gaseous emissions
(Byeon et al., 2008). Figure 5-10 presents the exposure of the local community to
gaseous emissions.
Figure 5-10. Exposure of local community to gaseous emissions
The exposure of local communities to gaseous emissions from composting
facilities increases with the scale of management (Williams et al., 2013). Large-scale
facilities handle more organic waste and therefore air emissions are more concentrated,
which produces more negative social impacts on surrounding communities related to
STAKEHOLDER SOCIAL
CATEGORY INDICATORS S1 S2 S3 S4 S5 S6 S7 S8
Shredding
Decomposition
Turning
Screening
LOCAL
COMMUNITY
SUBCATEGORYCOMPOSTING SCENARIOS
Healthy living conditions Gaseous emissions

95
odors, VOCs, and bioaerosols (Byeon et al., 2008; Müller et al., 2004). For scoring
purposes, the processes of shredding, turning, and screening have a negative social
impact across composting scenarios, and the level of impact increases with the scale of
management. Decomposition in in-vessel system has a positive social impact
regardless of the scale of management, as small and large in-vessel systems can
achieve the same level of biofiltration.
Community engagement
Small-scale composting facilities at the block and neighborhood levels usually
foster community engagement through direct involvement in community initiatives.
Community-based organizations have started neighborhood composting programs
including waste collection services as a response to inadequate waste management by
municipal authorities in Indian cities (Colon & Fawcett, 2006). Since the 1990s, Indian
cities have moved toward small-scale, manually operated composting facilities at the
community level, managed by citizens’ initiatives and supported by nongovernmental
organizations (Zurbrügg et al., 2004). Decentralized composting plants usually rely on
labor intensive processes, offering employment opportunities for local residents
(Zurbrügg et al., 2004). Community engagement has been crucial to the success of
decentralized composting facilities in India. The feasibility of a small-scale composting
and collection activities is dependent on the cooperation and support of the households
in crucial issues such as source segregation of waste, willingness to pay for waste
handling, and acceptance of composting sites in the neighborhood (Zurbrügg et al.,
2004). The compost produced is purchased mainly by the local community and used as
organic fertilizer and soil amendment in private gardens and nearby parks (Zurbrügg et
al., 2004). The Advanced Locality Management (ALM) program in Mumbai, is a series

96
of community initiatives supported by the municipal government comprising on the
average 250 households from individual streets or neighborhoods; from 670 existing
ALMs, 284 compost and locally use their organic waste in community projects
(Zurbrügg et al., 2004).
Community composting in the United States is driven by the interest of local
governments in achieving recycling targets, diverting food waste from landfills, and
reducing solid waste management costs (Platt, McSweeney, & Davis, 2014). Successful
community composting initiatives are supported by local governments and a wide
network of private partners. The New York City Compost Project (NYCCP), created by
the NYC Department of Sanitation composted 892 tons of residential organic waste in
2014, through a network of 225 small-scale community composting sites located in
gardens, parks, schools, urban farms, private properties, churches, rooftops, and other
locations throughout the city (NYC-Sanitation, 2015). Most compost is used to rebuild
soil in urban green spaces like community gardens, urban farms, street trees, and parks
(NYC-Sanitation, 2015). Community composting initiatives in the United States foster
community engagement by empowering people to grow and eat healthy, organic, and
local food (Platt et al., 2014). Local communities can engage through training programs
on a wide variety of sustainability issues, including urban agriculture, soil
bioremediation, aquaculture closed-loop systems, composting, permaculture, among
others (GrowingPower, 2017). The social benefits acquired by local communities from
community composting include: neighborhood scale operation, knowledge development
about composting, social inclusion and empowerment, keeping resources and money
within the local community, building healthy soils, promotion of human-scale technology,

97
instead of large capital intensive systems, and supporting healthy food production and
consumption (Platt et al., 2014). Training and employment opportunities to
disadvantaged groups such as long-term unemployed, people with disabilities, or
minority ethnic groups is an important social benefit of community composting (Slater &
Aiken, 2015). Additional benefits reported by individuals engaged in community
composting include: improved health and well-being, feelings of safety and sense of
belonging, increased engagement in meaningful activity and learning new skills, and
increased engagement in pro-social/environmental behavior (Slater, Frederickson, &
Yoxon, 2010).
Large-scale composting facilities at urban and regional levels tend to be located
in insolated or rural areas in order to minimize the negative impacts on local
communities. The concentration of large volumes of biodegradable materials in
relatively small areas exacerbates the problems of nuisance odors and exposure to
chemical and biological risks for workers and local communities (Herr et al., 2003;
Müller et al., 2004; Williams et al., 2013). Successful composting systems based on
centralized, large-scale regional facilities have been implemented in the United States.
The city of San Francisco recycles nearly 220,000 tons of residential organic wastes per
year into compost used by farms and vineyards while reducing solid waste going into
landfills by 10-15% per year (Sullivan, 2011). However, large-scale composting facilities
in Portland (OR), Dade County (MD), and Pembroke Pines (FL) have been shut down
due to inadequate odor control systems (van Haaren, 2009). A regional scale
composting plant treating 115,000 tons per year in Wilmington (DE) was forced to shut
down due to frequent uncontrolled odors affecting surrounding cities (Biocycle, 2014).

98
While centralized composting facilities are successful in diverting organic waste from
landfills, they have a poor social performance for local communities compared to small-
scale community composting. Figure 5-11 presents the level of community engagement.
Figure 5-11. Community engagement
Figure 5-12. Summary of social performance
Concluding Remarks
The social performance of 8 urban composting scenarios was analyzed using S-
LCA. Figure 5-12 summarizes the social performance results. From a social standpoint,
the optimal scales of composting are the block and neighborhood scales. Small-scale
composting facilities have better social performance in all of the social indicators. The
health and safety of workers is negatively affected at large-scale composting facilities
due to higher exposure to gaseous emissions and related impacts. Large-scale facilities
involve more heavy machinery, resulting in higher exposure to diesel exhaust, and
higher risks of physical injury and physiological hazards. The exposure to gaseous
emissions from the decomposition of organic matter at composting facilities is the most
STAKEHOLDER SOCIAL
CATEGORY INDICATORS S1 S2 S3 S4 S5 S6 S7 S8
LOCAL
COMMUNITY
SUBCATEGORYCOMPOSTING SCENARIOS
Community engagement Community engagement
STAKEHOLDER SOCIAL
CATEGORY INDICATORS S1 S2 S3 S4 S5 S6 S7 S8
Exposure to chemical risk
Exposure to biological risk
Exposure to diesel exhaust
Risk of injury from machines
Physiological risks
CONSUMERS Public participation Level of work
LOCAL Healthy living conditions Gaseous emissions
COMMUNITY Community engagement Community engagement
Performance Average
SUBCATEGORYCOMPOSTING SCENARIOS
WORKERS Health and Safety

99
relevant factor affecting the health of both workers and local communities. Small-scale
composting facilities have better social performance as they imply lower concentrations
of gaseous emissions. Regarding technology, in-vessel systems at the small scale have
the best social performance due to the bio-filtration mechanism which reduces gaseous
emissions by 90%. Windrow systems are not appropriate to be located in urban areas,
because gaseous emissions and related chemical and biological risks would negatively
affect public health. In-vessel systems at the block and neighborhood levels are the
most appropriate technology, considering the reduction of gaseous emissions, reduction
of exposure to DE, and high level of community engagement by local communities.
Positive social impacts at the community level are relevant and should be carefully
examined in the urban design and planning of composting infrastructure. Small-scale
composting facilities can support sustainable local development strategies related to
urban farming, training and employment opportunities for local residents, and healthy
food production and consumption. The positive social benefits of small-scale
composting facilities can be extended to other circular strategies for waste
management. Recycling of other waste fractions such as plastic and paper, as well as
water reuse and recovery can be integrated in local development strategies in order to
exploit synergies while maximizing social benefits.

100
CHAPTER 6 CONCLUSIONS
A Life Cycle Sustainability Assessment (LCSA) including the environmental,
economic, and social dimensions was performed for eight urban composting scenarios
covering four spatial scales and two treatment technologies (windrow and in-vessel).
The environmental and social assessments indicate that small-scale composting at the
block and neighborhood levels are the optimal scales of OSW management. At the
small scale, the composting process is labor-intensive and therefore less dependent on
fossil fuels. The exposure to diesel exhaust resulting combustion of diesel fuel is an
important factor affecting the health of workers at composting facilities as well as the
living conditions of local communities. Similarly, diesel fuel combustion from the
composting processes has a negative effect in most environmental impact categories.
As the scale of management increases, the social and environmental performance
decreases due to higher use of fossil fuels required for heavy composting machinery.
Heavy machinery used at large-scale composting also implies a higher risk of injury and
physiological stress for composting workers. From an economic standpoint, the impact
of fossil fuel use is not proportional to its environmental and social impacts. Large-scale
composting scenarios have a better economic performance because of the economies
of scale achieved in the composting process and decreasing labor costs. However,
labor cost and fuel cost neutralize each other with increasing scale. Therefore, from an
economic viewpoint, the optimal scale is determined by the economies of scale
achieved by the in-vessel composting machinery in terms of capital cost and energy
consumption. An integrated analysis of the environmental, economic, and social results
reveals the disparity between the environmental and social impacts of fossil fuels and

101
their economic value. The price of fossil fuels favors mechanization and centralization of
composting infrastructure at the expense of lower environmental and social
performance. In order for small-scale composting facilities to be competitive from an
economic standpoint, small-scale machinery, particularly the in-vessel composter and
the shredder, would have to reach the economic efficiency of large-scale machinery in
terms of capital cost and energy consumption. Under this scenario, the economic
savings from collection and transport at the small-scale would be realized and the small
scale would be optimal. Because higher labor costs are offset by lower fuel costs at the
small scale, more economically efficient composting machinery would make small-scale
composting at the block and neighborhood scales optimal from an environmental,
economic, and social perspective.
In-vessel composting technology was found to be superior to windrow technology
from an environmental, economic, and social perspective. The emission of GHG from
the decomposition of organic materials is the most important factor responsible for the
environmental performance of composting systems. In-vessel technologies are capable
of reducing GHG by 90% from the decomposition process. From a social perspective,
gaseous emissions from decomposition are responsible for the exposure to chemical
and biological risks for composting workers and local communities. Windrow
technologies, without the capacity to control gaseous emissions, are not suitable to be
located in urban environments due to the negative impacts on public health and the
environment. From an economic perspective, windrow technologies showed no
economies of scale while in-vessel technologies showed significant economies of scale.
Windrow technologies are less expensive at the block and neighborhood scales, while

102
in-vessel technologies become competitive with increasing scale. This is explained by
the economies of scale of the in-vessel composting machine. In general, in-vessel
technologies have better environmental, economic, and social performance than
windrow technologies.
Figure 6-1 summarizes the variables that were considered for the each of the
environmental, economic, and social assessments, and highlights the most important
ones. For the environmental assessment, the most relevant materials are steel and
concrete. Steel is used extensively for the construction of buildings and composting
machinery such as trucks, front-loaders, shredder, screener, and in-vessel composters.
Concrete is mostly used for the pavement of composting facilities. The combustion of
diesel is the most relevant variable regarding energy, because GHG emissions affect
most environmental impact categories. GHG emissions from the decomposition
process, methane and nitrous oxide, are responsible for most of the environmental
impacts from composting. From the economic standpoint, land, steel halls, and the in-
vessel composter are the most important capital costs, while labor and diesel fuel are
the most relevant operating costs. Labor and diesel fuel costs are variables dependent
on national contexts. From the social perspective, the assessment was focused on the
composting processes. The processes of shredding, decomposition, and screening
were the most critical. Shredding was critical for the health of composting workers
because of the high exposure to chemical and biological agents, and the risk of injury
from the high rotational speed of the shredder. The decomposition process
concentrates most of the gaseous emissions and therefore the exposure to chemical
and biological agents for both workers and local communities. Therefore, windrow

103
systems are not suitable for urban composting and in-vessel systems need to be
equipped with biofiltration mechanisms.
Figure 6-1. Summary of the most relevant assessment variables
The optimal scale of resource management is a crucial question for urban design
and planning. Moving toward a circular urban metabolism implies managing resources
in integrated networks where the different waste outputs generated by urban areas
become resource inputs for new production. Finding the optimal scale of management
of each resource would allow the integration of networks in close spatial proximity,
MATERIALS
Steel Land Collection
Iron Buildings Transport
Concrete Steel Hall Sorting
HDPE Paving Shredding
Fiberglass Collection Truck Storage
Wood chip Shredder Transport
ENERGY Container Forming windrows
Diesel Front-Loader Decomposition
Electricity Composter Turning
EMISSIONS Turner Transport
Methane Screener Screening
Nitrous Oxide Transport
Labor Curing
Diesel Fuel
Electricity
Maintenance
OPERATING COSTS
ENVIRONMENTAL ECONOMIC SOCIAL
PROCESSESCAPITAL COSTS

104
maximizing environmental, economic, and social benefits. A main conclusion of this
dissertation is that urban composting should be performed at the small scale (block or
neighborhood); close to the point of waste generation in order to reduce environmental
impacts while maximizing social and economic benefits.
Four major limitations are identified for the study. First, the lack of data on the
environmental impacts of the manufacturing processes of composting machinery
(collection truck, front-loader, shredder, screener, and in-vessel composter). The
environmental analysis is performed based on the quantities of materials, using a
generic production dataset for each material. The impact corresponds to production of
the materials required to produce the machine, not the production of the machine itself.
A more complete environmental analysis should include the environmental impacts from
the manufacturing process. Second, the use of compost is not included in the analysis
because the use on land is outside the waste management system, which is the system
boundary. Several environmental LCA studies including the use of compost on
agricultural land have found additional environmental benefits resulting from the
substitution for peat in the production of growth media, the replacement of chemical
fertilizers, binding of carbon in the soil, the improvement of the biological properties of
the soil, among others (Lazcano et al., 2014; Martínez-Blanco et al., 2013; Saer et al.,
2013). Third, there is a variety of data sources that need to be acknowledged. The
environmental assessment is based on quantities of materials of composting
infrastructure and machinery, as well as waste emissions during the life cycle of the
facility. These quantities of materials and emissions are variable depending on the type
of machinery, the emission standards, and the materials used. The economic

105
assessment is based on capital and operational costs. While the capital costs of
composting machinery should not have significant variations from different geographical
locations, operational costs are highly dependent on national contexts, particularly labor
and fuel costs. Land cost is another volatile variable dependent on the urban economy.
Therefore, the economic assessment is site-specific and should be adapted to local
conditions. The social assessment is derived from the composting processes instead of
the geographical locations of the different life cycle phases. The focus is the social
performance of different scales and technologies of composting. A more complete
social LCA should also consider the social impacts related to the behavior of
organizations during the production of materials, the manufacturing of composting
machinery, the operation of the composting plants, and the final recycling or disposal of
materials. Finally, the sustainability performance of composting is not compared to other
waste treatment alternatives such as landfilling, incineration, or anaerobic digestion.
While several environmental LCA studies have found that composting is a better
alternative to landfilling and incineration (A Bernstad & la Cour Jansen, 2011; Grosso,
Nava, Testori, Rigamonti, & Viganò, 2012), a comprehensive sustainability evaluation
comparing the environmental, economic and social performance of composting,
landfilling, incineration, and anaerobic digestion is needed.
This dissertation fills a research gap in the waste management literature
regarding the characterization and sustainability evaluation of small-scale composting
facilities, as well as in-vessel composting technologies. Additionally, this dissertation
highlights the tradeoff between economies of scale and transportation cost for the case
of composting, which has been described in the waste management literature (Chen et

106
al., 2012). Another contribution of this study is the development of the Life Cycle
Sustainability Assessment (LCSA) methodology, in which the three sustainability
dimensions are simultaneously evaluated. An approach has been proposed to unify the
calculation procedures, the system boundaries, and the functional unit for the integrated
assessment of the environmental, economic, and social dimensions. Further integration
of the results from the three dimensions into a unified system is an area of future
research. Theoretically, this study contributes to the literature of urban metabolism by
understanding composting of OSW in relation to the multiple flows of energy and
materials that converge in cities, and identifying the synergies that can be developed
toward a circular urban metabolism.
Composting at the local level could be integrated to small-scale sanitation
systems for fertilizer production, rainwater harvesting, and stormwater management
through green infrastructure. Urban farming can take multiple forms: organic fruits and
vegetables, medicinal plants, flowers, forestry, animal husbandry, etc.; and farming
could be further articulated to small-scale manufacturing processes. The sustainability
of small-scale composting suggests alternatives for other circular strategies. What is the
optimal scale of recycling for plastics, paper, cardboard, metals, textiles, oils,
electronics, etc.? How can recycle networks be integrated at the local level to maximize
environmental, economic, and social benefits? This dissertation develops a
methodology for answering these questions in future research.
For sustainability, the linear metabolism of cities, as represented in Figure 6-2,
needs to transition toward a circular urban metabolism, as represented in Figure 6-3,
where recycling infrastructure is integrated into urban areas at optimal scales. The

107
analysis of the resource outputs associated with different land uses is critical for
improving urban metabolism. Residential areas produce a homogeneous mixture of
waste resources (organics, papers, plastics, electronics, etc.). Recycling industries at
different optimal scales would be integrated into residential areas, closing the cycles
while promoting sustainable production and consumption. Commercial and industrial
areas that produce more variable waste outputs would be connected to new industries
specifically designed to close the open cycles of the urban metabolism. Synergies
between different land uses and spatial functions need to be found in order to maximize
the exchange of materials, water, and energy in the urban environment. Urban areas
should become more complex by developing a high diversity of integrated networks of
resource flow similar to natural ecosystems. A strong process of decentralization is
required to implement sustainable local infrastructures, prioritizing flexible and
collaborative practices, operating within new institutional frameworks that embrace local
participation and experimentation. Ultimately, a circular urban metabolism should
promote sustainable production and consumption practices focused on reducing the
environmental impacts associated with resource extraction and waste generation, while
promoting economic development with a high level of social performance.

108
Figure 6-2. Linear urban metabolism
Figure 6-3. Circular urban metabolism

109
APPENDIX A LIFE CYCLE INVENTORY (LCI) CALCULATIONS BY UNIT PROCESSES
Collection
Scenarios 1 and 2.No collection activities are involved.
Scenarios 3 to 8. The whole collection truck is allocated to the collection process
when no transport is involved. When transport is involved, the collection truck is
allocated to collection and transport by equal amounts. It is assumed that the truck is
collecting OSW 5 days per week, corresponding to 261 loads of 14 tons per year. For a
lifetime of 15 years, the truck can collect 54,810 tons of OSW. Materials (Steel, iron,
HDPE) used per ton of waste collected is expressed as:
Material per ton =MwLTR
Where,
MW = Material weight of the truck (kg)
LTR = Collection capacity of the truck over its lifetime (tons)
Calculation of steel for scenarios 3 to 8:
Steelper ton =8,379 kg
54,810 tons= 0.152 kg/ton
Transport
Scenarios 5 to 8. For S5 and S6, the collected waste is transported 25 km to the
composting facility. For S7 and S8, the collected waste is transported 50 km to the
composting facility A diesel consumption of 0.16 km/L is assumed (Larsen, Vrgoc,
Lieberknecht, & Christensen, 2009). Diesel consumption is presented in kg, assuming a
diesel density of 0.832 kg/L.. Diesel consumption during transport is calculated as:
Diesel consumptionper ton = (d ∗ T) ∗ D

110
Where,
d = Diesel consumption per km (0.16 km/L)
T = Transport distance (km)
D = Density of diesel (kg/L)
Calculation for scenarios 5 and 6:
Diesel consumptionper ton = (0.16km
L∗ 25 km) x 0.832 kg = 3.32 kg/ton
Sorting
The sorting process is assumed to be manual for all composting scenarios. For
scenarios 3 to 8, no energy and materials are involved in the process. For scenarios 1
and 2, HDPE collection bins are required to store the OSW before sorting. Four plastic
containers are required to store the OSW collected for 2 days. The production and end
of life value for scenarios 1 and 2 is
HDPE per ton =MwLTR
Where,
MW = HDPE weight of the container (kg)
LTR = Lifetime treatment capacity of the composting facility (tons)
Calculation for S1 and S2:
HDPE per ton =144 kg
1,500 ton= 0.096 kg/ton
Shredding
Scenarios 1 to 8. Production and end of life values:
Steel per ton =swLTR

111
Where,
SW = Steel weight of the machine (kg)
LTR = Lifetime treatment capacity of the composting facility (tons)
Calculation for scenarios 1 and 2:
Steel per ton =92 kg
1,500 ton= 0.061 kg/ton
Diesel consumption for all diesel engines is assumed to be 0.26 L per
horsepower per hour (Grisso et al., 2010). Diesel consumption during the use phase is:
Diesel consumption per ton = (d ∗ HP
TR) x D
Where,
d = Diesel consumption assumed for all machines (L/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
D = Density of diesel (0.832 kg/L)
Calculation for scenarios 1 and 2:
Diesel consumption per ton = (6 HP ∗ 0.26
LHP − h
0.185tonh
) ∗ 0.832kg
L= 7.01 kg/ton
Storage
Scenarios 1 to 4. Shredded materials are stored in HDPE plastic containers,
which are also used for transport. The weight of the containers is distributed by equal
parts to storage and transport. The value for the production and end of life phases is:
HDPE per ton =
MwLTR2

112
Where,
MW = HDPE weight of the container (kg)
LTR = Lifetime treatment capacity of the composting facility (tons)
Calculations for scenarios 1 and 2:
HDPE per ton = (72 kg
1,500 ton)/2 = 0.024 kg/ton
Scenarios 5 to 8. Shredded materials are stored in concrete L-shaped elements.
The value for the production and end of life phases is
Concrete per ton =CWLTR
Where,
CW = Weight of the total concrete elements (kg)
LTR = Treatment capacity of the composting facility (tons)
Calculations for scenarios 5 and 6:
Concrete per ton =10 ∗ 1,200 kg
150,000 ton= 0.08 kg/ton
Transport to composting area
Scenarios 1 to 4. The HDPE mobile containers used for storage are used for
manual transport. The weight of the containers is distributed by equal parts to storage
and transport. The value for the production and end of life phases is:
HDPE per ton =
MwLTR2
Where,
MW = HDPE weight of the container (kg)
LTR = Lifetime treatment capacity of the composting facility (tons)

113
Calculations for scenarios 1 and 2:
HDPE per ton = (72 kg
1,500 ton)/2 = 0.024 kg/ton
Scenarios 5 to 8. A front loader is used to transport materials to the composting
area. The front loader is allocated to six unit processes by equal parts: transport to
composting area, forming windrows, transport to screening area, screening, transport to
curing area, and forming curing piles. The value for the production and end of life
phases is:
Steel per ton =
MW ∗ pLTR6
Where,
MW = Weight of the front loader (kg)
p = Percentage of steel in the front loader (%)
LTR = Lifetime treatment capacity of the composting facility (tons)
Calculations for scenarios 5 and 6:
Steel per ton = ((15,415 kg) ∗ 0.9
150,000 ton)/6 = 0.015 kg/ton
Diesel consumption during the use phase is assumed to be 0.15 L per HP per
hour, times a load factor of 70%, as front loaders do not always operate at full power
(Chitkara, 1998). The front loader is assumed to operate 4 hours per day, in six unit
processes by equal time: transport to composting area, forming windrows, transport to
screening area, screening, transport to curing area, and forming curing piles. During a

114
lifetime of 15 years, working hours would be 15,600. Density of diesel is 0.832 kg/L.
Diesel consumption calculation is:
Diesel per ton = ((HP ∗ L ∗ p ∗ h
LTR)
6) ∗ D
Where,
HP = Power of the front loader (HP)
L = Diesel consumption assumed (L/HP-hour)
p = Load factor of 70%
h = Hours of operation over the lifetime (h)
LTR = Treatment capacity of the facility over its lifetime (tons)
D = density of diesel (kg/L)
Calculations for scenarios 5 and 6:
Diesel per ton = ((165 HP ∗ 0.26L ∗ 0.7 ∗ 15,600 h
150,000 ton)
6) ∗ 0.832 kg/L = 0.015 kg/ton
Forming windrows
Scenarios 1 to 4. A regular shovel is used to form windrows and feed the
vessels. The value for the production and end of life phases is:
Steel per ton =CWLTR
Where,
CW = Weight of the steel in the shovel (kg)
LTR = Treatment capacity of the composting facility (tons)
Calculations for scenarios 1 and 2:

115
Steel per ton = (1.5 kg
1,500 ton) = 0.001 kg/ton
Scenarios 5 to 8. The front loader is used to form windrows and feed the vessels.
The production, use, and end of life values are equal to the process “transport to
composting area”. The front loader and its diesel consumption are allocated to six unit
processes by equal parts: transport to composting area, forming windrows, transport to
screening area, screening, transport to curing area, and forming curing piles.
Decomposition
For windrow systems, decomposition occurs in open-air piles that emit
greenhouse gases. For wet food waste, 4 kilograms of CH4 and 0.3 kilograms of N2O
per ton of waste are assumed. For dry garden waste, 10 kilograms of CH4 and 0.6
kilograms of N2O per ton of waste are modelled in all scenarios (Change, 2006). For in-
vessel systems, decomposition occurs in composting machines made primarily of steel.
Biofilters in in-vessel machines reduce GHG by 90%. Biofilters are made of concrete or
fiberglass. Biofilter media is wood chips. Production and end of life values are
calculated as:
Material per ton =MWLTR
Where,
MW = Weight of the material in the machine (kg)
LTR = Treatment capacity of the composting facility over its lifetime (tons)
Calculations for steel in S2:
Steel per ton = (3,467 kg
1,500 ton) = 2.312 kg/ton

116
For the use phase of in-vessel composting machines, electricity consumption is
calculated as:
Electricity per ton =P
TR
Where,
P = Power of the machine (kW)
TR = Throughput of the machine (tons/hour)
Turning
Scenarios 1 to 4. Turning is performed by one operator using a regular shovel.
The production and end of life values are calculated as:
Material per ton =MWLTR
Where,
MW = Weight of the material (kg)
LTR = Treatment capacity of the composting facility over it lifetime (tons)
Calculation for S1 to S4:
Steel per ton = (1,5 kg
1,500 ton) = 0.001 kg/ton
Scenarios 5 to 8. Turning is performed by an operator using a windrow turning
machine. Production and end of life values:
Steel per ton =swLTR
Where,
SW = Steel weight of the machine (kg)
LTR = Lifetime treatment capacity of the composting facility (tons)

117
Calculation for scenario 5:
Steel per ton =15,000 kg
150,000 ton= 0.1 kg/ton
Diesel consumption for all diesel engines is assumed to be 0.26 L per
horsepower per hour (Grisso et al., 2010). Diesel consumption during the use phase is:
Diesel consumption per ton = (d ∗ HP
TR) x D
Where,
d = Diesel consumption assumed for all machines (L/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
D = Density of diesel (0.832 kg/L)
Calculation for scenario 5:
Diesel consumption per ton = (205 HP ∗ 0.26
LHP − h
1,050tonh
) ∗ 0.832kg
L= 0.042 kg/ton
Transport to screening area
Scenarios 1 to 4. HDPE plastic containers are used to transport compost to
screening area. Containers are allocated by equal amounts to transport to screening
area and transport to curing area. The value for the production and end of life phases is:
HDPE per ton =
MWLTR2
Where,
MW = weight of total HDPE containers (kg)
LTR = Lifetime treatment capacity of the composting facility (tons)

118
Calculations for S1 and S2:
HDPE per ton =
72 kg1,500 ton
2= 0.024 kg/ton
Scenarios 5 to 8. Transport to screening area is performed by one operator using
a front loader. The production, use, and end of life values are equal to the process
“transport to composting area”. The front loader and its diesel consumption are
allocated to six unit processes by equal parts: transport to composting area, forming
windrows, transport to screening area, screening, transport to curing area, and forming
curing piles.
Screening
Scenarios 1 to 4. Screening is performed by one operator using an electric
trommel screen made primarily of steel. Production and end of life values are calculated
as:
Material per ton =MWLTR
Where,
MW = Weight of the material (kg)
LTR = Treatment capacity of the composting facility over it lifetime (tons)
For the use phase of screening machines, electricity consumption is calculated
as:
Electricity per ton =P
TR
Where,
P = Power of the machine (kW)
TR = Throughput of the machine (tons/hour)

119
Scenarios 5 to 8. Screening is performed by a diesel-powered trommel screen
made primarily of steel. Feeding of the machine is made by one operator using a front
loader. The production, use, and end of life values of the front loader are equal to the
process “transport to composting area”. The front loader and its diesel consumption are
allocated to six unit processes by equal parts: transport to composting area, forming
windrows, transport to screening area, screening, transport to curing area, and forming
curing piles. Production and end of life values of the trommel screen are calculated as:
Material per ton =MWLTR
Where,
MW = Weight of the material (kg)
LTR = Treatment capacity of the composting facility over it lifetime (tons)
For the use phase of screening machines, diesel consumption is calculated as:
Diesel consumption per ton = (d ∗ HP
TR) x D
Where,
d = Diesel consumption assumed for all machines (L/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
D = Density of diesel (0.832 kg/L)
Transport to curing area
Scenarios 1 to 4. HDPE plastic containers are used to transport compost to
screening area. The value for the production and end of life phases is:
HDPEper ton =MWLTR

120
Where,
MW = weight of total HDPE containers (kg)
LTR = Lifetime treatment capacity of the composting facility (tons)
Scenarios 5 to 8. Transport to curing area is performed by one operator using a
front loader. The production, use, and end of life values are equal to the process
“transport to composting area”. The front loader and its diesel consumption are
allocated to six unit processes by equal parts: transport to composting area, forming
windrows, transport to screening area, screening, transport to curing area, and forming
curing piles.
Curing
All scenarios. Concrete L-shaped elements are used to cure the compost. The
value for the production and end of life phases is:
Concrete per ton =CWLTR
Where,
CW = Weight of the total concrete elements (kg)
LTR = Treatment capacity of the composting facility (tons)
Building, Steel hall, Concrete paving, and Total area
The production and end of life values for building, steel hall, concrete paving, and
total area are calculated as:
Area per ton =A
LTR
Where,
A = Area of the element (m2)

121
LTR = Treatment capacity of the composting facility over it lifetime (tons)

122
APPENDIX B LIFE CYCLE COSTING CALCULATIONS BY PROCESSES
Collection
Capital
The cost of the collection truck is allocated to the processes of collection and
transport by equal amounts. In scenarios with no transport, the total cost is allocated to
collection. It is assumed that the truck is collecting OSW 5 days per week,
corresponding to 261 loads of 14 tons per year. For a lifetime of 15 years, the truck can
collect 54,810 tons of OSW. The life cycle cost of the collection truck per ton of waste is
the cost of the collection truck divided by the OSW collected over its life cycle.
Collection truck costper ton =CTWc
Where,
CT = Cost of collection truck ($USD)
WC = Waste collected over lifetime (tons)
Calculation for scenario 3:
Collection truck costper ton =$250,000
54,810 tons= $4.56
Operation
Labor cost involves driver cost and loader cost. Labor cost per ton of OSW for
collection is equal to the hourly cost of labor ($2.42 USD) times the number of workers
involved, divided by the tonnage of waste collected per hour. Three operators are
involved, one driving the truck and two picking up the waste, at a rate of 2 tons per hour.
Labor costper ton =LH ∗ N
WH

123
Where,
LH = Labor cost per hour ($USD)
N = Number of workers
WH = Waste collected per hour (tons)
Calculation for scenario 3:
Labor costper ton =$2.42 ∗ 3
2 tons= $3.63
Fuel cost is the diesel consumption per ton of waste collected times the fuel
price. Diesel consumption during collection is assumed to be 3 L per ton of waste
collected. Diesel price is assumed to be $0.67 USD per liter.
Fuel costper ton = DC ∗ PF
Where,
DC = Diesel consumption per ton collected (liters)
PF = Price of diesel ($USD)
Sample calculation for scenario 3:
Fuel costper ton = 3L ∗ $0.67 USD = $2
Maintenance cost is assumed to be 10% of equipment purchase cost for all
composting equipment, following values reported for automobile recycling equipment by
Ruffino (2014).
Transport
Capital
The cost of the collection truck is allocated to the processes of collection and
transport by equal amounts. In scenarios with no transport, the total cost is allocated to
collection. For scenarios involving transport, the life cycle cost of the collection truck per

124
ton of waste is the cost of the collection truck divided by the OSW collected over its life
cycle, divided by 2.
Collection truck costper ton = (CTLTR
)/2
Where,
CT = Cost of collection truck ($USD)
LTR = Collection capacity of the truck over its lifetime (tons)
Sample calculation for scenario 5:
Collection truck costper ton = ($250,000
54,810 tons)/2 = $2.28
Operation
Labor cost per ton for transport is equal to the hourly cost of labor for a driver
($4.84 USD) times the transport time, divided by the amount of waste transported.
Transport is defined as the driving of the full truck from the final stop on the collection
route to the unloading point at the composting facility, and driving of the empty truck
back the same distance (Larsen, 2009). Transport time is the distance divided by the
truck velocity (assumed to be 35 km/h), plus the unloading time at the composting
facility (assumed to be 30 min.).
Transport time = (d
V) + TU
Where,
V = Velocity (km/h)
d = Distance (km)
TU = Time of unloading (h)

125
Labor costtransport =(LDR ∗ TTR)
WT
Where,
LDR = Labor cost per hour driver ($USD)
TTR = Transport time (h)
WT = Waste transported (tons)
Sample calculation for scenario 5:
Transport time = (25 km
35 km/h) + 0.5 h = 1.21 h
Labor costper ton =$4.84 ∗ 1.21 h
14 tons= $ 0.42
Diesel fuel cost is the cost of diesel times the diesel consumption. Diesel
consumption during transport is assumed to be 0.16 liters per ton per km.
Diesel fuel costtransport = (DC ∗ d) ∗ CD
Where,
CD = Cost of diesel fuel per liter ($USD)
d = Distance (km)
DC = Diesel consumption during transport (lt/km/ton)
Calculation for scenarios 5:
Diesel fuel costtransport = (0.16
ltkm
ton∗ 25 km) ∗ $0.67 = $ 2.68
Sorting
Sorting of materials and removal of impurities is a manual process performed by
one operator at a rate of 900 kg per hour for all scenarios. Sorting cost per ton is equal
to the hourly cost of labor times the tonnage of waste sorted by hour.

126
Sorting cost per ton = LC ∗ WS
Where,
LC = Labor cost per hour ($USD)
WS = Waste sorted per hour (tons)
Calculation for all scenarios:
Sorting cost per ton = $2.42 ∗ 0.9 ton = $ 2.18 USD/ton
Shredding
Capital
Shredder cost per ton is equal to the shredder machine cost divided by the
treatment capacity of the composting facility over its lifetime.
Shredder cost per ton =SCTR
Where,
SC = Shredder machine cost ($ USD)
TR = Treatment capacity lifetime of composting facility (tons)
Calculation for scenario 5:
Shredder per ton =$480,000
150,000 ton= $3.2 USD/ton
Feeding the shredder using a front loader is needed for scenarios 5 to 8. The
front loader cost is allocated to 6 processes by equal parts: feeding the shredder,
transport to composting area, forming windrows/feeding vessel, transport to screening
area, screening, and transport to curing area. Feeding shredder cost per ton is equal to
the front loader cost divided by the treatment capacity of the composting facility, divided
by 7.

127
Feeding shredder cost per ton =
FLCTR6
Where,
FLC = Front loader cost ($ USD)
TR = Treatment capacity lifetime of composting facility (tons)
Calculation for scenario 5:
Feeding shredder cost per ton =
$180,000 USD150,000 ton
6= $0.20 USD/ton
Operation
Fuel consumption for all diesel engines is assumed to be 0.26 L per horsepower
per hour (Grisso et al., 2010). Fuel consumption cost of shredders is equal to fuel
consumption assumed for diesel machines (l/HP-hr), times the power of the shredder
(HP), divided by the throughput of the shredder (ton/hour), times the cost of fuel (USD).
The cost of diesel fuel is $ 0.67 USD per liter.
Fuel cost shredder per ton = (d ∗ HP
TR) ∗ CF
Where,
d = Diesel consumption assumed for all machines (L/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
CF= Cost of fuel ($ USD)
Calculation for scenarios 1 and 2:
Fuel cost shredderper ton = (6 HP ∗ 0.26
LHP − h
0.185tonh
) ∗ $ 0.67 USD = $ 5.62 USD/ton

128
A front loader is needed to feed the shredder in scenarios 5 to 8. Front loader
productivity for feeding the shredder includes the tasks of loading, dumping, making
reversals of direction, and traveling a minimum distance of 25 meters. Such cycle time
is assumed to be 0.5 min. Bucket capacity is 2.8 m3. For a OSW density of 350 kg/m3 ,
bucket capacity is 0.98 tons. An average front loader worker efficiency is 50 minutes of
work per hour. Feeding the shredder at 1.96 tons per minute, equals 98 tons per hour.
Fuel cost per ton for feeding the shredder is equal to fuel consumption times the cost of
fuel.
Fuel cost feeding shredder per ton = (d ∗ HP
TR) ∗ CF
Where,
d = Diesel consumption assumed for all machines (L/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
CF= Cost of fuel ($ USD)
Calculation for scenario 5:
Fuel cost feeding shredderper ton = (165 HP ∗ 0.26
LHP − h
98 tonh
) ∗ $ 0.67 USD
= $ 5.62 USD/ton
Labor cost for shredding in scenarios 1 to 4 involves the operator feeding the
shredder manually (labor cost 1). For scenarios 5 to 8, labor cost is involves the
operator feeding the shredder with the front loader (labor cost 2). Time requirement
(hr/ton) for feeding the shredder is equal to the daily treatment capacity of the
composting facility (tons) divided by the shredders’ throughput (ton/hr), the result

129
divided by the daily treatment capacity (tons) of the facility to obtain the time
requirement per ton. Labor cost is equal to time requirement (hr/ton) times the hourly
labor cost.
Time requirement feeding shredder per ton =
TCTRTC
Where,
TC = Daily treatment capacity of composting facility (ton/day)
TR= Cost of labor ($ USD/hr)
Labor cost feeding shredder per ton = T ∗ CL
Where,
T = Time requirement (hr/day)
CL= Cost of labor ($ USD/hr)
Calculation for scenario 5:
Labor cost shreddingper ton = 0.066 hr/ton ∗ $ 4.84 USD = $ 0.32 USD/ton
Maintenance cost of shredders is assumed to be 10% of the purchase cost.
Storage
Capital
Shredded materials are stored in plastic mobile containers for scenarios 1 to 4.
Plastic mobile containers are used for storage and transport to composting area;
container cost is allocated to both processes by equal amounts. For scenarios 5 to 8,
materials are stored in concrete L-shaped elements. Storage cost per ton is equal to the
storage element (plastic container or L-shaped element) cost times the number of
required elements, divided by the lifetime treatment capacity of the composting facility.

130
Storage cost per ton =CS ∗ n
LTR
Where,
CS = Cost of storage element ($USD)
n = Number of required elements
LTR = Lifetime treatment capacity of the composting facility (tons)
Calculations for scenario 5:
Storage cost per ton =$450 ∗ 10
150,000 ton= $ 0.03 USD
The front loader is needed for storage in scenarios 5 to 8. The capital cost of the
front loader is equal to the front loader cost divided by the lifetime treatment capacity of
the facility, the result divided by 7. The front loader cost is allocated to 6 unit processes
by equal parts: feeding the shredder, transport to composting area, forming
windrows/feeding vessel, transport to screening area, screening, and transport to curing
area.
Operation
Labor cost of storage in scenarios 1 to 4 is performed by one operator using a
regular shovel at 1,8 tons per hour, or 0,37 hour per ton. Shoveling productivity
considers 15 scoops per minute, 4 kg of waste load per scoop, 30 minutes of shoveling
per hour. For scenarios 5 to 8, storage is performed by one operator using a front loader
at 98 tons per hour, or 0.102 hour per ton. Storage is a basic cycle for a front loader,
involving lifting the material from the shredding area, transporting and dumping in the
storage area, located in the same hall. Basic cycle time is 0.5 minutes for handling 0.98
tons of bucked capacity, worker productivity is 50 minutes per hour. Labor cost per ton

131
is equal labor productivity (shovel or front loader) in hours per ton times the cost of
labor. Labor cost 1 for shovel labor ($2,42 USD/hour), labor cost 2 for front loader labor
($4,84 USD/hour).
Labor cost storage per ton = PL ∗ CL
Where,
PL = Productivity of labor (hr/ton)
CL = Cost of labor ($USD/hr)
Calculations for scenario 5:
Labor cost storageper ton = 0.102hr
ton∗ $4,84 = $ 0.49 USD
A front loader is needed for storage in scenarios 5 to 8. Front loader productivity
for storage includes the tasks of loading, dumping, making reversals of direction, and
traveling a minimum distance of 25 meters. Such cycle time is assumed to be 0.5 min.
Bucket capacity is 2.8 m3. For a OSW density of 350 kg/m3 , bucket capacity is 0.98
tons. An average front loader worker efficiency is 50 minutes of work per hour. Feeding
the shredder at 1.96 tons per minute, equals 98 tons per hour. Fuel cost per ton for
storage is equal to fuel consumption times the cost of fuel.
Fuel cost storage per ton = (d ∗ HP
TR) ∗ CF
Where,
d = Diesel consumption assumed for all machines (L/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
CF= Cost of fuel ($ USD)

132
Calculation for scenario 5:
Fuel cost feeding shredderper ton = (165 HP ∗ 0.26
LHP − h
98 tonh
) ∗ $ 0.67 USD
= $ 0.29 USD/ton
Transport to composting area
Capital
The same plastic mobile containers used for storage are used for manual
transport in scenarios 1 to 4; container cost is allocated to both processes by equal
amounts. The front loader is needed for transport to composting area in scenarios 5 to
8. The capital cost of the front loader is equal to the front loader cost divided by the
lifetime treatment capacity of the facility, the result divided by 7. The front loader cost is
allocated to 6 processes by equal parts: feeding the shredder, transport to composting
area, forming windrows/feeding vessel, transport to screening area, screening, transport
to curing area, and forming curing piles.
Operation
Labor cost for scenarios 1 to 4 is defined by the time required to transport
materials to the composting area using the plastic mobile containers, which is
performed by one operator at 6 tons per hour (10 m distance). The cycle of transporting
the material in the container with a waste load of 100 kg, dropping the material, and
coming back with an empty container, is assumed to be 6 seconds for every meter
travelled (one way distance). For an average transport distance of 10 meters in the
composting facility, one operator can transport materials at a rate of 6 tons per hour. For
scenarios 5 to 8, transport to the composting area is performed by one operator using

133
the front loader at 39.2 tons per hour. The cycle of loading the material, hauling to the
composting area, dumping, and returning is assumed to be 1.5 minutes for an average
hauling distance of 150 m. Based on performance curves for wheel loaders (Komatsu,
2013), the basic cycle time of the loader is assumed 0.5 min. Hauling time is 0.6 min.
Returning time is 0.4 min. Labor cost is equal to the time requirement per ton times the
labor cost.
Labor cost transport to compostper ton = T ∗ CL
Where,
T = Time requirement (hr)
CL = Cost of labor ($USD/hr)
Calculation for scenario 5:
Labor cost transport to compostper ton = 0.025 hr/ton ∗ $ 4.84 USD = $ 0.12 USD/ton
Fuel cost for transport to compost area in scenarios 5 to 8 is equal to the time
requirement (hr/ton) times the diesel consumption (lt/hr) times the cost of diesel ($0.67
USD/lt). Diesel consumption of the front loader is assumed to be 43 L of diesel per hour
(Grisso et al., 2010).
Fuel cost transport to compostper ton = T ∗ DC ∗ CD
Where,
T = Time requirement (hr/ton)
CD = Cost of diesel fuel per liter ($USD)
DC = Diesel consumption (lt/hr)
Calculation for scenario 5:
Fuel cost transport to compostper ton = 0.025hr
ton∗ 43
lt
hr∗ $0.67 = $ 0.73 USD

134
Forming windrows/feeding vessel
Capital
Forming windrows is a manual process performed by one operator at a rate of
250 kg per hour, using a regular shovel in scenarios 1 and 3. For scenarios 2 and 4,
feeding the vessel is achieved through a bin lifter; shredded materials are placed in the
bin lifter during transport; therefore no labor is required for feeding. Energy consumption
of the bin lifter is accounted for in the composter value. For scenarios 5 and 7, forming
windrows is performed by one operator using the front loader at 117.6 tons per hour,
considering a basic cycle for the front loader, assumed to be 0.5 minutes for a bucket
capacity of 0.98 tons. For scenarios 6 and 8, feeding the vessel is performed by one
operator using the front loader at 117.6 tons per hour, considering a basic cycle for the
front loader. Forming windrows/feeding vessel cost per ton is equal to the front loader
cost divided by the treatment capacity of the composting facility, divided by 7.
Forming windrow − feeding vessel cost per ton =
FLCTR7
Where,
FLC = Front loader cost ($ USD)
TR = Treatment capacity lifetime of composting facility (tons)
Calculation for scenario 5:
Forming windrow − feeding vessel cost per ton =
$180,000 USD150,000 ton
7= $0.17 USD/ton
Operation
Labor cost of forming windrows per ton for scenarios 1 and 3 is equal time
requirement (hr/ton) using a regular shovel times the labor cost (labor cost 1). For

135
scenarios 2 and 4, feeding the vessel is achieved through a bin lifter and no labor is
required. For scenarios 5 and 7, labor cost is equal to time requirement (hr/ton) using
the front loader times the labor cost (labor cost 2). For scenarios 6 and 8, feeding vessel
cost is equal to time requirement (hr/ton) using the front loader times the labor cost
(labor cost 2).
Labor cost forming windrows − feeding vessel per ton = T ∗ CL
Where,
T = Time requirement (hr/ton)
CL= Cost of labor ($ USD/hr)
Calculation for scenario 5:
Labor cost forming windrowper ton = 0.0085 hr/ton ∗ $ 4.84 USD = $ 0.04 USD/ton
Maintenance cost of front loader is assumed to be 10% of the equipment
purchase cost.
Decomposition
Capital
For windrow systems, no capital costs are considered as decomposition occurs
in open-air piles. For in-vessel systems, decomposition occurs in composting machines
that require ancillary equipment: biofilter, bin-lifter, and discharge auger. Decomposition
cost for in-vessel systems is equal to the sum of the composter, biofilter, bin-lifter, and
discharge auger costs, divided by the lifetime treatment capacity of the facility.
Decomposition cost per ton =CC + BFC + BLC + DAC
TR
Where,
CC = Composter cost ($ USD)

136
BFC = Biofilter cost ($ USD)
BLC = Bin-lifter cost ($ USD)
DAC = Discharge auger cost ($ USD)
TR = Treatment capacity lifetime of composting facility (tons)
Calculation for scenario 4:
Decomposition cost per ton =$312,000 + $28,120 + $110,000 + $34,000
15,000 ton
= $32.27 USD/ton
A windrow turner with integrated watering is required for windrow systems in
scenarios 5 and 7. The windrow turner cost per ton is equal to the cost of the turner
divided by the lifetime treatment capacity of the composting facility. Throughput of the
turning machine is 4,000 m3/h. Assuming a compost density of 700 kg/m3, throughput
is 2,800 ton/h.
Operation
Electricity consumption cost per ton of the composter is equal to the electricity
consumption during the lifetime (kWh/lifetime) of the composter divided by the lifetime
treatment capacity of the facility (tons), times the electricity cost ($USD/kWh). Assuming
260 working days per year during a 15 years lifetime. Electricity cost is set at $ 0.14
USD/kWh).
Electricity consumption composter cost per ton =ELFTR
∗ EC
Where,
ELF = Electricity consumption of composter during lifetime (kWh)
EC = Electricity cost ($ USD/kWh)

137
TR = Treatment capacity lifetime of composting facility (tons)
Calculation for scenario 4:
Electricity consumption composter cost per ton =507,000 kWh
15,000 ton∗ $ 0.14 = $ 4,73 USD
Fuel consumption for all diesel engines is assumed to be 0.26 L per horsepower
per hour (Grisso et al., 2010). Fuel consumption cost of the windrow turner is equal to
fuel consumption assumed for diesel machines (l/HP-hr), times the power of the
windrow turner (HP), divided by the throughput of the windrow turner (ton/hour), times
the cost of fuel (USD). The cost of diesel fuel is $ 0.67 USD per liter.
Fuel cost windrow turner per ton = (d ∗ HP
TR) ∗ CF
Where,
d = Diesel consumption assumed for all machines (L/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
CF= Cost of fuel ($ USD)
Calculation for scenario 5:
Fuel cost windrow turnerper ton = (390 HP ∗ 0.26
LHP − h
2.800tonh
) ∗ $ 0.67 USD
= $ 0.024 USD/ton
Labor cost for windrow systems involves the time required for turning and
watering windrows. For scenarios 1 and 3, turning is performed by an operator using a
regular shovel at 8 tons per hour; watering is performed by an operator using a water
house at 50 tons per hour. For scenarios 5 and 7, turning and watering is performed by

138
an operator using a windrow turner machine with integrated watering at 2,800 tons per
hour. Throughput of the turning machine is 4,000 m3/h (Komptech, 2016b); assuming a
compost density of 700 kg/m3, throughput is 2,800 ton/h. Labor cost is equal to time
requirement per ton for turning plus time requirement per ton for watering times the cost
of labor.
Labor cost decompositionper ton = (TT + TW) ∗ CL
Where,
TT = Time requirement turning (hr/ton)
TW = Time requirement watering (hr/ton)
CL = Cost of labor ($USD/hr)
Calculation for scenario 1:
Labor cost decompositionper ton = (0.125hr
ton+ 0.02
hr
ton) ∗ $ 2.42 USD = $ 0.35 USD/ton
Transport to screening area
Capital
Transport to screening area is performed by an operator using plastic mobile
containers for scenarios 1 to 4, and front loader for scenarios 5 to 8. Plastic mobile
container cost is allocated to the processes of transport to screening and transport to
curing by equal amounts. The value is equal to the processes of storage and transport
to composting area. The front loader is equal to the front loader cost divided by the
lifetime treatment capacity of the facility, the result divided by 6. The front loader cost is
allocated to 6 processes by equal parts: feeding the shredder, transport to composting
area, forming windrows/feeding vessel, transport to screening area, screening, and
transport to curing area.

139
Operation
Labor cost for transport to screening area is defined by the transport productivity
using plastic mobile container or front loader. Transport productivity (hour/ton) depends
on the capacity of the container (100 kg) or front loader (0.98 ton), and the distance
travelled in the composting facility. Transport productivity is specified in the composting
scenarios. Labor cost is equal to transport productivity (hr/ton) times the labor cost.
Labor cost 1 for container, labor cost 2 for front loader.
Labor cost transport to screen𝑖ng per ton = TP ∗ CL
Where,
TP = Transport productivity (hr/ton)
CL= Cost of labor ($ USD/hr)
Calculation for scenario 5:
Labor cost transport to screeningper ton = 0.0306 hr/ton ∗ $ 4.84 USD = $ 0.15 USD/ton
Fuel cost for transport to screening area is equal to transport productivity, times
diesel consumption, times the cost of fuel ($0.67 USD/lt). Diesel consumption of the
front loader is assumed to be 43 L of diesel per hour (Grisso et al., 2010).
Fuel cost transport to compostper ton = TP ∗ DC ∗ CD
Where,
TP = Transport productivity (hr/ton)
CD = Cost of diesel fuel per liter ($USD)
DC = Diesel consumption (lt/hr)
Calculation for scenario 5:
Fuel cost transport to screeningper ton = 0.0306hr
ton∗ 43
lt
hr∗ $0.67 = $ 0.88 USD

140
Screening
Capital
Screening cost is equal to the cost of the screener divided by the lifetime
treatment capacity of the facility.
Screening cost per ton =CSLTR
Where,
CS = Cost of screener ($USD)
LTR = Lifetime treatment capacity of the composting facility (tons)
Calculations for scenario 5:
Screener cost per ton = $150,000
150,000 ton= $ 1 USD
The front loader is needed for storage in scenarios 5 to 8. The capital cost of the
front loader is equal to the front loader cost divided by the lifetime treatment capacity of
the facility, the result divided by 6. The front loader cost is allocated to 6 unit processes
by equal parts: feeding the shredder, transport to composting area, forming
windrows/feeding vessel, transport to screening area, screening, and transport to curing
area.
Operation
The screeners for scenarios 1 to 4 run on electricity and for scenarios 5 to 8 run
on diesel fuel. Electricity consumption cost for scenarios 1 to 4 is equal to the power of
the screener (kW) divided by the hourly throughput (ton/hr), times the electricity cost
($0.14 USD/kWh). Fuel consumption cost of the screener is equal to fuel consumption
assumed for diesel machines (0.26 lt/HP-hr), times the power of the screener (HP),

141
divided by the throughput of the windrow turner (ton/hour), times the cost of fuel (USD).
The cost of diesel fuel is $ 0.67 USD per liter.
Fuel cost windrow turner per ton = (d ∗ HP
TR) ∗ CF
Where,
d = Diesel consumption assumed for all machines (L/HP-hour)
HP = Power of the machine (HP)
TR = Throughput of the machine (ton/hour)
CF= Cost of fuel ($ USD)
Calculation for scenario 5:
Fuel cost windrow turnerper ton = (22 HP ∗ 0.26
LHP − h
24.5tonh
) ∗ $ 0.67 USD = $ 0.16 USD/ton
Labor cost of screening for scenarios 1 to 4 is equal to the screening productivity
(ton/hr) using a regular shovel times the labor cost (labor cost 1). For scenarios 5 to 8,
labor cost is equal the screening productivity (ton/hr) using the front loader times the
labor cost (labor cost 2).
Labor cost screening per 𝑡on = T ∗ CL
Where,
T = Screening productivity (hr/ton)
CL= Cost of labor ($ USD/hr)
Calculation for scenario 5:
Labor cost screeningper ton = 0.040 hr/ton ∗ $ 4.84 USD = $ 0.20 USD/ton
Maintenance cost of front loader is assumed to be 10% of the equipment
purchase cost.

142
Transport to curing area
Capital
Transport to curing area is performed by an operator using plastic mobile
containers for scenarios 1 to 4, and front loader for scenarios 5 to 8. Plastic mobile
container cost is allocated to the processes of transport to screening and transport to
curing by equal amounts. The value is equal to the processes of storage and transport
to composting area. The front loader is equal to the front loader cost divided by the
lifetime treatment capacity of the facility, the result divided by 6. The front loader cost is
allocated to 6 processes by equal parts: feeding the shredder, transport to composting
area, forming windrows/feeding vessel, transport to screening area, screening, and
transport to curing area.
Operation
Labor cost for transport to curing area is defined by the transport productivity
using plastic mobile container or front loader. Transport productivity (hour/ton) depends
on the capacity of the container (100 kg) or front loader (0.98 ton), and the distance
travelled in the composting facility. Transport productivity is specified in the composting
scenarios. Labor cost is equal to transport productivity (hr/ton) times the labor cost.
Labor cost 1 ($2,42 USD) for container, labor cost 2 ($4,84 USD) for front loader.
Labor cost transport to curing per ton = TP ∗ CL
Where,
TP = Transport productivity (hr/ton)
CL= Cost of labor ($ USD/hr)
Calculation for scenario 5:

143
Labor cost transport to curingpe𝑟 ton = 0.0255 hr/ton ∗ $ 4.84 USD = $ 0.12 USD/ton
Fuel cost for transport to curing area is equal to transport productivity, times
diesel consumption, times the cost of fuel ($0.67 USD/lt). Diesel consumption of the
front loader is assumed to be 43 L of diesel per hour (Grisso et al., 2010).
Fuel cost transport to curingper ton = TP ∗ DC ∗ CD
Where,
T = Transport productivity (hr/ton)
CD = Cost of diesel fuel per liter ($USD)
DC = Diesel consumption (lt/hr)
Calculation for scenario 5:
Fuel cost transport to curingper ton = 0.0255hr
ton∗ 43
lt
hr∗ $0.67 = $ 0.73 USD
Curing
Capital
Curing occurs in concrete L-shaped elements of 1.5 m height per 2.5 m width.
The storage capacity of each element is 3.8 tons of compost. A curing time of 1 month
is assumed. A 50% reduction in volume from OSW to compost is assumed. Curing cost
is equal to the monthly treatment capacity of the composting facility divided by 2,
divided by the storage capacity of the L-shaped element, times the cost of each L-
shaped element. The cost of each element is $450 USD.
Curing costper ton =
((
TRM2SL
) ∗ CL)
TRL

144
Where,
TRM = Treatment capacity of facility (ton/month)
SL = Storage capacity of L-shaped element (ton)
CL = Cost of L-shaped element ($USD)
TRL = Lifetime treatment capacity of facility (ton)
Calculation for scenario 5:
Curing costper ton =(
833
tonmonth2
3,8 ton
)
∗ $450 USD
150,000 ton= $ 0.32 USD

145
APPENDIX C SPECIFICATIONS OF COMPOSTING SCENARIOS
Scenario 1 (S1). Small-scale windrow composting facility with a treatment
capacity of 100 tons per year. Paved area: 238 m2. Buffer zone: 52 m2. Building area: 6
m2. Steel hall area: 50 m2. Collection of OSW involves a drop-off scheme where
households transport the separated materials (food and garden wastes) to the
composting facility located at a maximum walking distance of 100 meters (block scale).
Sorting of materials is a manual process performed by one operator at a rate of 900 kg
per hour. Shredding of food and garden wastes is performed by one operator using an
organic residue shredder model TR200G (92 kg, 100% steel, power 6 HP, throughput
224 kg/h, lifetime 15 years, price USD$1,246) from (Trapp, 2016). The shredder is fed
by manual labor at 224 kg/h, using a regular shovel when required for food waste and
hand feeding for trunks and small branches. Storage of shredded materials is performed
by one operator using a regular shovel at 1,800 kg/h. Shredded materials are stored in
four plastic mobile containers, model 1/3 CU-L (24 kg each, 100% HDPE, capacity 124
kg, lifetime 15 years, price USD$321 each) from (Bayhead, 2016). Transport of
shredded materials to the composting area is performed by one operator using the
plastic mobile containers at a rate of 6,000 kg per hour (10 m distance). Forming
windrows is a manual process performed by one operator at a rate of 1,8 tons per hour,
using a regular shovel (3 kg, 50% steel, 50% hard wood, lifetime 15 years, price
UDS$15). Decomposition occurs in three windrow piles of 2 meters (width) per 16
meters (length). Turning windrows is a manual process performed by one operator at 8
tons per hour, using a regular shovel. Watering windrows is a manual process
performed by one operator at 50 tons per hour, using a water hose (weight 0.3 kg per

146
meter, 100% LDPE, lifetime 5 years, price USD$150). Transport of compost to
screening area is performed by one operator at 3,000 kg per hour using a plastic mobile
container (20 m distance). Screening is performed by one operator using an electric
trommel screen model Rollsieb RS 350 (36 kg, 100% steel, power 0.25 kW, throughput
1,800 kg/h (shoveling performance), lifetime 15 years, , price USD$566) from
(Scheppack, 2016). The screener is fed by an operator using a regular shovel at
shoveling productivity of 1,800 kg/h. Transport to curing area is performed by one
operator at 6,000 kg per hour using a plastic mobile container (10 m distance). Curing
occurs in concrete L-shaped elements of 1.5 m height per 2.5 m width (1,200 kg each,
100% concrete, lifetime 15 years, capacity 3,8 tons, price USD $450 each).
Scenario 2 (S2). In-vessel composting facility with a treatment capacity of 100
tons per year. Paved area: 126 m2. Building area: 6.3 m2. Steel hall area: 50 m2. The
processes of collection, sorting, shredding, and storage are equal to S1. Transport of
shredded materials to the composting area is performed by one operator using a plastic
mobile container at 12,000 kg per hour (5 m distance). Feeding the vessel is achieved
through a bin lifter attached to the composting machine; no labor is required.
Decomposition occurs in one in-vessel composting machine model 1206 (3,000 kg,
95% steel, energy consumption 21 kW/day, throughput 380 kg/day, lifetime 15 years,
price USD$90,000) by HotRot (2015). The composting machine includes: a bin lifter
(650 kg, 100% steel, lifetime 15 years, price USD$6,000); a bio-filter of 1.5 m3 (75 kg,
100% fiberglass, lifetime 15 years, price USD$ 4,500); bio-filter media is wood chip/bark
(380 kg/m3 lifetime 5 years, price USD$ 15m3). Turning and watering processes are
controlled by the composting machine. Total composter cost USD$ 100,568. Transport

147
of compost to screening area is performed by one operator at 6,000 kg per hour using a
plastic mobile container (10 m distance). Transport of compost to curing area is
performed by one operator at 6,000 kg per hour using a plastic mobile container (10 m
distance). Curing is equal to S1.
Scenario 3 (S3). Windrow composting facility with a treatment capacity of 1,000
tons per year. Paved area: 2,400 m2. Buffer zone: 400 m2. Building area: 20 m2. Steel
hall area: 500 m2. Collection is made through a waste collection truck (14 tons capacity,
price USD $250,000), employing three operators, one driving the truck and two picking
up the waste, at a rate of 2 tons per hour (Promoambiental, 2016). Food and garden
wastes are source-segregated by households and placed in the curbside at the time of
collection, without the use of bins. The collection truck weights 13,300 tons; materials
used are steel (63%), iron (23%), and HDPE (3.6%), corresponding to 90% of the total
weight of the truck; the lifetime of the truck is assumed to be 15 years (L. K.-S.
Brogaard & Christensen, 2012). Diesel consumption during collection is assumed to be
3 L per ton of waste collected, based on measurements from urban areas in Denmark
(Larsen, Vrgoc, Lieberknecht, & Christensen, 2009). It is assumed that the truck is
collecting OSW 5 days per week, corresponding to 261 loads of 14 tons per year. For a
lifetime of 15 years, the truck can collect 54,810 tons of OSW. Scenario 3 does not
involve transport, because the composting facility is assumed to be located right when
the truck reaches its maximum capacity of 14 tons (neighborhood scale). For the LCI,
the truck is allocated to the processes of collection and transport by equal amounts;
when no transport is involved, the whole truck is allocated to collection. Sorting of
materials and removal of impurities is a manual process performed by one operator at a

148
rate of 900 kg per hour. Shredding is performed by one operator using an organic
residue shredder model TR500 (275 kg, 100% steel, power 13 HP, throughput 1,750
kg/h, lifetime 15 years, price USD$4,190) from Trapp (2016). Storage of shredded
materials is performed by one operator using a regular shovel at 1,800 kg/h. Materials
are stored in plastic mobile containers, model 1/3 CU-L (24 kg each, 100% HDPE,
capacity 100 kg, lifetime 15 years, price USD$321 each) from (Bayhead, 2016).
Transport of shredded materials to the composting area is performed by one operator
using a plastic mobile container at a rate of 2,000 kg per hour (30 m distance). Forming
windrows is a manual process performed by one operator at a rate of 1,800 kg per hour,
using a regular shovel. Decomposition occurs in eight windrow piles of 2 meters (width)
per 46 meters (length). Turning windrows is a manual process performed by one
operator at 8 tons per hour, using a regular shovel. Watering windrows is a manual
process performed by one operator at 50 tons per hour, using a 150 meter hydraulic
hose (weight 0.3 kg per meter, 100% LDPE, lifetime 5 years, price USD$150).
Transport to screening area is performed by one operator at 1,200 kg per hour using a
plastic mobile container (50 m distance). Screening is performed by one operator using
an electric trommel screen model Rollsieb RS 350 (32 kg, 100% steel, power 0.25 kW,
throughput 1,800 kg/h, price USD $566) from (Scheppack, 2016). The screener is fed
by an operator using a regular shovel at shovelling productivity of 1,800 kg/h. Transport
to curing area is performed by one operator at 3,000 kg per hour using a plastic mobile
container (20 m distance). Curing occurs in concrete L-shaped elements of 1.5 m height
per 2.5 m width (1,200 kg, 100% concrete, capacity 3,8 tons, lifetime 15 years, price
USD$450 ).

149
Scenario 4 (S4). In-vessel composting facility with a treatment capacity of 1,000
tons per year. Paved area: 900 m2. Building area: 20 m2. Steel hall area: 500 m2. The
processes of collection, sorting, and shredding, are equal to Scenario 3. Transport of
shredded materials to the composting area is performed by one operator using the
plastic mobile containers at a rate of 3,000 kg per hour (20 m distance). Feeding the
vessel is achieved through a bin lifter. Decomposition occurs in two in-vessel
composting machines HotRot model 1811 (12,500 kg, 92% steel, throughput 2.5
tons/day, energy requirement 65 kWh/day, lifetime 15 years, price USD$ 156,000) from
HotRot (2015). Two FU5 feed hoppers are needed (2,900 kg, 100% steel, throughput
2,500 kg/day, price USD $55,000 each). Two discharge augers (1,600 kg, 100% steel,
price USD $34,000) are needed. Two 4 m3 bio-filters are needed (300 kg, 100%
fiberglass, lifetime 15 years, price USD$ 14,000). Bio-filter media is wood chip/bark (380
kg/m3 lifetime 5 years, price USD$ 15m3). Mixing and watering processes are
controlled by the composting machine. Total cost $ 484,360 USD. Transport of compost
to screening area is performed by one operator at 12,000 kg per hour using a plastic
mobile container (5 m distance). Transport of compost to curing area is performed by
one operator at 3,000 kg per hour using a plastic mobile container (20 m distance).
Curing occurs in concrete L-shaped elements of 1.5 m height per 2.5 m width (1,200 kg,
100% concrete, capacity 3,8 tons, lifetime 15 years, price USD$450 ).
Scenario 5 (S5). Windrow composting facility with a treatment capacity of 10,000
tons per year. Total area: 33,012 m2. Buffer zone: 7,427 m2. Building area: 500 m2.
Steel hall area: 5,752 m2. Collection is equal to Scenario 3. A transport distance of 25
km to the composting facility is assumed. Diesel consumption during transport is

150
assumed to be 0.16 L per ton per km (Larsen et al., 2009). Sorting of materials and
removal of impurities is a manual process performed by one operator at a rate of 900 kg
per hour. Shredding is performed by an electric residue shredder, model Terminator
Direct 1700 (13,600 kg, 100% steel, power 100 HP, throughput 15 ton/h, lifetime 15
years, price USD$480,000) from (Komptech, 2016a). Shredded materials are stored in
ten concrete L-shaped elements of 1.5 m height per 2.5 m width (1,200 kg each, 100%
concrete, lifetime 15 years, price USD$450 each). One front loader is needed for all
transport operations (L. K. Brogaard et al., 2015). The front loader is a model WA320-7
(15,415 kg, 90% steel, power 165 HP, lifetime 15 years, price UDS$180,000) from
(Komatsu, 2016). Diesel consumption of the front loader is assumed to be 43 L of diesel
per hour (Grisso et al., 2010). A working period of four hours daily is assumed. In the
inventory, the front loader burden is allocated to six unit processes by equal parts:
transport to composting area, forming windrows, transport to screening area, screening,
transport to curing area, and forming curing piles. Transport of shredded materials to
the composting area is performed by one operator using the front loader. Forming
windrows is performed by one operator using the front loader. Decomposition occurs in
windrows of 2.2 m height per 5 m width. Turning windrows is performed by one operator
using a turner machine model Toptorn X63 (15,000 kg, 100% steel assumed, power
205 HP, lifetime 15 years, price USD$280,000 estimate) from (Komptech, 2016b).
Watering windrows is performed by the turning machine. Transport of compost to
screening area is performed by one operator using the front loader. Screening is
performed by one operator using the front loader to feed a screening machine model
Joker (5,000 kg, 100% steel assumed, power 22 HP, throughput 24.5 ton/h, lifetime 15

151
years, price USD$270,000 estimate) from Komptech (2016). Transport of compost to
curing area is performed by one operator using the front loader. Forming curing piles is
performed by one operator using a front loader.
Scenario 6 (S6). In-vessel composting facility with a treatment capacity of 10,000
tons per year. Total area: 9,370 m2. Building area: 500 m2. Steel hall area: 5,752 m2.
The processes of collection, transport, sorting, shredding, storing, and transport to
composting area are equal to Scenario 5. Decomposition occurs in two in-vessel
composting machines model 3518 (206,000 kg, 92% steel, energy requirement 450
kW/day, throughput 24 tons per day, lifetime 15 years, price USD$ 950,000) from
(HotRot, 2015). The composting machines include: a feed hopper (12,500 kg, 92%
steel, lifetime 15 years, price USD$ 110,000); a discharge auger (3,000 kg, 100% steel,
lifetime 15 years, price USD$ 34,000); and a 48 m3 bio-filter (4,800 kg, 100% concrete
walls, lifetime 15 years, price USD$ 50,000). Bio-filter media is wood chip/bark (380
kg/m3 lifetime 5 years, price USD$ 15m3).Turning and watering processes are
controlled by the composting machine. The following process of transport to screening
area, screening, transport to curing area, forming curing piles, and curing are equal to
Scenario 5.
Scenario 7 (S7). Windrow composting facility with a treatment capacity of 50,000
tons per year. Total area: 118,288 m2. Buffer zone: 26,667 m2. Building area: 500 m2.
Steel hall area: 27,000 m2. Collection is equal to Scenario 5. A transport distance of 50
km to the composting facility is assumed. Diesel consumption during transport is
assumed to be 0.16 L per ton per km (Larsen et al., 2009). The sorting process is equal
to all scenarios. Shredding is performed by an electric residue shredder, model

152
Terminator Direct 5000S (15,300 kg, 100% steel, power 295 HP, throughput 55 ton/h,
lifetime 15 years, price USD$750,000 estimate) from (Komptech, 2016a). Four front
loaders are needed for transport operations (L. K. Brogaard et al., 2015). Front loaders
are model WA320-7 (15,415 kg, 100% steel assumed, power 165 HP, lifetime 15 years,
price UDS$180,000) from (Komatsu, 2016). Diesel consumption of the front loaders is
assumed to be 43 L of diesel per hour (Grisso et al., 2010). A working period of four
daily hours per front loader is assumed. In the inventory, the four front loaders are
allocated by equal parts to six processes: transport to composting area, forming
windrows, transport to screening area, screening, transport to curing area, and forming
curing piles. Transport of shredded materials to the composting area is performed by
one operator using a front loader. Forming windrows is performed by one operator using
the front loader. Decomposition occurs in windrows of 2.2 m height per 5 m width.
Turning windrows is performed by one operator using a turner machine model Toptorn
X63 (18,000 kg, 100% steel assumed, power 390 HP, lifetime 15 years, price
USD$350,000 estimate) from (Komptech, 2016b). Watering windrows is performed by
the turning machine at the time of turning. Transport of compost to screening area is
performed by one operator using the front loader. Screening is performed by one
operator using the front loader to feed a screening machine model Nemus 2700 (17,000
kg, 100% steel assumed, power 94 HP, throughput 119 ton/h, lifetime 15 years, price
USD$325,000 estimate). Transport of compost to curing area is performed by one
operator using the front loader. Forming curing piles is performed by one operator using
a front loader.

153
Scenario 8 (S8). In-vessel composting facility with a treatment capacity of 50,000
tons per year. Total area: 34,374 m2. Building area: 500 m2. Steel hall area: 27,000 m2.
The processes of collection, transport, sorting, shredding, storing, and transport to
composting area are equal to Scenario 7. Decomposition occurs in ten in-vessel
composting machines model 3518 (1,030,000 kg, 95% steel, energy requirement 2,250
kW/day, lifetime 15 years, price USD$ 4,750,000) from (HotRot, 2015). The composting
machines include: five feed hopper (62,500 kg, 92% steel, lifetime 15 years, price
USD$ 550,000); five discharge augers (15,000 kg, 100% steel, lifetime 15 years, price
USD$ 170,000); and 240 m3 of bio-filter (4,800 kg, 100% concrete walls, lifetime 15
years, price USD$ 50,000). Bio-filter media is wood chip/bark (380 kg/m3 lifetime 5
years, price USD$ 15m3). Turning and watering processes are controlled by the
composting machine. The following process of transport to screening area, screening,
transport to curing area, forming curing piles, and curing are equal to Scenario 5.

154
LIST OF REFERENCES
Adhikari, B. K., Barrington, S., Martinez, J., & King, S. (2008). Characterization of food waste and bulking agents for composting. Waste Management, 28(5), 795-804.
Adhikari, B. K., Trémier, A., Barrington, S., Martinez, J., & Daumoin, M. (2013). Gas
emissions as influenced by home composting system configuration. Journal of environmental management, 116, 163-171.
Agudelo-Vera, C. M., Leduc, W. R., Mels, A. R., & Rijnaarts, H. H. (2012). Harvesting
urban resources towards more resilient cities. Resources, Conservation and Recycling, 64, 3-12.
Ali, M., & Harper, M. (2004). Sustainable Composting: Case studies and guidelines for
developing countries: WEDC, Loughborough University. An, H., Englehardt, J., Fleming, L., & Bean, J. (1999). Occupational health and safety
amongst municipal solid waste workers in Florida. Waste Management and Research, 17(5), 369-377.
Andersen, J. K., Boldrin, A., Christensen, T. H., & Scheutz, C. (2010). Greenhouse gas
emissions from home composting of organic household waste. Waste management, 30(12), 2475-2482.
Atkinson, R., & Arey, J. (2003). Atmospheric degradation of volatile organic compounds.
Chemical reviews, 103(12), 4605-4638. Barrena, R., Font, X., Gabarrell, X., & Sánchez, A. (2014). Home composting versus
industrial composting: Influence of composting system on compost quality with focus on compost stability. Waste management, 34(7), 1109-1116.
Benoit-Norris, C., Cavan, D. A., & Norris, G. (2012). Identifying social impacts in product
supply chains: overview and application of the social hotspot database. Sustainability, 4(9), 1946-1965.
Benoît, C., Norris, G. A., Valdivia, S., Ciroth, A., Moberg, A., Bos, U., . . . Beck, T.
(2010). The guidelines for social life cycle assessment of products: just in time! The international journal of life cycle assessment, 15(2), 156-163.
Benoît Norris, C., Traverso, M., Valdivia, S., Vickery-Niederman, G., Franze, J., Azuero,
L., . . . Aulision, D. (2013). The methodological sheets for sub-categories in social life cycle assessment (S-LCA). United Nations Environment Programme (UNEP) and Society for Environmental Toxicology and Chemiastry (SETAC).
Bernstad, A., & la Cour Jansen, J. (2011). A life cycle approach to the management of
household food waste–a Swedish full-scale case study. Waste management, 31(8), 1879-1896.

155
Bernstad, A., la Cour Jansen, J., & Aspegren, H. (2012). Local strategies for efficient management of solid household waste–the full-scale Augustenborg experiment. Waste Management & Research, 30(2), 200-212.
Bernstein, J. A., Alexis, N., Barnes, C., Bernstein, I. L., Nel, A., Peden, D., . . . Williams,
P. B. (2004). Health effects of air pollution. Journal of allergy and clinical immunology, 114(5), 1116-1123.
Biocycle. (2014). State Orders Closure Of Peninsula Compost Facility. Retrieved from
https://www.biocycle.net/2014/10/23/state-orders-closure-of-peninsula-compost-facility/
BLS. (2016). NATIONAL CENSUS OF FATAL OCCUPATIONAL INJURIES IN 2015. Boldrin, A., Neidel, T. L., Damgaard, A., Bhander, G. S., Møller, J., & Christensen, T. H.
(2011). Modelling of environmental impacts from biological treatment of organic municipal waste in EASEWASTE. Waste management, 31(4), 619-630.
Bong, C. P. C., Lim, L. Y., Ho, W. S., Lim, J. S., Klemeš, J. J., Towprayoon, S., . . . Lee,
C. T. (2017). A review on the global warming potential of cleaner composting and mitigation strategies. Journal of Cleaner Production, 146, 149-157.
Brogaard, L. K., Petersen, P. H., Nielsen, P. D., & Christensen, T. H. (2015).
Quantifying capital goods for biological treatment of organic waste. Waste Management & Research, 33(2), 96-106.
Brogaard, L. K.-S., & Christensen, T. H. (2012). Quantifying capital goods (bins, trucks,
ect.) for collection and transport of waste. Waste Management & Research, 0734242X12462279.
Brown, N. J. (2016). Composting Safety and Health. Burnley, S. (2001). The impact of the European landfill directive on waste management
in the United Kingdom. Resources, Conservation and Recycling, 32(3), 349-358. Byeon, J. H., Park, C. W., Yoon, K. Y., Park, J. H., & Hwang, J. (2008). Size
distributions of total airborne particles and bioaerosols in a municipal composting facility. Bioresource technology, 99(11), 5150-5154.
Bünger, J., Antlauf-Lammers, M., Schulz, T. G., Westphal, G. A., Müller, M. M., Ruhnau,
P., & Hallier, E. (2000). Health complaints and immunological markers of exposure to bioaerosols among biowaste collectors and compost workers. Occupational and Environmental Medicine, 57(7), 458-464.

156
Bünger, J., Antlauf-Lammers, M., Westphal, G., Müller, M., & Hallier, E. (1998). [Immunological reactions and health complaints in biological refuse personnel and composting by biological aerosol exposure]. Schriftenreihe des Vereins fur Wasser-, Boden-und Lufthygiene, 104, 141-148.
Chang, T.-Y., Jain, R.-M., Wang, C.-S., & Chan, C.-C. (2003). Effects of occupational
noise exposure on blood pressure. Journal of occupational and environmental medicine, 45(12), 1289-1296.
Change, I. P. o. C. (2006). 2006 IPCC Guidelines for National Greenhouse Gas
Inventories: Intergovernmental Panel on Climate Change. Chen, X., Fujita, T., Ohnishi, S., Fujii, M., & Geng, Y. (2012). The impact of scale,
recycling boundary, and type of waste on symbiosis and recycling. Journal of Industrial Ecology, 16(1), 129-141.
Chhipi-Shrestha, G. K., Hewage, K., & Sadiq, R. (2015). ‘Socializing’sustainability: a
critical review on current development status of social life cycle impact assessment method. Clean Technologies and Environmental Policy, 17(3), 579-596.
Chitkara, K. (1998). Construction project management: Tata McGraw-Hill Education. Ciroth, A., & Franze, J. (2011). LCA of an ecolabeled notebook: consideration of social
and environmental impacts along the entire life cycle: Lulu. com. Clavreul, J., Baumeister, H., Christensen, T. H., & Damgaard, A. (2014). An
environmental assessment system for environmental technologies. Environmental Modelling & Software, 60, 18-30.
Clift, R., Doig, A., & Finnveden, G. (2000). The application of life cycle assessment to
integrated solid waste management: Part 1—methodology. Process Safety and Environmental Protection, 78(4), 279-287.
Colon, M., & Fawcett, B. (2006). Community-based household waste management:
Lessons learnt from EXNORA's ‘zero waste management’scheme in two South Indian cities. Habitat International, 30(4), 916-931.
Colón, J., Martínez-Blanco, J., Gabarrell, X., Artola, A., Sánchez, A., Rieradevall, J., &
Font, X. (2010). Environmental assessment of home composting. Resources, Conservation and Recycling, 54(11), 893-904.
Dalzell, H. (1987). Soil management: compost production and use in tropical and
subtropical environments: Food & Agriculture Org.

157
do Carmo, B. B. T., Margni, M., & Baptiste, P. (2017). Customized scoring and weighting approaches for quantifying and aggregating results in social life cycle impact assessment. The International Journal of Life Cycle Assessment, 1-11.
Domingo, J. L., & Nadal, M. (2009). Domestic waste composting facilities: a review of
human health risks. Environment international, 35(2), 382-389. Douglas, P., Bakolis, I., Fecht, D., Pearson, C., Sanchez, M. L., Kinnersley, R., . . .
Hansell, A. L. (2016). Respiratory hospital admission risk near large composting facilities. International journal of hygiene and environmental health, 219(4), 372-379.
Dreyer, L., Hauschild, M., & Schierbeck, J. (2006). A framework for social life cycle
impact assessment (10 pp). The International Journal of Life Cycle Assessment, 11(2), 88-97.
Eitzer, B. D. (1995). Emissions of volatile organic chemicals from municipal solid waste
composting facilities. Environmental science & technology, 29(4), 896-902. EPA. (2015). Advancing Sustainable Materials Management. In. Epstein, E. (1996). The science of composting: CRC press. Epstein, E. (2011). Industrial composting: Environmental engineering and facilities
management: CRC Press. Friedrich, R., & Obermeier, A. (1999). Anthropogenic emissions of volatile organic
compounds. Reactive hydrocarbons in the atmosphere, 1, 39. Frischknecht, R., Jungbluth, N., Althaus, H.-J., Doka, G., Dones, R., Heck, T., . . .
Rebitzer, G. (2005). The ecoinvent database: Overview and methodological framework (7 pp). The International Journal of Life Cycle Assessment, 10(1), 3-9.
Garrido, S. R., Parent, J., Beaulieu, L., & Revéret, J.-P. (2016). A literature review of
type I SLCA—making the logic underlying methodological choices explicit. The International Journal of Life Cycle Assessment, 1-13.
Gluch, P., & Baumann, H. (2004). The life cycle costing (LCC) approach: a conceptual
discussion of its usefulness for environmental decision-making. Building and environment, 39(5), 571-580.
Grisso, R. D., Perumpral, J. V., Vaughan, D. H., Roberson, G. T., & Pitman, R. M.
(2010). Predicting tractor diesel fuel consumption.

158
Grosso, M., Nava, C., Testori, R., Rigamonti, L., & Viganò, F. (2012). The implementation of anaerobic digestion of food waste in a highly populated urban area: an LCA evaluation. Waste Management & Research, 30(9 suppl), 78-87.
GrowingPower. (2017). Growing Power. Retrieved from http://www.growingpower.org/ Guillemin, M. P., Herrera, H., Huynh, C. K., Droz, P.-O., & Due, T. V. (1992).
Occupational exposure of truck drivers to dust and polynuclear aromatic hydrocarbons: a pilot study in Geneva, Switzerland. International archives of occupational and environmental health, 63(7), 439-447.
Handbook, I. (2010). International Reference Life Cycle Data System. General guide for
Life Cycle Assessment. Detailed guidance. European Commission, Joint Research Centre. Institute for Environment and Sustainability.
Hauschild, M., & Barlaz, M. A. (2009). LCA in waste management: Introduction to
principle and method. Solid Waste Technology & Management, Volume 1 & 2, 111-136.
Hauschild, M. Z., & Huijbregts, M. A. (2015). Life Cycle Impact Assessment: Springer. Herr, C. E., zur Nieden, A., Bödeker, R. H., Gieler, U., & Eikmann, T. F. (2003). Ranking
and frequency of somatic symptoms in residents near composting sites with odor annoyance. International journal of hygiene and environmental health, 206(1), 61-64.
Hong, J., & Park, K. (2005). Compost biofiltration of ammonia gas from bin composting.
Bioresource Technology, 96(6), 741-745. Hoornweg, D., & Bhada-Tata, P. (2012). What a waste: a global review of solid waste
management. Hotrot. (2013). Environmental discharges. Retrieved from
http://www.hotrotsolutions.com/. HotRot. (2015). In-vessel composting for food and organic waste. Retrieved from
http://www.hotrotsolutions.com/ Iriarte, A., Gabarrell, X., & Rieradevall, J. (2009). LCA of selective waste collection
systems in dense urban areas. Waste Management, 29(2), 903-914. ISO. (1997). ISO 14040: Environmental Management-Life Cycle Assessment-Principles
and Framework. Jan, B. (1994). EPA530-R-94-003. Composting Yard Trimmings and Municipal Solid
Waste. Retrieved from

159
Jeavons, J. (2012). How to Grow More Vegetables:(and fruits, nuts, berries, grains, and other crops) than you ever thought possible on less land than you can imagine: Ten Speed Press.
JRC, I. (2010). Handbook–General Guide for Life Cycle Assessment–Detailed
Guidance. Publication Office of the European Union, Luxembourg. Jørgensen, A., Le Bocq, A., Nazarkina, L., & Hauschild, M. (2008). Methodologies for
social life cycle assessment. The international journal of life cycle assessment, 13(2), 96.
Kangas, P. (2004). Ecological engineering: principles and practice: CRC Press. Kennedy, C., Pincetl, S., & Bunje, P. (2011). The study of urban metabolism and its
applications to urban planning and design. Environmental pollution, 159(8), 1965-1973.
Kesselmeier, J., & Staudt, M. (1999). Biogenic volatile organic compounds (VOC): an
overview on emission, physiology and ecology. Journal of atmospheric chemistry, 33(1), 23-88.
Komatsu. (2013). Specifications and Applications Handbook. Edition 31. In: Komatsu. Komilis, D. P., & Ham, R. K. (2004). Life-cycle inventory of municipal solid waste and
yard waste windrow composting in the United States. Journal of environmental engineering, 130(11), 1390-1400.
Komptech. (2015). Machinery for mechanical and biological treatment of organic solid
waste. Retrieved from http://www.komptech.com/about-komptech/in-brief.html
Kuijer, P., Sluiter, J. K., & Frings‐Dresen, M. H. (2010). Health and safety in waste collection: Towards evidence‐based worker health surveillance. American journal of industrial medicine, 53(10), 1040-1064.
Kummer, V., & Thiel, W. R. (2008). Bioaerosols–sources and control measures.
International journal of hygiene and environmental health, 211(3), 299-307. Kuusimäki, L., Peltonen, Y., Kyyrö, E., Mutanen, P., Peltonen, K., & Savela, K. (2002).
Exposure of garbage truck drivers and maintenance personnel at a waste handling centre to polycyclic aromatic hydrocarbons derived from diesel exhaust. Journal of Environmental Monitoring, 4(5), 722-727.
Körner, I., Saborit-Sánchez, I., & Aguilera-Corrales, Y. (2008). Proposal for the
integration of decentralised composting of the organic fraction of municipal solid waste into the waste management system of Cuba. Waste management, 28(1), 64-72.

160
Lardinois, I., & Klundert, A. v. d. (1993). Organic waste: options for small-scale resource recovery (Vol. 1): Technology Transfer for Development.
Larsen, A. W., Vrgoc, M., Lieberknecht, P., & Christensen, T. H. (2009). Diesel
consumption in waste collection and transport and its environmental significance. Waste Management & Research.
Laurent, A., Bakas, I., Clavreul, J., Bernstad, A., Niero, M., Gentil, E., . . . Christensen,
T. H. (2013). Review of LCA studies of solid waste management systems–Part I: Lessons learned and perspectives. Waste Management.
Lazcano, C., Martínez-Blanco, J., Christensen, T. H., Muñoz, P., Rieradevall, J., Møller,
J., . . . Nuñez, M. (2014). Environmental benefits of compost use on land through LCA–a review of the current gaps. Paper presented at the Proceedings of the 9th International Conference on Life Cycle Assessment in the Agri-Food Sector (LCA Food 2014), San Francisco, California, USA, 8-10 October, 2014.
Leduc, W. R., & Van Kann, F. M. (2012). Spatial planning based on urban energy
harvesting towards productive urban regions. Journal of Cleaner Production. Lee, K.-H., Jung, H.-J., Park, D.-U., Ryu, S.-H., Kim, B., Ha, K.-C., . . . Yoon, C. (2015).
Occupational exposure to diesel particulate matter in municipal household waste workers. PloS one, 10(8), e0135229.
Lleó, T., Albacete, E., Barrena, R., Font, X., Artola, A., & Sánchez, A. (2012). Home and
vermicomposting as sustainable options for biowaste management. Journal of Cleaner Production.
Lundie, S., & Peters, G. M. (2005). Life cycle assessment of food waste management
options. Journal of Cleaner Production, 13(3), 275-286. Marchand, G., Lavoie, J., & Lazure, L. (1995). Evaluation of bioaerosols in a municipal
solid waste recycling and composting plant. Journal of the Air & Waste Management Association, 45(10), 778-781.
Martinez-Sanchez, V., Kromann, M. A., & Astrup, T. F. (2015). Life cycle costing of
waste management systems: Overview, calculation principles and case studies. Waste management, 36, 343-355.
Martínez-Blanco, J., Colón, J., Gabarrell, X., Font, X., Sánchez, A., Artola, A., &
Rieradevall, J. (2010). The use of life cycle assessment for the comparison of biowaste composting at home and full scale. Waste management, 30(6), 983-994.

161
Martínez-Blanco, J., Lazcano, C., Christensen, T. H., Muñoz, P., Rieradevall, J., Møller, J., . . . Boldrin, A. (2013). Compost benefits for agriculture evaluated by life cycle assessment. A review. Agronomy for sustainable development, 33(4), 721-732.
Martínez-Blanco, J., Lehmann, A., Muñoz, P., Antón, A., Traverso, M., Rieradevall, J., &
Finkbeiner, M. (2014). Application challenges for the social Life Cycle Assessment of fertilizers within life cycle sustainability assessment. Journal of Cleaner Production, 69, 34-48.
Müller, T., Thißen, R., Braun, S., Dott, W., & Fischer, G. (2004). (M) VOC and
composting facilities part 2:(M) VOC dispersal in the environment. Environmental science and pollution research, 11(3), 152.
Norris, G. A. (2006). Social impacts in product life cycles-Towards life cycle attribute
assessment. The International Journal of Life Cycle Assessment, 11, 97-104. NYC-Sanitation. (2015). New York City Community Composting Report 2014. Retrieved
from http://www1.nyc.gov/assets/dsny/downloads/pdf/studies-and-reports/2014-community-composting-report-LL77.pdf
Pandyaswargo, A. H., & Premakumara, D. G. J. (2014). Financial sustainability of
modern composting: the economically optimal scale for municipal waste composting plant in developing Asia. International Journal of Recycling of Organic Waste in Agriculture, 3(3), 4.
Parent, J., Cucuzzella, C., & Revéret, J.-P. (2010). Impact assessment in SLCA: sorting
the sLCIA methods according to their outcomes. The international journal of life cycle assessment, 15(2), 164-171.
Platt, B., McSweeney, J., & Davis, J. (2014). Growing local fertility: a guide to
community composting. Highfields Center for Composting. Institute for Local Self-Reliance, Hardwick.
Poulsen, O. M., Breum, N. O., Ebbehøj, N., Hansen, Å. M., Ivens, U. I., van Lelieveld,
D., . . . Nielsen, E. M. (1995). Collection of domestic waste. Review of occupational health problems and their possible causes. Science of the Total Environment, 170(1), 1-19.
Righi, S., Oliviero, L., Pedrini, M., Buscaroli, A., & Della Casa, C. (2013). Life cycle
assessment of management systems for sewage sludge and food waste: centralized and decentralized approaches. Journal of Cleaner Production, 44, 8-17.
Ruffino, B., Fiore, S., & Zanetti, M. C. (2014). Strategies for the enhancement of
automobile shredder residues (ASRs) recycling: results and cost assessment. Waste management, 34(1), 148-155.

162
Rynk, R. (2001). Getting moisture into the compost pile. Biocycle, 42(6), 51-56. Saer, A., Lansing, S., Davitt, N. H., & Graves, R. E. (2013). Life cycle assessment of a
food waste composting system: environmental impact hotspots. Journal of Cleaner Production, 52, 234-244.
Scheppack. (2016). Rollsieb rs 350 scheppach - 230V 50Hz 250W. Retrieved from
https://www.scheppach.com/product-details/Rollsieb-rs-350-scheppach----230V-50Hz-250W.aspx#technischedaten
Silverman, D. T. (2017). Diesel exhaust causes lung cancer: now what? Occup Environ
Med, 74(4), 233-234. Slater, R., & Aiken, M. (2015). Can’t you count? Public service delivery and
standardized measurement challenges–the case of community composting. Public Management Review, 17(8), 1085-1102.
Slater, R., Frederickson, J., & Yoxon, M. (2010). Unlocking the potential of community
composting: Full project report. Solomon, S. (2007). Climate change 2007-the physical science basis: Working group I
contribution to the fourth assessment report of the IPCC (Vol. 4): Cambridge University Press.
Stranddorf, H. K., Hoffmann, L., & Schmidt, A. (2005). LCA technical report: impact
categories, normalization and weighting in LCA. Update on selected EDIP97-data. In: Copenhagen: Danish Ministry of the Environment–Environmental Protection Agency.
Sullivan, D. (2011). Zero waste on San Francisco’s horizon. Biocycle, 52(7), 28. Sydbom, A., Blomberg, A., Parnia, S., Stenfors, N., Sandström, T., & Dahlen, S. (2001).
Health effects of diesel exhaust emissions. European Respiratory Journal, 17(4), 733-746.
Sánchez, A., Artola, A., Font, X., Gea, T., Barrena, R., Gabriel, D., . . . Mondini, C.
(2015). Greenhouse gas from organic waste composting: emissions and measurement. In CO2 Sequestration, Biofuels and Depollution (pp. 33-70): Springer.
Todd, J. (1994). From eco-cities to living machines: principles of ecological design:
North Atlantic Books.

163
UNEP. (2009). Guidelines for Social Life Cycle Assessment of Products. Retrieved from van Haaren, R. (2009). Large scale aerobic composting of source separated organic
wastes: A comparative study of environmental impacts, costs, and contextual effects. Unpublished Results, MS Thesis, Columbia University, 27.
van Haaster, B., Ciroth, A., Fontes, J., Wood, R., & Ramirez, A. (2017). Development of
a methodological framework for social life-cycle assessment of novel technologies. The International Journal of Life Cycle Assessment, 22(3), 423-440.
Wallace, P. (2014). San Francisco offers a model of recycling. Waste Management and
Environment, 25(8), 16. Watson, D. S., Shields, B. J., & Smith, G. A. (2011). Snow shovel–related injuries and
medical emergencies treated in US EDs, 1990 to 2006. The American journal of emergency medicine, 29(1), 11-17.
Williams, M., Lamarre, B., Butterfield, D., Tyrrel, S., & Simpson, A. (2013). Defra Project
WR 1121 Bioaerosols and odour emissions from composting facilities. Zhang, Y. (2013). Urban metabolism: A review of research methodologies.
Environmental Pollution. Zurbrügg, C., Drescher, S., Patel, A., & Sharatchandra, H. (2004). Decentralised
composting of urban waste–an overview of community and private initiatives in Indian cities. Waste management, 24(7), 655-662.

164
BIOGRAPHICAL SKETCH
Kimmel Chamat Garcés was born in Quibdó, Colombia, in 1981. He graduated
from San Buenaventura University in Cali, Colombia, in 2006, earning a bachelor‘s
degree in architecture (laurate). The Fulbright scholarship, awarded in 2009, allowed
him to pursue a master’s program in the United States. In 2012, he received a master‘s
degree in architecture with concentration in sustainable architecture from the University
of Florida. A scholarship from Colciencias allowed him to pursue a Ph.D. program in the
United States. In 2012, he enrolled in the Urban and Regional Planning Department at
the University of Florida to pursue the degree of Doctor of Philosophy in design,
construction and planning with a concentration in urban and regional planning. He
received his Ph.D. from the University of Florida in the spring of 2018.